También podría gustarte
- Investigacion 1.4 y 1.5 Conceptos Basicos de MedicionDocumento8 páginasInvestigacion 1.4 y 1.5 Conceptos Basicos de MedicionAlejandro Guzmán SantosAún no hay calificaciones
- Tipos de Errores Definición, Impacto en La Medición, Clasificación, Causas de Los Errores, Consecuencias en La Medición, Estudios de R y RDocumento10 páginasTipos de Errores Definición, Impacto en La Medición, Clasificación, Causas de Los Errores, Consecuencias en La Medición, Estudios de R y RLeonardoFelixJulcaSanchezAún no hay calificaciones
- Tipos de ErroresDocumento8 páginasTipos de ErroreslarryAún no hay calificaciones
- Vocablos de MetrologíaDocumento9 páginasVocablos de Metrologíacitlali.lizette.velascoAún no hay calificaciones
- Tipos de Errores MetrologiaDocumento3 páginasTipos de Errores MetrologiaEfrén Arriaga100% (2)
- Medidas y ErroresDocumento9 páginasMedidas y Erroresedrilp21Aún no hay calificaciones
- 1.3 Tipos de ErroresDocumento8 páginas1.3 Tipos de ErroresANA VIVIANAAún no hay calificaciones
- 5.2 Errores, Efectos y DefinicionesDocumento7 páginas5.2 Errores, Efectos y DefinicionesFernanda FigueroaAún no hay calificaciones
- Tipos de Errores de MedicionDocumento4 páginasTipos de Errores de MedicionCarlos GarciaAún no hay calificaciones
- Tipos de Errores en MetrologíaDocumento8 páginasTipos de Errores en MetrologíaAlberto GaytánAún no hay calificaciones
- Tipos de ErroresDocumento10 páginasTipos de ErroresJavier EspinosaAún no hay calificaciones
- Sensibilidad e IncertidumbreDocumento8 páginasSensibilidad e IncertidumbreMAURICIO MOISES NEOCELOAún no hay calificaciones
- Causas de Errores en Un Proceso de MediciónDocumento10 páginasCausas de Errores en Un Proceso de MediciónGuillermo Dominguez GallegosAún no hay calificaciones
- Tipos de Errores de MediciónDocumento5 páginasTipos de Errores de MediciónHillary cespedesAún no hay calificaciones
- Error Absoluto y Error Relativo-Teoría y EjerciciosDocumento8 páginasError Absoluto y Error Relativo-Teoría y EjerciciosOrly PñataAún no hay calificaciones
- Tipos de ErroresDocumento15 páginasTipos de ErroresYovani Armenta EscalanteAún no hay calificaciones
- Trabajo Practico de MetrologíaDocumento21 páginasTrabajo Practico de MetrologíaLoly Palacios0% (1)
- Errores de MedicionDocumento40 páginasErrores de MedicionGuillermo VilcaAún no hay calificaciones
- Términos y Errores de MetrologíaDocumento6 páginasTérminos y Errores de MetrologíaDaniela HernándezAún no hay calificaciones
- Errores en La MediciónDocumento39 páginasErrores en La MediciónLuis LainezAún no hay calificaciones
- 2.8 Tipos de Errores - Definicion, Impacto en La Medicion, Clasificacion, Causas de Los Errores, Consecuencias en La Medicion, Estudios de R y RDocumento13 páginas2.8 Tipos de Errores - Definicion, Impacto en La Medicion, Clasificacion, Causas de Los Errores, Consecuencias en La Medicion, Estudios de R y RRicardo MarZaAún no hay calificaciones
- Errores en La MediciónDocumento4 páginasErrores en La MediciónGerardo Israel Navarro NicanorAún no hay calificaciones
- Material para Actividad 2 Del 27-08-2021 de Medicion y TrazoDocumento7 páginasMaterial para Actividad 2 Del 27-08-2021 de Medicion y TrazoEdgar Reyes PortilloAún no hay calificaciones
- Metrologia ElectromecanicaDocumento25 páginasMetrologia ElectromecanicaRuben Staniscia50% (2)
- Leccion 4Documento11 páginasLeccion 4euniceAún no hay calificaciones
- Metrologia Trabajo EscritoDocumento9 páginasMetrologia Trabajo EscritoRogelio Ordorica GonzálezAún no hay calificaciones
- Errores en La Medicion - NietoMancillaDocumento9 páginasErrores en La Medicion - NietoMancillaerwinnietoAún no hay calificaciones
- Temas 2.7 y 2.8 de MetrologíaDocumento16 páginasTemas 2.7 y 2.8 de MetrologíaEric Castillo Martínez0% (1)
- Teoría Del Error en TopografíaDocumento18 páginasTeoría Del Error en Topografíajean poolAún no hay calificaciones
- 3 Metrologia ElectromecanicaDocumento25 páginas3 Metrologia ElectromecanicaLuis BenitezAún no hay calificaciones
