También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Milton Friedman - Libre para Elegir PDFDocumento71 páginasMilton Friedman - Libre para Elegir PDFJorge Casanova Martínez92% (12)
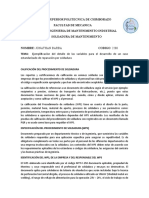
- Procesos de SoldaduraDocumento41 páginasProcesos de SoldaduraHernan Alvarez100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Guía de EjerciciosDocumento21 páginasGuía de EjerciciosJusto Estanislao Pérez Castillo100% (3)
- Manual Soldadura MIG - MAGDocumento42 páginasManual Soldadura MIG - MAGAntonio Gonzalez Muriel100% (2)
- BridasDocumento9 páginasBridassergioAún no hay calificaciones
- La Norma API RP 577 Proporciona Orientación Al Inspector Autorizado de APIDocumento28 páginasLa Norma API RP 577 Proporciona Orientación Al Inspector Autorizado de APIDhym Humar50% (2)
- Comunicación Efectiva para El Logro de Una Visión CompartidaDocumento4 páginasComunicación Efectiva para El Logro de Una Visión CompartidaJhonatan TorresAún no hay calificaciones
- Proceso de Soldadura SmawDocumento72 páginasProceso de Soldadura SmawLizz EstradaAún no hay calificaciones
- A1290-01-2503-M-Gen-096 - 1 (Status C)Documento254 páginasA1290-01-2503-M-Gen-096 - 1 (Status C)sergioAún no hay calificaciones
- Fundamentos de La Inspeccion de Uniones SoldadasDocumento10 páginasFundamentos de La Inspeccion de Uniones SoldadasJs Grimaldo Lima100% (1)
- Proceso GTAWDocumento34 páginasProceso GTAWIvan Perez100% (1)
- Soldadura de Tuberias Al ArcoDocumento149 páginasSoldadura de Tuberias Al ArcoCésar Alcántara InfanteAún no hay calificaciones
- Soldadura de Acero Corrugado ASTM A-706Documento12 páginasSoldadura de Acero Corrugado ASTM A-706Patricio TamayoAún no hay calificaciones
- Proceso de Trabajo de Soldadura SmawDocumento7 páginasProceso de Trabajo de Soldadura SmawHuber Ivan Rodas HuertaAún no hay calificaciones
- Soldadura Mig Mag II Sem S-1 (202220)Documento43 páginasSoldadura Mig Mag II Sem S-1 (202220)Dany YordanAún no hay calificaciones
- Informe SMAW 3Documento13 páginasInforme SMAW 3Jhon undaAún no hay calificaciones
- Practica-9 ProcesosDocumento10 páginasPractica-9 ProcesosomarrsshhAún no hay calificaciones
- Reconstrucción PorDocumento7 páginasReconstrucción PorCheDavixsAún no hay calificaciones
- Analisis y Resultados de Soldaduras Tig Paw PDFDocumento3 páginasAnalisis y Resultados de Soldaduras Tig Paw PDFluis revolloAún no hay calificaciones
- Estudio Sobre El Uso de Backing CobreDocumento7 páginasEstudio Sobre El Uso de Backing CobreOscar López LemosAún no hay calificaciones
- Efecto Zac Backing de CobreDocumento10 páginasEfecto Zac Backing de Cobrekamy_8524Aún no hay calificaciones
- Informe 4Documento4 páginasInforme 4Josue Leo SilvaAún no hay calificaciones
- Procedimiento de Soldadura Del Acero Naval A131 - VfinalDocumento22 páginasProcedimiento de Soldadura Del Acero Naval A131 - VfinalJesús David Hoyos Abad0% (1)
- Soldadura Del Acero Naval A131 AWDocumento22 páginasSoldadura Del Acero Naval A131 AWAna BuelvasAún no hay calificaciones
- PRACTICA3 ProcesosDocumento7 páginasPRACTICA3 ProcesosAbiAún no hay calificaciones
- Soldadura Del Acero Naval A131 AWSDocumento22 páginasSoldadura Del Acero Naval A131 AWSJuan Felipe Dioses Alban100% (2)
- Cuaderno GmawDocumento35 páginasCuaderno GmawLuciano ContrerasAún no hay calificaciones
- GP-P-012 Procedimiento para Soldaduras de Acero Al CarbonDocumento11 páginasGP-P-012 Procedimiento para Soldaduras de Acero Al CarbonOrlando BlancoAún no hay calificaciones
- SoldaduraDocumento15 páginasSoldadurajobarba100% (1)
- PR PDFDocumento18 páginasPR PDFSanchez SanchezAún no hay calificaciones
- Unidad 2-Cont ResumenDocumento36 páginasUnidad 2-Cont ResumenDenisse MendicinoAún no hay calificaciones
- INFORME #002 Lab SoldaduraDocumento5 páginasINFORME #002 Lab SoldaduraPaul Acosta MamaniAún no hay calificaciones
