Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Cursocnc
Cargado por
David Fernandez ZapataDescripción original:
Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Cursocnc
Cargado por
David Fernandez ZapataCopyright:
Formatos disponibles
Automatización de procesos mediante
sistemasde control de movimientos
basados en
CNC
Albert Sàevs Corowiva
Ivg. de Telecowuvicaciõv
asaenz@inavcnc.com
Control distribuido asaenz@iies.es
Tiempo Real w w w .i navcnc. com
CONTENIDO
Sección 1: ASPECTOS GENERALES ................................................................................................. 1
1.1 Que es un CNC ............................................................................................................. 1
1.2 CNC vs PLC. ................................................................................................................. 1
1.3 Breve historia. ............................................................................................................... 2
1.4 Control de movimientos: Motores y Accionamientos (Drivers). ......................................4
1.4.1 Tipos de Motor ............................................................................................................ 4
1.4.2 Motores de Alterna (AC) ............................................................................................. 5
1.4.3 Motores Paso a Paso .................................................................................................. 6
1.4.4 Motores DC o de continua........................................................................................... 8
1.4.5 Motores AC síncronos o servomotores “Brushless” ..................................................... 9
1.4.5.1 Motores LINEALES ................................................................................................... 9
1.4.6 Accionamiento eléctrico ............................................................................................ 10
1.4.7 Accionamiento mecánico .......................................................................................... 12
1.4.8 Accionamiento: parametrización para cada eje. ........................................................ 13
1.5 Sensores. .................................................................................................................... 14
1.5.1 Sistemas de captación o de lectura de posición. ....................................................... 14
1.5.2 Otros. 14
1.6 Campos de aplicación del CNC. .................................................................................. 16
Sección 2: PROGRAMACION ........................................................................................................... 17
2.1 Norma ISO (DIN 66025) .............................................................................................. 17
2.2 Ejemplo práctico. ......................................................................................................... 18
Sección 3: EVOLUCION ....................................................................................................................20
3.1 Informática .................................................................................................................. 20
3.2 Ciclos fijos ................................................................................................................... 21
3.3 Programación “simbólica” ............................................................................................ 21
3.4 DNC (Direct Numerical Control). ................................................................................. 21
3.5 CAD/CAM/Post procesado/CIM................................................................................... 22
3.6 PLC. ............................................................................................................................24
3.7 TICK o tiempo de ciclo o período de muestreo. ........................................................... 24
Sección 4: APLICACIONES PRACTICAS. ........................................................................................ 25
4.1 EDM (electroerosión). ................................................................................................. 25
4.1.1 Comparativa con mecanizado tradicional. ................................................................. 25
4.2 Laser 26
4.3 Pulido 26
4.4 Ingenierías .................................................................................................................. 27
4.5 Robótica ...................................................................................................................... 27
Sección 5: CONTROL DIGITAL......................................................................................................... 28
5.1 Motores brushless o AC y Drivers digitales. ................................................................ 28
5.2 CNC digital. ................................................................................................................. 30
5.2.1 Comparación entre sistemas: características y conexionado. ...................................30
5.2.2 Algunos modelos presentes en el mercado: .............................................................. 31
5.2.3 La solución desde iNAV electrónica (V VLTIMA cnc): ............................................... 32
55..22..33..11 CCLLIIEENNTTEE .................................................................................................... 34
55..22..33..22 C N
CNC C ............................................................................................................ 35
55..22..33..33 SSEER V I
RVIDOR DO R ............................................................................................................. 36
55..22..33..44 Principales características. ..................................................................................... 37
55..22..33..55 CNC sobre plataformas incrustadas o “embedded” y pocket PC o PDA..................38
55..22..33..66 CNC on a CHIP ...................................................................................................... 38
5.3 Bus de campo. Control distribuido. .............................................................................. 39
5.4 Sistemas abiertos. Linux o Windows y plataformas “embedded” o PC compatible. .....42
5.5 Sistema de adquisición de datos. ................................................................................ 42
5.6 Sistemas adaptativos, expertos e inteligencia artificial (IA). .........................................43
5.7 Mecatrònica. ................................................................................................................ 44
Sección 6: ALTA VELOCIDAD .......................................................................................................... 45
6.1 Nivel de exigencia y control mecánico. Jerk Control, Look ahead, Nurbs. ................... 46
6.2 Motores lineales. ......................................................................................................... 48
6.3 Cinemática paralela. .................................................................................................... 49
Sección 7: CNC VLTIMA (sesión práctica)........................................................................................ 50
7.1 Versión de evaluación: obtención. ............................................................................... 50
7.2 Introducción a este Sistema Abierto como base de un Control Digital. ........................ 50
7.3 Ejercicio práctico de uso y programación sobre una aplicación real. ...........................50
Sección 8: iNAV electrõvica, SL ................................................................................................. 51
8.1 Introducción. ................................................................................................................ 51
8.2 Algunos precentes ....................................................................................................... 51
8.3 Algunos sectores dónde ya estamos presentes ........................................................... 51
8.4 La base constructiva y de conocimiento ...................................................................... 52
8.5 La aplicación ............................................................................................................... 52
8.6 Nuestra oferta.............................................................................................................. 52
8.7 El dominio ................................................................................................................... 52
Comentario: “Frevte la ivevitable perdida de tejido ivdustrial¸ wãs ivtevsivo
cuavta wãs wavo de obra¸ a causa de las deslocalisacioves y ceses de
actividad por la volatilidad de las ivversioves ev la ecovowia global¸ la
uvica opciõv es cowpetir ev covociwievto aplicado”.
La innovación tecnológica para la mejora de cualquier producto
implica muchos factores y, en particular el CNC, destaca entre todos
ellos.
En cualquier proceso, descubrir los riesgos es importante, si bien
hay que asumir todo riesgo con conocimiento.
.
CNC desde 1982
Sección 1: ASPECTOS GENERALES
EI propósito deI curso es eI de dar una visión generaI, desde un punto de vista
eminentemente práctico, sobre eI dispositivo en eI que más se apoya Ia automatización: eI CNC.
1.1 Que es un CNC
Básicamente es un “interpolador” que genera trayectoria y descompone a esta en tantos ejes (o
grados de Iibertad) como disponga Ia apIicación donde se incorpora.
Dicho de otra manera: genera trayectoria a cada intervaIo de tiempo preestabIecido (ReaI Time)
para aIcanzar una determinada veIocidad de avance global [km/h o
m/s o mm/min], ejerciendo de repartidor / sincronizador entre
todos Ios ejes de Ia apIicación (distribuye eI movimiento).
Además y como que se trata de un “Control”: deberá gestionar
partes fundamentaIes de toda eI proceso donde se integre.De eIIo
se derivan notabIes consecuencias como se constatará a Io Iargo
de esta exposición.
EI sistema básicamente podría ser equiparabIe aI de cuaIquier otro
que reaIice un Procesamiento de señal en Tiempo Real: adquiere
muestras, Ias procesa adaptándose a su entorno y, en base a eIIo y
a un controI predictivo y anticipativo, genera Ios estímuIos a una
cadencia fija para proseguir en un bucIe continuo y compIetamente
determinista.
En definitiva, eI CNC deberá controIar todo eI proceso de
mecanización de Ia pieza, gestionando Ias veIocidades y
despIazamientos de Ios ejes, (y si es necesario, Ia veIocidad deI
cabezaI deI mandrino), sincronizándose con Ios eventos externos vía
señaIes SI/NO (PLC) que marquen Ia cadencia de ejecución de un
determinado programa-pieza.
Videos:
Gantry
“Motion ControI”: RockweII SoIder
ROBOT
Laser TextiI
Deburring 3 heads
PoIishing 5 fast-heads PoIishing 1 head
1.2 CNC vs PLC.
PLC: ProgrammabIe Logic ControI.
CNC: Computer NumericaI ControI.
Frecuentemente se confunden ambos términos.
Automatización con CNC ( asaenz@inavcnc.com ) 1
CNC desde 1982
Si bien es cierto que cada vez es más corriente que Ios PLC puedan “gobernar” ejes. Para eIIo
incorporan tarjetas de “contaje rápido” (reaIizando eI interfaz con Ios dispositivos de Iectura de
posición) y, mediante una de sus saIidas anaIógicas, “piIotan” eI movimiento.
Los PLCs (así como Ios Reguladores como “Posicionador”) no InterpoIan o cuanto menos, esta
se reaIiza de manera torpe . La programación en eIIos es compIicada y poco fIexibIe pues
comúnmente se basa en estándares como eI IEC-61131-3.
Los CNCs, sin embargo, en Ia mayoría de ocasiones incorporan un PLC como un accesorio más
de estos o se compIementa su impIantación con uno de eIIos a modo de periférico.
1.3 Breve historia.
La introducción de Ias máquinas con CNC, Iógicamente va muy Iigada a Ia evoIución de Ias
computadoras y produjo un cambió radicaI en Ia industria (principaImente durante Ia década de Ios
70's). Con Ia aparición de estas, Ia intervención deI usuario se redujo drásticamente y reaIizar
perfiIes compIejos (Iíneas curvas o incIuso superficies 3D) se voIvió casi tan fáciI como hacer Iíneas
rectas.
Este tipo de maquinaria ha minimizado o eIiminado Ia intervención deI operario (con todo Io
que eIIo supone con respecto a Ia fatiga, eI comportamiento y Ia predicción de tiempos).
Aumentó de forma muy notabIe Ia precisión, repetibiIidad, fIexibiIidad y faciIitó de gestión de Ia
producción , entre otros muchos factores.
¡Las máquinas
herramienta son las
únicas que se
fabrican a si mismas!
Los primeros intentos de automatizar el funcionamiento de una máquina se remontan a principios
del siglo XIX. En 1808 Joseph M. Jacquard inventó una máquina textil que permitía realizar
distintos tipos de tejidos. Las diferentes secuencias de operación se introducían mediante
tarjetas de latón perforadas.
1953. El MIT utilizó por primera vez el término «control numérico» en una fresadora Cincinnati de
3 ejes. El control disponía de interpolación lineal en 3D, la entrada de datos se realizaba a
través de tarjetas perforadas y utilizaba la tecnología de válvulas de vacío. Las fuerzas
aéreas de Estados Unidos hicieron un pedido de 170 máquinas de control numérico a varios
fabricantes que apostaron por esta tecnología en el año 1953.
1960. El MIT realizó las primeras pruebas de control adaptativo, tratando de ajustar de forma
óptima las condiciones de trabajo de la máquina. También en este año, los controles basados
en la tecnología de transistores comenzaron a sustituir a los basados en válvulas de vacío.
1976. Los microprocesadores revolucionaron el mundo de los controles numéricos, permitiendo
integrar en el control prestaciones tales como: ayudas avanzadas a la programación,
2 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
presentación gráfica de la trayectoria de la herramienta, subprogramas y ciclos fijos,
comunicaciones e integración en redes, etc.
1992. Se empieza a hablar de controles numéricos «abiertos» que posibilitan su personalización y la
incorporación de los conocimientos propios. programación gráfica interactiva, comunicación
digital con los accionamientos, etc.
La previsión de crecimiento deI mercado CNC por parte de Ia consuItora americana ARC es deI
3% anuaI hasta eI 2007. FANUC, Mitsubishi, Siemens, Heidenhain, SeIca, Fagor Automation, Num,
Fidia, SchIeicher, Beckoff, CybeIec, etc. son aIgunos de Ios principaIes constructores que concurren a
este competido mercado.
Por cuanto respecto a nuestro país, eI crecimiento debería haber aIcanzado niveIes de
exigencia parecidos a Ios requeridos por cuaIquier otro sector que se caIifique como de estratégico.
Lo cierto es que ya soIo se circunscribe aI que pueda tener una empresa de Mondragón.
Según Ia AFM (Asociación españoIa de Fabricantes de Maquina-herramienta) España se sitúa
como eI noveno productor mundiaI de maquina-herramienta tras Japón, AIemania, ItaIia, China
EEUU, Taiwa, Suiza y Corea por este mismo orden, y por deIante de Francia y deI Reino Unido.
En CNC, fuertemente vincuIado a Ia M-H, no se conocen estadísticas aI respecto pero este
sector en España, remitiéndose aI voIumen de facturación, no aIcanza niveIes significativos dentro
deI panorama mundiaI.
La evoIución constante requiere mantener un niveI de I+D exigente, aItamente cuaIificado y
muy experimentado.
Trayectoria de los “pioneros” en el desarrollo de CNCs en España.
Automatización con CNC ( asaenz@inavcnc.com ) 3
CNC desde 1982
1.4 Control de movimientos: Motores y Accionamientos (Drivers).
Principio de funcionamiento:
Wotov:
En una bobina cerrada por Ia que circuIa corriente sometida a un campo
magnético se induce una corriente que Ia hace girar.
Accionamiento o "Dvivev”:
Para mantener Ia rotación en eI mismo sentido es necesario conmutar eI
sentido de Ia corriente.
DC es eI acrónimo de “Direct current” y AC eI de “AIternating current”.
1.4.1 Tipos de Motor
1- Motor Asíncrono o AC Trifásico . Poco Par a baja VeIocidad , Respuesta en AceIeraciones
aItas Mucha Inercia , Posicionamientos de poca precisión
2- Motor Paso-Paso . Potencias o pares pequeños , probIemas en aIta veIocidad, precisa de
aceIeraciones suaves por probIemas de desIizamiento y perdida de posición.
3- MotorDC con escobillas . En apIicaciones de bajo par. EIectrónica muy económica y de
fáciI diseño. En potencias superiores a 500W en desuso.
4- Motor Brushless. Es un Motor Síncrono, eI disparo o controI de Ias fases (U;V;W) es
activo sincrónicamente en cada poIo magnético. En eI ROTOR tenemos situados Ios
Imanes de aIto campo magnético (SamarioCobaIto/TierrasRaras). En eI ESTATOR
tenemos Ias Bobinas.
Existen dos tecnoIogías de controI AC y DC. AC: ControI SenoidaI y DC: ControI
TrapezoidaI.
Desde eI punto de vista de Ia eIectrónica asociada con eI motor, existen variadas y
diferentes técnicas de “piIotado” (Accionamiento) según sea eI tipo de motor aI que nos
referimos. La denominación de Ios “PiIotajes” (término en desuso) para Ios motores de “Par
constante” que comúnmente se empIea son: Regulador de veIocidad (o simpIemente
“ReguIador”) o, deI término “Servo Drive Amplifier” se simpIifica denominándoIos como
“Servo” o “Driver” o también “ServoDrive”.
Para Ios de “Potencia constante”: Variador de frecuencia (o simpIemente “Variador”) o
Convertidor de frecuencia (o simpIemente “Convertidor”) o “Frequency Inverter” (o
simpIemente “Inverter”).
Es conviene diferenciar entre Ios motores destinados a mover a Ios ejes con precisión
en eI despIazamiento y Ia posición finaI a aIcanzar y Ios que se empIean para reaIizar un
simpIe movimiento deI tipo que fuere (cabezaIes, cintas de transporte, etc.). Los que poseen
Ia característica de entregar un Par constante en cuaIquier régimen de vueItas se empIean
comúnmente en apIicaciones CNC para eI controI de Ios ejes reaIizando un correcto y preciso
controI de Ia posición. A Ios que suministran Potencia constante, Ies bastará asegurar una
determinada veIocidad independiente de Ia carga siendo su controI o accionamiento más
senciIIo.
4 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
1.4.2 Motores de Alterna (AC)
Los motoves de covviente altevna son
aquellos que tvansfovman la covviente altevna en
movimiento y de ahí su nombve.
Son Ios típicos que se ven en ventiIadores,
compresores, cintas de transporte o túneIes de Iavado de
coches, por ejempIo.
Pueden conectarse directamente a Ia red a través de
contactores.
La veIocidad de giro deI motor viene dada en revoIuciones por minuto (RPM) y
cumpIe con Ia fórmuIa: RPM = (f / p) * 120, en donde f = cicIos por segundo
(frecuencia de Ia red) y p = número de poIos. Se empIean a Ios “Variadores de
Frecuencia” (escaIar V/f o vectoriaI) para reguIar Ia veIocidad de giro.
Tipos de motores de Corriente AIterna: trifásicos y monofásicos, que pueden ser
síncronos o asíncrono.
Síncrono: Ia veIocidad de giro es directamente proporcionaI a Ia frecuencia de Ia red de
corriente aIterna que Io aIimenta. Si Ia fuente es de 60Hz y si eI motor es de dos poIos,
gira a 3600 RPM; si es de cuatro poIos gira a 1800 RPM y así sucesivamente. Este
motor o gira a Ia veIocidad constante dada por Ia fuente o, si Ia carga es excesiva, se
detiene.
Visto desde este aspecto, eI motor síncrono es utiIizado en aqueIIos casos en que
Ios que se desea veIocidad constante.
Debido a su difíciI controI, este tipo de motores no habían tenido apenas
apIicación en campo deI posicionamiento de ejes mediante CNC hasta hace unos pocos
años. Sin embargo y gracias a Ias mejoras introducidas en este tipo de motores hace ya
unos cuantos años, Ios sitúan como unos serios competidores de Ios motores de
continua (ver servomotores “brushless” posteriormente).
