También podría gustarte
- Gráficas de Control para VariablesDocumento28 páginasGráficas de Control para VariablesAram Alejandro Zea GuerreroAún no hay calificaciones
- Evidencia 2Documento6 páginasEvidencia 2Rivera Mayra100% (1)
- Actividad 5 Optimizacion de Procesos LaboralesDocumento6 páginasActividad 5 Optimizacion de Procesos LaboralesLuis ArangoAún no hay calificaciones
- Entregable Final Admin de OperacionesDocumento6 páginasEntregable Final Admin de OperacionesDavid Torres MalfavonAún no hay calificaciones
- Actividad 4 de EsqueDocumento4 páginasActividad 4 de EsqueAna Lucia Norato100% (1)
- Tarea 2. EquipoDocumento6 páginasTarea 2. EquipoEdgar HernandezAún no hay calificaciones
- Tarea 3 ExperimentosDocumento2 páginasTarea 3 ExperimentosAlex De LunaAún no hay calificaciones
- Glosario de SimulacionDocumento5 páginasGlosario de SimulacionDiegÖo VeläzquezAún no hay calificaciones
- Comprobacion de Lectura 6 Inv. Oper.Documento4 páginasComprobacion de Lectura 6 Inv. Oper.Carolina RamirezAún no hay calificaciones
- Tarea 1 Fisica 2Documento2 páginasTarea 1 Fisica 2Alejandra Morales100% (1)
- Evidencia 2 - Diseño de ExperimentosDocumento5 páginasEvidencia 2 - Diseño de ExperimentosCarlos Salinas100% (2)
- Unidad 3 Semana 3 Gráficas de ControlDocumento7 páginasUnidad 3 Semana 3 Gráficas de ControlJULIOAún no hay calificaciones
- Act 4 Diseno de ExperimentosDocumento4 páginasAct 4 Diseno de ExperimentosCAún no hay calificaciones
- Tarea2 deDocumento8 páginasTarea2 deVALERIA NAYELI DUEÑAS VILLARREALAún no hay calificaciones
- Evidencia 2Documento6 páginasEvidencia 2rolyroniAún no hay calificaciones
- Actividad 1 Plantas IndustrialesDocumento14 páginasActividad 1 Plantas IndustrialesCarlosHernándezLara50% (2)
- Control Est.. Cal.. LukazDocumento7 páginasControl Est.. Cal.. LukazLukaz Hdz100% (1)
- Simulacion Act 3BDocumento4 páginasSimulacion Act 3BEmmanuel Ortega0% (1)
- Estadística. Serie Schaum - 4ta Edición - Murray R. Spiegel PDFDocumento4 páginasEstadística. Serie Schaum - 4ta Edición - Murray R. Spiegel PDFCristian Espejo0% (1)
- Actividad 2 de Diseño de ExperimentosDocumento7 páginasActividad 2 de Diseño de Experimentosjonreivan21Aún no hay calificaciones
- Tarea 2 Metodos NumericosDocumento3 páginasTarea 2 Metodos NumericosEvelyn GomezAún no hay calificaciones
- Examen 4. Administración de Proyectos Dany Márquez 20160038Documento14 páginasExamen 4. Administración de Proyectos Dany Márquez 20160038Dany MarquezAún no hay calificaciones
- Unidad 1Documento19 páginasUnidad 1Jose ReynosoAún no hay calificaciones
- 3.1-3.3 LaboratorioDocumento13 páginas3.1-3.3 LaboratorioAlessandra ArroyoAún no hay calificaciones
- Cartas de Control - WordDocumento10 páginasCartas de Control - WordEfra PautaAún no hay calificaciones
- Foro 1Documento3 páginasForo 1JosselineAlvarenga0% (1)
- Actividad 4 de Métodos Numéricos PDFDocumento1 páginaActividad 4 de Métodos Numéricos PDFJairRamirezAún no hay calificaciones
- Actividad 7Documento23 páginasActividad 7Brandon VidalAún no hay calificaciones
- CE U3 EV2 Daniel Muñoz CuamatziDocumento10 páginasCE U3 EV2 Daniel Muñoz CuamatziDaniel MuñozAún no hay calificaciones
- Actividad 4 BBDocumento4 páginasActividad 4 BBeros castillo100% (2)
- Actividad 3 Metodos NumericosDocumento4 páginasActividad 3 Metodos NumericosJesus ValdesAún no hay calificaciones
- Ejercicios para La Unidad 3. Gonzalo RodriguezDocumento23 páginasEjercicios para La Unidad 3. Gonzalo RodriguezGonzalo RodríguezAún no hay calificaciones
- Programación Lineal PagDocumento5 páginasProgramación Lineal PagVladimil MellaAún no hay calificaciones
