También podría gustarte
- Tarea DOEDocumento21 páginasTarea DOEJessyOrtegaLagunaAún no hay calificaciones
- Tarea 4Documento6 páginasTarea 4Cristian Marambio100% (1)
- Problemario Capítulo 3 Ingeniería de Procesos MicrobiológicosDocumento10 páginasProblemario Capítulo 3 Ingeniería de Procesos MicrobiológicosKenia CarrilloAún no hay calificaciones
- Act 12 Doex Sosa Tellez Jesus Israel PDFDocumento13 páginasAct 12 Doex Sosa Tellez Jesus Israel PDFJesús Israel Sosa0% (1)
- Resolución de Ejercicios DBIB-1597845308Documento4 páginasResolución de Ejercicios DBIB-1597845308Damian ReyesAún no hay calificaciones
- HOJA de TRABAJO Diagrama de Flujo y OperacionDocumento1 páginaHOJA de TRABAJO Diagrama de Flujo y OperacionMishell DomingoAún no hay calificaciones
- Actividad Evaluativa 1 - Resolución de Caso (Deber)Documento7 páginasActividad Evaluativa 1 - Resolución de Caso (Deber)jessica pinargoteAún no hay calificaciones
- 3.4 Metodo de VolgeDocumento11 páginas3.4 Metodo de VolgeAngel Moises BonillaAún no hay calificaciones
- Guia 3 Evaluacion Economica II - 2022Documento6 páginasGuia 3 Evaluacion Economica II - 2022HUACARA PEREIRA JHOVANA GLADISAún no hay calificaciones
- Tarea Diagramas2023Documento22 páginasTarea Diagramas2023Arturo GarciaAún no hay calificaciones
- Sake EcuadorDocumento205 páginasSake EcuadorEvelynAún no hay calificaciones
- Orden-14 4Documento8 páginasOrden-14 4JoseMayhuaAún no hay calificaciones
- Diseño de MezclasDocumento25 páginasDiseño de MezclasKaren Totora Escobar100% (1)
- Taller No 3 - Fabrica de Relojes y ColoniasDocumento2 páginasTaller No 3 - Fabrica de Relojes y Coloniasbackhuseinhotmail.comAún no hay calificaciones
- 1º Practica Ind 3520Documento1 página1º Practica Ind 3520Jhisell EncinasAún no hay calificaciones
- Estadistica DiseñoDocumento7 páginasEstadistica DiseñoMichel Dayana SalasAún no hay calificaciones
- La Norma Iso 22000-2018Documento11 páginasLa Norma Iso 22000-2018everson florez0% (1)
- Ejercicio 5 de La Practica EnviadaDocumento5 páginasEjercicio 5 de La Practica EnviadaKenverlyMarchanAún no hay calificaciones
- Tarea1144292 16433243551Documento3 páginasTarea1144292 16433243551ESTEVEN MOREIRAAún no hay calificaciones
- Contabilidade de Custos-140-152.pt - EsDocumento13 páginasContabilidade de Custos-140-152.pt - EsCARMELA ISABEL CARRERA GARCIAAún no hay calificaciones
- Diseño Experimentos KVC Pollos A La Canasta Victor ValdiviaDocumento23 páginasDiseño Experimentos KVC Pollos A La Canasta Victor ValdiviaVictor Dg ValdiviaAún no hay calificaciones
- Act 12 InesDocumento26 páginasAct 12 InesSergio Loyola RamirezAún no hay calificaciones
- Nom 218 Ssa1 2011Documento107 páginasNom 218 Ssa1 2011Mayra CruzAún no hay calificaciones
- Traducción HINTDocumento11 páginasTraducción HINTEzequiel SotoAún no hay calificaciones
- 4 - Taller Mano de Obra Directa RMON DOMINGODocumento3 páginas4 - Taller Mano de Obra Directa RMON DOMINGOmaryAún no hay calificaciones
- Jimenezcossiogerardobrayan - Marco - Version InicialDocumento55 páginasJimenezcossiogerardobrayan - Marco - Version InicialGerardo JimenezAún no hay calificaciones
- Examen Final Daniela Tellez Robles PDFDocumento27 páginasExamen Final Daniela Tellez Robles PDFEL MARISCOSAún no hay calificaciones
- HUMIDIFICACIÓNDocumento30 páginasHUMIDIFICACIÓNWinnie A.LAún no hay calificaciones
- Ejemplo 3 en NCSSDocumento15 páginasEjemplo 3 en NCSSPauu Calderon80% (5)