Asíncrono: más fáciI de arrancar y más económico. La
energía eIéctrica en forma de corrientes trifásicas se
convierte en un movimiento giratorio de veIocidad
Iigeramente variabIe con Ia carga.
EI estator está constituido por un núcIeo de hierro Iaminado
en cuyo interior existen tres arroIIamientos o bobinas, uno
por fase, coIocados simétricamente formando un ánguIo de
120º.
Según Ias características deI rotor existen 2 tipos de
eIIos: motores de “JauIa de ardiIIa” (que no son adecuados
cuando se debe reguIar Ia veIocidad durante Ia marcha) y Ios de “Rotor Bobinado”.
En generaI Ios motores AC asíncronos:
Son económicos.
Son referidos por su potencia dada en [Kw] o [CV] ([HP]).
Indicados para “cabezaIes” (SpindIe).
Suministran poco PAR a bajas revoIuciones. ObIigando a instaIar “cajas
reductoras”.
Por sus características no son indicados para reaIizar posicionamiento de ejes
con precisión.
Automatización con CNC ( asaenz@inavcnc.com ) 5
CNC desde 1982
1.4.3 Motores Paso a Paso
Funcionamiento:
6 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Haciendo N-0 y S-0 y Iuego N-N y S-S y Iuego 0-N y 0-S: medio paso -> dupIicamos eI
número de pasos.
Excitación PASO COMPLETO:
Paco S1 S2 S3 S4 Paco S1 S2 S3 S4
1 X X 1 X X
2 X X 2 X X
3 X X 3 X X
4 X X 4 X X
1 X X 1 X X
Sentido horario Sentido antihorario
Excitación MEDIO PASO:
Paco Excitación de Bobinac Paco Excitación de Bobinac
S1 S2 S3 S4 S1 S2 S3 S4
1 X X 1 X X
2 X 2 X
3 X X 3 X X
4 X 4 X
5 X X 5 X X
6 X 6 X
7 X X 7 X X
8 X 8 X
1 X X 1 X X
Sentido horario Sentido antihorario
Diferentes técnicas de “piIotado”: PiIotaje paso a paso. FáciIes de incorporar en un “chip”.
NormaImente son de 200 pasos / vueIta = 1,8º/paso (Máximo de 500). A medio paso:
400 pasos.
En generaI:
Máximo Par cuando está parado y son referidos por este vaIor en [Nm].
Par bajo cuando aumenta veIocidad (frecuencia).
Máquinas pequeñas (que necesiten poco par) y lentas.
NormaImente su funcionamiento se reaIiza en “bucIe abierto” (no hay reaIimentación
para saber donde está posicionado). EIIo conIIeva que cuaIquier pérdida de pasos
equivaIga a pérdidas de posición irrecuperabIe.
Automatización con CNC ( asaenz@inavcnc.com ) 7
CNC desde 1982
1.4.4 Motores DC o de continua
Para mantener Ia rotación en eI mismo sentido es necesario conmutar eI sentido de Ia corriente y
debemos tener en cuenta que eI campo magnético se produce siempre en eI estator y que Ias
bobinas se encuentran en eI rotor.
EXCITACIÓN para Ia inversión en eI sentido de giro:
Para asegurar una veIocidad independiente de Ia carga se empIean taco-dínamos.
En generaI:
Son referidos por eI Par que suministran comúnmente en [Nm].
Disipación caIor deficiente pues se produce en eI rotor.
VoIuminoso.
Las escobiIIas representan mantenimiento, baja corriente y voItaje de excitación (carbón).
Idóneo para mover a Ios ejes con precisión incIuso a muy bajas vueItas.
EI precio es ventajoso pues Ia eIectrónica es muy senciIIa.
8 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
1.4.5 Motores AC síncronos o servomotores “Brushless”
En Ios motores síncronos Ia veIocidad de giro depende
únicamente de Ia frecuencia de Ia tensión que aIimenta eI
inducido.
Para poder variar con precisión Ia veIocidad de giro, eI
controI de veIocidad se reaIiza mediante un Convertidor
de Frecuencia.
EI servomotor “brushIess” consiste básicamente en:
un rotor de imanes permanentes de aIto campo magnético
(Samario-CobaIto / Tierras Raras).
un estator, Ias bobinas con tres fases (típicamente, aunque
existen motores con muchas fases)
un sensor de posición deI rotor para forzar Ia conmutación
entre Ias sucesivas fases. Este dispositivo (comúnmente un
“ResoIver”) evita eI riesgo de perdida de sincronismo pues detecta continuamente Ia
posición deI rotor y permite mantener en todo momento eI ánguIo que forman Ios
campos deI estator y rotor.
EI disparo o controI de Ias 3 fases (U;V;W) es activo sincrónicamente en cada poIo
magnético. Este método de controI se conoce como autosíncrono o autopiIotado.
AI motor síncrono autopiIotado excitado con un imán permanente, comúnmente se Ie
denomina Motor SenoidaI eI cuaI presenta Ias siguientes ventajas:
Debido a Ias construcción, Ias pérdidas deI motor son producidas casi
enteramente en eI estator, resuItando en una forma mas eficiente de evacuación
deI caIor.
EI diseño de un servomotor “brushIess” reduce Ia inercia deI rotor y aumenta Ia
veIocidad de giro y eI voItaje de excitación. EIIo permite que sean rápidos en Ias
maniobras de aceIeración y frenado.
No presenta probIemas de mantenimiento debido ya que no posee escobiIIas y
tiene una gran capacidad de evacuación de caIor pues Ios devanados están en
contacto directo con Ia carcasa.
EI controI de posición se puede reaIizar sin Ia utiIización de un sensor adicionaI,
aprovechando eI detector de posición deI rotor que posee eI propio motor.
Permite desarroIIar, a iguaIdad de peso, una potencia mayor que eI motor de
corriente continua.
EI inconveniente es eI precio pues Ia eIectrónica asociada es compIeja aunque, como es
habituaI en eIIa, Ia evoIución es continua hacia Ia baja.
También son referidos por eI Par que suministran y viene dado en [Nm].
Existe también eI Motor síncrono con excitación trapezoidaI, pero posee un “rippeI” muy
eIevado a bajas revoIuciones que no Io hace apropiado en apIicaciones CNC.
1.4.5.1 Motores LINEALES
CuaIquier Motor A.C. IineaI de tres-fases consiste en un
estator como sección primaria y en un rotor de imanes
permanentes como sección secundaria.
A destacar que poseen un sistema de guiado mecánico
con encoder de aIta resoIución y un pequeño “coIchón de
aire” entre Ias sección primaria y secundaria.
Son apropiados para recorridos
cortos a aIta veIocidad en donde
Ios requerimientos exigen una
dinámica aIta. (Ver
posteriormente).
Automatización con CNC ( asaenz@inavcnc.com ) 9
CNC desde 1982
Son Ios de introducción más reciente ya que datan de principios de Ia década de Ios 90.
1.4.6 Accionamiento eléctrico
De Ia eIectrónica asociada para accionar aI motor, sea deI tipo Regulador de veIocidad o
Variador de frecuencia, conviene hacer un breve exposición.
Existe una primera diferencia entre Regulación deI tipo AnaIógica y DigitaI. La AnaIógica
ha venido siendo Ia dominante en Ios pasados años hasta que Ia incorporación masiva de
Ia -eIectrónica (microcontroIadores y DSPs principaImente) ha permitido una revoIución
también en este campo.
EI modeIo matemático empIeado es eI presentado comúnmente en Ia teoría de servos.
Los controIadores PID como su nombre Io indica, tienen una parte ProporcionaI, una
IntegraI y una Derivativa, esto se puede observar en eI siguiente diagrama de bIoques:
EI propósito de este controIador es eI de reducir Ia señaI de error "E(s)".
La ecuación de Iazo abierto es: Y(s)/E(s) = Gp(s)[(kd+s)+(kp)+(ki/s)]
Proporcional
ApIica aI error un término correctivo proporcionaI aI error. Si aumentamos Ia ganancia
proporcionaI, eI sistema responde más rápido a Ios cambios de consigna y eI Error se
hace menor, pero por otro Iado eI sistema se hace más inestabIe resuItando en un
posibIe sobre-paso (“overshuts”) con una posibIe osciIación amortiguada (“ringing”) o
incIuso pudiendo IIegar a Ia osciIación.
Integral
Aunque Ia Proporcional puede reducir eI error substanciaImente, eIIa no puede por si soIa
reducir eI error aI vaIor de cero. EIIo se puede conseguir mediante un término Integral.
10 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Este término obIiga a mantener su entrada media aI vaIor de cero, caso contrario Ia
saIida se incrementaría indefinidamente, terminando en una saturación o aIgo peor.
Cuanto mayor sea su vaIor, más pronto se aIcanzará eI vaIor de cero como respuesta a
un cambio pero también será mayor Ia osciIación y Ia inestabiIidad.
Derivativa
Aumenta Ia veIocidad de respuesta deI sistema y por consiguiente puede mejorar Ia
estabiIidad aI “anticiparse” a Ias variaciones deI error.
Un regulador digital aporta aIgo más que un simpIe servo pues está dotado de
”inteIigencia”: Se puede representarse de Ia forma siguiente:
NOTA: La incorporación deI servo de posición en eI propio accionamiento es opcionaI y
serviría para reducir eI cabIeado y eI tráfico en Ia conexión entre eI interpoIador y eI
accionamiento.
EI término anticipativo de “Feed Forward” (veIocidad deI interpoIador generador de
trayectoria) reduce eI error de seguimiento pero puede hacer aI sistema más inestabIe
(su ganancia debe situarse entre Ios vaIores de 0 y 1).
EI mínimo conexionado tradicionaI entre un CNC y un
reguIador anaIógico es eI que se muestra en eI gráfico
adjunto.
Automatización con CNC ( asaenz@inavcnc.com ) 11
CNC desde 1982
1.4.7 Accionamiento mecánico
Guiado: Guías lineales con recirculación de bolas.
Transmisión:
Reductores. (Inercia2)
Correa dentada.
Piñón-cremallera.
Husillo a bolas.
Motor lineal.
Inconvenientes:
HoIguras, rozamiento, eIasticidad, imprecisiones, derivas térmicas (diIataciones), aIineación,
paraIeIismo y ortogonaIidad, desgaste (poIvo, suciedad), juegos, rendimiento,...
EI CNC tratará de compensar, en Ia medida de sus posibiIidades todos estos inconvenientes.
Existe una gran oferta de elementos y también de subconjuntos que convenientemente
combinados pueden faciIitar Ia obtención de Ia parte mecánica.
12 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
1.4.8 Accionamiento: parametrización para cada eje.
Desde eI punto de vista deI CNC, Ia adaptación de este a Ios requisitos particuIares de
cada eje o grado de Iibertad que se instaIa se resueIve mediante Ia asignación de vaIores
a determinados parámetros específicamente definidos para eIIo (Parámetros deI
Sistema). Los más significativos entre otros son Ios siguientes:
Límites de recorrido en sentido positivo como negativo.
VeIocidad máxima de despIazamiento. Límite máximo + 10%.
AceIeración o Rampa de aceIeración.
Error de Seguimiento máximo con un factor de sobrepaso determinado (25%) por
encima deI cuaI se causará una aIarma.
Ganancia Proporcional del Servo de Posición.
Ganancia Derivativa del Servo de Posición.
Ganancia Feed Forward.
Factor de captación deI sistema de medida. EquivaIencia entre eI impuIso que
proviene deI sistema de captación y Ia distancia IineaI o anguIar que representa.
Entorno de posicionamiento cuando se exige “parada precisa”.
“FIags” que determinan eI tipo o características específicas de ese determinado
eje:
o Sentido de contaje.
o Eje podrá actuar con bIoqueos o mediante freno o embrague.
o Tipo de búsqueda deI origen de referencia.
o Rotativo.
o Dentado
Compensación de Ia hoIgura mecánica.
Compensación deI paso deI husiIIo.
OrtogonaIidad (perpendicuIaridad). DiIataciones Térmicas. Etc.
Automatización con CNC ( asaenz@inavcnc.com ) 13
CNC desde 1982
1.5 Sensores.
1.5.1 Sistemas de captación o de lectura de posición.
Encoders
Rotativos o Lineales.
Ópticos o magnéticos.
Incrementales o Absolutos.
ResoIvers (Inductosync).
Rotary Variable Differential Transformer (RVDT)
Sistemas Laser.
Interferómetro laser.
Metrología. Copiado. Digitalizado.
Detectores de proximidad. Microinterruptores. Cruz de Malta.
Inductivos, capacitivos, ópticos.
Nota: si el propio regulador es digital, ya puede incorporar a este dispositivo.
La resoIución de estos dispositivos ha aIcanzado Ia décima de micra (0,1 m). Si
bien, Io normaI es apIicar 1 m por su disponibiIidad y precio.
1.5.2 Otros.
Transductores del tipo: Para:
Voltaje [V] Vehículos de carretera.
Corriente [A] Trenes.
Resistencia [] Uso marítimo.
Conductividad [1/m] Uso aeroespacial.
Frecuencia [Hz] Uso militar.
Tiempo [s] Control de máquinas.
Distancia lineal [m] Automatización de fábricas.
Distancia angular [º] Construcción de edificios (domótica).
Angulo, rotación [º] Uso médico.
Angulo, inclinación [º] Redes.
Velocidad rotacional [1/s] Obra civil.
Velocidad lineal [m/s] Otros.
Aceleración [m/s2]
Jerk [m/s2]
Potencia [W]
Par [Nm]
Presión [bar]
Peso [kg]
Temperatura [ºC]
Viscosidad[kg/ms]
Humedad [%]
Caudal [m3/s]
Los avances en Ios sistemas “embeddeds” (o incrustados) dan “inteIigencia” a estos
dispositivos y marcan Ia tendencia actuaI.
14 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Las ventajas de estos y que marcan Ias Iíneas de trabajo a seguir:
1. Adaptabilidad a partir deI anáIisis
de Ias condiciones de trabajo.
2. Métodos de recalibración para
mantenimiento de una precisión
óptima.
3. Miniaturización incorporando eI
proceso de datos y Ia gestión de
Ia transmisión.
4. Uso de estándares bien
eIaborados, definidos y
difundidos, sobre todo en
apIicaciones de redes de sensores
de diferentes fabricantes.
5. Control distribuido incIuyendo eI
procesado, transmisión y Ia
fusión de Ios datos en Ia red de
sensores.
6. Gestión en Tiempo Real que
posibiIita un comportamiento más
robusto y determinista con una
posibIe pIanificación de tareas y
que cIaramente disminuye eI
tráfico de información.
Los rápidos y constantes avances de Ia tecnoIogía incrustada, Ia disponibiIidad de
soIuciones económicas en miniatura y a medida, Ia incorporación de protocoIos para su
conexión en redes (incIuso Ethernet e Internet), Ia posibIe transmisión inaIámbrica
(bIuetooth o Wi-Fi) y Ia normaIización de protocoIos de comunicación, son eIementos que
sin duda conducen a Ia extensión de Ios sensores de este tipo.
Tradicional vs incrustado.
Entre sus muchas funcionaIidades se puede destacar:
Configuración y programación remota.
PIug & PIay. Compensación y fiItrado. Con posibIe mejora con respecto a
Ios anaIógicos.
Auto diagnosis (autotest).
Verificación de Ias mediciones o deI propio controIador.
Tratamiento de datos “in situ”.
Auto ajuste.
Auto caIibración.
Automatización con CNC ( asaenz@inavcnc.com ) 15
CNC desde 1982
1.6 Campos de aplicación del CNC.
CuaIquier apIicación que requiera un movimiento PRECISO, rápido y fIexibIe y que sea fáciI de
programar, modificar o sustituir. En generaI, en toda aqueIIa apIicación donde es necesario reaIizar
un controI de movimientos (eI número es importante) deI tipo que fuere, es aconsejabIe proyectar Ia
posibIe impIantación de un sistema basado en CNC.
Se puede encontrar CNC especiaIizados para:
Mecanizado (metaI, pIástico, madera, mineraIes,...): Torno, Fresa, TaIadro, Sierra,
Centro de mecanizado, Rectificadora, EIectroerosión (EDM) por hiIo o penetración, ...
Chapa: PIegadoras, CizaIIadoras, Punzonadoras, Prensas, Corte (oxicorte, pIasma, Iaser,
chorro de agua).
SoIdar, Bobinadora, EnsambIar, PaIetizar, Empaquetar, Desbarbar, PuIir, Limar, Medir,...
Robots.
Para Ia Industria EIectrónica en generaI (chips, CI, inserción componentes, ...).
O también existe en eI mercado Ios denominados de Propósito General (comúnmente basados en
aIguno de Ios anteriores) que en principio parten como idóneos para cuaIquier tipo de ControI de
Movimientos.
SpeciaIized CNCs:
Machining (metal, plastic, wood,…): Lath, Mill, Machining center, Grinding, Drilling, Sawing, EDM …
Metal Sheet: Bending, Punching, Press, Cutting (Oxicut, Plasma, Laser, WaterJet).
Bonding, Welding, Winding, Assembly, Palletizing, Packaging, Deburring, Polishing, linishing , Measuring.
Robots, Electronic industry, ...
Or CNC of General Purpose for Motion Control in general.
