También podría gustarte
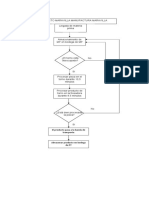
- Flujoframa MaravillaDocumento1 páginaFlujoframa MaravillaValeria LassoAún no hay calificaciones
- Manual de Patronaje PDFDocumento99 páginasManual de Patronaje PDFAlejandra Martínez Martínez100% (11)
- Parcial 2 Ambiente y DesarrolloDocumento4 páginasParcial 2 Ambiente y DesarrolloValeria LassoAún no hay calificaciones
- CASO BANCO CAPITAL - Planificación Estratégica y Operativa Del THDocumento1 páginaCASO BANCO CAPITAL - Planificación Estratégica y Operativa Del THValeria LassoAún no hay calificaciones
- Plan Juan ValdezDocumento28 páginasPlan Juan ValdezValeria LassoAún no hay calificaciones
- GHJKDocumento14 páginasGHJKValeria LassoAún no hay calificaciones
- Laboratorio Proceso Del AzúcarDocumento10 páginasLaboratorio Proceso Del AzúcarValeria LassoAún no hay calificaciones
- Estres TermicoDocumento21 páginasEstres TermicoValeria LassoAún no hay calificaciones
- Avance 2Documento3 páginasAvance 2Valeria LassoAún no hay calificaciones
- Taller Ejericios Balance de MasaDocumento4 páginasTaller Ejericios Balance de MasaLIZETH CAMILA REINOSO CISNEROSAún no hay calificaciones
- Taller Manejo Unidades BMDocumento7 páginasTaller Manejo Unidades BMValeria LassoAún no hay calificaciones
- Ejercicios Ptos VentasDocumento25 páginasEjercicios Ptos VentasValeria LassoAún no hay calificaciones
- Laboratorio Proceso Del AzúcarDocumento10 páginasLaboratorio Proceso Del AzúcarValeria LassoAún no hay calificaciones
- Plan Juan ValdezDocumento28 páginasPlan Juan ValdezValeria LassoAún no hay calificaciones
- TALLERDocumento1 páginaTALLERValeria LassoAún no hay calificaciones
- Trabajo Final Salud 1Documento4 páginasTrabajo Final Salud 1Valeria LassoAún no hay calificaciones
- Lab Estres TérmicoDocumento16 páginasLab Estres TérmicoValeria LassoAún no hay calificaciones
- OliuytrfgtyuDocumento7 páginasOliuytrfgtyuValeria LassoAún no hay calificaciones
- Pre Informe QuimicaDocumento11 páginasPre Informe QuimicaValeria LassoAún no hay calificaciones
- Avance 2 InvDocumento13 páginasAvance 2 InvValeria LassoAún no hay calificaciones
- Avance 2 InvDocumento13 páginasAvance 2 InvValeria LassoAún no hay calificaciones
- DMNHDocumento7 páginasDMNHValeria LassoAún no hay calificaciones
- Efecto Joule II - Version 4Documento3 páginasEfecto Joule II - Version 4Valeria LassoAún no hay calificaciones
- Ley de OhmDocumento7 páginasLey de OhmValeria LassoAún no hay calificaciones
- Bioetica AmbientalDocumento1 páginaBioetica AmbientalValeria LassoAún no hay calificaciones
- Buenas Prácticas y Procedimientos para El Acopio de Cafés EspecialesDocumento80 páginasBuenas Prácticas y Procedimientos para El Acopio de Cafés Especialesoscar miguel marin OrtegaAún no hay calificaciones
- Limpieza de Higado y Perder PesoDocumento15 páginasLimpieza de Higado y Perder PesoSandra CoparaAún no hay calificaciones
- Instrumento para Medir El Pensamiento CríticoDocumento16 páginasInstrumento para Medir El Pensamiento CríticoGisell ZambranoAún no hay calificaciones