- Apunteumayor (5) PrtogamacilmDocumento1 páginaApunteumayor (5) PrtogamacilmKarolay Herrera UrquizoAún no hay calificaciones
- S5-Trabajo de Investigación - 1Documento10 páginasS5-Trabajo de Investigación - 1MelAún no hay calificaciones
- Ex Control de CalidadDocumento2 páginasEx Control de CalidadCésar Tipo RamosAún no hay calificaciones
- Analisis Organoleptico Del Yogurt de FresaDocumento6 páginasAnalisis Organoleptico Del Yogurt de FresaCarlos Rivas RoseroAún no hay calificaciones
- SOLUCION - 3°parcial - IND 3216 CDocumento4 páginasSOLUCION - 3°parcial - IND 3216 CJose Velasquez100% (1)
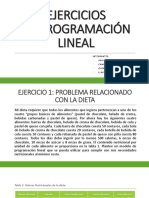
- Ejercicios de PLDocumento17 páginasEjercicios de PLFifufa MarquezAún no hay calificaciones
- Diseno y Analisis de Experimentos M Parte19Documento10 páginasDiseno y Analisis de Experimentos M Parte19JocesesAún no hay calificaciones
- Espina de Pescado - Carpinteria Maria FernandaDocumento1 páginaEspina de Pescado - Carpinteria Maria FernandaSara Benavides100% (1)
- 3P DisExp I 20Documento2 páginas3P DisExp I 20andyrodririos0% (1)
- Practias 5-13Documento38 páginasPractias 5-13Ignacio De los SantosAún no hay calificaciones
- Simulacion S9 Tarea 3Documento5 páginasSimulacion S9 Tarea 3MelAún no hay calificaciones
- Ejercicios de CalculoDocumento5 páginasEjercicios de CalculoWilmer YanapatziAún no hay calificaciones
- Algoritmo de YatesDocumento9 páginasAlgoritmo de YatesANDRÉS AngaritaAún no hay calificaciones
- Control y AutomatizacionDocumento22 páginasControl y AutomatizacionArnold Nolasco MaldonadoAún no hay calificaciones
- Tutorial Norma Isa S5.1 y Diagramas P&idDocumento1 páginaTutorial Norma Isa S5.1 y Diagramas P&idLuis CastilloAún no hay calificaciones
- Mercado de SalsasDocumento3 páginasMercado de SalsasJosé AcostaAún no hay calificaciones
- Taller. Difusión MolecularDocumento6 páginasTaller. Difusión MolecularCATALINA SILVA CALDONAún no hay calificaciones
- Laboratorio #1 ConduccionDocumento26 páginasLaboratorio #1 ConduccionNiels Estrada VilaAún no hay calificaciones
- Eva Diseño de 3 FactoresDocumento12 páginasEva Diseño de 3 FactoresEva Luz Alvarez MolinaAún no hay calificaciones
- Guia Ejercicios Transferencia de CalorDocumento4 páginasGuia Ejercicios Transferencia de Calorfefy23Aún no hay calificaciones
- Desarrollo Ejercicio Analisis de SensibilidadDocumento6 páginasDesarrollo Ejercicio Analisis de SensibilidadJonathan mosquera albanAún no hay calificaciones
- Prac 2Documento12 páginasPrac 2Rocio layme calderonAún no hay calificaciones
- Cascarilla de CacaoDocumento11 páginasCascarilla de CacaoCarlos FloresAún no hay calificaciones
- Extraccion Solido LiquidoDocumento12 páginasExtraccion Solido LiquidoAryaChasoonChoiAún no hay calificaciones
- Ejercicios de ReemplazoDocumento1 páginaEjercicios de ReemplazoRene LopezAún no hay calificaciones
- Examen Diseño y Organizacion Planta 09-02-2022 - Tomalá Edison - Dis y Org de Plant Indus - 8.1 IndustrialDocumento3 páginasExamen Diseño y Organizacion Planta 09-02-2022 - Tomalá Edison - Dis y Org de Plant Indus - 8.1 IndustrialCharlie NovilloAún no hay calificaciones
- Planta Industrial de Producción de RonDocumento20 páginasPlanta Industrial de Producción de RonLaura Torres BarbaAún no hay calificaciones
- Ejercicio de AplicaciónDocumento7 páginasEjercicio de AplicaciónAngel Gaspar CruzAún no hay calificaciones