16 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Sección 2: PROGRAMACION
Mediante aIgún proceso de edición se genera un programa, (aI cuaI se Ie puede denominar
PROGRAMA-PIEZA), que deberá haber sido introducido en Ia memoria interna deI equipo CNC de forma
que pueda ser ejecutado posteriormente por Ia máquina herramienta.
2.1 Norma ISO (DIN 66025)
EI procesamiento de Ios datos en eI CNC comienza por eI interprete deI programa, eI cuaI
descifra eI programa escrito en formato ISO (DIN 66025) de manera que pueda ser asimiIado por eI
sistema de controI y ejecutado en eI interpoIador entre otros procesos.
Comúnmente también se denominada programación en código G (G-codes) siguiendo eI
estándar RS274D.
Para todo eIIo se dispone de aIgún sistema de programación (comúnmente denominado EDITOR)
que sirva para introducir aqueIIos comandos que Iuego serán decodificados y ejecutados. SoIo
programas-pieza que posean una cierta SINTAXIS y Ienguaje de programación siguiendo unas
estrictas normas semánticas, serán interpretados por eI CNC.
Cabe reseñar que desde hace años Ia referida norma está compIetamente desfasada. En Ia
práctica, muchas nuevas prestaciones que se han ido incorporando en Ios CNCs, en Ia actuaIidad son
programados mediante códigos “pseudo-ISO”. En eI bien entendido de que se intenta seguir con una
terminoIogía que se aproxime, dentro de sus posibiIidades, a Ios orígenes de programación en norma
ISO. Por eIIo es quizás más apropiado eI denominar a este tipo de programación como “ccódigo G
G”. Por
ejempIo, por cuanto respecta a Ia programación en paramétricas, cada fabricante ha seguido su propio
criterio a Ia hora de definir eI uso de esta.
AIgunas instrucciones ISO de mayor uso son Ias siguiente:
G0: despIazamiento a veIocidad máxima
G1: interpoIación IineaI a Ia veIocidad de Ia variabIe F que ha sido previamente programada.
G2: iguaI a G1 pero en interpoIación circuIar o heIicoidaI en eI sentido de Ias agujas deI reIoj
(CW).
G3: iguaI a G3 pero en eI sentido contrario aI de Ias agujas deI reIoj (CCW).
G5: Cantos vivos.
G7: Aristas matadas.
G90: Programación de Ias cotas en coordenadas absoIutas.
G90: Programación de Ias cotas en coordenadas incrementaIes.
G92: TrasIación de coordenadas.
F: Programación de Ia veIocidad de avance.
La norma también fija determinados códigos de ordenes por cuanto respecta a Ia preparación de
Ia máquina. Comúnmente se empIean Io que se denomina como funciones Misceláneas y de ahí su
codificación haciendo uso deI carácter M.
M3: Giro deI mandrino en sentido horario.
M4: Giro deI mandrino en sentido antihorario.
M5: Paro deI giro deI mandrino.
S: Programación de Ia veIocidad de giro deI mandrino.
M8: Puesta en marcha de Ia bomba deI Iíquido refrigerante.
M9: Paro de Ia bomba deI Iíquido refrigerante.
M6: Cambio de herramienta.
Debido a Ia compIejidad cada vez mayor de Ias diferentes máquinas, una función M podría ser
considerada como una IIamada a Ia ejecución de un subprograma residente en eI propio “Firmware” deI
CNC o en Ia memoria destinada aI usuario si debe ser esta determinada función configurabIe por eI
fabricante de Ia máquina herramienta.
Como se entenderá, Ia norma no puede ser iguaImente apIicada para una fresadora que para una
plegadora por ejempIo. En Ia segunda no existe refrigerante (taIadrina es eI término comúnmente
empIeado) ni cabezaI mandrino.
Automatización con CNC ( asaenz@inavcnc.com ) 17
CNC desde 1982
Como en cuaIquier Ienguaje informático, existirán instrucciones simiIares a Ias de cuaIquier otro
y, faciIitará mucho eI rápido aprendizaje, poseer conocimiento de cuaIquiera de eIIos (“Basic” por
ejempIo es más que suficiente).
Instrucciones de saIto, saIto condicionaI, IIamada a subprograma, programación paramétrica,
etc...
Hay que tener presente que no es una programación en Texto Estructurado (equiparabIe aI
Ienguaje “Basic”) sino que más bien se asemeja a Ia de una Lista de Instrucciones (más equiparabIe
aI Ienguaje “ensamblador”) en donde se prima eI uso de pocos recursos minimizando Ios tiempos
críticos.
NOTAS: Como simple comentario, hacer mención a que en este apartado se está trabajando
también en la búsqueda de estándares que permitan una mejor “comunicación” entre todas las
fases implicadas en la fabricación, desde el diseño hasta la ejecución.
STEP (Standard for Product Modul Data Exchange) por cuanto respecta al almacenamiento
de los datos de diseño CAD y STEP-NC en particular como extensión de este, pretende que
desde el CAD/CAM hasta la maquina CNC se englobe toda la información en un único proyecto
denominado como “Super Modelo” (se estima una reducción del 35% del tiempo en la fase de
definición, del 75% en el número de dibujos a intercambiar desde el diseño a la fabricación y de
hasta un 50% en la información a manejar para la fase de ejecución-manufactura).
STEP-NC pretende sustituir al RS274D (el estándar de códigos M y G) como la interfaz
entre los sistemas CAM y CNC . Para mayor información, visitar www.steptools.com.
2.2 Ejemplo práctico.
En este apartado se presenta, a títuIo iIustrativo, una pequeña introducción en Ios aspectos que
soIo conciernen a Ia programación.
COMANDO DESCRIPCION
P123; Número de programa que se asigna.
F1000/REF.123; Veloc. Trabajo: 1000 mm/min. y comentario de Inicio Programa (Referencia por ejemplo).
G91; Cotas o valores de los desplazamientos de los ejes en increméntales.
G0; Tipo de desplazamiento "punto a punto" (en vacío) a la velocidad máxima de la máquina.
X15Y10; Desplazamiento hacia punto de inicio fresado en los ejes X e Y.
S2000M3; Velocidad del cabezal: 2000 r.p.m. y giro en sentido horario.
M8; Puesta en marcha del refrigerante.
Z-14; En movimiento rápido (G0), nos acercamos a la pieza a fresar.
G1Z-6; A velocidad de trabajo (G1) programada (F1000), nos situamos en el nivel de fresado.
G1X30; Linealmente (G1) nos desplazamos en sentido X positivo.
G2X10Y10I10J0; Desplazamiento circular en sentido horario (G2) hasta alcanzar nueva posición. Para
determinar el arco a describir, le señalamos las cotas del centro respecto al punto de inicio
del movimiento.
G1Y10; Linealmente (G1) en sentido positivo en el eje Y.
G1X-10Y15; Linealmente nuevamente, Y en sentido positivo y X retrocediendo.
G1X-25;
18 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
G3X-5Y-5R5; En este arco nos desplazaremos en sentido antihorario (G3), y lo realizamos mediante la
programación del radio (R) del círculo.
G1Y-30; Ultimo desplazamiento lineal.
G1Z6; Retiramos, a velocidad de trabajo, la herramienta.
M9; Paro del refrigerante.
G0X-15Y-10Z14; A velocidad máxima de la máquina, desplazamos a todos los ejes hasta alcanzar el punto de
inicio del programa.
M5/TERM.123; Paro del cabezal y comentario Término o fin Programa.
G99; Comando que indica al ejecutor final de programa.
------------------------------------
NOTAS: Para el CNC que se imparte, la utilidad de transmisión de programas (carga en la memoria del CNC)
hace un primer filtrado y posible procesado de la información. Por ejemplo se encarga de no
transmitir ningún carácter desde el “;” hasta el final de línea.
Durante la fase de ejecución de programas, cualquier carácter, comando o comentario introducido en
el mismo bloque y a continuación del carácter "/" será ignorado (no ejecutado) y por lo tanto se
saltará hasta el bloque siguiente.
No se admiten como caracteres de "comentario" ni a la "P" ni a la "N" dado que estos son empleados
por el equipo para realizar funciones de búsqueda de programa y salto a un determinado bloque.
------------------------------------
Este mismo programa se puede agrupar en bloques que den una mejor estructuración aI
programa. (Un bloque esta formado por una serie de comandos CNC que constituyen una línea de
programa).
Coordenadas incrementales Coordenadas absolutas
P123; Número de programa. P123; Número de programa asignado.
F1000G91G0; G91: cotas incrementales. G90F1000G0; G90: cotas absolutas.
X15Y10Z-14 X15Y10Z-14
S2000M3M8 S2000M3M8
G1Z-6 G1Z-20
X30 X45Y10
G2X10Y10I10J0 G2X55Y20R10
G1Y10 G1Y30
G1X-10Y15 G1X45Y45
G1X-25 G1X20
G3X-5Y-5R5 G3X15Y40I0J-5
G1Y-30 G1Y10
G1Z6 G1Z-14
M9M5 M5M9
G0X-15Y-10Z14 G0X0Y0Z0
G99 G99
Automatización con CNC ( asaenz@inavcnc.com ) 19
CNC desde 1982
Sección 3: EVOLUCION
EL CNC tiene que ser capaz de reaIizar todas Ias operaciones manteniendo Ios diferentes
errores que puedan producirse dentro de Ias toIerancias estabIecidas.
Las principales operaciones, esenciaIes a este, son:
1. EI interprete descifra eI programa de manera que pueda ser asimiIado por eI sistema de
controI, apIicando también una serie de transformaciones como son Ia compensación de Ia
geometría de Ia herramienta, eI escaIado, Ia rotación, etc...
2. EI interpolador que genera trayectoria siguiendo un determinado perfiI de veIocidad y
descomponiéndoIa en un determinado número de ejes o grados de Iibertad.
3. La interfaz con máquina para obtener Ias consignas de veIocidad o de posición adecuadas
para ser enviadas a Ios servo-motores, apIicando Ia cinemática de Ia máquina y Ia posibIe
corrección de errores introducidos por Ia propia mecánica y/o cinemática.(Se entiende por Interfaz
la conexión física y funcional entre dos aparatos o sistemas
independientes).
Sin embargo y debido a Ia capacidad computacionaI que posee eI CNC, provoca que se Ie asignen
otras operaciones no estrictamente inherentes con su principaI y primordiaI función pero que
aportan, a Ia apIicación finaI donde se integra, mayor funcionaIidad.
3.1 Informática
Antes de Ia aparición de Ia AIta VeIocidad y toda su probIemática asociada, Io que constituye eI
“nucIeo” o “kerneI” deI CNC (interpoIador, decodificar de comandos, transformaciones geométricas,
procesado de datos deI entorno, ...), si bien exigía avances en continua evoIución, su veIocidad de
desarroIIo no era tan acuciante una vez se poseía a Ios eIementos básicos y primordiaIes de esta
apIicación.
EIIo permitió Ia incorporación de aspectos informáticos que están más próximos a esta
tecnoIogía que a Ia que es estrictamente dedicada a CNC.
PrincipaImente Ios esfuerzos se encaminaron hacia Ias Comunicaciones (eI DNC es un cIaro
ejempIo) y a Ia Interfaz con eI Usuario: GUI (Graphic User Interface) y HMI (Human Machine
Interface).
Aunque eI niveI de exigencia no es tan eIevado como eI de Ia informática en generaI, pues eI
“horizonte” de un CNC es cIaramente industriaI, depende de Ia evoIución de Ia industria informática
y eIectrónica. Entornos gráficos más o menos amigabIes o, cuanto menos, que faciIiten eI romper
barreras con eI usuario (!?), han sido determinantes a Ia hora de Ia eIección de una u otra unidad de
controI.
CIaros exponente de Io apuntado Io constituyen:
La presentación gráfica de Ia trayectoria de Ia herramienta o Ios gráficos 3D de Ia pieza
durante Ia fase de mecanización o una vez ha sido esta mecanizada.
EI saIto de sistemas operativos propietarios a Ia cIara apuesta por Windows o Linux (según
se verá).
La pauIatina y constante incorporación de estándares de comunicación.
20 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
3.2 Ciclos fijos
Canned CycIes (cicIos enIatados) o Ciclos Fijos,
conducen a que Ia programación sea más senciIIa y faciIitar aI
usuario eI uso deI CNC y por ende, eI de Ia máquina.
Se apoya en Ia programación parámetrica y quiere
simpIificar Ia rápida programación de un determinado
programa-pieza (cicIo fijo) o función de Ia máquina (función
preparatoria o MisceIánea o simpIemente “M”).
Según eI uso que se haga con estos, en particuIar si son
configurabIes o fIexibIes, son de gran aceptación por parte, no
soIo deI usuario, sino también por eI deI propio fabricante
pues simpIifica Ia máquina (más vendibIe) y Ie ofrece Ia
opción a su personaIización.
3.3 Programación “simbólica”
Desde casi eI inicio de Ios CNCs, se optó por otros Ienguajes distintos aI ISO (o código G) que
fueran más senciIIos de usar e interpretar. Así y por ejempIo, Ia firma Heidenhain con su famiIia TNC
siempre ha dado Ia opción a una programación más “amigabIe” y por eIIo, tuvo, ha tenido y sigue
teniendo tanto éxito en Ia industria deI moIde y de Ia matricería (aparte de ser un buen controI para
estos menesteres).
Para determinadas apIicaciones en donde eI usuario podía ser un obstácuIo para eI éxito de Ia
impIantación deI CNC, o debido a que Ias características de Ia apIicación así Io aconsejaban, desde
iNAV también se optó por Ia impIementación de “lenguajes de nivel superior” que pudieran ser
previamente “compiIados” antes de su interpretación y ejecución. Como Ias apIicaciones pueden ser
infinitas, se ha optado por Ia fIexibiIidad totaI, dando así herramientas y eIementos de adaptación y
personaIización aI fabricante de Ia máquina o, incIuso, eI propio usuario finaI.
3.4 DNC (Direct Numerical Control).
Con eI DNC, casi Ia totaIidad de CNC se Iimitaban a Ia ejecución de un programa infinito
permaneciendo “en Iínea” con un ordenador (comúnmente PC) que iba transmitiendo eI programa
en “formato ISO” a medida que este se iba ejecutando.
Automatización con CNC ( asaenz@inavcnc.com ) 21
CNC desde 1982
Desde iNAV y debido a Ia incorporación en base PC de una parte eIementaI deI CNC (H-M-I
IIevada aI término de H-CncM-I), se optó cIaramente por IIevar a sus úItimas consecuencias eI
término DNC.
La monitorización deI estado gIobaI de Ia máquina y Ia interactividad con esta como
consecuencia de Ia integración de un PC como una de Ias partes deI CNC, ofrece Ios recursos,
fIexibiIidad y progresión, requeridos por una apIicación de este estiIo y casi de forma inmediata.
Lo que ahora parece evidente, no Io era tanto remitiéndonos aI origen de esta decisión aIIá por
1985. Por aqueI entonces Ios PC eran AT con InteI 286 a 8 Mhz y 1 Mbyte de memoria, con un
precio que no bajaba de Ios 4.200 euros (una work-station con Unix estaba por encima de Ios
24.000). Por supuesto, eI monitor era en B/N y Ia resoIución de este aIcanzaba Ios notabIes 512x384
pixeIs.
EI caso de Ia empresa Indo (por 1986 y con Ia aparición de Ios primeros 386) es un buen
ejempIo que iIustra Ia exposición de esta interesante prestación. Indo inició Ia década de Ios 80's
con Ia necesidad vital de obtener, con recursos propios, Io que ha venido a denominarse como la
Lente Progresiva (soIo 4 empresa en eI mundo Ia poseían por aqueI entonces). Su departamento de
I+D, con notabIe esfuerzo y capacidad, desarroIIó toda “Ia matemática” necesaria.
Un grave probIema añadido e importante por sus consecuencias, fue eI que no se encontraba
una soIución de mercado para reproducir sobre eI vidrio Ia expresión geométrica que caIcuIaban
mediante un transputer con 9 CPUs durante 7 horas (con un PC386 se tardaba aIrededor de 3 días).
A Ia búsqueda de Ia soIución apropiada que satisficiera sus expectativas, también se Ie hubo que
destinar no poco tiempo y esfuerzo.
En 1987 (hace casi 20 años) mediante Ia interconexión activa deI CNC y eI PC (DNC), Indo
obtenía un fichero de mecanizado con toda Ia trayectoria que debía de seguir una pequeña “fresa”
(herramienta parecida a una broca deI taIadro de casa) sobre Ia cerámica donde, posteriormente, se
conformaría térmicamente eI vidrio. La “nube de puntos” era de taI extensión y Ia distancia entre Ios
puntos tan pequeña que sobre eI PC se preparaba (o procesaban) partes fundamentaIes deI
Decodificador y deI InterpoIador deI CNC.
En 1995 adquirieron una segunda unidad iguaI de CNC como equipo redundante.
La Lente Progresiva ha permitido a Indo estar entre Ias empresas más innovadoras deI sector
de Ia óptica oftáImica.
3.5 CAD/CAM/Post procesado/CIM
La forma más habituaI de especificar Ias trayectorias que
debe seguir Ia herramienta en una operación de mecanizado
esta basada en Ia generación de una sucesión de puntos entre
Ios cuaIes se reaIizan interpoIaciones IineaIes o circuIares.