- Informe 5. CorrosiónDocumento10 páginasInforme 5. Corrosiónmay7114Aún no hay calificaciones
- Smaw y Soldadura de Materiales DisimilesDocumento12 páginasSmaw y Soldadura de Materiales DisimilesAlvaro Gonza HuallaAún no hay calificaciones
- Eficiencia Térmica en Soldadura de La Aleación AA6061-T6Documento22 páginasEficiencia Térmica en Soldadura de La Aleación AA6061-T6Jorge Luis Argel PachecoAún no hay calificaciones
- Soldadura TIG 1GDocumento5 páginasSoldadura TIG 1GEdison AceldoAún no hay calificaciones
- Proceso Fcaw.Documento7 páginasProceso Fcaw.AdrianGuerraAún no hay calificaciones
- Soldadura Electrica de Arco de C.ADocumento7 páginasSoldadura Electrica de Arco de C.AJonaGomezAún no hay calificaciones
- Curvas de Corrientes Vs RPMDocumento8 páginasCurvas de Corrientes Vs RPMrhya_23606Aún no hay calificaciones
- Soldadura Mig MagDocumento15 páginasSoldadura Mig MagHumberto Imata Sumire100% (1)
- Eficiencia Térmica en SoldaduraDocumento20 páginasEficiencia Térmica en SoldaduraJorge Luis Argel PachecoAún no hay calificaciones
- Artículo I Indesa-SieDocumento10 páginasArtículo I Indesa-SieRoberto Alejandro Aguilar RivasAún no hay calificaciones
- SOLDA202150 Practica de Laboratorio 9 Chiguano Cholango Guagrilla Mendoza VinuezaDocumento17 páginasSOLDA202150 Practica de Laboratorio 9 Chiguano Cholango Guagrilla Mendoza VinuezaSEBASTIAN ALEJANDRO MENDOZA GARCIAAún no hay calificaciones
- Soldadura de Un Acero Inoxidable Duplex 2205 Por El Proceso de Soldadura GTAWDocumento12 páginasSoldadura de Un Acero Inoxidable Duplex 2205 Por El Proceso de Soldadura GTAWJose Antonio Gomez MedinaAún no hay calificaciones
- Inf Lab#3 II164 2021 2 ADocumento10 páginasInf Lab#3 II164 2021 2 AJhon MOAún no hay calificaciones
- Informe de Inspección Vacuum SERCONLECADocumento3 páginasInforme de Inspección Vacuum SERCONLECArobertAún no hay calificaciones
- Informe Junta Soldada MicroestructurasDocumento10 páginasInforme Junta Soldada MicroestructurasGaby AnabelAún no hay calificaciones
- Soldadura de Arco Eléctrico C.ADocumento8 páginasSoldadura de Arco Eléctrico C.Aguille0619100% (1)
- Variacion de Parametros de Soldadura SMAWDocumento18 páginasVariacion de Parametros de Soldadura SMAWJesús Larez100% (1)
- Analisis de Falla CañoDocumento15 páginasAnalisis de Falla Cañosharom alvaradoAún no hay calificaciones
- ET 365yuDocumento11 páginasET 365yuGuillermo Acosta PerezAún no hay calificaciones
- Astm A514 GR BDocumento6 páginasAstm A514 GR BelweldAún no hay calificaciones
- SOLDABILIDADDocumento8 páginasSOLDABILIDADRoberto Alejandro Aguilar RivasAún no hay calificaciones
- Universidad de Las Fuerzas Armadas - ESPE - Laboratorio de Soldadura - Informe SmawDocumento9 páginasUniversidad de Las Fuerzas Armadas - ESPE - Laboratorio de Soldadura - Informe SmawAdrianos CoelloAún no hay calificaciones
- SoldaduraDocumento21 páginasSoldaduraAlejandro Mora100% (2)
- Procedimiento para Unión Y Reparación de Rieles: AntecedentesDocumento17 páginasProcedimiento para Unión Y Reparación de Rieles: AntecedentesLuis Collahua CuyaAún no hay calificaciones
- Solii SoldabilidadDocumento3 páginasSolii SoldabilidadMarilyn CoroAún no hay calificaciones
- Wps SoldaduraDocumento15 páginasWps Soldaduraanagpr25Aún no hay calificaciones
- Parte 2 Esp - Tec.suministro - lt.138 KVDocumento114 páginasParte 2 Esp - Tec.suministro - lt.138 KVJose Alberto Jorge JiménezAún no hay calificaciones
- SoldaduraDocumento10 páginasSoldaduraCarlos NaranjoAún no hay calificaciones
- Binder 1Documento74 páginasBinder 1sergioAún no hay calificaciones
- Curso ONLINE-DUAL Preparatorio y de Formación para Rendir El Examen para La Certificación API 570 - Piping Inspector PDFDocumento6 páginasCurso ONLINE-DUAL Preparatorio y de Formación para Rendir El Examen para La Certificación API 570 - Piping Inspector PDFsergioAún no hay calificaciones
