También podría gustarte
- El Rió, La Olla Y El PájaroDocumento32 páginasEl Rió, La Olla Y El Pájarogamaliel_goldstein100% (2)
- La Hoja de Coca y Sus DerivadosfinalDocumento26 páginasLa Hoja de Coca y Sus DerivadosfinalEdgar CV60% (10)
- Software y Hardware de Los Sistemas CAD y CAEDocumento7 páginasSoftware y Hardware de Los Sistemas CAD y CAEJorge Salazar AlcarazAún no hay calificaciones
- Anatomía RetinaDocumento10 páginasAnatomía RetinaJose Antonio Fuentes VegaAún no hay calificaciones
- Talller Costos 18 09 2020Documento5 páginasTalller Costos 18 09 2020fabian castañedaAún no hay calificaciones
- Taller Uso Tiempo EstandarDocumento6 páginasTaller Uso Tiempo Estandarfabian castañedaAún no hay calificaciones
- Diagrama de FlujoDocumento1 páginaDiagrama de Flujofabian castañeda100% (2)
- WestinghouseDocumento15 páginasWestinghousefabian castañedaAún no hay calificaciones
- Estudio de Tiempos Con CronometroDocumento26 páginasEstudio de Tiempos Con Cronometrofabian castañedaAún no hay calificaciones
- Guion ProyectoDocumento4 páginasGuion Proyectofabian castañedaAún no hay calificaciones
- Seminario de IngenieríaDocumento1 páginaSeminario de Ingenieríafabian castañedaAún no hay calificaciones
- Tecnologia Clase 21 de AbrilDocumento2 páginasTecnologia Clase 21 de Abrilfabian castañedaAún no hay calificaciones
- Fabian Castañeda Parcial SalariosDocumento59 páginasFabian Castañeda Parcial Salariosfabian castañedaAún no hay calificaciones
- Laboratorio 4 LEYES DE KIRCHHOFFDocumento12 páginasLaboratorio 4 LEYES DE KIRCHHOFFfabian castañeda100% (1)
- LCS 300 500 Spa 7804 PDFDocumento16 páginasLCS 300 500 Spa 7804 PDFAntonio FrancésAún no hay calificaciones
- PR-P001 PTS Herramientas EléctricasDocumento7 páginasPR-P001 PTS Herramientas EléctricasChrsitian Barrios AAún no hay calificaciones
- Los Cuatro Niveles de LasDocumento4 páginasLos Cuatro Niveles de LasISELAAún no hay calificaciones
- Babelia 945 020110Documento24 páginasBabelia 945 020110maxaub82100% (1)
- Stimmung Analisis PDFDocumento17 páginasStimmung Analisis PDFnglaviolaAún no hay calificaciones
- Cartilla Seguridad AlimentariaDocumento136 páginasCartilla Seguridad AlimentariaDanny GarcíaAún no hay calificaciones
- 3filos XXDocumento317 páginas3filos XXAlexander León Puello100% (1)
- Importancia de La Química Analítica DDocumento2 páginasImportancia de La Química Analítica DEbrain ArevaloAún no hay calificaciones
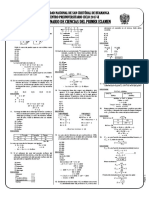
- Solucionario Primer Examen 2017-IIDocumento3 páginasSolucionario Primer Examen 2017-IIAlfredo Loayza Guzmán79% (14)
- Preparacion para Beca 18Documento2 páginasPreparacion para Beca 18Luis Huanca YapoAún no hay calificaciones
- Tarea 3 - Competencias ComunicativasDocumento7 páginasTarea 3 - Competencias ComunicativasMildreth Martínez IbáñezAún no hay calificaciones
- Flor de Jamaica TaxonomicaDocumento1 páginaFlor de Jamaica TaxonomicaErk Contre0% (1)
- Toxico Grupo 2Documento53 páginasToxico Grupo 2juan peres peresAún no hay calificaciones
- Charla Alpacas HcoDocumento33 páginasCharla Alpacas HcoJAVIER ALTEZAún no hay calificaciones
- Proyecto de PlantasDocumento16 páginasProyecto de PlantasJon Matias Delgado EspinozaAún no hay calificaciones
- Manual Cenas 2010Documento59 páginasManual Cenas 2010Julio CesarAún no hay calificaciones
- 02 - Claiming My Mate - Lila FoxDocumento94 páginas02 - Claiming My Mate - Lila Foxkarla del rosarioAún no hay calificaciones
- Actividades de Aprendizaje Guia Nº3Documento2 páginasActividades de Aprendizaje Guia Nº3Andresbenitez BenitezAún no hay calificaciones
- Nervio Frénicos - Docx ToraxDocumento3 páginasNervio Frénicos - Docx ToraxKaren Chiquez LujanAún no hay calificaciones
- Epson FX 890 Ficha TécnicaDocumento2 páginasEpson FX 890 Ficha Técnicaaaron_gomez_Aún no hay calificaciones
- Boletin EsmeraldaDocumento17 páginasBoletin EsmeraldaIsabel MartinezAún no hay calificaciones
- Codigo Formulario EmpleadosDocumento4 páginasCodigo Formulario EmpleadosRichard Carrasco DamianAún no hay calificaciones
- Ficha de Actividad 01Documento3 páginasFicha de Actividad 01Estefany VillanuevaAún no hay calificaciones
- Plantas MedicinalesDocumento9 páginasPlantas Medicinalesvety molinaAún no hay calificaciones
- Trastornos AlimenticiosDocumento7 páginasTrastornos AlimenticiosMERCI ESTEFANIA IBARRA CHUQUIZUTAAún no hay calificaciones
- Gerencia de Desarrollo Sostenible - Entrega 1Documento12 páginasGerencia de Desarrollo Sostenible - Entrega 1Leady ReAún no hay calificaciones