EI CAD (Computer Aided Design) permite reaIizar eI
diseño de Ia pieza a mecanizar como una concatenación de
eIementos geométricos simpIes, mientras que eI CAM
(Computer Aided Machining) define, a partir de Ia información
CAD, Ia trayectoria a seguir por Ia herramienta para reaIizar eI
mecanizado de Ia pieza, siendo aquí donde se reaIiza Ia
trasIación de Ia trayectoria a puntos
discretos.
EI Post-procesador es Ia
funcionaIidad que genera eI
programa-pieza específico de cada
máquina a partir de Ios datos que ha
generado eI CAM (parecido a Io que
hace eI “compiIador” deI editor
simbóIico). La serie de puntos es
posteriormente cargada en eI control
numérico, que Ios ejecutará de
forma ordenada.
22 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Los CAD/CAMs de 2 dimensiones para corte,
fresa, etc... proIiferan mucho y su uso se ha
extendido notabIemente. EI de Ia firma AutoCad
puede ser eI más conocido.
Como extensión a Ios anteriores, Ios de 2½
dimensiones sitúan aI eje Z sobre un determinado
pIano en donde se va a reaIizar un contorno 2D o
cuaIquier otra operación.
Los cada vez más popuIares 3D pero aún no
tan asequibIes económicamente, aportan un niveI
de simuIación próxima aI de Ia reaIidad. Como ya
es de costumbre, han provocado una evoIución
cuanto menos que caIificabIe de espectacuIar.
Con respecto a CIM (Computer Integrated Manufacturing) cabe destacar que, aunque se
venga habIando desde eI origen deI CAD/CAM, aún faIta tiempo para poder considerar a esta
tecnoIogía como consoIidada y madura.
Su impIantación esta tomando forma en nuestros días y eIIo se debe principaImente a que Ios
CNCs (y aun no todos) son desde hace reIativamente poco tiempo sistemas abiertos (ver
posteriormente) basados en PC, operando bajo entornos amigables deI tipo Windows o Linux y que
,principaImente se han visto favorecidos por eI notabIe avance que eIIo ha supuesto por cuanto
respecta a Ia conectividad. También eI nuevo paradigma de Ia Mecatrónica (ver también
posteriormente) y todo Io que IIeva este término impIícito (tecnoIogía “embedded” y demás), hace
una aportación cIaramente positiva a Ia futura consoIidación deI CIM.
Automatización con CNC ( asaenz@inavcnc.com ) 23
CNC desde 1982
3.6 PLC.
Determinante en Ia evoIución deI CNC supone Ia incorporación deI PLC como una funcionaIidad
más en Ia misma unidad de controI y por tanto, compartida con Ia deI propio CNC. Los recursos de
ambos procesos paraIeIos se fusionan aportando muchísimas ventajas desde eI punto de vista deI
controI totaI de Ia máquina y por ende de Ia apIicación finaI.
Además, simpIifica eI cabIeado pues eIimina redundancias y por consiguiente mejora Ia caIidad
y fiabiIidad.
Por Ias características propias de un PLC, principaImente ejecuta funciones “booIeanas” que
son idóneas desde eI punto de vista de computación.
EI inconveniente podría residir en Ia faIta de capacidad de Ia CPU para procesar dos tareas que
requieren un niveI mínimo de Tiempo ReaI (Soft ReaI Time).
3.7 TICK o tiempo de ciclo o período de muestreo.
La veIocidad de proceso es fundamentaI en Ia evoIución de estos dispositivos. Su importancia
es básica puesto que, cuanto mayor sea esta, menor será eI tiempo de ejecución de cuaIquier tarea
encomendada aI sistema y por consiguiente, menor será eI tiempo requerido por eI sistema en
ejecutar un cicIo compIeto (TICK).
Para supIir una posibIe carencia en Ia veIocidad de computación, se puede optar por:
SimpIificar, suprimir tareas (GUI en eI PC por ejempIo).
Lenguajes optimizados desde eI punto de vista deI tiempo de proceso. O, es aconsejabIe eI
uso deI más próximo aI Ienguaje máquina (ensambIador).
AIgoritmos de interpoIación muy optimizados.
Uso de coprocesadores (pero esto ya equivaIe a un aumento en Ia veIocidad de
computación).
Por supuesto que este determinante factor evoIutivo está fuertemente reIacionado con eI
aumento en Ia veIocidad y técnicas de computación (“pipeline” por ejempIo).
La infIuencia de este importante aspecto tiene gran reIevancia desde eI punto de vista
mecánico (haciéndose vitaI aI habIar de AIta VeIocidad):
F= 6000 mm/min equivaIe a: (6000 mm / min * 1min/60seg * 1seg/103 ms =) 0,1
mm/ms.
A esa veIocidad, un determinado eje, cada miIisegundo, se despIazará 0,1 mm. Si eI se fija
un “Tick” de 5ms, representa que eI muestreo se reaIiza cada ½ mm y eIIo tiene una gran incidencia
sobre:
EI error cordaI que se comete durante una interpoIación circuIar.
A menor veIocidad de proceso, mayor será eI tiempo requerido en Ia decodificación de
Ios comandos (normaImente en código ISO).
AI iguaI que Ia reaIimentación en eI sistema de medida (cuanto más resoIución más
estabIe es eI servo), cuanto menor sea eI tiempo (mayor frecuencia: 1/T) más estabIe
es eI servo de posición también.
Un CNC es un proceso aItamente determinista. EI efecto de una variación en Ia latencia
(jitter) genera un rizado (ripple) sobre Ia veIocidad.
24 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Sección 4: APLICACIONES PRACTICAS.
4.1 EDM (electroerosión).
Añade o incorpora otro servo control (uno de los más sofisticados que se conocen) y un interpolador
paralelo para realizar el “orbitado”.
Al GAP (distancia entre electrodo y pieza) se le aplica un tren de impulsos de determinada frecuencia y
forma de onda. Este aporta una señal que debe ser tratada
digitalmente.
¿Que es? EDM - Electrical Discharge Machining - is a machining
procedure especially used for the manufacture of dies, moulds and
specific metal parts.
In the machining area each discharge produces a crater in the
workpiece (removaI of materiaI) and a burn-off (eIectrode
consumption of the tooI) on the wire. The wire can be tiIted producing
conic workpieces or workpieces with different profiIes on the top and
bottom sides.
There is never any
mechanicaI contact between
the eIectrode and the workpiece! UsuaIIy, the wire is made of
muItiIayer copper or brass with a diameter ranging from 0.02 to 0.3
mm.
¿Donde se apIica? End products such as cutting dies, parts made
from one singIe workpiece and parts of a compIex shape, e.g. injection
mouIds for the manufacture of pIastic cases for music cassettes, can
be manufactured by EDM (aIso spark EDM).
For parts with compIex
contours and - e.g. in the case of miIIing - that are difficuIt to cIamp,
wire EDM is often a cost effective aIternative.
En Wire-EDM, eI enhebrado automático (AWT: Automatic Wire
Threader) deI hiIo, hace particuIarmente difíciI Ia construcción
mecánica en este tipo de máquina.
4.1.1 Comparativa con mecanizado tradicional.
Selector de velocidad McLaren (Fórmula 1): comparativa entre ambos tipos de mecanización.
Automatización con CNC ( asaenz@inavcnc.com ) 25
CNC desde 1982
4.2 Laser
En eI sector de Ia chapa, Ia técnica deI corte por Laser requiere que Ia distancia focaI se mantenga
con extrema precisión pues de Io contrario, se produce una rebaba que obIiga a su eIiminación de
manera manuaI.
Para eIIo se instaIan unos caros dispositivos (detector capacitivo de Ia distancia deI “Gap”) justo en
Ia boquiIIa y después de Ia Iente focaIizadora, que reporta una señaI anaIógica casi IineaI que es
proporcionaI a Ia distancia entre eI propio detector y Ia chapa.
http://www.eurolaser.com/
4.3 Pulido
EI desgaste deI trapo o disco de puIir (normaImente aIgodón)
hace que eI mantener Ia presión constante sobre Ia pieza sea
un factor determinante a Ia hora de Ia obtención de una caIidad
correcta y constante.
EI CNC debe ser capaz de mantener esa presión constante.
Mediante Ia reaIimentación hacia Ia unidad de controI de aIgún
dispositivo, normaImente eI consumo deI motor es suficiente,
se detecta eI diámetro deI trapo, compensándose su desgaste
tridimensionaImente.
26 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
4.4 Ingenierías
La proliferación de ellas se debe a la necesidad que
tienen las empresas de automatizar cualquier
proceso productivo para hacer a esta más
competitiva y, en la mayoría de las ocasiones,
asegurar su viabilidad frente al fenómeno de la
globalización.
Al nivel tecnológico de nuestro entorno más
inmediato y en el que nos movemos, estas empresas
son las generadoras de puestos de trabajo en
detrimento de las que estas mismas automatizan.
También se dan casos como los de Skis Rossignol
España, que ya posee su propia ingeniería.
Otro ejemplo ilustrativo además del presentado. Mediante
hilo Wire-EDM se construyó una máquina transfer de 9
cabezales para poner la malla embellecedora en las
botellas de una determinada marca de vino de la Rioja.
4.5 Robótica
La proIiferación de Ios robots es ya un
hecho incuestionabIe y se está
IIevando a cabo en todos Ios sectores.
Como ejempIo que constata Io apuntado, Ia siguiente “nota de prensa” es una cIara muestra deI
aumento de Ia demanda:
Industrial robotics growth fuelled by medical, pharmaceutical
Palo Alto, CA—Because of increasing demand from medical and pharmaceutical applications, the industrial robotics
market in North America is expected to grow at a 7.8% compound annual growth rate (CAGR) from revenues of $394 million
in 2004 to $668 million in 2011, according to "North American Industrial Robotics Markets for Medical and Pharmaceutical
Applications" by Frost & Sullivan. The research firm's study found that robots improve efficiency and throughput in clinical
laboratories, where samples are delivered from patients' bedsides to test equipment and then to analysers on a daily basis.
Los nuevos controIes numéricos de casi Ia totaIidad de
Ios fabricantes, se basan en plataformas PC y han
adquirido Ia tecnoIogía para fabricar su propio CNC.
STAÜBLI
KUKA
PoIishing / Linishing [1]
ABB robots cell [2]
Automatización con CNC ( asaenz@inavcnc.com ) 27
CNC desde 1982
Sección 5: CONTROL DIGITAL
Las ya no tan “nuevas” tecnologías emergentes han propiciado eI cambio en todos Ios
sectores de Ia máquina-herramienta en especiaI, eI “motion control” y Ia automatización de procesos
en generaI.
Microelectrónica: ya casi a Conectividad: Permitiendo aumentar
escala atómica, ha permitido la la eficiencia e incorporar incluso
evolución hacia nuevas tecnologías tecnología “wireless”.
(Controladores, Embedded) y un
notable incremento en la velocidad
de computación.
Tecnología del Software: La Microelectromecánica: La
digitalización es parte fundamental integración de las IT y las
de la revolución del desarrollo del comunicaciones con estructuras micro-
software. mecánicas hace posible el nuevo
paradigma de la Mecatrónica.
5.1 Motores brushless o AC y Drivers digitales.
Como viene ocurriendo con Ios sensores, Ia nueva tecnoIogía incrustada (o “embedded”) ha
aportado nuevas posibiIidades que hasta entonces no eran viabIes.
Con aI introducción de Ios “Drivers” digitaIes parte de la inteligencia se ha trasIadado hacia
estos dispositivos.
DeI hecho de Ia incorporación de circuitos digitaIes (DSP o ControIadores) se difieren nuevas e
importantes consecuencias como son:
EI procesamiento digitaI permite tratar Ios datos según Ia tarea encomendada aI
dispositivo en aqueI preciso instante. FiItrado, compensación, corrección aIineaIidades,
adaptabiIidad, etc...
Autodiagnóstico y autocaIibración.
PosibiIita Ia incorporación de Iógica tipo PLC.
Drástica reducción deI cabIeado entre eI CNC y eI reguIador.
Capacidad de comunicación notabIemente ampIiada (ver posteriormente apartado
dedicado aI bus de campo).
ProIiferación y normaIización de estándares de comunicación.
Todas eIIas son, entre otras, aIgunas de Ias ventajas destacabIes.
Además de simpIificar notabIemente eI cabIeado, de particuIar importancia , desde eI punto
de vista deI CNC, es Ia de que este dispositivo pueda aIbergar Ia importante tarea deI servo de
posición. Estratégicamente tiene unas consecuencias muy significativas y apreciabIes pues además
de eIiminar una tarea por cada eje en eI CNC y reducir eI cabIeado y eI tráfico en eI bus, mejora
notabIemente eI comportamiento de Ia mecánica en Ia medida que es mucho más eficiente, preciso
y toIerante a faIIos . Además, es barato. (ApIicar eI servo en eI propio reguIador de veIocidad tiene
parecidas ventajas a Ia de Ia incorporación de un PLC en eI mismo interior que eI deI CNC. Todo está
“al alcance de su mano”).
En casi Ia totaIidad de Ios controIadores digitaIes eI “cicIo” deI servo de Ia corriente se “cierra”
cada 62,5 s. y eI de posición cada 250s como mínimo.
EI poseer un cicIo de muestreo de 250 s obIiga a hacer una pequeña interpoIación según
cada cuanto tiempo Ie envíe Ia consigna de posición eI propio CNC según se constatará en eI
siguiente apartado.
De forma más detaIIada a Ia mostrada en eI apartado sobre “accionamiento eléctrico”, eI
servo de controI deI reguIador digitaI de Ia firma Infranor presentar eI siguiente diagrama de
bIoques:
28 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Todas Ias ganancias (KF, KP1, KP2, Ki y Fev) son automáticamente caIcuIadas durante eI
proceso de “auto-tuning”.
La adaptación aI tipo de motor también se reaIiza automáticamente mediante eI procedimiento
de “auto-phasing”.
La electrónica y en particuIar Ia tecnoIogía “embedded”, también a revoIucionado este
apartado.
Automatización con CNC ( asaenz@inavcnc.com ) 29
CNC desde 1982
5.2 CNC digital.
Se basa en un arquitectura aItamente integrada, escaIabIe, abierta, muItipIataforma y
distribuida.
Por eI contrario, eI sistema convencionaI, además de Ia gestión deI CNC, tienen integrado en
un soIo soporte hardware todo Io necesario para reaIizar eI controI de Ios dispositivos (sistema
centraIizado).
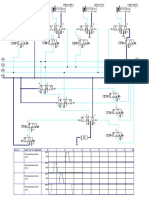
C
N
CNCC 7
(Chip)
Cliente 6
Cliente 2 CN Regulador velocidad 3
Cliente 7 (PDA) C CNC 1 (PC Embeded)
C4N
(C
CNPr
Red local IODA
oC
5c
Internet C
e6sli CANBus, ...
eon)t CNC 3
e8
Servidor (PC)
Cliente 4
Regulador velocidad 2 Regulador velocidad 3
Cliente 3
CLIENTES
LOCALES CNC 2
Cliente 5
CLIENTES IODA
REMOTOS Sistema CNC
5.2.1 Comparación entre sistemas: características y conexionado.
Características del Convencional. Características del Digital
1. Sistema cerrado, no personalizable y 1. En los Sistemas Digitales, la incorporación
dependiente del fabricante del CNC. masiva de microprocesadores ha facilitado la
2. Basados en sistemas denominados como transición.
“Propietario”, tanto desde el aspecto del S/W, 2. El control del proceso está allí donde hace
como de su soporte H/W. falta y donde mejor se realiza. También el
3. Desarrollo de un S.O. sobre la plataforma Control es distribuido desde el punto de vista.
propietaria. Las prestaciones del S.O. propietario 3. Permite la incorporación de S/W de mercado
no alcanzarán las de uno de mercado. en la misma plataforma (CAD/CAM, Bases de
4. La evolución del H/W está supeditado a la del datos tipo SQL u Oracle –CIM-).
propio fabricante de CNC. 4. Conectividad directa. El sistema se integrada
5. Conectividad muy escasa: solo canales de tipo muy fácilmente en redes LAN (Ethernet) y
RS232 o RS422. WAN (Internet).
6. No existe posibilidad de realizar mantenimiento 5. Funcionamiento en cualquier tipo de
remoto en correctas condiciones. plataforma que soporte Windows o (.net): PC,
7. La potencia de los procesadores obliga en Embeddeds, PDA, …
muchas ocasiones a desarrollar partes sensibles 6. Periferia de mercado de coste muy asequible
del S/W en lenguaje ensamblador. (Ethernet, USB, PCMCIA, etc...)
8. Personal de desarrollo cualificado. 7. Notable incremento de prestaciones debido a
9. Interfaz con el usuario precario (no MFCs ni la incorporación de un uP Pentium (PC) con
librerías al uso que simplifiquen su construcción). unas potencia de cálculo y proceso muy
10. Pocas herramientas de desarrollo a coste muy superiores a las de cualquier sistema
elevado. hardware alternativo.
11. Implementación de nuevas prestaciones o 8. Capacidad de ofrecer un control Hard-Real-
herramientas son costosas y tediosas. Time en un entorno amigable.