- Practica Balanceo de Linea de ProducciónDocumento4 páginasPractica Balanceo de Linea de ProducciónMaya Quelcacruz0% (1)
- Intercambiadores de Calor-EjemplosDocumento14 páginasIntercambiadores de Calor-EjemplosWilliams CastilloAún no hay calificaciones
- Taller 06.4Documento3 páginasTaller 06.4Vladimiro Ibañez QuispeAún no hay calificaciones
- 4to. Examen Parcial Primavera 2024Documento1 página4to. Examen Parcial Primavera 2024jacobomaximiliano.motaAún no hay calificaciones
- Lavado y colmatado de tapones de corcho. MAMA0109De EverandLavado y colmatado de tapones de corcho. MAMA0109Aún no hay calificaciones
- Distribucion F - EjerciciosDocumento2 páginasDistribucion F - EjerciciosAngel Moises BonillaAún no hay calificaciones
- Construcción de La Tabla de Mortallidad - IeiDocumento10 páginasConstrucción de La Tabla de Mortallidad - IeiAngel Moises BonillaAún no hay calificaciones
- Ejercicios de Taller ProbabilidadesDocumento3 páginasEjercicios de Taller ProbabilidadesAngel Moises BonillaAún no hay calificaciones
- Distribucion F - EjerciciosDocumento6 páginasDistribucion F - EjerciciosAngel Moises BonillaAún no hay calificaciones
- Ejercicios de TallerDocumento7 páginasEjercicios de TallerAngel Moises BonillaAún no hay calificaciones
- Crear Un Markdown en RDocumento2 páginasCrear Un Markdown en RAngel Moises BonillaAún no hay calificaciones
- Marco TeoricoDocumento3 páginasMarco TeoricoAngel Moises BonillaAún no hay calificaciones
- SEGUROS DE VIDA Y UTILIDAD - IEI - PPSXDocumento22 páginasSEGUROS DE VIDA Y UTILIDAD - IEI - PPSXAngel Moises BonillaAún no hay calificaciones
- Modelo de Costos y VolumenDocumento5 páginasModelo de Costos y VolumenAngel Moises BonillaAún no hay calificaciones
- Ejericicios GrupalesDocumento10 páginasEjericicios GrupalesAngel Moises BonillaAún no hay calificaciones
- Manual Minitab PDFDocumento27 páginasManual Minitab PDFAngel Moises BonillaAún no hay calificaciones
- Modelo de Costos y VolumenDocumento5 páginasModelo de Costos y VolumenAngel Moises BonillaAún no hay calificaciones
- Práctica 5 - Regresión Lineal MúltipleDocumento8 páginasPráctica 5 - Regresión Lineal MúltipleAngel Moises BonillaAún no hay calificaciones
- DIseño de ExperimentosDocumento98 páginasDIseño de ExperimentosAngel Moises Bonilla0% (2)
- Actividad 1Documento4 páginasActividad 1Angel Moises BonillaAún no hay calificaciones
- Manual Minitab PDFDocumento27 páginasManual Minitab PDFAngel Moises BonillaAún no hay calificaciones
- Funciones TrigonometricasDocumento6 páginasFunciones TrigonometricasAngel Moises BonillaAún no hay calificaciones
- Descripcion Del Proyecto ToromochoDocumento5 páginasDescripcion Del Proyecto ToromochoKevin Jesus Oniava Valverde0% (1)
- La Antropología Es El Estudio Del Hombre Abrazado A La MujerDocumento4 páginasLa Antropología Es El Estudio Del Hombre Abrazado A La MujeralquienesAún no hay calificaciones
- Sentencia Alimentos - Teofilo LópezDocumento9 páginasSentencia Alimentos - Teofilo LópezWillan Rodriguez FustamanteAún no hay calificaciones
- Tenologia FarmaceuticaDocumento4 páginasTenologia FarmaceuticaHéctor BalmoriAún no hay calificaciones
- Diapositivas IbmDocumento16 páginasDiapositivas IbmMauricio GonzalezAún no hay calificaciones
- Libro Debatiendo Gramsci Lucio Oliver Coord 2016Documento186 páginasLibro Debatiendo Gramsci Lucio Oliver Coord 2016Lorena FreitezAún no hay calificaciones