- Evidencia 2 - Control Estadístico de CalidadDocumento5 páginasEvidencia 2 - Control Estadístico de CalidadEmilio FrancoAún no hay calificaciones
- Lineas Deespera. IODocumento32 páginasLineas Deespera. IOerickabc92Aún no hay calificaciones
- Actividad 6 Gestión de CalidadDocumento3 páginasActividad 6 Gestión de CalidadUriel González Martínez100% (1)
- Diseño y Simulación de Sistemas de Manufactura - Foro 2-01.08.2021Documento2 páginasDiseño y Simulación de Sistemas de Manufactura - Foro 2-01.08.2021janett ramirezAún no hay calificaciones
- EvidenciaDocumento11 páginasEvidenciaCuni Ocsalon AijemAún no hay calificaciones
- Proyecto Six SigmaDocumento21 páginasProyecto Six SigmaKano ZamoraAún no hay calificaciones
- Actividad 12 Metodología de La Optimización de ProcesosDocumento1 páginaActividad 12 Metodología de La Optimización de ProcesosHugo CamachoAún no hay calificaciones
- Cartas de Control de Medias y RangoDocumento5 páginasCartas de Control de Medias y RangoLucyReyesAún no hay calificaciones
- Asignacion 2 - Sebastian GomezDocumento17 páginasAsignacion 2 - Sebastian GomezLuis GomezAún no hay calificaciones
- GTIA - Actividad 3 - GilDocumento3 páginasGTIA - Actividad 3 - GilgilAún no hay calificaciones
- Act 5Documento3 páginasAct 5Luis Fernando ValdezAún no hay calificaciones
- Actividad 11 Simulacion de Eventos DiscretosDocumento4 páginasActividad 11 Simulacion de Eventos DiscretosPaco CastilloAún no hay calificaciones
- Burbuja Con SeñalDocumento8 páginasBurbuja Con SeñalvictorAún no hay calificaciones
- Eventos DiscretosDocumento7 páginasEventos Discretosalfredo100% (2)
- Exp Grecolatino 1Documento22 páginasExp Grecolatino 1RosanaTorresAún no hay calificaciones
- Taller 1 EMDocumento5 páginasTaller 1 EMJosé Luis Bravo LeivaAún no hay calificaciones
- Actividad 5 BBDocumento3 páginasActividad 5 BBeros castillo100% (1)
- Entregable 1 Administracion de Operaciones Industriales Joreg VidegarayDocumento9 páginasEntregable 1 Administracion de Operaciones Industriales Joreg VidegarayJorge Videgaray0% (1)
- Universidad Del Valle de México: Unidad 3. Estudio de Tiempo Y MovimientosDocumento9 páginasUniversidad Del Valle de México: Unidad 3. Estudio de Tiempo Y MovimientosPaola PerezAún no hay calificaciones
- La Reingenieria y La LogisticaDocumento8 páginasLa Reingenieria y La Logisticajosue mendez hernandezAún no hay calificaciones
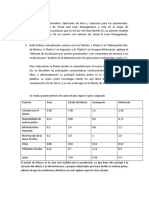
- En Una Fábrica de Artículos de Plástico Inyectado Se TieneDocumento1 páginaEn Una Fábrica de Artículos de Plástico Inyectado Se TieneAndy Gonzalez0% (1)
- Unidad 4Documento46 páginasUnidad 4Osvaldo CuevasAún no hay calificaciones
- Grafico Valores IndividualesDocumento11 páginasGrafico Valores IndividualesYazarel Liña MartinezAún no hay calificaciones
- Taller 11Documento9 páginasTaller 11fatimaAún no hay calificaciones
- Reporte 3Documento8 páginasReporte 3Yankarlo OrdoñezAún no hay calificaciones
- Guía - Semana 4Documento16 páginasGuía - Semana 4antonio saenz centenoAún no hay calificaciones
- Unidad 2 AdrianDocumento16 páginasUnidad 2 AdrianAngel PerdomoAún no hay calificaciones
- EnsayoDocumento3 páginasEnsayonallely scAún no hay calificaciones
- CUADRO SinopticoDocumento1 páginaCUADRO Sinopticonallely scAún no hay calificaciones
- Actividad 13Documento5 páginasActividad 13nallely scAún no hay calificaciones
- Act 2 Planeacion de Plantas IndustrialesDocumento6 páginasAct 2 Planeacion de Plantas Industrialesnallely scAún no hay calificaciones
- Cep RenderDocumento31 páginasCep RenderDaniel SantanderAún no hay calificaciones
- Defectos de Fundiciónjudith2lag11Documento26 páginasDefectos de Fundiciónjudith2lag11Graphyck Rea SânchezAún no hay calificaciones