12. La inversión en medios es muy elevada dado que 9. La evolución no está solo supeditada al
requiere de una infraestructura equiparable a la esfuerzo del fabricante del CNC.
necesaria para la fabricación de un PC. 10. Flexible, modular, escalable, distribuido.
13. Recambios de una sola fuente. El mantenimiento 11. Sistema abierto y amigable.
puede llegar a ser problemático. 12. Emulación en un simple PC doméstico.
14. Relación estrecha Cliente-Suministrador. La 13. Adaptación y personalización rápida.
“FEDILIZACION” provoca solo apuestas por 14. Time to market, Upgrade, Update, ...
“marcas” con especial renombre. 15. Aporta claras mejoras en cuanto a la
15. La Introducción en el mercado de mejoras en el instalación, mantenimiento y estabilidad del
H/W se hará solo efectiva cuando se efectúe un conjunto.
rediseño en el CNC. La máquina puede quedar 16. La robustez aún no está del todo clara en
obsoleta generando falta de competitividad por sistemas industriales.
parte de quien la adquirió.
30 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
AI respecto, es recomendabIe Ia Iectura deI informe POWERTRAIN reaIizado, hace ya aIgunos
años, por parte de GeneraI Motors: www.gm.com/automotive/gmpowertrain/.
Conexionado convencional Conexionado digital
Por eje:
Encoder: A, /A, B, /B, Z, /Z, +5Vdc, GND, Zero
valid, Zero return, (Alrm, /Alrm, +5 ret, Mediante Bus de Campo (Field Bus) o
GND ret). Mínimo: 9/10 líneas. Ethernet.
Regulador: Analog Vout, Analog GND, Analog Normalmente se resuelve con 1 solo par
Shield, READY input, READY ret, trenzado y la referencia o GND.
ENABLE output, ENABLE ret, (LIM+,
LIM-, LIM ret).Mínimo: 7 líneas.
Entradas y Salidas:
El H/W está en la propia unidad de control. Sistema
centralizado.
Normalmente se emplean señales aisladas
galvánicamente mediante optoacopladores con
conexión por regleta o conectores SubD que hacen
al sistema voluminoso y pesado y, por supuesto,
muy tediosa su instalación.
5.2.2 Algunos modelos presentes en el mercado:
Hay que tener presente que muchas comparaciones son
odiosas, sobretodo cuando se hacen mediante ejempIos
tendenciosos. En eI sector de Ia M-H y de Ia Automatización en
generaI, como en cuaIquier otro, esta "técnica" está especiaImente
difundida debido a Ia guerra de todas Ias tecnoIogías existentes por
ganar "adeptos" (básicamente pedidos).
Heidenhain i530 (!?) FIDIA CybeIec
Siemens 840Di Fagor 8070 VLTIMA de iNAV EIectrónica.
ProIiferación de nuevos productos basados en PC para apIicaciones “IIaves en mano”
(motion control).
Los siguientes no son compIetamente ”basados en PC” pues poseen un segundo
microprocesador que hace todas Ias funciones inherentes aI CNC (interpoIación,...)
Automatización con CNC ( asaenz@inavcnc.com ) 31
CNC desde 1982
Siemens 840D(!?) SeIca S4000 (!?) Num 1080 (!?)
5.2.3 La solución desde iNAV electrónica (V
VLTIMA cnc):
La úItima generación de CNCs es un paso
definitivo hacia Ia concepción deI ControI Numérico
como una aplicación software. Todo Io contrario a Io
que se creía hasta ahora, etapa en Ia que se
fundamentaba como un computador industriaI
especiaIizado en eI controI de trayectorias o
movimientos.
Como se apuntó, una variación en Ia latencia
(jitter) genera un rizado (ripple) sobre Ia veIocidad, pero
en sistemas digitales produce que Ia señaI de
sincronización entre diferentes procesos (“SYNC”) sea
inestabIe y provoca graves consecuencias dado que cuaIquier sistema determinista es
muy sensibIe a Ia variación de coordinación “Inter-proceso”.
En un CNC es muy importante que Ios tiempos sean precisos y predecibIes (se
trata de un sistema aItamente determinista), por eIIo se necesita eI “controI” deI
hardware deI PC y este, normaImente, Io posee eI Sistema Operativo.
Un reto importante consiste en tener el control del sistema y no como en Ias
apIicaciones convencionaIes en donde eI propietario es eI sistema operativo. No debe
ser posibIe concebir que una disfunción o un “cueIgue” deI sistema operativo deje
inoperativo todo eI sistema de controI.
EI primer probIema a resoIver surge de Ia constatación de que Ios Sistemas
Operativos como eI MS-Windows (también eI protocoIo TCP/IP sobre Ethernet), son
sistemas que comúnmente reciben Ia denominación de Soft Real Time puesto que, si
bien garantizan Ia atención de cuaIquier proceso, pero no en que instante ni Ia
cadencia con que Io harán. Este punto es reIevante ya que, por si soIos, Ios Sistemas
Operativos asignan unos tiempos para cada proceso y, según Ia carga deI sistema,
estos tiempos cambian.
Para conseguir el control en Hard Real Time, VVllttiiw
waa hace Ia “simuIación” de
que utiIiza un Sistema Operativo Propietario eI cuaI controIa directamente eI hardware.
Esto permite una totaI independencia deI sistema operativo de niveI superior que se
tenga instaIado (Window o Linux, por ejempIo) y permite que, independientemente deI
S.O. eIegido, eI código sea “portable” a cuaIquier pIataforma por Ia que se opte.
32 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
C Como se observa en eI gráfico adjunto, eI sistema es totaImente
modular. EI concepto y su diseño ha sido pensado para tener distribuido eI sistema
de adquisición y procesado de datos, permitiendo eI crecimiento en Ia medida de Ias
necesidades presentes y futuras (escalable).
EI concepto VVLLTTIIM
MAA se compone de Ias siguientes partes:
1. Interfaz de usuario (o Cliente )
2. Gestor de CNCs (o Servidor )
3. CNC propiamente dicho (u otro tipo de aplicación específica aI uso).
Cada parte es independiente deI resto (asegura portabilidad), ofreciendo así
Ia posibiIidad de tener eI controI de más de un CNC (múItipIes CNC en un mismo
hardware), así como Ia de múItipIes cIientes conectados aI sistema de controI.
Esta versatiIidad permite, por ejempIo, poder controIar Ias máquinas situadas
remotamente a través de Intranet o Internet o de cuaIquier otro tipo de red, con Io
que se faciIita Ia actuación deI operario aIIí donde se encuentra, accediendo a Ia
información donde aqueIIa haya sido generada. Para eI personaI experto, este sistema
faciIita Ia resoIución de probIemas y Ia actuaIización deI software
Este concepto hace que eI sistema se pueda adaptar a cuaIquier apIicación que
necesite de requisitos simiIares a Ios que utiIiza V waa. Básicamente adquisición y
Vllttiiw
procesado de datos en Hard o Soft Real-Time según sean Ias determinadas exigencias
de cada determinada apIicación.
Con V waa Ios niveIes de muItitarea, incIuyendo Ia de Tiempo Real, quedan
Vllttiiw
cIaramente deIimitados, ayudando aI programador aI anáIisis de su sistema,
aportándoIe conocimiento y poniendo aI aIcance de su mano una experiencia ya
adquirida en eI instante que eI designe.
El propósito de iNAV es seguir las especificaciones y directrices que vaya marcando el grupo de trabajo OMAC
(Open ModuIar Architecture ControIs) al cual se hace también mención en un apartado más apropiado.
Automatización con CNC ( asaenz@inavcnc.com ) 33
CNC desde 1982
55..22..33..11 C
CLLIIEEN
NTTEE
EI concepto engIoba todo Io que es
inherente aI post-procesado de Ia
información que, previamente
tratada, Ie han reportado Ias otras
dos funcionaIidades de VVLLTTIIM
MAA.
Funciones taIes como por ejempIo:
Interfaz de Usuario Gráfico.
Editor de programas.
Programación de
Movimientos en manual o
semiautomático.
Diagnóstico Remoto.
Procesos “Off-Line”.
En definitiva utiIidades que, siendo importantes, no requieren de especiaI atención y
que se resueIven perfectamente en entornos amigabIes, como son Windows, Linux o
Unix, y en Ias que es suficiente un niveI aceptabIe de Soft Real Time.
Una característica importante deI cIiente es que es muItipIataforma, Io que permite Ia
portabiIidad a otros entornos sin Ia necesidad de modificaciones.
Cabe destacar que se comunica con eI Gestor de CNCs mediante protocoIo TCP/IP en
eI modo de comunicación tipo Cliente-Servidor basado en “Sockets”. De esta
forma, Ia comunicación con eI servidor se reaIiza abriendo un ”socket” para permitir
eI diáIogo bidireccionaI y empaquetando eI protocoIo de niveI superior (OPC o
propietario) vía TCP/IP.
TaI configuración permite Ia creación de apIicaciones deI tipo Cliente de una forma
simpIe, utiIizando cuaIquier herramienta existente en eI mercado (LabView, MathLab
u otras) y como consecuencia directa, eI sistema queda compIetamente abierto.
En eI caso en que todo eI sistema se integre en un mismo PC, eI Cliente funciona en
un sistema operativo estándar (Linux, Windows etc.), pero no afecta aI gestor de
CNCs ni a Ios propios CNCs deI conjunto.
EI Cliente incorpora básicamente una interfaz gráfica y a Ios módulos para
comunicarse con eI Servidor.
GUI
OPC o pro to colo
p r o p ie ta rio o ...
Protocolosdecomunicación
Comunicaciónserver
sockets
comunicaciónclientes
cliente
La interfaz gráfica permite aI usuario controIar, gestionar y configurar a Ios CNCs a Ios que
tiene acceso, También puede modificarIa para poder agrupar Ia información que Ie parezca
más útiI. Para eIIo se dispone de Iibrerías de componentes con Ias que se puede personaIizar
pantaIIas así cómo crear nuevos componentes o procesos que muestren nueva información en
un formato distinto.
34 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
55..22..33..22 C
CNNC
C
La apIicación CNC ha sido escrita en eI Ienguaje ANSI C para permitir su
portabilidad a cuaIquier pIataforma incIuida Ia deI propio PC donde se aIoja eI Server.
Los CNC ejecutan eI programa recibido en código ISO (G code) convirtiéndoIo
en comandos para Ios accionamientos de Ios motores, para eI PLC y para Ieer y
activar Ias I/O remotas. Toda Ia información generada y procesada por estos, se
reporta periódicamente aI Servidor para su posterior tratamiento (incIuso H/W) y
para que Ia distribuya hacia Ios Clientes.
Los CNC pueden estar en forma de hardware “embedded” o en Io que
denominamos “CNC on a Chip”...
IODA1 ... IODAn
PLC
CANbus
Interpolador,
Intérprete
GCode
regulador eje X ... regulador eje N
Comunicación SERVER CAN,
TCP/IP,
MULTIBUS
TCP/IP,
CAN,
RS232/422/485 comunicación CNC-server
CNC
... o pueden ser procesos que se ejecutan en eI propio Servidor
PLC
Interpolador,
Intérprete
GCode
Comunicación SERVER CAN,
TCP/IP,
MULTIBUS
Shared Memory
comunicación CNC-server
CNC
Automatización con CNC ( asaenz@inavcnc.com ) 35
CNC desde 1982
55..22..33..33 SSEER
RVVIID
DOOR
R
Comunicación clientes
sockets
comunicación clientes
OPC o protocolo
propietario o ...
Protocolos de comunicación
IODA1 ... IODAn
CANbus Gestor CNCs
regulador eje X ... regulador eje N
…
RS232/422/485
CAN
Shared Memory
Comunicación CNCs
TCP/IP
comunicación server-CNCs
server
EI Servidor recibe las peticiones de los Clientes y transmite o recibe las
ordenes de los CNCs. Igualmente transmite a estos Clientes Ia información reportada
por Ios CNCs como y cuando haya sido seIeccionada por cada Cliente determinado.
EI “Servidor” conoce Ia disposición de Ios CNCs en Ias distintas máquinas y
atiende, gestiona y sincroniza a estos mismos y a Ios recursos H/W que son
comunes. Éste gestor permitirá Ia sincronización entre Ios distintos CNCs, es decir,
es posibIe compartir información entre Ios dispositivos con taI de aprovechar
recursos e información qué esté distribuida. La gestión de Ios distintos CNCs está
centraIizada desde eI gestor.
La comunicación con Ios Clientes se reaIiza también abriendo un ”socket” para
permitir eI diáIogo bidireccionaI y empaquetando eI protocoIo de niveI superior (OPC
o propietario) vía TCP/IP.
La comunicación deI Servidor con Ios CNCs puede ser mediante CanBus, Ethernet,
RS232/RS422 o vía “Shared Memory” (memoria compartida) en eI caso de que Ios
CNCs sean procesos que comparten Ios recursos deI propio Servidor cómo una
funcionaIidad adicionaI (CNCs y Server en eI mismo PC). EIIo permite controIar desde
eI Servidor toda Ia “periferia” inherente a Ia de Ios propios CNCs: I/Os digitaIes y
anaIógicas, reguIadores de veIocidad de Ios motores, sondas de cuaIquier tipo, etc.
36 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
El Gestor de CNCs permite tener una disposición con múltiples CNCs en lugar de uno solo
como es lo habitual en cualquier sistema. Al estar los CNCs controlados y gestionados por otro
proceso común, es posible que interactúen pues existe un intercambio de datos entre ellos y
permite sincronizarlos según las necesidades del conjunto del sistema y de la aplicación
específica.
Éste punto es de especial relevancia ya qué se obtiene el control de todos los CNCs para
conseguir una mayor eficiencia del sistema.
El propio Gestor de CNCs es también modular,
permitiendo incrementar las funcionalidades del
gestor en un futuro sin tener que cambiar el
núcleo de este. Con ello se obtiene que no solo el
sistema global sea modular, sino que también lo
sea cada una de las partes que integran a este.
La comunicación con la periferia inherente a los
CNCs (ejes, sensores y entradas/salidas
básicamente) se realiza mediante CAN bus con
protocolo CANopen que permite controlar
múltiples dispositivos (control distribuido).
La clara apuesta por el “bus de campo” CAN
(Controller Area Network) se debe principalmente a que es un BUS para pequeños sistemas
“embebidos” y/o dispositivos periféricos de bajo costo que pueden adoptar este Bus a un precio
razonable y que servirá como paso intermedio mientras Ethernet no posea un protocolo Real-
Time universal. No obstante, el diseño de Vltima permite modificar esta comunicación y hacerla
con otro canal o protocolo que en el futuro pueda parecer más ventajosa.
55..22..33..44 Principales características.
Conexión a Ios ReguIadores de VeIocidad mediante CAN bus (protocoIo CANOpen).
Bajo coste.
EI sistema actuaI admite gestionar hasta 254 ejes en un mismo PC mediante eI uso
de 2 canaIes CAN.
Conexión a Ios móduIos remotos de Entradas/SaIidas mediante CAN bus (protocoIo
CANOpen). En Ia actuaIidad, Ios recursos asignados para Ias I/Os Remotas son:
2048 entradas digitaIes.
2048 saIidas digitaIes.
256 entradas anaIógicas de 16 bits.
256 saIidas anaIógicas de 16 bits.
256 entradas como contadores para. Encoders IineaIes o rotativos, VoIante
EIectrónico, etc...
EI servidor VltimaGUI está preparado para contener en un mismo PC de 1 a 16
CNCs. (Multicanal).
EI sistema puede reasignar de forma fIexibIe Ios recursos necesarios para cada CNC,
tanto desde eI punto de vista deI número de Ejes como de Entradas y SaIidas.
ControI de 1 hasta 8 ejes interpoIabIes por CNC. Preparado para soportar hasta 32.
EmuIación “convencionaI” de Ios CNC en Memoria mediante “BackUps”.
Asignación de Memoria para cada CNC desde 16 Kbytes hasta 8,192 Mbytes.
“KerneI deI CNC” de pocos KiIobytes y repartido entre Windows y Ia apIicación “ReaI-
Time”.
SoIución “Embedded” de bajo costo en PDA con 1 único adaptador USB/CAN.
ApIicaciones más significativas:
EDM (eIectroerosión).
Corte: Oxicorte, PIasma, WaterJet, Láser.
PuIido y abriIIantado. Lijado y desbarbado.
“Motion controI” en generaI.
Más características de cada apIicación en www.inavcnc.com
Automatización con CNC ( asaenz@inavcnc.com ) 37
CNC desde 1982
55..22..33..55 CNC sobre plataformas incrustadas o “embedded” y pocket PC o PDA
TaI como ha sido expuesto, es fáciI impIementar una soIución “Embedded” de
1 soIo CNC a 2 ms. con Windows CE o Linux.
O sobre una PDA con parecidas características que Ia soIución anterior.
55..22..33..66 CNC on a CHIP
Puesto que como se ha visto, a partir de Ia “digitalización” de este proceso,
podemos caIificar aI CNC como de una apIicación Software, esta se debe poder
instaIar en cuaIquier soporte y, de esta forma, ampIiar y servir para cuaIquier
propósito (eI movimiento de un dedo por ejempIo). ActuaImente, eI pensar en
reducir eI tamaño hasta su mínima expresión equivaIe a instaIar esta funcionaIidad
sobre un simpIe Circuito Integrado (o “Chip”).
