También podría gustarte
- Utlactividad2 - Álgebra Superior. Números Complejos.Documento9 páginasUtlactividad2 - Álgebra Superior. Números Complejos.omarAún no hay calificaciones
- Tema 2 Aserrado o Aserrado A ManoDocumento5 páginasTema 2 Aserrado o Aserrado A ManoJose Antonio MejiasAún no hay calificaciones
- La Lima y El LimadoDocumento8 páginasLa Lima y El LimadoManu SanchezAún no hay calificaciones
- Laboratorio de MaterialesDocumento6 páginasLaboratorio de Materialesbriannel0% (1)
- HERRAMIENTASDocumento13 páginasHERRAMIENTASCartera Mundo VerdeAún no hay calificaciones
- Tema 21 El Corte Caracteristicas de Las HerramientasDocumento17 páginasTema 21 El Corte Caracteristicas de Las HerramientasKaterinChambiTorresAún no hay calificaciones
- Practica 3 - Afilado Final Con ConclusionesDocumento8 páginasPractica 3 - Afilado Final Con ConclusionesRocisneRocisneAún no hay calificaciones
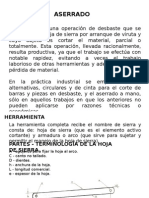
- ASERRADODocumento8 páginasASERRADODaniel Alejandro MoreiraAún no hay calificaciones
- ASERRADODocumento27 páginasASERRADOJuan Carlos Narvaez CamachoAún no hay calificaciones
- Práctica de AfiladoDocumento5 páginasPráctica de AfiladoDavid HernándezAún no hay calificaciones
- Geometria de CorteDocumento7 páginasGeometria de CorteAlex LopezAún no hay calificaciones
- Practica 3 - AfiladoeoriaDocumento7 páginasPractica 3 - AfiladoeoriaRocisneRocisneAún no hay calificaciones
- Apuntes UT2.6 AserradoDocumento6 páginasApuntes UT2.6 AserradoJulian Aranda PerdigueroAún no hay calificaciones
- Sierra Circular - EcuRedDocumento3 páginasSierra Circular - EcuRedCarlos SanchezAún no hay calificaciones
- AserradoDocumento11 páginasAserradoOswaldo MuñozAún no hay calificaciones
- Herramientas de Corte - OrganizedDocumento13 páginasHerramientas de Corte - Organizedignacio arenasAún no hay calificaciones
- Proceso de AserradoDocumento20 páginasProceso de AserradoMateo Gonzalez AtratusAún no hay calificaciones
- Apuntes UT2.6 AserradoDocumento6 páginasApuntes UT2.6 AserradoJulian Aranda PerdigueroAún no hay calificaciones
- ESCARIADORDocumento29 páginasESCARIADORjeiner0% (1)
- Tema 05 Aserrado o TroceadoDocumento6 páginasTema 05 Aserrado o TroceadoManu SanchezAún no hay calificaciones
- Factores Que Afectan A La VibraciónDocumento3 páginasFactores Que Afectan A La VibraciónhernandoAún no hay calificaciones
- VIRUTADocumento50 páginasVIRUTAAna Navajas Kerejeta100% (1)
- Tecnicas de Carpintería BásicaDocumento43 páginasTecnicas de Carpintería BásicajucascribAún no hay calificaciones
- CarpinteriaDocumento10 páginasCarpinteriaEdin OsorioAún no hay calificaciones
- CarpinteriaDocumento10 páginasCarpinteriaDennis QFAún no hay calificaciones
- Aserrado y MecanizadoDocumento41 páginasAserrado y Mecanizadoand1pr067% (3)
- Ángulos de CorteDocumento11 páginasÁngulos de CorteEduardo CM100% (1)
- Mecanica de BancoDocumento19 páginasMecanica de BancoJOEL EDGAR ZEGARRA DELGADOAún no hay calificaciones
- Clase N°2Documento7 páginasClase N°2DIEGO ALEJANDRO ANGARITA BALDEONAún no hay calificaciones
- Album Herramientas de CorteDocumento26 páginasAlbum Herramientas de CorteOrdoñez HenrryAún no hay calificaciones
- BurilDocumento21 páginasBurilSenet Santi100% (1)
- Tarea 3 Coregida Caba Lopez Eliane GabrielDocumento9 páginasTarea 3 Coregida Caba Lopez Eliane GabrielEliane Caba LopezAún no hay calificaciones