- Informe Labortorio de FisicaDocumento5 páginasInforme Labortorio de FisicaCecilia Galean RodriguezAún no hay calificaciones
- Inforrme Casi Hecho XDDocumento20 páginasInforrme Casi Hecho XDLuis MamaniAún no hay calificaciones
- Practica 2Documento6 páginasPractica 2SpawnDawnAún no hay calificaciones
- Errores en La MediciónDocumento6 páginasErrores en La MediciónJoseAún no hay calificaciones
- Errores de Medición y Sistemas de UnidadesDocumento7 páginasErrores de Medición y Sistemas de UnidadesJUAN PABLO HERNANDEZ PEREZAún no hay calificaciones
- Errores en La Medición: Mtro. José Norberto Yáñez IbarraDocumento21 páginasErrores en La Medición: Mtro. José Norberto Yáñez IbarraBRAULIO SANTIAGO ALTAMIRANO LOPEZAún no hay calificaciones
- Errores TopograficosDocumento6 páginasErrores TopograficosKAREN MORAAún no hay calificaciones
- Capitulo 3Documento14 páginasCapitulo 3Karen Tatiana Martinez BarreraAún no hay calificaciones
- Qué Es CalibraciónDocumento13 páginasQué Es CalibraciónMarina AquinoAún no hay calificaciones
- Balbuena Garcia Miriam - Ensayo de Unidad 2Documento15 páginasBalbuena Garcia Miriam - Ensayo de Unidad 2Karen EstradaAún no hay calificaciones
- Metrología Clase2Documento16 páginasMetrología Clase2Jair Saavedra GuarderasAún no hay calificaciones
- Tipos de Error en MedicionesDocumento5 páginasTipos de Error en MedicionesRamón DíazAún no hay calificaciones
- Como Se Usa Un VernierDocumento11 páginasComo Se Usa Un VernierJose Castillo Burgos0% (1)
- Metrologia Tipos de ErroresDocumento15 páginasMetrologia Tipos de ErroresLuis Ceron VazquezAún no hay calificaciones
- Tipos de ErroresDocumento7 páginasTipos de ErroresEduardo Madrigal JimenezAún no hay calificaciones
- Laboratorio 3 - Dis. y Crea.Documento11 páginasLaboratorio 3 - Dis. y Crea.Sherly RodriguezAún no hay calificaciones
- Errores de MedicionDocumento16 páginasErrores de MedicionBryaan JaviierAún no hay calificaciones
- Errores de Medicion 1206981806802765 3Documento21 páginasErrores de Medicion 1206981806802765 3Moises Humberto Olguin MartinezAún no hay calificaciones
- Cap. I Teoría Del ErrorDocumento8 páginasCap. I Teoría Del ErrorAbad Cocarico GómezAún no hay calificaciones
- Errores de Medición Con MicrómetroDocumento24 páginasErrores de Medición Con MicrómetroFreddyCas100% (2)
- Instrumentos de Medicion Carlos GalindezDocumento18 páginasInstrumentos de Medicion Carlos GalindezCarlos GalindezAún no hay calificaciones
- Tipos de MetrologíaDocumento7 páginasTipos de MetrologíaFrancisco Beldox TorresAún no hay calificaciones
- Guia 1Documento10 páginasGuia 1Ricardo CariAún no hay calificaciones
- Conceptos de Patrones de Medida, Mediciones Absolutas y Relativas, Concepto de Magnitud, Errores de Medida y Clasificacion de ErroresDocumento17 páginasConceptos de Patrones de Medida, Mediciones Absolutas y Relativas, Concepto de Magnitud, Errores de Medida y Clasificacion de ErroresWilliam BrborichAún no hay calificaciones
- Actividad Practica Unidad 1Documento5 páginasActividad Practica Unidad 1Emmanuel MoralesAún no hay calificaciones
- Tema 1 - ErroresDocumento12 páginasTema 1 - ErroresAdriel GelmanAún no hay calificaciones
- I 01 Medidas y ErroresDocumento22 páginasI 01 Medidas y ErroresBárbara D MartinezAún no hay calificaciones
- Expo Sababdo 20Documento13 páginasExpo Sababdo 20Gean Bulmer GallegosAún no hay calificaciones
- Verificación del producto mecanizado por arranque de viruta. FMEH0109De EverandVerificación del producto mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Calibracion MicrometroDocumento15 páginasCalibracion MicrometroLuis EnriqueAún no hay calificaciones
- Poka YokeDocumento24 páginasPoka YokeLuis EnriqueAún no hay calificaciones
- Unidad 2 CadenasDocumento6 páginasUnidad 2 CadenasLuis EnriqueAún no hay calificaciones
- KAIZENDocumento5 páginasKAIZENLuis EnriqueAún no hay calificaciones
- Cadena de SuministrosDocumento54 páginasCadena de SuministrosLuis EnriqueAún no hay calificaciones
- CASO PRACTICO LOGISTICA EnviarDocumento16 páginasCASO PRACTICO LOGISTICA EnviarLuis EnriqueAún no hay calificaciones
