También podría gustarte
- Gestión de Centros de Distribucion (GCD) - Diagnostico de OperacionesDocumento68 páginasGestión de Centros de Distribucion (GCD) - Diagnostico de Operacionesjimmy100% (1)
- Sistemas MRP y MRP II.Documento18 páginasSistemas MRP y MRP II.Erika GarridoAún no hay calificaciones
- MRPDocumento35 páginasMRPDiego Yoel Castillo ChumaceroAún no hay calificaciones
- Ejercicios S10Documento23 páginasEjercicios S10Nuri Marggiorit Molina Reymundo100% (1)
- Investigacion Del MRP IiDocumento31 páginasInvestigacion Del MRP Iidaniel diazAún no hay calificaciones
- El Medio Ambiente de La MercadotecniaDocumento5 páginasEl Medio Ambiente de La MercadotecniaTan'nyLsaStdAún no hay calificaciones
- Planeación para El Requerimiento de MaterialesDocumento5 páginasPlaneación para El Requerimiento de MaterialesFernando Tovar CastilloAún no hay calificaciones
- Cadena de ValorDocumento13 páginasCadena de ValorDiego Peralta GonzalezAún no hay calificaciones
- La función de operaciones en la administración de producciónDocumento275 páginasLa función de operaciones en la administración de produccióncarlos javierAún no hay calificaciones
- Sistemas de Manufactura: Resumen de Paradigmas ProductivosDocumento14 páginasSistemas de Manufactura: Resumen de Paradigmas ProductivosAldo OrozcoAún no hay calificaciones
- Sistemas de Manufactura: Resumen de Paradigmas ProductivosDocumento14 páginasSistemas de Manufactura: Resumen de Paradigmas ProductivosAldo OrozcoAún no hay calificaciones
- Demanda Dependiente e IndependienteDocumento6 páginasDemanda Dependiente e IndependienteNicOo CastilloAún no hay calificaciones
- Unidad 6 Cadena de Suministros 6.3 y 6.4Documento8 páginasUnidad 6 Cadena de Suministros 6.3 y 6.4Francisco Ríos Resendiz100% (1)
- Wilamed MV 2000-1-2Documento2 páginasWilamed MV 2000-1-2Jose SalazarAún no hay calificaciones
- Marco Teórico MRPDocumento3 páginasMarco Teórico MRPdavid_1998100% (1)
- Mapa Mental MRPDocumento2 páginasMapa Mental MRPJavier Ruíz PalafoxAún no hay calificaciones
- MRP: Planeación de requerimientos de materialesDocumento7 páginasMRP: Planeación de requerimientos de materialesVanessa Del Castillo SáenzAún no hay calificaciones
- Gestion de La Produccion 2. Unidad 2.Documento15 páginasGestion de La Produccion 2. Unidad 2.Eloy TorresAún no hay calificaciones
- Plan Maestro de ProducciónDocumento22 páginasPlan Maestro de ProducciónmariaaterezaAún no hay calificaciones
- Evolucion Del MRP A Mrpii y A ErpDocumento10 páginasEvolucion Del MRP A Mrpii y A ErpJosé Martínez CruzAún no hay calificaciones
- Modelo de InventarioDocumento5 páginasModelo de InventarioJhon Jairo MorenoAún no hay calificaciones
- Planeacion de Los Recursos EmpresarialesDocumento2 páginasPlaneacion de Los Recursos EmpresarialesFernandoAún no hay calificaciones
- Diseño y desarrollo del proceso de producciónDocumento19 páginasDiseño y desarrollo del proceso de producciónSecondstoMars92Aún no hay calificaciones
- Planeacion y Control de La Produccion PDFDocumento6 páginasPlaneacion y Control de La Produccion PDFDANIEL FELIPE RUIZ ZÚÑIGAAún no hay calificaciones
- Logistica de NikeDocumento1 páginaLogistica de NikeAlex GSR750BIKERAún no hay calificaciones
- JAT para aumentar competitividad SKINNYDocumento5 páginasJAT para aumentar competitividad SKINNYKaren Stefy VillalbaAún no hay calificaciones