- Afilado tr1Documento4 páginasAfilado tr1Aaron MoriAún no hay calificaciones
- Producto ErgonomicoDocumento16 páginasProducto ErgonomicoEliseo Baños MartínezAún no hay calificaciones
- Principios Basicos Del Corte de La Madera Por AserrioDocumento10 páginasPrincipios Basicos Del Corte de La Madera Por Aserriomelinda diazAún no hay calificaciones
- Tablas de Filos de BurilesDocumento5 páginasTablas de Filos de BurilesCristian GomezAún no hay calificaciones
- HERRAMIENTA de MaderaDocumento6 páginasHERRAMIENTA de MaderaJohana RecinosAún no hay calificaciones
- Tema 2 Sierras y LimasDocumento13 páginasTema 2 Sierras y Limasramiro ckarAún no hay calificaciones
- Herramientas MaderaDocumento9 páginasHerramientas MaderaTadeusAún no hay calificaciones
- Act 8 CorteDocumento7 páginasAct 8 CorteAngelica Rodríguez RAún no hay calificaciones
- Afilado para Herramientas de CorteDocumento11 páginasAfilado para Herramientas de CorteCesar Valle Vizcaya LBsAún no hay calificaciones
- Afilar BrocaDocumento8 páginasAfilar BrocaBrian Apolo PeñalozaAún no hay calificaciones
- Usos Tecnología Del Taller para Trabajo en MaderaDocumento11 páginasUsos Tecnología Del Taller para Trabajo en MaderaTONYAún no hay calificaciones
- BROCA Edicion 2Documento17 páginasBROCA Edicion 2Eulo Quispe MamaniAún no hay calificaciones
- Herramientas de ManoDocumento4 páginasHerramientas de ManoHenryGarciaAún no hay calificaciones
- Tipos de Sierras en Los AserraderosDocumento10 páginasTipos de Sierras en Los AserraderosBRANDON QUEZADA ARCEAún no hay calificaciones
- Tipos de HerramientaDocumento25 páginasTipos de HerramientaYARITH CIFUENTES GAUCHA SertracAún no hay calificaciones
- Herramientas de CorteDocumento13 páginasHerramientas de Corteignacio arenasAún no hay calificaciones
- Aserrado y BrochadoDocumento5 páginasAserrado y BrochadoJoelVilchezAún no hay calificaciones
- Gran EteDocumento27 páginasGran EteelmerAún no hay calificaciones
- 14 EnmarcacionDocumento8 páginas14 EnmarcacionRafael SotoAún no hay calificaciones
- Elaboracion de La Cuchilla de Corte para MarroquineriaDocumento12 páginasElaboracion de La Cuchilla de Corte para Marroquineriamarthaisabelroa2817100% (2)
- Maquinas Aserradoras - PerfiladorasDocumento25 páginasMaquinas Aserradoras - PerfiladorasNidiaVivero0% (1)
- Defectos en La MaderaDocumento14 páginasDefectos en La MaderaoambesiAún no hay calificaciones
- Bladesmithing; Los 101 errores de la forja de cuchillos: Errores en la fabricación de cuchillos que arruinan tus cuchillos y cómo evitarlosDe EverandBladesmithing; Los 101 errores de la forja de cuchillos: Errores en la fabricación de cuchillos que arruinan tus cuchillos y cómo evitarlosAún no hay calificaciones
- Reparaciones y mantenimiento de la casaDe EverandReparaciones y mantenimiento de la casaCalificación: 3 de 5 estrellas3/5 (2)
- Ejercicios Resueltos de Vectores en El Espacio. Vector Libre. MasMates. Matemáticas de SecundariaDocumento1 páginaEjercicios Resueltos de Vectores en El Espacio. Vector Libre. MasMates. Matemáticas de SecundariaSebastian andres Argote gonzaLezAún no hay calificaciones
- Catalogo Calpeda 2 1Documento200 páginasCatalogo Calpeda 2 1Jared D OminguezAún no hay calificaciones
- Numeros CuanticosDocumento29 páginasNumeros CuanticosHans QCAún no hay calificaciones
