También podría gustarte
- Caso MC DonaldDocumento2 páginasCaso MC DonaldKatya Guzman Valenzuela100% (7)
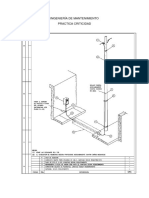
- Practica CriticidadDocumento2 páginasPractica CriticidadMiprincesa1234Aún no hay calificaciones
- PEA-3400 - Parte 8 - Máquinas Síncronas Juan. y JoséDocumento15 páginasPEA-3400 - Parte 8 - Máquinas Síncronas Juan. y JoséMiprincesa1234Aún no hay calificaciones
- Control Optimizacion GeneticaDocumento16 páginasControl Optimizacion GeneticaMiprincesa1234Aún no hay calificaciones
- TrabajoDocumento10 páginasTrabajoMiprincesa1234Aún no hay calificaciones
- Señorita EspañolDocumento2 páginasSeñorita EspañolMiprincesa1234Aún no hay calificaciones
- Matriz para Homologación SeguridadDocumento15 páginasMatriz para Homologación SeguridadMarco GavilanezAún no hay calificaciones
- Examen - Final - Fundamentos de Mercadeo PDFDocumento11 páginasExamen - Final - Fundamentos de Mercadeo PDFdelisAún no hay calificaciones
- Modelos de Gestión EstratégicaDocumento10 páginasModelos de Gestión EstratégicaMaria Paola Garces Moncada100% (1)
- MasisaDocumento194 páginasMasisacperezqAún no hay calificaciones
- Auditoria OperativaDocumento50 páginasAuditoria OperativaEfrain Abraham Torres EvaristoAún no hay calificaciones
- Control FinancieroDocumento11 páginasControl FinancieroJulieth LopezAún no hay calificaciones
- Relatoria CiberDocumento25 páginasRelatoria CiberjosecarlitosoAún no hay calificaciones
- Transporte TerrestreDocumento54 páginasTransporte TerrestreronaldAún no hay calificaciones
- TA1 Grupo4 IXG2Documento38 páginasTA1 Grupo4 IXG2Bruno Teran HornaAún no hay calificaciones
- INFORME ACADEMICO DE TRIBUTACION Grupo - 2Documento17 páginasINFORME ACADEMICO DE TRIBUTACION Grupo - 2Yesenia Justino JaraAún no hay calificaciones
- Analisis de Informacion Financiera 3 AutoresDocumento6 páginasAnalisis de Informacion Financiera 3 AutoresJuan Jesus Cerino LazaroAún no hay calificaciones
- Unidad 1 Tarea 2 VivianaEsquivel Grupo 115Documento9 páginasUnidad 1 Tarea 2 VivianaEsquivel Grupo 115Diana NiñoAún no hay calificaciones
- Eje 3 Caso WorldComDocumento11 páginasEje 3 Caso WorldComcristian hernandezAún no hay calificaciones
- DEBER 1 EconomiaDocumento7 páginasDEBER 1 EconomiaNicolle Paz VeraAún no hay calificaciones
- Caso Toma de Decisiones Sistem Admon 2Documento1 páginaCaso Toma de Decisiones Sistem Admon 2CARLOS JOHN VARON SERRANOAún no hay calificaciones
- La Empresa, Fundamentos y Procesos ContablesDocumento5 páginasLa Empresa, Fundamentos y Procesos ContablesMigel PintakAún no hay calificaciones
- Parcial 1 G3 2019 IIDocumento2 páginasParcial 1 G3 2019 IIdavid diazAún no hay calificaciones
- Auditoria AmbientalDocumento41 páginasAuditoria AmbientalGabriela Condori OlaveAún no hay calificaciones
- Foro Finanzas CorporativasDocumento3 páginasForo Finanzas CorporativasCarlos HernandezAún no hay calificaciones
- Evaluaciòn Etica y LiderazgoDocumento9 páginasEvaluaciòn Etica y LiderazgoSebastian La Madrid LeonidasAún no hay calificaciones
- Primera Entrega Trabajo Grupo 2 EcciDocumento15 páginasPrimera Entrega Trabajo Grupo 2 EcciJOHN EDINSON MONSALVE PRIETOAún no hay calificaciones
- La Personalidad Jurídica Del EstadoDocumento14 páginasLa Personalidad Jurídica Del EstadoGuillermo BeroesAún no hay calificaciones
- Clase 3.casos Metodologia de Mejora (De 1 Al 6) 2016 IIDocumento12 páginasClase 3.casos Metodologia de Mejora (De 1 Al 6) 2016 IIDaniela Mayhua100% (1)
- Portafolio Marvin Caal BotzocDocumento46 páginasPortafolio Marvin Caal BotzocmarvinAún no hay calificaciones
- Verde María A1Documento2 páginasVerde María A1María Fernanda VerdeAún no hay calificaciones
- Sim CompletoDocumento32 páginasSim CompletojovalAún no hay calificaciones
- Casos Eticos para DeontologiaDocumento21 páginasCasos Eticos para Deontologiajose leonAún no hay calificaciones
- Glosario Mercadeo AgropecuarioDocumento1 páginaGlosario Mercadeo AgropecuarioPAOLA A RESTREPOAún no hay calificaciones
- Karen Ruiz y Sergio1Documento97 páginasKaren Ruiz y Sergio1Sergio Esteban Hurtado NarvaezAún no hay calificaciones