También podría gustarte
- Ensayo Destructivo de TensionDocumento16 páginasEnsayo Destructivo de TensionjapeleAún no hay calificaciones
- Pulido Efecto EspejoDocumento15 páginasPulido Efecto Espejokasulo ch7Aún no hay calificaciones
- Fabricacion de La PericaDocumento15 páginasFabricacion de La PericaLesly Leonor Moctezuma Velez100% (1)
- Soldadura Por Arco Sumergido SAWDocumento14 páginasSoldadura Por Arco Sumergido SAWEdwin Patricio Aucancela Yuquilema0% (1)
- Los Cursos OMI Que Exísten y A Quiénes Van DirigidosDocumento5 páginasLos Cursos OMI Que Exísten y A Quiénes Van Dirigidosalonso_r67% (6)
- Aceites MineralesDocumento3 páginasAceites Mineralesdj danielilloAún no hay calificaciones
- FundicionDocumento5 páginasFundicionAmali Chura MamaniAún no hay calificaciones
- Aceros para Herramientas 2016 DiapositivasDocumento43 páginasAceros para Herramientas 2016 DiapositivasRonal Calsina Alvarez0% (1)
- Recuperación de Piezas Desgastadas Con Recubrimientos ProtectoresDocumento7 páginasRecuperación de Piezas Desgastadas Con Recubrimientos ProtectoresCarlos Enrique MarinezAún no hay calificaciones
- Soldadura ResumenDocumento20 páginasSoldadura ResumenIsack MaydanaAún no hay calificaciones
- Capitulo 11 SoldaduraDocumento28 páginasCapitulo 11 SoldaduraJonatan Pozo PalaciosAún no hay calificaciones
- Tipos de Lubricantes y Sus PropiedadesDocumento11 páginasTipos de Lubricantes y Sus PropiedadesBizcochin LuziferinAún no hay calificaciones
- Partes Básicas de Un MoldeDocumento5 páginasPartes Básicas de Un MoldeDann AlgomedaAún no hay calificaciones
- Desgaste SoldaduraDocumento11 páginasDesgaste SoldaduraǰAirǫ RødriǧƲezAún no hay calificaciones
- Diapositiva de Correctivos en EstructurasDocumento35 páginasDiapositiva de Correctivos en EstructurasGenesis PerezAún no hay calificaciones
- Soldadura AluminotérmicaDocumento10 páginasSoldadura AluminotérmicaEric CortinezAún no hay calificaciones
- Métodos de LimpiezaDocumento4 páginasMétodos de LimpiezaAnonymous YJLM93fAún no hay calificaciones
- Fundamentos de Proteccion Catodica PDFDocumento89 páginasFundamentos de Proteccion Catodica PDFCarlos Galvan CorttesAún no hay calificaciones
- Fractura FragilDocumento11 páginasFractura FragilManlio Alejandro Heras RomeroAún no hay calificaciones
- Afino Del AceroDocumento18 páginasAfino Del AceroAdalberto MéndezAún no hay calificaciones
- Plan de Mantenimiento Pintura ElectrostaticaDocumento5 páginasPlan de Mantenimiento Pintura ElectrostaticamarlonAún no hay calificaciones
- La Rotura Espontánea Del Vidrio TempladoDocumento2 páginasLa Rotura Espontánea Del Vidrio TempladoGuillermo DiazAún no hay calificaciones
- EcoQuip® Equipo de Arenado Vapor Abrasive®Documento15 páginasEcoQuip® Equipo de Arenado Vapor Abrasive®Dan AyalaAún no hay calificaciones
- Shell Ceramic Chuctaya-GarcíaDocumento16 páginasShell Ceramic Chuctaya-GarcíaHana Bts KookAún no hay calificaciones
- Proceso de Fabricación de La Puerta de Un AutomóvilDocumento3 páginasProceso de Fabricación de La Puerta de Un AutomóvilJohan0% (1)
- Tema 2. Fábricas de Ladrillo Cara Vista 2018Documento95 páginasTema 2. Fábricas de Ladrillo Cara Vista 2018espegarciaruiz100% (1)
- PROBLEMAS Fe CDocumento18 páginasPROBLEMAS Fe CRoberto PayaAún no hay calificaciones
- Que Es La FundicionDocumento11 páginasQue Es La FundicionCarlos FerrufinoAún no hay calificaciones
- Endurecimiento Por Tratamiento Térmico t6Documento9 páginasEndurecimiento Por Tratamiento Térmico t6FrankMarkoCastañedaMalpartidaAún no hay calificaciones
- EnderezadoDocumento6 páginasEnderezadoDavid VidalAún no hay calificaciones
- ASM Parte6Documento227 páginasASM Parte6Dasha Escalera TorricoAún no hay calificaciones
- Metales y Aleaciones FerrosasDocumento9 páginasMetales y Aleaciones FerrosasJuan Diego CruzAún no hay calificaciones