- Modelo CanvasDocumento1 páginaModelo CanvasLuis EnriqueAún no hay calificaciones
- Ejercicio Solid FinalDocumento5 páginasEjercicio Solid FinalLuis EnriqueAún no hay calificaciones
- Uniones MecanicasDocumento14 páginasUniones MecanicasLuis EnriqueAún no hay calificaciones
- Absolucion Denuncia IndecopiDocumento3 páginasAbsolucion Denuncia IndecopiCristhian CarreonAún no hay calificaciones
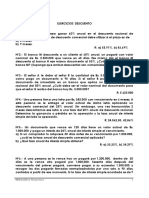
- GUIA DescuentoDocumento6 páginasGUIA DescuentoMaria CoreaAún no hay calificaciones
- Plan de Saguridad Defensa CivilDocumento24 páginasPlan de Saguridad Defensa CivilAlvaro JosuéAún no hay calificaciones
- Sueños en Las EstrellasDocumento4 páginasSueños en Las EstrellasNatalia GómezAún no hay calificaciones
- Foro N 01Documento5 páginasForo N 01Eduardo Paz castilloAún no hay calificaciones
- Osteología Del CráneoDocumento89 páginasOsteología Del CráneoJuan Daniel Flggr RamirezAún no hay calificaciones
- Melaminorte 1Documento51 páginasMelaminorte 1Sheyla AmancioAún no hay calificaciones
- Cuadro Kraepelin 6ta y 8va Críticas de Los Franceses y BleulerDocumento6 páginasCuadro Kraepelin 6ta y 8va Críticas de Los Franceses y BleulerDaiana Ayelén100% (1)
- Trabajo en Word. Red Social InstagramDocumento3 páginasTrabajo en Word. Red Social Instagramnaibely zambranoAún no hay calificaciones
- Guía de Lenguaje de ProgramaciónDocumento2 páginasGuía de Lenguaje de ProgramaciónSANCHEZ NIETO EBER MAXIMILIANOAún no hay calificaciones
- Brochure Gestion Por Procesos 2023 Fii UnmsmDocumento12 páginasBrochure Gestion Por Procesos 2023 Fii UnmsmMIGUEL ANGEL CAYETANO MARCELOAún no hay calificaciones
- 1.1 Tejidos y Celulas de La InmunidadDocumento28 páginas1.1 Tejidos y Celulas de La Inmunidadaudric granadosAún no hay calificaciones
- Dimensiones SocialesDocumento1 páginaDimensiones SocialesYesel RafaeleAún no hay calificaciones
- Aplicaciones Industriales Motores de Arranque Por CapacitorDocumento3 páginasAplicaciones Industriales Motores de Arranque Por CapacitorEdison Ponte AyalaAún no hay calificaciones
- TESIS ALE Y EMI 2 CompletaDocumento27 páginasTESIS ALE Y EMI 2 CompletaalejandroAún no hay calificaciones
- Biología 2 Estrada - Capítulo 1Documento17 páginasBiología 2 Estrada - Capítulo 1bernaetcheletAún no hay calificaciones
- Itc BT 38Documento7 páginasItc BT 38Washington MazziniAún no hay calificaciones
- Ficha 4º Semana 24 CYT PDFDocumento4 páginasFicha 4º Semana 24 CYT PDFGeorge JuveAún no hay calificaciones
- Formatos Carta Exclusividad y Compromiso Edd2013Documento2 páginasFormatos Carta Exclusividad y Compromiso Edd2013Francisco Armando Payan Guerrero0% (1)
- Unidad Ii FQDocumento56 páginasUnidad Ii FQSamuel BoltonAún no hay calificaciones
- A 62 Grados Bajo Cero - Alaska - Llorente SegundoDocumento71 páginasA 62 Grados Bajo Cero - Alaska - Llorente SegundoPablo BadanoAún no hay calificaciones
- Lab3 Ensayo de Deformación de Vigas - Grupo 6Documento12 páginasLab3 Ensayo de Deformación de Vigas - Grupo 6jose antonio capcha collazosAún no hay calificaciones
- Teoría Del Caos: Efecto MariposaDocumento91 páginasTeoría Del Caos: Efecto MariposaPablo Sobrino Mejía97% (31)
- Evaluacion PublisherDocumento2 páginasEvaluacion PublisherMarielis anaya prasca100% (1)
- Simulacro 1er ParcialDocumento6 páginasSimulacro 1er ParcialReinaldo NieblesAún no hay calificaciones
- Planeamiento y Administración de Obra (P-2)Documento2 páginasPlaneamiento y Administración de Obra (P-2)norman arielAún no hay calificaciones
- Define El Enfoque de Tu NegocioDocumento6 páginasDefine El Enfoque de Tu NegocioJavier BocanumenthAún no hay calificaciones
- Laboratorio Capacidad CalorificaDocumento12 páginasLaboratorio Capacidad CalorificaJuan Carlos Farfan RomeroAún no hay calificaciones
- Cuanto Falta para El 5 de Enero - Buscar Con GoogleDocumento1 páginaCuanto Falta para El 5 de Enero - Buscar Con Googleqpnpdz8kpxAún no hay calificaciones
- CANCIONERO 3roDocumento15 páginasCANCIONERO 3roMicaela CamargoAún no hay calificaciones