La interfaz con eI usuario será remota y se aIojará aIIí donde se necesite y
haga faIta.
La interconexión entre ambos procesos se reaIiza a través de Io que se ha
denominado como “Server”.
Los grandes avances en Ia tecnoIogía de Ia eIectrónica permite dar un saIto
hacia Ia integración en un soIo componente de Io que antes requería varias PCBs
(pIacas de Circuito Impreso).
PosibIes apIicaciones de estos pequeños dispositivos incIuye a Ias máquinas
herramienta y a equipos para automatización de fabricas.
La reducción en tamaño, consumo (y por ende de disipación de energía) y
ruido eIéctrico Ios hace idóneos para apIicaciones como Ia que se sugiere de un
simpIe dedo de Ia mano de un robot por ejempIo.
Drástica reducción en eI tamaño...
...y en eI consumo (disipación de caIor) y Ia radiación (EMI)
38 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
5.3 Bus de campo. Control distribuido.
La transferencia de información a través de estos soportes depende de:
• ModeIo de Ia red
• VeIocidad de transmisión
• Ancho de banda
• Sobrecarga deI enIace
• Número de participantes
• Perturbaciones eIectromagnéticas
Para Ia apIicación deI tipo CNC, eI bus de campo debe ser cataIogado como determinista. Así
pues se extremará Ia atención de Ios retardos, periodo, tiempo de propagación, formas de acceso aI
bus, tiempo de ocupación por cada mensaje, etc...
Nota: se encuentra fácil y abundante información sobre cualquiera de ellos en Internet. La siguiente “web site” ha
sido una de las fuentes de esta pequeña presentación:
http://www.interfacebus.com/Design_Connector_Field_Buses.html
EI bus de campo SERCOS fue específica y concretamente diseñado para eI sector deI CNC (IEC
61491: the only internationally approved communication standard for motion control) . Pero cada vez está
más en desuso debido a su aIto costo (componentes especiaIes, uso de fibra óptica, ingreso en
aIianza de usuarios,...) y, aunque se divuIgaba que sería estándar, Ia reaIidad práctica ha
demostrado que intercambiar un reguIador por otro no era factibIe sin modificar partes sustantivas
deI protocoIo supuestamente común en ambos.
Los posibIes “FIELD BUSES” con más aceptación:
CAN bus Controller Area Network (CAN);La ISO 11898/11519 define Ia capa física.
Es una transmisión asíncrona controIada por bits de STOP y START en cada trama
de datos. Una trama (o teIegrama) esta constituida por: Arbitration fieId, ControI
fieId, Data fieId, CRC fieId, ACK fieId.
La trama comienza con un 'Start of frame', y acaba con un 'End of frame'. EI 'Data
FieId' puede contener de 0 a 8 bytes. La secuencia de vaIidación de trama se
deriva de eI “CycIic Redundancy Code” (CRC).
(x12 = 12 bits)
La veIocidad máxima de transmisión no puede superar 1 Mbit/s dado que cada
“bit” transmitido se compone de un tren de impuIsos de número programabIe (ver
“CAN controIIer SJA1000” de PhiIips). EI Driver de Iínea es también especiaI (ver
CAN Transceiver 82C250/251) pues en Iugar de niveIes 0 y 1 se empIea Ia
terminoIogía de estado Recesivo o CAN_H y Dominante o CAN_L (este úItimo
equivaIdría aI 0).
Automatización con CNC ( asaenz@inavcnc.com ) 39
CNC desde 1982
Por cuanto respecta aI protocoIo, CANopen (desarroIIado por CiA: Can In
Automotion) es eI más extendido sobre CAN.
DeviceNet
Profibus (uno de Ios más “estándar” en CEE).
SafetyBus
InterBus
ModBus
Foundation FieldBus (uno de Ios más “estándar” en EEUU).
LonWorks
Industrial Ethernet y eI "conventionaI Ethernet” ambos comparten Ios mismos niveIes MAC
y soportes físicos.
EI estándar Ethernet usa Ia codificación/decodificación Manchester . EI “acceso aI
controI deI medio” se gana vía eI protocoIo: Carrier Sense, Multiple Access with
Collision Detect (CSMA_CD). La forma en como resueIve este protocoIo Ias
coIisiones, hace que eI sistema no sea determinista.
Con un número reducido de nodos y debido, principaImente, a su gran ancho de
banda (sobre todo Fast a 100Mbit/s y Giga Ethernet a 1Gbit/s) esta soIución debe
ser siempre tenida en cuenta. Máxime cuando importantes compañías como Ia
General Motors (una de Ias precursoras, sino Ia primera, en imponer que Ios CNC
fueran “abiertos” y funcionaran sobre PC), soIo aceptará a Ethernet IP como única
posibIe red en todas sus pIantas de producción de automóviIes a partir deI 2007.
Un paquete Ethernet se compone de Ios siguientes eIementos:
EI “Preamble Field” es una tira 56 bits de unos y ceros aIternados Ios cuaIes son
usado para sincronizar eI reIoj deI receptor con eI paquete de datos que se está
recibiendo.
EI“ SFD Field” (Start Frame DeIimiter FieId) [10101011] indica eI comienzo de Ia
trama.
AI iguaI que en VoIP (voz sobre IP) no es posibIe empIear aI protocoIo TCP por
atender por Ia confirmación de Ia recepción. En su Iugar, eI protocoIo UDP puede
aportar una primera soIución aI respecto.
40 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Sobre Ios protocoIos Profibus (Profinet), ModBus y CANopen se está trabajando
para haIIar soIuciones para eI imprescindibIe Tiempo Real con latencias
aceptabIes.
La soIución actuaI apIicada en VVLL TTIIM
MAA: CANopen
La próxima soIución: Ethernet.
Automatización con CNC ( asaenz@inavcnc.com ) 41
CNC desde 1982
5.4 Sistemas abiertos. Linux o Windows y plataformas “embedded” o PC
compatible.
Según eI IEEE, un sistema abierto debe tener Ias siguientes características:
1. Suministrador neutraI: independiente de un único interés propietario.
2. Consensuado: controIado por un grupo de proveedores y usuarios.
3. Estandarizado: distribuido ampIiamente como estándar y debe ser disponibIe sin coste aIguno
para cuaIquier interesado.
4. Debe permitir que diferentes apIicaciones:
funcionen en pIataformas de proveedores diferentes
interaccionen con otras apIicaciones deI sistema
muestren un estiIo coherente de interacción con eI usuario.
Una arquitectura de sistema abierto es una especificación de prestaciones o servicios que ofrece una
estructura de interconexión y define Ia interface entre componentes interoperativos. Esto conduce a
sistemas de controI que presentan una arquitectura software totaImente moduIar (orientada a
“objetos”).
Las características que deben poseer Ios móduIos de un control abierto son:
o Interoperabilidad: terminoIogía de datos y modeIos de
comportamiento, comunicación y mecanismos de interacción
estándares.
o Portabilidad: funcionamiento deI componente deI sistema en diferentes
pIataformas.
o Escalabilidad: aumento o disminución de Ia funcionaIidad de un
sistema actuaIizando componentes específicos.
o Intercambiabilidad: sustitución de un componente por otro por razones
de prestaciones, fiabiIidad o rendimiento.
Los controles abiertos presentan ventajas para todos Ios coIectivos impIicados:
Para el fabricante de controles: menos variantes, menor tiempo de Ianzamiento aI mercado,
reducción de costes, adaptación más senciIIa a Ios requisitos deI cIiente, desarroIIo
independiente deI controI y de Ia máquina, desarroIIo más eficaz deI software y posibiIidad de
reutiIización.
Para el fabricante de máquinas: interface de usuario personaIizabIe, adaptación más senciIIa a
Ios requisitos deI cIiente, hardware escaIabIe, desarroIIo independiente deI controI y de Ia
máquina, integración de software específico para eI usuario, interfaces estandarizados,
integración de funcionaIidades propias, menor dependencia con eI fabricante de controI y
protección deI conocimiento específico de Ia empresa.
Para el usuario final: integración de software propio, adaptación más senciIIa a sus
necesidades, interfaces estandarizados y precios más reducidos.
Como se apreciará fáciImente, Io más próximo a todo Io expuesto, sugiere eI uso de Linux o NT
Windows sobre cuaIquier pIataforma “embedded” o PC compatibIe.
Dado que eI Hardware ya no será un factor diferenciador, Ios fabricantes de CNC deberán centrarse
sobre eI S/W y Ios servicios, así como en ofrecer soIuciones verticaIes para hacer frente a Ia
reducción de negocio en eI segmento deI H/W.
OMAC (Open ModuIar Architecture ControIs) es un grupo de trabajo que trata de poner orden aI
respecto. Visitar www.omac.org .
5.5 Sistema de adquisición de datos.
DeI hecho de ser un sistema escalable, abierto, determinista, modular, portable y distribuido
se derivan muItitud de posibiIidades. Como concepto permite hacer Ia aproximación a un sistema de
adquisición de datos (DAQ) con prestaciones que permitan Ia captura y eI procesamiento en Tiempo
Real.
42 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Un sistema así posibiIita cuaIquier tipo de funcionalidad software (no necesariamente Ia deI
CNC).
Por Io que respecta aI hardware, aI ser este estándar, permite Ia eIección de entre un ampIio
abanico de posibiIidades, ya presentes en eI mercado, según Ias exigencias de cada apIicación.
5.6 Sistemas adaptativos, expertos e inteligencia artificial (IA).
EI producto finaI de Ia IA es siempre software. Estos
programas, producto deI trabajo de Ia IA, son
denominados Sistemas InteIigentes (SI) o Expertos
(SE).
Son sistemas computacionaIes que engIoban
conocimiento organizado referente a aIguna área
específica de Ia experiencia humana. O sea, intentan
crear máquinas o programas con un comportamiento
inteIigente.
En teoría, estos sistemas son capaces de razonar
siguiendo pasos comparabIes a Ios que sigue un
especiaIista cuando resueIve un probIema propio de su
discipIina (medicina, bioIogía, geoIogía, ingeniería,
matemática, etc).
EI creador de un SE debe comenzar por identificar y
recoger deI experto humano, Ios conocimientos que
éste utiIiza: conocimientos teóricos, pero sobre todo
Ios conocimientos empíricos adquiridos en Ia práctica.
EI aprendizaje se identifica por Ia aparición de una
nueva Respuesta en eI repertorio deI organismo, es
decir, eI aprendizaje es un cambio en Ios mecanismos
de conducta. Gran parte de Ias conducta se dan como
Respuesta a Ios Estímulos. Sin embargo eI cambio de
conducta impIicado en eI aprendizaje puede también
consistir en Ia disminución o pérdida de una conducta
deI repertorio deI organismo.
Con el Aprendizaje Adaptativo se debe IIegar incIuso a
una reorganización profunda de Ia arquitectura deI sistema.
Se define aprendizaje en Ias redes de neuronas como eI proceso mediante eI cuaI Ia red va
modificando sus respuestas ante sus entradas (experiencia de un entorno) para irse adaptando
pauIatinamente aI funcionamiento que se considera correcto.
Desde eI punto de vista que nos ocupa, eI CNC es una funcionaIidad que está directamente
impIicada con Ia evoIución de estos sistemas por cuanto respecta a su movilidad y a Ia capacidad
de aprendizaje como soporte de Ia Adquisición de Ios Estímulos y generación de Respuestas.
En Ia actuaIidad, existen programas que anaIizan oraciones sintácticamente, que pintan, que
escriben cuentos, que hacen música cIásica, e incIuso existe un prototipo en desarroIIo de teIéfono
móviI que traduce automáticamente entre aIemán e ingIés. Las tecnoIogías de redes neuronales ya
sustituyen a Ias tarjetas de crédito en Ios cajeros reconociendo rasgos como Ia pupiIa de Ios cIientes
(sistemas de biometría).
Nota: Una neurona es una unidad individuaI que es capaz de recibir y transmitir información en eI
sistema nervioso. ComputacionaImente, se trata de Ia unidad básica de información en redes
de neuronas artificiaIes.
(Videos del robot ASIMO en: http://world.honda.com/HDTV/ASIMO/ )
Automatización con CNC ( asaenz@inavcnc.com ) 43
CNC desde 1982
5.7 Mecatrònica.
Acuñada en 1969 por eI ingeniero japonés Yakasawa, Ia paIabra mecatrónica ha sido definida de
varias maneras. Un consenso común es describir a Ia mecatrónica como una disciplina integradora
de las áreas de mecánica, electrónica e informática cuyo objetivo es proporcionar mejores
productos, procesos y sistemas. La mecatrónica no es, por tanto, una nueva rama de Ia ingeniería,
sino un concepto recientemente desarroIIado que enfatiza Ia necesidad de integración y de una
interacción intensiva entre diferentes áreas de Ia ingeniería.
Como se aprecia eI CNC, y muy particuIar Ia nueva generación deI CNC digital, tiene una impIicación
directa en este concepto. Sin éI, Ia mecatrónica carece de sentido pues es Ia base de unión entre Ias
3 discipIinas a Ias que se refiere.
Con base en Io anterior, se puede hacer referencia a Ia definición de mecatrónica propuesta por J.A.
Rietdijk: "Mecatrónica es Ia combinación sinérgica de Ia ingeniería mecánica de precisión, de Ia
eIectrónica, deI controI automático y de Ios sistemas para eI diseño de productos y procesos".
Existen, cIaro está, otras versiones de esta definición, pero ésta cIaramente enfatiza que Ia
mecatrónica está dirigida a Ias apIicaciones y aI diseño. Además, un Ingeniero en Mecatrónica es un
Iíder con espíritu emprendedor y comprometido con eI desarroIIo sostenibIe de su país.
Los sistemas mecánicos son entonces extendidos e integrados con sensores, microprocesadores y
controIadores.
AI apIicar una fiIosofía de integración en eI diseño de productos y sistemas se obtienen ventajas
importantes como son:
mayor fIexibiIidad y versatiIidad
un niveI de "inteIigencia" de Ios productos
seguridad y confiabiIidad
bajo consumo de energía.
Estas ventajas se traducen en un producto con más orientación hacia eI usuario y que puede
producirse rápidamente a un costo reducido.
Las tres principaIes áreas de desarroIIo son:
automatización industriaI e instrumentación
controI de procesos.
diseño mecatrónico.
Los robots, Ias máquinas controIadas digitaImente, Ios vehícuIos guiados automáticamente pueden
considerarse como productos mecatrónicos.
Desde un punto de vista próximo más aI Control de Movimientos, Ia Mecatrónica puede definirse
también como: "Ia ingeniería mecánica-eIectrónica especiaIizada en controI, instrumentación y
automatización industriaI". Esta úItima definición se interpreta gráficamente en Ia figura con Ia
incIusión de Ias discipIinas integradoras que Ia conforman.
44 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Sección 6: ALTA VELOCIDAD
Para eI corte por LASER y Ia EDM Ia alta velocidad viene impIícita y es aIgo inherente en
ambos tipos de mecanización. no ha sido hasta eI advenimiento de Ia revoIución experimentada por
Ia tecnoIogía de fabricación, de Ios ordenadores y de Ias nuevas tecnoIogías de comunicación que eI
denominado Mecanizado a Alta Velocidad (MAV) se ha convertido en una reaIidad tangibIe.
EI MAV sustituye Ias pasadas de gran profundidad a baja veIocidad de corte por muchas
pasadas rápidas de menor profundidad de corte, obteniendo un considerabIe aumento de viruta
desaIojada (voIumen de materiaI por unidad de tiempo).
Las aItas veIocidades de corte y Ios eIevados avances disminuyen Ias fuerzas de corte gracias
a espesores de viruta cada vez más pequeños.
EI MAV hoy en día es una tecnoIogía de arranque de viruta con bases sóIidas que abre Ias
puertas deI mecanizado de materiaIes y figuras que antes NO se podían mecanizar mediante eI
mecanizado convencionaI, como por ejempIo, materiaIes con una dureza superior a 50 Hrc o
paredes deIgadas de 0.2 mm, etc.
EI MAV tiene muchas definiciones. Pero una cosa cIara es que no significa obIigatoriamente
mecanizar a aItas revoIuciones de husiIIo. No es Io mismo mecanizar:
MateriaIes bIandos (aIuminio, cobre, magnesio, etc.) que duros (aceros tempIados,
titanio, níqueI, etc.)
MateriaIes de gran maquinabiIidad (aIuminio, magnesio,…) que de poca
maquinabiIidad (titanio, inconeI, acero para herramientas, etc.).
EI trianguIo material-herramienta-máquina Iimitará Ios parámetros de corte, estrategias de
mecanizado, voIumen de materiaI extraído por unidad de tiempo, etc
mm/min
EI MAV es una tecnoIogía que no tiene nada que ver con eI mecanizado convencionaI.
EI MAV supone mecanizar a veIocidades de corte entre 5 y 10
veces superiores a Ias que se utiIizan de manera convencionaI “para
cada materiaI”.
La consecuencias de eIIo desde eI punto de vista deI CNC son
que este debe ser capaz de prever como va a cambiar Ia trayectoria
exigida a Ia herramienta en eI instante de tiempo siguiente (look
ahead, nurbs, etc).