- Planeación de Los Recursos de La Empresa ERPDocumento5 páginasPlaneación de Los Recursos de La Empresa ERPKervin Venegas ZamoraAún no hay calificaciones
- 3.1 Concepto Fundamentales y 3.2 Impactos en La CapacidadDocumento10 páginas3.1 Concepto Fundamentales y 3.2 Impactos en La Capacidadzurosado0% (1)
- Ventajas y Desventajas de Los Inventarios PDFDocumento2 páginasVentajas y Desventajas de Los Inventarios PDFAlan ChávezAún no hay calificaciones
- DMAIC: Metodología para la mejora continua de procesosDocumento7 páginasDMAIC: Metodología para la mejora continua de procesosLidier Hdz GarAún no hay calificaciones
- Cuadro Sinoptico de Value Stream Mapping.Documento3 páginasCuadro Sinoptico de Value Stream Mapping.Florentino Perez AlvarezAún no hay calificaciones
- MRP y ErpDocumento36 páginasMRP y ErpMiguel Angel Gutierrez DueñasAún no hay calificaciones
- Planeación de Los Requerimientos de Materiales PRMDocumento23 páginasPlaneación de Los Requerimientos de Materiales PRMLuIzinn GlezAún no hay calificaciones
- MRP IiDocumento4 páginasMRP IiLuisa Maria CarabaliAún no hay calificaciones
- Ensayo Sobre SimulaciónDocumento7 páginasEnsayo Sobre SimulaciónCarolina DiazAún no hay calificaciones
- Estaciones de TrabajoDocumento2 páginasEstaciones de Trabajotania moraAún no hay calificaciones
- Estrategias Básicas Del Sistema JITDocumento5 páginasEstrategias Básicas Del Sistema JITAldo OrozcoAún no hay calificaciones
- Metodologia para El Diseño de La Cadena de Suministro PDFDocumento2 páginasMetodologia para El Diseño de La Cadena de Suministro PDFMarcosAlberto Montoya Soto50% (2)
- Cuadro Comparativo BodegasDocumento3 páginasCuadro Comparativo BodegasAbigail PepeAún no hay calificaciones
- Razones de LiquidezDocumento10 páginasRazones de LiquidezGerardo CaicedoAún no hay calificaciones
- Practica #06 EjerciciosDocumento17 páginasPractica #06 EjerciciosRodrigo AquipuchoAún no hay calificaciones
- Mapa de Proceso Del Aprovisionamiento LogisticoDocumento8 páginasMapa de Proceso Del Aprovisionamiento LogisticoCarlosPradAún no hay calificaciones
- Practica AntropometricaDocumento6 páginasPractica AntropometricaGerardo RosasAún no hay calificaciones
- Actividades Teoricas Unidad 1 Planificacion de La Demanda de ProductosDocumento29 páginasActividades Teoricas Unidad 1 Planificacion de La Demanda de Productosrafael100% (1)
- VSM, mapeo de flujo de valor para mejorar procesos productivosDocumento14 páginasVSM, mapeo de flujo de valor para mejorar procesos productivospozadaomarAún no hay calificaciones
- Tabla Comparativa de Sistemas de ManufactDocumento2 páginasTabla Comparativa de Sistemas de ManufactMaryz HdzAún no hay calificaciones
- Simbología Básica de Un Mapa de ValorDocumento5 páginasSimbología Básica de Un Mapa de ValorCarlos GonzalezAún no hay calificaciones
- Control de Existencias MínimasDocumento12 páginasControl de Existencias MínimasSELENEAún no hay calificaciones
- Erp y Su EvolucionDocumento4 páginasErp y Su EvolucionBryan KeveenAún no hay calificaciones
- Planificación capacidad producciónDocumento58 páginasPlanificación capacidad producciónRigobertoGómezAún no hay calificaciones
- Diseño Factorial 2k: Estadistica InferencialDocumento19 páginasDiseño Factorial 2k: Estadistica InferencialFany G. HernandezAún no hay calificaciones