- Laboratorio - 1 Control de Calidad, Deteccion de Inocuidades UMSADocumento5 páginasLaboratorio - 1 Control de Calidad, Deteccion de Inocuidades UMSAKellyCamachoAún no hay calificaciones
- Lectura Control Estadístico de ProcesosDocumento4 páginasLectura Control Estadístico de ProcesosBrandon Pita RojasAún no hay calificaciones
- Evolucion Historica de La CalidadDocumento3 páginasEvolucion Historica de La CalidadLeonel PerezAún no hay calificaciones
- Control Estadístico de Procesos PDFDocumento12 páginasControl Estadístico de Procesos PDFCarlos Andres BaronAún no hay calificaciones
- Tarea 6Documento11 páginasTarea 6Eyby100% (1)
- Cartas de Control de AtributosDocumento15 páginasCartas de Control de AtributosEdgar Arturo Rabanal Araujo100% (2)
- Estadística AplicadaDocumento86 páginasEstadística AplicadaAna Milena Riascos Grajales100% (1)
- Actividades para Realizar Un AmefDocumento7 páginasActividades para Realizar Un AmefLuiggi AngeloAún no hay calificaciones
- Investigación de La Aplicación de Las Cartas de Control Con Ejemplos PrácticosDocumento6 páginasInvestigación de La Aplicación de Las Cartas de Control Con Ejemplos PrácticosJuan Jose Baltazar DominguezAún no hay calificaciones
- Práctica 01 - Cartas de Control de VariablesDocumento12 páginasPráctica 01 - Cartas de Control de VariablesRickert Osbert Vasquez SanchezAún no hay calificaciones
- Teoría Matemática de La AdministraciónDocumento16 páginasTeoría Matemática de La AdministraciónBenjo QuispeAún no hay calificaciones
- 4 Citas TextualesDocumento8 páginas4 Citas TextualesAlexander MontesAún no hay calificaciones
- Aplicación de La Estadística Al Control de Calidad - (PG 69 - 74)Documento6 páginasAplicación de La Estadística Al Control de Calidad - (PG 69 - 74)ORTIZAún no hay calificaciones
- Core Tools PDFDocumento6 páginasCore Tools PDFJosé MartínezAún no hay calificaciones
- Proyecto de Investigacion JoseDocumento36 páginasProyecto de Investigacion JoseSergio Garcia MoranAún no hay calificaciones
- Informe HAS 200Documento10 páginasInforme HAS 200John AlFonsoAún no hay calificaciones
- De La Granja Al TenedorDocumento10 páginasDe La Granja Al TenedorAyumi FurukawaAún no hay calificaciones
- CT - Manual de Participante - Presentación WSDocumento240 páginasCT - Manual de Participante - Presentación WSJuanC SánchezAún no hay calificaciones
- Walter Andrew Shewhart - Padre Del Control Estadistico de Calidad 1Documento2 páginasWalter Andrew Shewhart - Padre Del Control Estadistico de Calidad 1REYAún no hay calificaciones
- Salinas José Examen PDFDocumento2 páginasSalinas José Examen PDFJOSE LUIS SALINAS VILLALOBOSAún no hay calificaciones
- Grupo de ComentariosDocumento18 páginasGrupo de ComentariosLaura SeverinoAún no hay calificaciones
- Tarea de EstadisticaDocumento3 páginasTarea de EstadisticaricardoAún no hay calificaciones
- Laboratorio 4 Mav I-2018Documento9 páginasLaboratorio 4 Mav I-2018Rodrigo CutipaAún no hay calificaciones
- Procedimiento PFMEADocumento7 páginasProcedimiento PFMEAerozas200380% (5)
- Línea Del Tiempo MantenimientoDocumento5 páginasLínea Del Tiempo MantenimientoOmar Hernandez ZamoraAún no hay calificaciones
- Analisis de Walter ShewhartDocumento3 páginasAnalisis de Walter Shewhartsobeyda arguelloAún no hay calificaciones
- Reporte Tecnico Tortilleria La Mejor PDFDocumento29 páginasReporte Tecnico Tortilleria La Mejor PDFFrancisco Gómez Cárdenas100% (1)
- Facultad de Contaduría y Administración. Unidad de Los UribeDocumento4 páginasFacultad de Contaduría y Administración. Unidad de Los UribeAdrian Castillo GarciaAún no hay calificaciones