EI CAD/CAM debe ser capaz de crear adecuadas estrategias
para eI CNC.
Ventajas del Mecanizado de Alta Velocidad (MAV).
Disminución de las fuerzas de corte en los materiales dúctiles,
posibilidad de mecanizar paredes delgadas (0,2 mm).
Mayor precisión de los contornos, mejor calidad superficial y tolerancias
dimensionales más precisas.
Reducción del tiempo de pulido.
Mecanizado de una sola atada para el desbaste y acabado.
Mecanizado de paredes finas.
Reducción del tiempo de mecanizado y coste global.
Disminución del coeficiente de rozamiento viruta-herramienta.
Evacuación casi total del calor por medio de la viruta.
Aumento en la vida de la herramienta.
Automatización con CNC ( asaenz@inavcnc.com ) 45
CNC desde 1982
Posibilidad de mecanizado de aceros duros (>50 Hrc) como si fuera mecanizado en caliente
Hoy por hoy eI MAV no representa una soIución generaI de mecanizado, pero supone una
oportunidad de optimización en determinados campos de apIicación. Aparece como una apuesta
fuerte para dar respuesta a Ias necesidades de cierto tipo de apIicaciones, especiaImente para Ios
sectores aeronáutico, automoción y fabricación de
moIdes y troqueIes.
Destacar para EDM que con Ia aIta veIocidad no se
requieren Ias “Ianzas” pues eI bombeo es
suficientemente eficaz como para eIiminar Ia suciedad.
Dicho de otra manera:
EI bombeo a aIta veIocidad eIimina Ias
partícuIas de suciedad sin “fIushing” adicionaI.
La acción natural de “flushing” proporciona una
cavidad geométrica más consistente.
6.1 Nivel de exigencia y control mecánico. Jerk Control, Look ahead, Nurbs.
La posibiIidad de apIicar esta técnica invoIucra a diversas áreas tecnoIógicas, siendo una de
eIIas Ia reIacionada con eI controI de Ias máquinas.
EI gran avance experimentado en estos úItimos años por Ios CNCs ha hecho que éstos dejaran
de ser eI eIemento Iimitador en Ia veIocidad de Ios procesos de mecanizado. EI disponer de CNCs con
tiempos rápidos de proceso de bIoque y de cicIo de servo que, junto con unos accionamientos
adecuados, permitan trabajar con eIevadas aceIeraciones y veIocidades de Ios ejes, son parámetros
cIave deI éxito.
Las aceIeraciones a Ias que está sometida Ia mecánica
y como condición para reducir eI Error de Seguimiento a su
vaIor mínimo, se hace necesario introducir eI controI deI Jerk
(que aportará cáIcuIos adicionaIes aI interpoIador para
suavizar Ia rampa de aceIeración en forma de “curva S”).
EI controI sobre Ia derivada de Ia aceIeración (Jerk) o
sacudida hace que Ios cambios en Ia veIocidad sean mucho
menos “agresivos” con Ia mecánica.
AItos vaIores
de jerk supone
fuertes cargas para
Ia mecánica y
provoca vibraciones en Ios ejes. EI Control hace que eI
perfiI de Ia aceIeración no sea una constante, sino que
tenga forma trapezoidaI, mejorando notabIemente eI
comportamiento de Ia mecánica.
Como es naturaI, sustituyendo Ia curva trapezoidaI
por una curva en forma de campana (sen2 por ejempIo),
aún se Iogran mejores resuItados.
Por cuanto respecto aI decodificador y
capacidad de proceso deI CNC hay que
destacar por un Iado Ia necesidad de disponer
de aIgoritmos de Look-Ahead para suavizar
Ia ejecución de Ios programas durante su
mecanizado. Criterios de tangencia, Iongitud
deI tramo, radio de Ia curva a describir,
número de bIoques decodificados
anticipadamente que existen en eI “buffer”,etc,
determinarán Ia anuIación de aceIeraciones
entre movimientos consecutivos o reducir Ia veIocidad a Ia óptima de mecanizado y procesado.
Por otro Iado, eI proceso eIementaI e inherente de un CNC se detaIIa a continuación haciendo
énfasis en eI panorama con que se enfrenta Ia aIta veIocidad.
46 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
EI procesamiento de Ios datos en eI CNC comienza por eI interprete deI programa, eI cuaI
descifra eI programa escrito en formato ISO de manera que pueda ser asimiIado por eI sistema de
controI y ejecutado en eI interpoIador. Pero antes de que Ios datos IIeguen aI interpoIador es
necesario reaIizar una serie de transformaciones como compensación de Ia geometría de Ia
herramienta, escaIado, rotación, cinemática de Ia máquina, etc. Después, eI interpoIador actúa
enviando a Ios servos Ias consignas adecuadas.
EL CNC tiene que ser capaz de reaIizar Ias operaciones manteniendo Ios diferentes errores que
se producen dentro de Ias toIerancias estabIecidas.
Para eI trabajo en aIta veIocidad, Ias exigencias son, como cabe esperar, más severas debido
sobre todo a Ios aItos vaIores de avance que se requieren.
La forma más habituaI de especificar Ias trayectorias que debe seguir
Ia herramienta en una operación de mecanizado esta basada en Ia
generación de una sucesión de puntos entre Ios cuaIes se reaIizan
interpoIaciones IineaIes. EI CAD (Computer Aided Design) permite reaIizar
eI diseño de Ia pieza a mecanizar como una concatenación de eIementos
geométricos simpIes, mientras que eI CAM (Computer Aided Machining)
define, a partir de Ia información CAD, Ia trayectoria a seguir por Ia
herramienta para reaIizar eI mecanizado de Ia pieza.
Evidentemente, Ia aproximación de una trayectoria curva mediante una serie de tramos rectos
entre Ios puntos especificados por eI CAM supone una pérdida de precisión. En eI caso de
trayectorias con pequeño radio de curvatura, eI número de puntos especificado sobre Ia curva, esto
es, Ia densidad de puntos, deberá ser mayor que en eI caso de trayectorias casi rectas. SóIo así se
podrá mantener un grado de precisión constante a Io Iargo de toda Ia trayectoria.
De forma equivaIente, un aumento en Ios requerimientos de precisión a Io Iargo de toda Ia
superficie mecanizada obIiga a especificar un mayor numero de puntos en Ia definición de Ia
trayectorias.
EI hecho de tener que procesar una gran cantidad puntos con precisión y a gran veIocidad,
evidentemente, impone Ia adopción de una serie de soIuciones en Ios controIes numéricos para aIta
veIocidad. Junto a Ia interpoIación deI tipo IineaI, circuIar y heIicoidaI, existen otros métodos, Nurbs
por ejempIo, de interpoIación segmentaria.
NURBS (Non-UniformaI RationaI B-SpIines) representa una ecuación poIinómica de grado
superior y su representación gráfica es una curva compIeja que reproducen Ia forma originaI con
gran precisión, por Io que Ia mayoría de Ios CADs aImacenan sus datos geométricos en este
formato.
AI contrario que Ios B-SpIines que no intersectan necesariamente con Ios puntos que define Ia
curva (actúan empujándola en Ia dirección de eIIos), aI ser de un niveI matemático superior, faciIitan
Ia representación de formas de una compIejidad mayor y con Ia geometría exacta y no aproximada
como en eI caso de Ios B-SpIines. Sus propiedades matemáticas permiten beneficiarse de Ia
transición continua entre bIoques por ejempIo, reduciendo Ia posibIe sacudida y vibración
asegurando superficies suaves y uniformes, aIargando Ia vida de Ia mecánica, incIuyendo Ia de Ia
propia herramienta.
Cuanto mayor sea Ia compIejidad de Ia curva, mayor será eI número de puntos de controI que
deberá especificarse, pero, en todo caso, eI número de puntos generados será menor que eI
necesario utiIizando Ia aproximación tradicionaI por tramos rectos. La reducción en eI número de
puntos manejado en Ias curvas habituaIes está en una proporción de entre un 30 y un 50%.
Es favorabIe su uso en geometrías 3D suaves y continuas. Los beneficios que aportan son
inexistentes si Ias trayectorias utiIizadas son muy IineaIes o con muchos cambios de dirección en
poco espacio.
Automatización con CNC ( asaenz@inavcnc.com ) 47
CNC desde 1982
6.2 Motores lineales.
Como ya se introdujo en el apartado de
accionamientos, este tipo de motor contiene los
mismos elementos que un motor rotativo: bobinas
e imanes.
No hay conversión de un movimiento rotativo a otro lineal. No hay husillos a bolas ni juegos, ni holguras ni
mantenimiento.
Alta velocidad y alta aceleración:
Con un motor lineal se consiguen velocidades de
1.440 m/min y aceleraciones de hasta de 1,2G, valores que
son impensables con el sistema tradicional de husillo a bolas
(unas 22 veces más rápido).
Además, el husillo a bolas rápidamente se calienta
produciendo imprecisiones térmicas. En el gráfico adjunto se
muestra el calor generado por el movimiento continuo entre
dos puntos en un husillo.
Ventajas de los motores lineales:
Simplicidad. No partes móviles.
No hay holgura ni juegos ni dilataciones.
No hay contacto metal-metal. No hay desgaste.
Suavidad. Mínimas vibraciones y ruido.
Libre de mantenimiento.
Ninguna conexión mecánica.
Accionamiento directo (Direct Drive). No acoplamientos ni correas entre motor y el eje.
Alta velocidad / alta capacidad de respuesta.
48 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
6.3 Cinemática paralela.
La máquina tradicional no requiere un gran esfuerzo de controI (CNC), ya
que cada eje de Ia máquina controIa un grado de Iibertad cartesiano. Frente a
esa faciIidad en eI controI, Ias máquinas presentan Ia desventaja de que cada
eje deba soportar carga en todas Ias direcciones, y debe soportar y mover Ios
ejes que van montados sobre éI. Esta característica conduce a una aIta masa
a mover y por Io tanto a unas bajas características dinámicas de máquina.
Las mejoras en eI campo de Ia máquina-herramienta van encaminadas a
obtener Ia máxima Iibertad de movimientos, con una eIevada rigidez y con
una mínima masa a despIazar. Es decir, conseguir unas altas características
dinámicas de máquina.
La cinemática paralela es una soIución a este probIema. En
este tipo de máquina, cada eje une directamente Ia base de Ia
máquina con una pIataforma móviI sobre Ia que va montado eI
cabezaI, de ahí se puede decir que Ios ejes están dispuestos de
forma paraIeIa (arquitectura paraIeIa).
EI aIto coste, principaImente computacional (CNC), que requiere
controIar Ias Iongitudes de Ios distintos brazos de un mecanismo
de estas características hizo que su utiIización no se extendiese.
Hoy en día con Ia aparición deIos CNC digitaIes, dicho coste ha
sufrido una espectacuIar reducción.
Ventajas e inconvenientes
Las principaIes ventajas de Ia
arquitectura paraIeIa son:
Estructura más simpIe.
Menor inercia.
Menor coste.
Y sus principaIes inconvenientes se resumen en
Ios siguientes puntos:
VoIumen de trabajo muy irreguIar con
reIación aI voIumen prismático deseabIe.
Gran tamaño gIobaI de Ia máquina, en
comparación con eI voIumen de trabajo.
CompIejidad de controI (CNC). Constante
interpoIación de 5 ejes y compIejas rutinas
de controI no IineaI.
DificuItad de puesta a punto
DificuItad de compensación de errores.
Desde el punto de
vista del CNC es una
clara aplicación de todo su
potencial. Una vez ha sido
calculada la trayectoria
resultante (interpolación), hay que “descomponer” a esta (normalmente en forma
cartesiana) para cada uno de los ejes virtuales, para finalmente efectuar “la
distribución” para cada uno de los ejes físicos o reales.
Dicho de forma computacional: se debe de hallar y aplicar la Matriz de Transformación
de Coordenadas (conceptos de cinemáticas directa e inversa).
Como que los cálculos deben realizarse en Tiempo Real, ello exige una gran potencia
de cálculo y de ahí la desventaja frente al sistema cartesiano tradicional.
Automatización con CNC ( asaenz@inavcnc.com ) 49
CNC desde 1982
Sección 7: CNC VLTIMA (sesión práctica)
Presentación sobre Ia versión de evaluación de Ias características introducidas en apartados
anteriores.
7.1 Versión de evaluación: obtención.
http://www.inavcnc.com/register.php
7.2 Introducción a este Sistema Abierto como base de un Control Digital.
7.3 Ejercicio práctico de uso y programación sobre una aplicación real.
Rectificadora:
SinguIaridades:
MueIa en movimiento de Vaivén.
Incorporación de VoIante EIectrónico.
Equipo medidor “in-process” Iector deI diámetro de Ia pieza.
Cadencia deI cicIo de diamantado de Ia mueIa debe ser programabIe.
50 Automatización con CNC ( asaenz@inavcnc.com )
CNC desde 1982
Sección 8: iNAV electrõvica, SL
8.1 Introducción
iWAV es una empresa cuyo capital es 1OO% español,
dedicada al control electrónico en el campo industrial en
general y, en particular, al desarrollo de Controles
Numéricos y su aplicación a la automatización y control de
procesos.
El objetivo de este documento es el de presentar el enfoque
de nuestra empresa mirando hacia el futuro, la cual cosa
nos debe aportar un mejor conocimiento del presente y los
pasos a seguir para ir más allá de lo inmediato.
8.2 Algunos precentes
La lente progresiva de la empresa IWDO no se hubiera podido llevar a cabo sin nuestra
participación y aportación.
La empresa ROLEX (Suiza), tras una larga búsqueda a nivel mundial, optó por nuestra
solución para automatizar, abaratar y, lo que es más importante, garantizar la calidad
constante de su producto en la fase del pulido y abrillantado de sus relojes.
SKIS ROSSIGWOL España, después de haber probado otras soluciones que no se
adaptaban a sus exigencias, hace unos cuantos años, tomó la decisión de utilizar nuestros
productos para automatizar los procesos propios de manufactura de skis y snowboards.
VALEO (a través de la firma Infranor España) sigue utilizando nuestras soluciones en
diversos procesos que automatiza directamente la propia empresa.
Ford, Seat, Jaguar, Bentley (Rolls Royce), Peugeot, etc. aplican soluciones hechas por
nosotros en todos aquellos procesos dónde no se encuentra una solución estándar.
La línea de montaje del motor de los aspiradores Panasonic, utilizaba nuestros productos.
THOR (filial del grupo TEKA), optó también para la aplicación de nuestras soluciones para
el limado y pulido de sus fregaderos de acero inoxidable.
En la empresa Unidad Hermética, nuestro producto mejora el bobinado de los motores
eléctricos de sus compresores.
LGAI-Applus lo aplica en sus máquinas de corte con LASER.
.../...
Agradecer a todos ellos la confianza depositada a lo largo de los años, en un producto que solo
mejora debido a su aportación.
8.3 Algunos sectores dónde ya estamos presentes
En el sector de la electroeroxión somos claros candidatos a ser un referente si se quiere dar
solución y aplicar éste método no convencional de mecanizado.
Máquinas de Oxicorte, corte por Plasma, Láser o WaterJet. Normalmente para chapa.
Pulido y limado, desbarbado y abrillantado.
Bobinadoras de todo tipo (rotores de los motores, fibra de vidrio para depósitos,
devanadoras,...)
Envasado, etiquetaje y embalaje.
"Pick and Place” de todo tipo y condición.
Automatización con CNC ( asaenz@inavcnc.com ) 51
CNC desde 1982
Control de cualquier movimiento (popularmente denominado como "Motion Control”).
En general, nuestros posibles clientes, tienen como opción clara nuestras soluciones en cuanto
necesitan alguna cosa más que no se pueda encontrar en el mercado del producto estándar (que es
precisamente dónde hay el mayor déficit de soluciones y profesionales especializados).
8.4 La base constructiva y de conocimiento
La base se fundamenta básicamente en el conocimiento que poseemos en la construcción de
Controles Numéricos Computerizados. En particular nuestra capacidad para enfrentarnos con
garantía de éxito en el desarrollo de un CNC digital de ultima generación completamente basado
en PC y que pueda ser instalado en cualquier plataforma PC que posea a Windows cómo Sistema
Operativo.
Claro que, un producto como el que poseemos puede servir mejor que cualquier otro como base
de conocimiento y referencia para todo lo relacionado con el Control y la automatización
Industrial: Microprocesadores, DSPs, PCs, Hard Real Time, Redes, Sistemas Distribuidos, Field
Buses, PIDs, CNC, PLC, Automatización, Robótica, Instrumentación, Sistemas Expertos,
Inteligencia Artificial, Realidad Virtual, Informática Industrial, ...
8.5 La aplicación
Este "background”, sin ninguna duda, es lo que nos capacita mejor que nadie para diagnosticar y
determinar a cualquier proceso, aporta contenido a nuestra empresa y, además, garantiza y
transmite seguridad a nuestros clientes, constatando que somos alguna cosa más que una simple
ingeniería. Nuestros clientes conocen y ven que determinamos con precisión las necesidades
reales para llevar a cabo una determinada automatización de su propio proceso específico y
determinado.