- Procedimiento de Prueba Hidráulica de Líneas de Proceso RevisadoDocumento9 páginasProcedimiento de Prueba Hidráulica de Líneas de Proceso RevisadosergioAún no hay calificaciones
- Genebre CatalogoDocumento128 páginasGenebre CatalogosergioAún no hay calificaciones
- Clase 9 Diseño de Tronadura, Rajo Abierto.Documento13 páginasClase 9 Diseño de Tronadura, Rajo Abierto.Erik SotoAún no hay calificaciones
- Habes CurpusDocumento4 páginasHabes CurpusMiguel Arana DiazAún no hay calificaciones
- Finanzas InternacionalesDocumento28 páginasFinanzas Internacionalesemy_3100% (4)
- Ejercicio 10Documento2 páginasEjercicio 10santiago navarroAún no hay calificaciones
- Como Descargar en ScribDocumento1 páginaComo Descargar en ScribCarlos Vargas GarciaAún no hay calificaciones
- Nomenclatura GAP A Distancia 23-24Documento2 páginasNomenclatura GAP A Distancia 23-24Silvia Fernandez FernandezAún no hay calificaciones
- Caso Plasticos El DuraderoDocumento4 páginasCaso Plasticos El Duraderoamparo atuestaAún no hay calificaciones
- Preparacion Del JuicioDocumento3 páginasPreparacion Del JuicioGenser Dadenry Castellanos CoronadoAún no hay calificaciones
- Futuro Fintech y Forex Trading: Intelligence Prime Capital LTDDocumento49 páginasFuturo Fintech y Forex Trading: Intelligence Prime Capital LTDBarbaraAún no hay calificaciones
- Fichas TecnicasDocumento4 páginasFichas TecnicasJhamilton Troncoso AraqueAún no hay calificaciones
- Programación EstructuradaDocumento3 páginasProgramación EstructuradaASISTENTE CONTABLEAún no hay calificaciones
- Cartas de AlexandraDocumento8 páginasCartas de AlexandraEvelyn MontenegroAún no hay calificaciones
- Scanner Safe Zone - ManualDocumento80 páginasScanner Safe Zone - ManualticojfsAún no hay calificaciones
- Energia en La EncrucijadaDocumento232 páginasEnergia en La EncrucijadaJohn HidalgoAún no hay calificaciones
- Lubricacion y RefrigeracionDocumento26 páginasLubricacion y RefrigeracionVillero Gomez YhilxonAún no hay calificaciones
- Ppt-Orientaciones de MonitoreoDocumento5 páginasPpt-Orientaciones de MonitoreoJham CMAún no hay calificaciones
- Normas Básicas de Seguridad Química en Los Laboratorios de Docencia e InvestigaciónDocumento5 páginasNormas Básicas de Seguridad Química en Los Laboratorios de Docencia e Investigaciónllegan animacionesAún no hay calificaciones
- Tarea 4 Derecho Notarial Power PointDocumento11 páginasTarea 4 Derecho Notarial Power Pointgisselle8manzueta8nuAún no hay calificaciones
- Tratados de México en El Comercio InternacionalDocumento8 páginasTratados de México en El Comercio InternacionalRodrigo MenaAún no hay calificaciones
- 03 Modulo3Documento7 páginas03 Modulo3crifastaAún no hay calificaciones
- Contenido Programático de Compiladores Parte II Corte II Técnicas para La Asignación de MemoriaDocumento5 páginasContenido Programático de Compiladores Parte II Corte II Técnicas para La Asignación de MemoriaJeralding SulbaránAún no hay calificaciones
- Taller - 01 - Conceptos - HSQ Mar 19Documento2 páginasTaller - 01 - Conceptos - HSQ Mar 19Julian PalaciosAún no hay calificaciones
- Workbook Pilares - de - ContenidoDocumento10 páginasWorkbook Pilares - de - ContenidobritmonkyAún no hay calificaciones
- Actividad 2 Gestión EstratégicaDocumento13 páginasActividad 2 Gestión EstratégicaFrancisco NavarroAún no hay calificaciones
- Ensayo. Lideres y Seguidores de MercadoDocumento3 páginasEnsayo. Lideres y Seguidores de MercadoCarolyn Rodriguez100% (1)
- Tabla de Precios Referenciales - Región Del Bio Bio 2022 Con Zonificación.Documento13 páginasTabla de Precios Referenciales - Región Del Bio Bio 2022 Con Zonificación.EMPRESA CONSTRUCTORA R&JAún no hay calificaciones
- Trabajo de Investigacion Esa 2021Documento19 páginasTrabajo de Investigacion Esa 2021sofiluluAún no hay calificaciones
- APERSONAMIENTOSDocumento4 páginasAPERSONAMIENTOSMeiselEdwinBCAún no hay calificaciones