También podría gustarte
- Culto JuvenilDocumento1 páginaCulto JuvenilronaldAún no hay calificaciones
- UntitledDocumento163 páginasUntitledDanny Cuaresma PintoAún no hay calificaciones
- Observaciones 01Documento2 páginasObservaciones 01ronaldAún no hay calificaciones
- Modelos IEPDocumento3 páginasModelos IEPronaldAún no hay calificaciones
- Informe de Fundi 2Documento19 páginasInforme de Fundi 2ronaldAún no hay calificaciones
- Potencialidades Quispicanchi FinalDocumento151 páginasPotencialidades Quispicanchi FinalJoaquin RocaAún no hay calificaciones
- IntervencionesDocumento3 páginasIntervencionesronaldAún no hay calificaciones
- Instituto de Educacion Superior Tecnologico PúblicoDocumento4 páginasInstituto de Educacion Superior Tecnologico PúblicoronaldAún no hay calificaciones
- Boletin Sicuani OcongateDocumento85 páginasBoletin Sicuani OcongateNelson Pacco GuerraAún no hay calificaciones
- Mineria La Cumbrera Hachacalla Ocongate CuscoDocumento3 páginasMineria La Cumbrera Hachacalla Ocongate CuscoronaldAún no hay calificaciones
- Instituto de Educacion Superior Tecnologico PúblicoDocumento4 páginasInstituto de Educacion Superior Tecnologico PúblicoronaldAún no hay calificaciones
- Analisis de MineralesDocumento46 páginasAnalisis de MineralesReactor Batch RosasAún no hay calificaciones
- Instituto de Educacion Superior Tecnologico PúblicoDocumento4 páginasInstituto de Educacion Superior Tecnologico PúblicoronaldAún no hay calificaciones
- Evaluacion EconomicaDocumento63 páginasEvaluacion EconomicaronaldAún no hay calificaciones
- Estudio de ProyectosDocumento4 páginasEstudio de ProyectoskarenvelanovaAún no hay calificaciones
- DFVDFVDDocumento14 páginasDFVDFVDronaldAún no hay calificaciones
- Formulacion ProyectoDocumento9 páginasFormulacion ProyectoronaldAún no hay calificaciones
- Informe Ultimo de TratamientoDocumento10 páginasInforme Ultimo de TratamientoronaldAún no hay calificaciones
- Estudio de ProyectosDocumento4 páginasEstudio de ProyectoskarenvelanovaAún no hay calificaciones
- Normas de SeguridadDocumento11 páginasNormas de SeguridadronaldAún no hay calificaciones
- Tarea de AutoDocumento7 páginasTarea de AutoronaldAún no hay calificaciones
- Tarea EvaDocumento5 páginasTarea EvaronaldAún no hay calificaciones
- La Hidrología en La Ingeniería CivilDocumento8 páginasLa Hidrología en La Ingeniería CivilronaldAún no hay calificaciones
- Informe de ChancadoDocumento6 páginasInforme de ChancadoronaldAún no hay calificaciones
- AsxasxasxaxasDocumento8 páginasAsxasxasxaxasronaldAún no hay calificaciones
- Psicopatologia de Los ImpulsosDocumento7 páginasPsicopatologia de Los ImpulsosronaldAún no hay calificaciones
- VENSIMDocumento5 páginasVENSIMronaldAún no hay calificaciones
- Aplicaciones de Integrales DoblesDocumento6 páginasAplicaciones de Integrales DoblesronaldAún no hay calificaciones
- PasivacionDocumento12 páginasPasivacionronaldAún no hay calificaciones
- Caso AquariusDocumento9 páginasCaso AquariusRichard BertoniAún no hay calificaciones
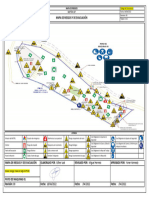
- Mapa de Riesgo y Evacuación - PM01Documento1 páginaMapa de Riesgo y Evacuación - PM01Edher Leal MoralesAún no hay calificaciones