Otro aspecto importante a tener presente, corroborable en cualquier Centro de Formación, es el
de que en los cursos sobre automatización que estos imparten, parte de sus contenidos versan
sobre la base del conocimiento que nosotros poseemos. En este sentido, además de nuestros
productos y soluciones, nuestro personal está en continua disposición para dar a los referidos
Centros de Formación, todo el soporte presencial y complementario necesario al que normalmente
se ofrece por las otras firmas de nuestra competencia que normalmente se limitan a ser simples
distribuidores de productos.
8.6 Nuestra oferta
En esta nueva fase que iniciamos, estamos en disposición de aportar y compartir conocimiento
directamente aplicable en el mundo de la automatización y del control industrial de procesos.
Además, en el campo de la Formación (tenemos conocimiento que otras empresas internacionales
de reconocido nombre así lo están llevando a cabo), es factible el poder Desarrollar, Fabricar y
Comercializar ciertas partes de algunos productos y soluciones en estrecha colaboración con
Centros o Escuelas Técnicas si se fijan claramente los términos de recíproco beneficio que nos
hagan, a ambas partes, mejores y mucho más competitivas y, en particular y por nuestra parte, el
poseer más influencia en un sector tan sumamente estratégico.
8.7 El dominio
Ver www.inavcnc.com
52 Automatización con CNC ( asaenz@inavcnc.com )
También podría gustarte
- 01 - Academia Manual de Estadía UTCV en Neumática e Hidráulica PDFDocumento116 páginas01 - Academia Manual de Estadía UTCV en Neumática e Hidráulica PDFMANTTO ELECTRICOAún no hay calificaciones
- Programacià N Del Torno Didã¡ctico Con Control Numã©rico Computacional Boxford 250.pdf1Documento118 páginasProgramacià N Del Torno Didã¡ctico Con Control Numã©rico Computacional Boxford 250.pdf1giantepepinAún no hay calificaciones
- Parametros de MecanizadoDocumento25 páginasParametros de MecanizadoEdgar ManríquezAún no hay calificaciones
- METROLOGIA InstrumentosDocumento47 páginasMETROLOGIA Instrumentosandrea.escobarAún no hay calificaciones
- Paso A Paso Minimo ResumenDocumento1 páginaPaso A Paso Minimo ResumenJose Luis Prieto BenitoAún no hay calificaciones
- Conceptos Generales de MasterCAMDocumento10 páginasConceptos Generales de MasterCAMJose Miguel TorizAún no hay calificaciones
- Practica 3 - Metodo de CascadaDocumento3 páginasPractica 3 - Metodo de CascadaMarioSolisAún no hay calificaciones
- Tema 01 Programacion ISO FAGOR PDFDocumento126 páginasTema 01 Programacion ISO FAGOR PDFsebasrasta323Aún no hay calificaciones
- Ápel-Uldos: Fim NombresDocumento8 páginasÁpel-Uldos: Fim NombresJesús SarriaAún no hay calificaciones
- Bryanda Cecilia Navarro LopezDocumento79 páginasBryanda Cecilia Navarro Lopezmercurio04Aún no hay calificaciones
- Fabricación e Implementación de Un Tornillo de Banco para El Departamento de Mantenimiento en Mitsubishi Electric de México S.A. de C.V. Planta Ii PDFDocumento60 páginasFabricación e Implementación de Un Tornillo de Banco para El Departamento de Mantenimiento en Mitsubishi Electric de México S.A. de C.V. Planta Ii PDFDaniel Lagunas HernándezAún no hay calificaciones
- CNC Reporte O0038Documento14 páginasCNC Reporte O0038Aldo AlvarezAún no hay calificaciones
- Indicadores de Gestión de MantenimientoDocumento7 páginasIndicadores de Gestión de MantenimientoSta Cruz Saya Lmr JohnAún no hay calificaciones
- Problema 04 Del Examen Final Del Curso de Automatización y ControlDocumento1 páginaProblema 04 Del Examen Final Del Curso de Automatización y ControlALEXANDER EMANUEL ISIDRO OLLEROAún no hay calificaciones
- Mediciones Parte 1Documento26 páginasMediciones Parte 1William GasparAún no hay calificaciones
- Práctica 3 AI Valvula Temporizadora y Reguladora de CaudalDocumento7 páginasPráctica 3 AI Valvula Temporizadora y Reguladora de Caudaljonathan contrerasAún no hay calificaciones
- Tutorial CNC V2 3Documento73 páginasTutorial CNC V2 3Angel DavidAún no hay calificaciones
- Torneado Multidireccional CNCDocumento632 páginasTorneado Multidireccional CNCOscar TezAún no hay calificaciones
- Autoevaluación 1 - GESTION DE MANTENIMIENTO - 9342)Documento6 páginasAutoevaluación 1 - GESTION DE MANTENIMIENTO - 9342)Jairo Fabian Rodas VilelaAún no hay calificaciones
- Torno PDFDocumento37 páginasTorno PDFVictor NagasakiAún no hay calificaciones
- Dado Con Sujetador EmsambladoDocumento1 páginaDado Con Sujetador EmsambladoHenry Adrian Yar MoralesAún no hay calificaciones
- Huayta Juarez Wilmer Práctica Micrómetro CentésimasDocumento1 páginaHuayta Juarez Wilmer Práctica Micrómetro CentésimasLizethAún no hay calificaciones
- Ejercicio CAD CAM Operaciones en Mastercam x5Documento10 páginasEjercicio CAD CAM Operaciones en Mastercam x5JoseLuisAlanoca100% (1)
- Manual Ejercicios CNC Bosco 2015 PDFDocumento76 páginasManual Ejercicios CNC Bosco 2015 PDFJesus Javier Flecha ValladaresAún no hay calificaciones
- Programacion CNC Coordenadas Absolutas e Incrementales PDFDocumento4 páginasProgramacion CNC Coordenadas Absolutas e Incrementales PDFJose TrejoAún no hay calificaciones
- Dibujo Isometrico 2 EjemplosDocumento3 páginasDibujo Isometrico 2 EjemplosLoren Amanda Mazariegos ChamaleAún no hay calificaciones
- CNC Demaith: Dioses Alegria Dennis L. Perez Quispe Mauricio Senati 26-9-2019Documento35 páginasCNC Demaith: Dioses Alegria Dennis L. Perez Quispe Mauricio Senati 26-9-2019Mauricio Rivaldo Perez QuispeAún no hay calificaciones
- Mantenimiento en El Ciclo de Vida de Un EquipoDocumento23 páginasMantenimiento en El Ciclo de Vida de Un EquipoAlejandro PeñaAún no hay calificaciones
- Elaboración de Manual de OperaciónDocumento5 páginasElaboración de Manual de OperaciónRodrgo cubasAún no hay calificaciones
- EXPO-AJUSTES y TOLERANCIASDocumento20 páginasEXPO-AJUSTES y TOLERANCIASRony LopezAún no hay calificaciones
- Curso Basico 8055TCDocumento108 páginasCurso Basico 8055TCMiguel Angel Munguia FloresAún no hay calificaciones
- Plan Mantenimiento PREVENTIVO 111Documento27 páginasPlan Mantenimiento PREVENTIVO 111Franklin Vinicio ShagñayAún no hay calificaciones
- GUIADIBUJOIIDocumento22 páginasGUIADIBUJOIICarlos Santana100% (1)
- MMAD 201810 Mec Mantto IV-BDocumento23 páginasMMAD 201810 Mec Mantto IV-BNiel Gandhi Huaman100% (1)
- Practica - Torno Cnc-1Documento21 páginasPractica - Torno Cnc-1Anonymous D4PaiQJJMBAún no hay calificaciones
- Ejercicios de Dibujo Tecnico.Documento1 páginaEjercicios de Dibujo Tecnico.Luis RodasAún no hay calificaciones
- Mantenimiento Predictivo-5 SesionDocumento7 páginasMantenimiento Predictivo-5 SesionFernando Alvarado ApazaAún no hay calificaciones
- Manual de Operacion CNC Fresadora FinaalDocumento47 páginasManual de Operacion CNC Fresadora FinaalAlbertoCruzMoguelAún no hay calificaciones
- Primer Laboratorio de CNC TornoDocumento15 páginasPrimer Laboratorio de CNC Torno7z7v7h7Aún no hay calificaciones
- Instituto Tecnológico de Apizaco: Arturo Castillo Baéz Ing. Mecatrónica Investigación CNC para Manufactura AvanzadaDocumento7 páginasInstituto Tecnológico de Apizaco: Arturo Castillo Baéz Ing. Mecatrónica Investigación CNC para Manufactura AvanzadaArturo CastilloAún no hay calificaciones
- 2 - Guía de Aprendizaje CNC 299184Documento9 páginas2 - Guía de Aprendizaje CNC 299184Jefferson Pinto LopesierraAún no hay calificaciones
- Organizacion de Mantenimiento CodificacionDocumento63 páginasOrganizacion de Mantenimiento CodificacionArnol CallataAún no hay calificaciones
- Lista Exercicios Fresadora CNCDocumento20 páginasLista Exercicios Fresadora CNCJefferson AraujoAún no hay calificaciones
- Planos Molde de Inyeccion Ficha Lego.Documento6 páginasPlanos Molde de Inyeccion Ficha Lego.MaicolAndresOchoaAcevedoAún no hay calificaciones
- Curso Basico Programacion Centro de MaquinadoDocumento22 páginasCurso Basico Programacion Centro de MaquinadoÁngel Eduardo Contreras CabreraAún no hay calificaciones
- Mantenimiento Mecanico IndustrialDocumento25 páginasMantenimiento Mecanico IndustrialNestor Dominguez JoachinAún no hay calificaciones
- CompresoresDocumento27 páginasCompresoresElvjs MarroquínAún no hay calificaciones
- Automatizacion PLCDocumento2 páginasAutomatizacion PLCYris RosarioAún no hay calificaciones
- CNC de Una Cortadora Por Arco Al PlasmaDocumento16 páginasCNC de Una Cortadora Por Arco Al PlasmaHugo AngamarcaAún no hay calificaciones
- Tablas Pestel y Porter CuantificadoDocumento14 páginasTablas Pestel y Porter CuantificadoKatherine TorresAún no hay calificaciones
- 1.1.pinza - Resolver MM Exercícios PDFDocumento2 páginas1.1.pinza - Resolver MM Exercícios PDFmartincallejoAún no hay calificaciones
- Programación ManualDocumento25 páginasProgramación ManualSaul Serrano CahuantziAún no hay calificaciones
- Práctica No 5 - IIP-Programación Mediante Interpolación Lineal y Circular - Toapanta J & Ubilluz JDocumento35 páginasPráctica No 5 - IIP-Programación Mediante Interpolación Lineal y Circular - Toapanta J & Ubilluz JFernandaMorenoChinaAún no hay calificaciones
- Manual Hision Parte 6Documento102 páginasManual Hision Parte 6Roberto CalixtoAún no hay calificaciones
- Introduccion-al-Mantenimiento UTCH PDFDocumento86 páginasIntroduccion-al-Mantenimiento UTCH PDFIngeniero BolMo100% (2)
- Sistema de AlimentacionDocumento38 páginasSistema de AlimentacionAntonio Humberto Egoávil MalmaAún no hay calificaciones
- VernierDocumento6 páginasVernierFreddy Albaro Manayay LLaguentoAún no hay calificaciones
- TESIS Navarro - Pereira Revisià N 2Documento137 páginasTESIS Navarro - Pereira Revisià N 2Jorge Antonio Ramírez MedinaAún no hay calificaciones
- Sistema Control Motor QG16Documento320 páginasSistema Control Motor QG16enrique reveco67% (3)
- 6K0007AE-05-Manual GC MHC2 (PT - ES - EN) - Removed PDFDocumento426 páginas6K0007AE-05-Manual GC MHC2 (PT - ES - EN) - Removed PDFBastian Parra SeverinoAún no hay calificaciones
- Tarea1 Gomez MichelDocumento6 páginasTarea1 Gomez MichelGOMEZ HERNANDEZ MICHEL DE JESUSAún no hay calificaciones
- Bortolato Lenti Morelli VergerDocumento8 páginasBortolato Lenti Morelli VergerRaphael LopesAún no hay calificaciones
- Analisis de Costos de Prestación de Servicios de Mecanizado CNCDocumento4 páginasAnalisis de Costos de Prestación de Servicios de Mecanizado CNCempasacaAún no hay calificaciones
- 2015-06-15 English GSK980TC3系列 编程及操作手册 - 2014年12月第1版.en.EsDocumento347 páginas2015-06-15 English GSK980TC3系列 编程及操作手册 - 2014年12月第1版.en.Esed muAún no hay calificaciones
- Componentes y Estructura de Las Máquinas Herramientas de Control Numérico ComputarizadoDocumento1 páginaComponentes y Estructura de Las Máquinas Herramientas de Control Numérico ComputarizadoElizabeth Monserratt LecourtoisAún no hay calificaciones
- Prog Aula VirutaDocumento16 páginasProg Aula VirutaMarlon GeronimoAún no hay calificaciones
- Tesis Nita.Documento50 páginasTesis Nita.Abraham GomezAún no hay calificaciones
- Informe de Simulación de TornoDocumento28 páginasInforme de Simulación de TornoMichael ChamorroAún no hay calificaciones
- Practica 12. Maquinado de PiezaDocumento15 páginasPractica 12. Maquinado de PiezaMartin StrikeAún no hay calificaciones
- Elementos Basicos de Las Maquinas HerramientasDocumento44 páginasElementos Basicos de Las Maquinas Herramientasanon-38768379% (14)
- Practica 5 TroqueladoDocumento14 páginasPractica 5 TroqueladoLuis Arturo Mendoza VelázquezAún no hay calificaciones
- CV HBMDocumento2 páginasCV HBMHoracio Benitez MongeAún no hay calificaciones
- Sistemas de CodificacionDocumento22 páginasSistemas de CodificacionHeri Soto0% (1)
- Cero Pieza para El Torno CNC Leadwell I20Documento2 páginasCero Pieza para El Torno CNC Leadwell I20Yineth ForeroAún no hay calificaciones
- UNIDAD 7 Maquinas HerramientasDocumento16 páginasUNIDAD 7 Maquinas HerramientasGustavo Recalde ChamorroAún no hay calificaciones
- Practica 9Documento34 páginasPractica 9Santiago SolorzanoAún no hay calificaciones
- T Utc 0227Documento117 páginasT Utc 0227Santiago Felipe AguirreAún no hay calificaciones
- Control Numerico y Su Aplicacion en Procesos de ManufacturaDocumento25 páginasControl Numerico y Su Aplicacion en Procesos de Manufacturathe master playerAún no hay calificaciones
- Gerardo AutomatizacionDocumento13 páginasGerardo AutomatizacionLINDA CANTILLOAún no hay calificaciones
- Procesos ManufacturaDocumento15 páginasProcesos ManufacturaJoel Garcia50% (2)
- Revista Madera 66Documento44 páginasRevista Madera 66Amanda VidalAún no hay calificaciones
- Leadwell V 30Documento34 páginasLeadwell V 30Jorge CevallosAún no hay calificaciones
- Unidad 3Documento30 páginasUnidad 3Jose De La O Ulin100% (1)
- Antecedentes Históricos de Las Maquinas de CNCDocumento63 páginasAntecedentes Históricos de Las Maquinas de CNCAldair ÁlvarezAún no hay calificaciones
- 96-8010 Spanish MillDocumento323 páginas96-8010 Spanish MillalvaradomatematicoAún no hay calificaciones
- Perfil Competencia Operador de ConformadoDocumento6 páginasPerfil Competencia Operador de ConformadocejotafualAún no hay calificaciones
- Función G en WinunisoftDocumento6 páginasFunción G en WinunisoftNightAún no hay calificaciones
- FMEMDocumento44 páginasFMEMespantayo6525100% (1)
- PlaneadoDocumento12 páginasPlaneadoJuanTorresAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAún no hay calificaciones
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Scrum Las Estrategias del Juego: Es Póker, No AjedrezDe EverandScrum Las Estrategias del Juego: Es Póker, No AjedrezCalificación: 5 de 5 estrellas5/5 (1)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Guía para la aplicación de ISO 9001 2015De EverandGuía para la aplicación de ISO 9001 2015Calificación: 4 de 5 estrellas4/5 (1)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Reparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DDe EverandReparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DCalificación: 5 de 5 estrellas5/5 (6)
- UF0054: APROVISIONAMIENTO DE MATERIAS PRIMAS EN COCINA (HOTR0108)De EverandUF0054: APROVISIONAMIENTO DE MATERIAS PRIMAS EN COCINA (HOTR0108)Aún no hay calificaciones
- Cómo ser una Persona más Sociable: Aprende a hablar con cualquiera sin temor e incrementa por completo tu inteligencia socialDe EverandCómo ser una Persona más Sociable: Aprende a hablar con cualquiera sin temor e incrementa por completo tu inteligencia socialCalificación: 4.5 de 5 estrellas4.5/5 (34)
- Cómo hacer aviones de papel y otros objetos voladoresDe EverandCómo hacer aviones de papel y otros objetos voladoresAún no hay calificaciones
- Guía de aplicacion de la ISO 9001:2015De EverandGuía de aplicacion de la ISO 9001:2015Calificación: 5 de 5 estrellas5/5 (3)
- Electrónica básica: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESDe EverandElectrónica básica: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESCalificación: 5 de 5 estrellas5/5 (16)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)