- Apuntes de Admon. de Op. IiDocumento108 páginasApuntes de Admon. de Op. IiEva CoriAún no hay calificaciones
- Programación por metas para la optimización de la producción de 3 nuevos productosDocumento5 páginasProgramación por metas para la optimización de la producción de 3 nuevos productosCesar DiazAún no hay calificaciones
- Planeación de Requerimientos de Capacidad (CRP)Documento9 páginasPlaneación de Requerimientos de Capacidad (CRP)Sergio Lemas50% (2)
- 5.2 Planeación de Recursos de La Empresa (ERP) y La LogísticaDocumento3 páginas5.2 Planeación de Recursos de La Empresa (ERP) y La LogísticaRonaldo RodríguezAún no hay calificaciones
- Tarea 2 Unidad 2 MRP, MPS Y CRPDocumento16 páginasTarea 2 Unidad 2 MRP, MPS Y CRPKARINAAún no hay calificaciones
- Tema 1.2 La Logística y Sus Elementos PDFDocumento8 páginasTema 1.2 La Logística y Sus Elementos PDFChuy BernalAún no hay calificaciones
- Síntesis de La LogísticaDocumento12 páginasSíntesis de La LogísticaAnthony Mitac PaucarAún no hay calificaciones
- Producción Tradicional VS Manufactura EsbeltaDocumento7 páginasProducción Tradicional VS Manufactura EsbeltafabrinaAún no hay calificaciones
- Practica de Ingenieria IndustrialDocumento8 páginasPractica de Ingenieria IndustrialDaniel TrejoAún no hay calificaciones
- Actividad 1 Administracion de Operaciones IIDocumento17 páginasActividad 1 Administracion de Operaciones IIMary JuarezAún no hay calificaciones
- Modelos Probabilísticos de InventarioDocumento9 páginasModelos Probabilísticos de InventarioKathy RiveraAún no hay calificaciones
- Planificación de Los Requerimientos de Materia Administración de La Producción MetalúrgicaDocumento30 páginasPlanificación de Los Requerimientos de Materia Administración de La Producción MetalúrgicaAntony Franz Pérez QuispeAún no hay calificaciones
- Planificacion de Requerimientos de MaterDocumento15 páginasPlanificacion de Requerimientos de MaterLuis JimenezAún no hay calificaciones
- Portafolio de Evidencias U3Documento36 páginasPortafolio de Evidencias U3Carolina GutierrezAún no hay calificaciones
- HCDRS - Plan FebreroDocumento3 páginasHCDRS - Plan FebreroAldo OrozcoAún no hay calificaciones
- Programa de VigiliaDocumento1 páginaPrograma de VigiliaAldo OrozcoAún no hay calificaciones
- Metodologia de Los Sistemas Blandos (Suave)Documento87 páginasMetodologia de Los Sistemas Blandos (Suave)Aldo OrozcoAún no hay calificaciones
- HCDRS - Plan MarzoDocumento2 páginasHCDRS - Plan MarzoAldo OrozcoAún no hay calificaciones
- Cesar Alexis Olmos VenavidesDocumento50 páginasCesar Alexis Olmos VenavidesAldo OrozcoAún no hay calificaciones
- Planeación y DiseñoDocumento9 páginasPlaneación y DiseñoAldo OrozcoAún no hay calificaciones
- Importancia de La Logística y Cadena de SuministroDocumento6 páginasImportancia de La Logística y Cadena de SuministroAldo OrozcoAún no hay calificaciones
- Método Brown Gibson Chiapas MermeladasDocumento10 páginasMétodo Brown Gibson Chiapas MermeladasAldo OrozcoAún no hay calificaciones
- 2.5 Medicion Del Desempeño de La CadenaDocumento8 páginas2.5 Medicion Del Desempeño de La CadenaAldo OrozcoAún no hay calificaciones
- Herramientas para solución de problemasDocumento20 páginasHerramientas para solución de problemasAldo OrozcoAún no hay calificaciones
- SimulaciónDocumento1 páginaSimulaciónAldo OrozcoAún no hay calificaciones