- Proyecto de Investigacion de EDO ONDAS 1Documento15 páginasProyecto de Investigacion de EDO ONDAS 1raul victor velasquez jaqueAún no hay calificaciones
- Octavo P1 S1 - Ecuaciones de Primer GradoDocumento11 páginasOctavo P1 S1 - Ecuaciones de Primer GradoRobert RocaAún no hay calificaciones
- Equipo 3 - PRÁCTICA 1. Conocimiento Del Equipo y Material de LaboratorioDocumento24 páginasEquipo 3 - PRÁCTICA 1. Conocimiento Del Equipo y Material de LaboratorioStarlight twoAún no hay calificaciones
- Práctica 1. Balance de Masa en Estado TransitorioDocumento7 páginasPráctica 1. Balance de Masa en Estado Transitorioangel BenavidesAún no hay calificaciones
- Capitulo Iv - Circuitos Trifasicos PDFDocumento18 páginasCapitulo Iv - Circuitos Trifasicos PDFBoris René Tórrez HerreraAún no hay calificaciones
- Numeros Naturales. Temas 1.1 1.2 1.3.Documento4 páginasNumeros Naturales. Temas 1.1 1.2 1.3.Samuel Johan Plasencia CoelloAún no hay calificaciones
- Control Semana 2: Física en Procesos IndustrialesDocumento6 páginasControl Semana 2: Física en Procesos IndustrialesNas AsAún no hay calificaciones
- Guia5opticayondasDocumento4 páginasGuia5opticayondasPaulina AndreaAún no hay calificaciones
- S22.s1 - Momento FlectorDocumento29 páginasS22.s1 - Momento FlectorLuis Armando Delgado CastroAún no hay calificaciones
- Main PDFDocumento4 páginasMain PDFLUIS FERNANDO RUANO MARTINEZAún no hay calificaciones
- Campo Electrico Problemas ResueltosDocumento3 páginasCampo Electrico Problemas ResueltosFredy Huaman HuarangaAún no hay calificaciones
- Ciencias Junio Segundo GradoDocumento10 páginasCiencias Junio Segundo Gradopablo diazAún no hay calificaciones
- Practicas-Geometría AnalíticaDocumento51 páginasPracticas-Geometría AnalíticaLEONARDO ALONSO ZUÑIGA CENCARAAún no hay calificaciones
- Proyecto Semana 3Documento24 páginasProyecto Semana 3JUAN JOSE Huacon RamirezAún no hay calificaciones
- Tarea 1 Estructura MolecularDocumento7 páginasTarea 1 Estructura MolecularAlexander gonzalez cardenasAún no hay calificaciones
- Declinacion ExponencialDocumento15 páginasDeclinacion ExponencialJhefry PerezAún no hay calificaciones
- TriaxialDocumento15 páginasTriaxialcamiloAún no hay calificaciones
- Identificación de Fibras Naturales Por Medio Del MicroscópioDocumento18 páginasIdentificación de Fibras Naturales Por Medio Del MicroscópioBerthin GL67% (3)
- Mat 02-10-2020 EgpDocumento22 páginasMat 02-10-2020 EgpJhandert Burgos AltamiranoAún no hay calificaciones
- Bomba Dab Alp 2000 T.Documento2 páginasBomba Dab Alp 2000 T.Vanessa MorenoAún no hay calificaciones
- E5 Ie ExamenDocumento5 páginasE5 Ie ExamenMichelleAún no hay calificaciones
- Operaciones Con Vectores en El Plano y EspacioDocumento22 páginasOperaciones Con Vectores en El Plano y EspacioAlejandro PerdomoAún no hay calificaciones
- EJERCICIOS RESUELTOS UNIDAD VaDocumento28 páginasEJERCICIOS RESUELTOS UNIDAD VaGrecia HauAún no hay calificaciones
- 3° Grado - Junio 22Documento31 páginas3° Grado - Junio 22Juan Cesar Quispe ArteagaAún no hay calificaciones
- 6) FTIR-6 - Microscopia FTIR - 2020aDocumento97 páginas6) FTIR-6 - Microscopia FTIR - 2020adavid fuentesAún no hay calificaciones
- Matemática-7° GUIA-NATURALES-2022Documento17 páginasMatemática-7° GUIA-NATURALES-2022Isolina Contreras RoaAún no hay calificaciones