- CHOCOFEDocumento33 páginasCHOCOFEKatherine HurtadoAún no hay calificaciones
- Café e Identidad El SalvadorDocumento13 páginasCafé e Identidad El SalvadorFrancisco ValleAún no hay calificaciones
- Informacion CafeDocumento55 páginasInformacion CafeCarlos M PiñeyroAún no hay calificaciones
- El Bebé Secreto Del Profesor Multimillonar - Nomaya JaxDocumento222 páginasEl Bebé Secreto Del Profesor Multimillonar - Nomaya JaxADORARTE MI DELEITE67% (3)
- EPH-100 Marco Antonio Merchand RojasDocumento22 páginasEPH-100 Marco Antonio Merchand RojasGEOGRAFÍA DE COSTA RICAAún no hay calificaciones
- Cuartilla Cafe.Documento2 páginasCuartilla Cafe.Stephany CuelloAún no hay calificaciones
- Practica Grupo III de AnionesDocumento3 páginasPractica Grupo III de AnionesGeras GuevaraAún no hay calificaciones
- Pontu Corazon en Ello PDFDocumento4 páginasPontu Corazon en Ello PDFChristian Euler Paredes CondoriAún no hay calificaciones
- Plan de Negocio (TRABAJO)Documento27 páginasPlan de Negocio (TRABAJO)Delia Lliuyacc QuispeAún no hay calificaciones
- Planograma PRODUCTOS Supermercado ROMÁNDocumento241 páginasPlanograma PRODUCTOS Supermercado ROMÁNSolracNamorAún no hay calificaciones
- UF III - MÃ - DULO 8 - Excella by Andrea BrunoDocumento88 páginasUF III - MÃ - DULO 8 - Excella by Andrea BrunoHector Luisini Aguilar MonzonAún no hay calificaciones
- Problemas MezclasDocumento2 páginasProblemas Mezclasrafael romanAún no hay calificaciones
- Corazon de Oro (17372) - Lou CarriganDocumento390 páginasCorazon de Oro (17372) - Lou Carriganeomergallegos100% (1)
- Conflictos Laborales en El Caribe Colombiano 1893 y 1910 PDFDocumento48 páginasConflictos Laborales en El Caribe Colombiano 1893 y 1910 PDFArmando SaráAún no hay calificaciones
- Flujoframa de ProcesoDocumento2 páginasFlujoframa de ProcesoMile Ochoa PerezAún no hay calificaciones
- Huch2015 en EsDocumento13 páginasHuch2015 en EsJhoan Ordoñez MuñozAún no hay calificaciones
- Examen de Matemática 11Documento7 páginasExamen de Matemática 11GuillermoCastellarAún no hay calificaciones
- Una Buena Semilla para Un Buen CafeDocumento4 páginasUna Buena Semilla para Un Buen CafeCARLOS RIVASAún no hay calificaciones
- Cafe BrittDocumento11 páginasCafe BrittLisseth Vega100% (1)
- Memoria DescriptivaDocumento15 páginasMemoria DescriptivaAlex Orihuela DavilaAún no hay calificaciones
- SOLICIT11Documento4 páginasSOLICIT11Hey Vilca ApazaAún no hay calificaciones
- Evento de CocteleriaDocumento3 páginasEvento de CocteleriaAlejandro PbAún no hay calificaciones
- Chef Oropeza 30. Jun. 2012 PDFDocumento100 páginasChef Oropeza 30. Jun. 2012 PDFNena Candice Galaz100% (1)
- Avance N° 05 - Tesis MRT 2020 - 09 JulioDocumento135 páginasAvance N° 05 - Tesis MRT 2020 - 09 JulioBetty RodríguezAún no hay calificaciones
- Resumen EjecutivoDocumento3 páginasResumen EjecutivoEmelin Silva SanchezAún no hay calificaciones
- Rachel Gibson - Ahora y SiempreDocumento87 páginasRachel Gibson - Ahora y SiempreDontae Richards100% (3)
- Parroquia Rural Santa TerecitaDocumento5 páginasParroquia Rural Santa TerecitaLMCHAMNAún no hay calificaciones