- Guía para La Implementación de Estrategias de Sostenibilidad en Diseño y Construcción de Colegios Nuevos de Jornada Única en Colombia PDFDocumento129 páginasGuía para La Implementación de Estrategias de Sostenibilidad en Diseño y Construcción de Colegios Nuevos de Jornada Única en Colombia PDFRafael TamayoAún no hay calificaciones
- Unidad Didáctica - 4°Documento22 páginasUnidad Didáctica - 4°Jhon ChacónAún no hay calificaciones
- Estudio de Impacto Ambiental de La Línea de Transmisión PomacochaDocumento3 páginasEstudio de Impacto Ambiental de La Línea de Transmisión PomacochaRudy PeñaAún no hay calificaciones
- Presentation Equipo3Documento19 páginasPresentation Equipo3citlaliAún no hay calificaciones
- Triptico Violencia de GeneroDocumento2 páginasTriptico Violencia de GeneroNUESTRASISLASCANARIAS100% (4)
- Lab de BioquímicaDocumento2 páginasLab de BioquímicaVALERIA DEL PILAR PEÑARANDA RINCON100% (1)
- Qué Dicen Tus GestosDocumento4 páginasQué Dicen Tus GestosLuisayana LeivaAún no hay calificaciones
- El Formato 4KDocumento3 páginasEl Formato 4KAndrea RomeroAún no hay calificaciones
- Examen Psicologia SocialDocumento7 páginasExamen Psicologia SocialMargarita Rios100% (1)
- Trabajo 02 de Planificacion y Control de Obras CivilesDocumento6 páginasTrabajo 02 de Planificacion y Control de Obras CivilesWilliam Alexander MoranAún no hay calificaciones
- Manual Desenmascarando El Espiritu de Error 1Documento24 páginasManual Desenmascarando El Espiritu de Error 1Jose Bonillo100% (3)
- Guiía de Autoaprendizaje 4° MedioDocumento16 páginasGuiía de Autoaprendizaje 4° MedioJonathan Almonacid IglesiasAún no hay calificaciones
- Catalogo Sillas 2021Documento15 páginasCatalogo Sillas 2021Business Smart CenterAún no hay calificaciones
- Geo PlanoDocumento17 páginasGeo PlanoBerenice LiceaAún no hay calificaciones
- Optimización de una producción de grillos comestibles a pequeña escala, barata y residencial, con subproductos locales como fuente alternativa de alimentos ricos en proteínas en la provincia de Ratanakiri, CamboyaDocumento1 páginaOptimización de una producción de grillos comestibles a pequeña escala, barata y residencial, con subproductos locales como fuente alternativa de alimentos ricos en proteínas en la provincia de Ratanakiri, CamboyaSebastian Camacho CerraAún no hay calificaciones
- Matriz de Leopold - Fase de ConstrucciónDocumento8 páginasMatriz de Leopold - Fase de ConstrucciónalbertoAún no hay calificaciones
- Lección 12 - Lección Tesoros de La Verdad (2) - 2 Trim 2023Documento20 páginasLección 12 - Lección Tesoros de La Verdad (2) - 2 Trim 2023Freddy RodriguezAún no hay calificaciones
- Ejercicios Del Adjetivo Calificativo para Cuarto de PrimariaDocumento4 páginasEjercicios Del Adjetivo Calificativo para Cuarto de PrimariaLuis Carlos Asmat RecaldeAún no hay calificaciones
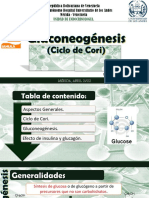
- Gluconeogenesis Deisy 2022Documento25 páginasGluconeogenesis Deisy 2022Danny SemecoAún no hay calificaciones
- Protoco de Evaluacion FoniátricaDocumento10 páginasProtoco de Evaluacion Foniátricacarolina vasquezAún no hay calificaciones
- Actividades IntertextualidadDocumento2 páginasActividades IntertextualidadSimy Arevalo TuestaAún no hay calificaciones
- AF5 Self Concept Form 5Documento7 páginasAF5 Self Concept Form 5David EspinosaAún no hay calificaciones
- Resumen Tema 10 GeografíaDocumento4 páginasResumen Tema 10 GeografíaAgustin Molla MartinezAún no hay calificaciones