- 6 Prendas Básicas para EmprendedoresDocumento2 páginas6 Prendas Básicas para EmprendedoresCedric Barton100% (1)
- 2 Registro Auxiliar de EvaluacionDocumento38 páginas2 Registro Auxiliar de EvaluacionErickLlimpeAún no hay calificaciones
- Ficha TecnicaDocumento4 páginasFicha TecnicaLeivis Cruz DiazAún no hay calificaciones
- Propuesta Comercial.Documento13 páginasPropuesta Comercial.Tirsa Ktamar Salazar OrtizAún no hay calificaciones
- Guia Proporcio Directa y CompuestaDocumento2 páginasGuia Proporcio Directa y CompuestaViviana LicandeoAún no hay calificaciones
- Revista FHM Agosto 2011Documento121 páginasRevista FHM Agosto 2011mr_excelencia25% (12)
- Como Hacer Pan ServilletaDocumento7 páginasComo Hacer Pan ServilletaJorge Garzon ConcejoAún no hay calificaciones
- NTC2972 SabajonDocumento52 páginasNTC2972 SabajonFlor Marina Achury Delgado100% (5)
- Dimensionamiento de MolinosDocumento4 páginasDimensionamiento de MolinosVenger Wenger67% (3)
- FabulasDocumento15 páginasFabulasAms MartinezAún no hay calificaciones
- Butter Cream o Betùn de Mantequilla y Margarina para Clima Caluroso - YouTubeDocumento7 páginasButter Cream o Betùn de Mantequilla y Margarina para Clima Caluroso - YouTubeyesenia patricia frutos anayaAún no hay calificaciones
- MantenimientoDocumento34 páginasMantenimientoLucho CalleAún no hay calificaciones
- Trabajo Final EsanDocumento13 páginasTrabajo Final EsanrobertoingarucaAún no hay calificaciones
- Whirlpool WRI42-WRI424-WRI428 Service ManualDocumento7 páginasWhirlpool WRI42-WRI424-WRI428 Service Manualfcc9250% (8)
- E1 Trabajo Excel 1-1Documento49 páginasE1 Trabajo Excel 1-1AlexSuntaxiAún no hay calificaciones
- Folleto Pfaff 4.0Documento12 páginasFolleto Pfaff 4.0Jonny RocAún no hay calificaciones
- Etiqueta y Protocolo Paises LatinosDocumento38 páginasEtiqueta y Protocolo Paises LatinosJulian MateoAún no hay calificaciones
- La ConfeccionDocumento3 páginasLa ConfecciongsaAún no hay calificaciones
- Yogurt de AjonjolíDocumento17 páginasYogurt de AjonjolíBetty Acero Choque100% (1)
- Formulario PDFDocumento10 páginasFormulario PDFCarlos Escalante0% (1)
- Vestimenta Tradicional IndígenaDocumento3 páginasVestimenta Tradicional IndígenaJhosep Cuenta de WbdasAún no hay calificaciones
- Carpeta de Trabajo Asignatura Analisis de La Simbología Del VestuarioDocumento9 páginasCarpeta de Trabajo Asignatura Analisis de La Simbología Del VestuarioLuz Francy ChAún no hay calificaciones
- Trajes Típicos de PeruDocumento3 páginasTrajes Típicos de PeruNicolas OrduzAún no hay calificaciones
- Regimenes AduanerosDocumento10 páginasRegimenes AduanerosCristian Becerra PereyraAún no hay calificaciones
- PROYECTO Malteadas de Frutas CorreccionDocumento19 páginasPROYECTO Malteadas de Frutas CorreccionIsmaael Guzmaan-Kasaao0% (1)
- AdimusesDocumento90 páginasAdimusesAZTEKAMSTAFFAún no hay calificaciones
- Cultura MazahuaDocumento13 páginasCultura MazahuaDanna Paola Torres MalpicaAún no hay calificaciones
- Ejercicios Resueltos Microeconomia ADocumento8 páginasEjercicios Resueltos Microeconomia APercy M. SucariAún no hay calificaciones