- Logística y Cadenas de SuministroDocumento9 páginasLogística y Cadenas de SuministroAldo OrozcoAún no hay calificaciones
- Estrategias Básicas Del Sistema JITDocumento5 páginasEstrategias Básicas Del Sistema JITAldo OrozcoAún no hay calificaciones
- Circuito Amplificador en Emisor ComunDocumento3 páginasCircuito Amplificador en Emisor ComunFranks EmersonAún no hay calificaciones
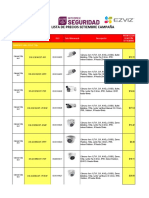
- Campaña Setiembre List PreciosDocumento16 páginasCampaña Setiembre List PreciosManuel Verastegui JimenezAún no hay calificaciones
- Reporte 01 OpticosDocumento4 páginasReporte 01 OpticosRafael Garcia IbarraAún no hay calificaciones
- 3 Modelo de Presentacion CurriculumDocumento22 páginas3 Modelo de Presentacion CurriculumMarcelo ChacónAún no hay calificaciones
- Organizaciones y su entornoDocumento27 páginasOrganizaciones y su entornoWillyOlayaAún no hay calificaciones
- Com PILADORDocumento72 páginasCom PILADORDiego Rock0% (1)
- S01 - Trabajo RemotoDocumento18 páginasS01 - Trabajo RemotoRoger Apaza TiconaAún no hay calificaciones
- S2 01 Uso de VariablesDocumento8 páginasS2 01 Uso de VariablesJoe RodriguezAún no hay calificaciones
- Entrenador PIC DIYDocumento6 páginasEntrenador PIC DIYadnanebensAún no hay calificaciones
- Procesos de gestión documental enDocumento7 páginasProcesos de gestión documental enThalia HernandezAún no hay calificaciones
- Instrucciones Medidor Calidad Agua Hi9828Documento55 páginasInstrucciones Medidor Calidad Agua Hi9828Anonymous ZXygbtZX7NAún no hay calificaciones
- La Pulsion de ArchivarDocumento5 páginasLa Pulsion de ArchivaranalaumotaAún no hay calificaciones
- 2 3 Metrado de Cargas en Edificaciones IDocumento71 páginas2 3 Metrado de Cargas en Edificaciones IvickyAún no hay calificaciones
- User-Manual Ajustes Micrologic PDFDocumento63 páginasUser-Manual Ajustes Micrologic PDFgramirezsalazar@yahoo.com.mx100% (1)
- CVCVCVDocumento3 páginasCVCVCVfluxfluxorAún no hay calificaciones
- HDV Oscar Andres OrejuelaDocumento4 páginasHDV Oscar Andres OrejuelaAndres OrejuelaAún no hay calificaciones
- GUIA HT SOLMANDocumento7 páginasGUIA HT SOLMANyda20Aún no hay calificaciones
- Manual Usuario Cisco Ip Phone 7911Documento110 páginasManual Usuario Cisco Ip Phone 7911letorotoAún no hay calificaciones
- Guia Laboratorio1 Ensayo Maquinas AlumnoDocumento13 páginasGuia Laboratorio1 Ensayo Maquinas AlumnoLuis Andrés Coo HenríquezAún no hay calificaciones
- Dossier 1Documento62 páginasDossier 1winghost ghostAún no hay calificaciones
- 09 Funcion Racional TramosDocumento10 páginas09 Funcion Racional Tramosrespaldo medicinaAún no hay calificaciones
- Circuitos Basicos de Potencia Con TiristoresDocumento14 páginasCircuitos Basicos de Potencia Con TiristoresErick Poumián PalomecAún no hay calificaciones
- Informacion de Nuestros Softwares TOPODESIADocumento6 páginasInformacion de Nuestros Softwares TOPODESIAJosep HornaAún no hay calificaciones
- Modo de Color Indexado ConceptoDocumento4 páginasModo de Color Indexado ConceptoTerán MTAún no hay calificaciones
- Caracteristicas Del Modelo Entidad Relacion ExtendidoDocumento18 páginasCaracteristicas Del Modelo Entidad Relacion ExtendidoEry PaltasAún no hay calificaciones
- Contribución inmobiliaria calle Millan y Lecocq 843 ap 3Documento2 páginasContribución inmobiliaria calle Millan y Lecocq 843 ap 3Rafael GoycoecheaAún no hay calificaciones