- CianuraciónDocumento6 páginasCianuraciónluis fernando vasquez lopezAún no hay calificaciones
- Conformado AluminioDocumento5 páginasConformado Aluminiomanolin969Aún no hay calificaciones
- 4-5 InformeDocumento11 páginas4-5 InformeGilmar Josef Medina SilvaAún no hay calificaciones
- Manual Mecanica Automotriz Herramientas Pintar Autos PDFDocumento7 páginasManual Mecanica Automotriz Herramientas Pintar Autos PDFJ Zito JefferxitoAún no hay calificaciones
- LubricaciónDocumento20 páginasLubricaciónurielis12Aún no hay calificaciones
- Aceros Al CarbonoDocumento13 páginasAceros Al CarbonoAvhelino GilAún no hay calificaciones
- Glosario - Ciencia de Los MaterialesDocumento39 páginasGlosario - Ciencia de Los MaterialesManolo Par0% (1)
- Procesos de Conformado MecánicoDocumento8 páginasProcesos de Conformado Mecánicoalf515Aún no hay calificaciones
- TALLER TermodinamicaDocumento4 páginasTALLER TermodinamicaJohana Herrera100% (1)
- Defectos Piezas FundidasDocumento133 páginasDefectos Piezas FundidasNando VZ50% (2)
- UD2.1 - Tipos de Unión en COME - Parte1 - Uniones Atornilladas y RoblonadasDocumento43 páginasUD2.1 - Tipos de Unión en COME - Parte1 - Uniones Atornilladas y RoblonadasAntonio GarciaAún no hay calificaciones
- Practica Metalografia - 2014Documento16 páginasPractica Metalografia - 2014Alejandro Calderon RamirezAún no hay calificaciones
- Manual de Normas y Procedimientos Contrataciones Públicas V ParteDocumento20 páginasManual de Normas y Procedimientos Contrataciones Públicas V ParteDavid GutierrezAún no hay calificaciones
- El MonoblockDocumento6 páginasEl MonoblockEnrique Arellano0% (1)
- Especificacion Funvesa PDFDocumento1 páginaEspecificacion Funvesa PDFRAUL GALDOAún no hay calificaciones
- Mantenimineto de La Trituradora Pag 125 PDFDocumento230 páginasMantenimineto de La Trituradora Pag 125 PDFALVARO100% (1)
- Tecnicas y Metodos de Obtención Del AceroDocumento4 páginasTecnicas y Metodos de Obtención Del AceroJose Luis Torres VenturaAún no hay calificaciones
- Trabajo Pinturas y ColorimetriaDocumento12 páginasTrabajo Pinturas y ColorimetriaMiquel Rubio100% (1)
- Identificación de Materiales A SoldarDocumento16 páginasIdentificación de Materiales A Soldarraul cabanillasAún no hay calificaciones
- Aceros para EngranajesDocumento11 páginasAceros para EngranajesMauri Alvarez100% (1)
- Elementos de SujeciónDocumento25 páginasElementos de SujeciónNoel Gavarrete Herrera100% (1)
- Corrosion en SoldaduraDocumento9 páginasCorrosion en SoldaduraKleyjarhCorreaAún no hay calificaciones
- Inspeccion y Costos de FundicionDocumento7 páginasInspeccion y Costos de FundicionNatanael Velasco0% (1)
- Instructivo Sobre Aplicación Pu SprayDocumento5 páginasInstructivo Sobre Aplicación Pu Sprayjosel_ortizcAún no hay calificaciones
- Fundamentos de La Fundición de MetalesDocumento45 páginasFundamentos de La Fundición de Metalesmauricio67% (3)
- Normas para Tanques de AlmacenamientoDocumento3 páginasNormas para Tanques de AlmacenamientoRocks2013100% (1)
- Qué Es Una Arena para FundiciónDocumento2 páginasQué Es Una Arena para FundiciónLau Mora EsquivelAún no hay calificaciones
- Introduccion Del Reporte Diseño y Conformacion de MoldesDocumento10 páginasIntroduccion Del Reporte Diseño y Conformacion de MoldesCristiano De Jesus Louperz ZentenoAún no hay calificaciones
- Pastas, morteros, adhesivos y hormigones. IEXD0409De EverandPastas, morteros, adhesivos y hormigones. IEXD0409Aún no hay calificaciones
- Circular CR-20160058 Capacitación para Personal de Unidades Móviles Que Operan Mar AdentroDocumento2 páginasCircular CR-20160058 Capacitación para Personal de Unidades Móviles Que Operan Mar Adentroalonso_rAún no hay calificaciones
- Circular CR-20160059 Actualizaciones y Nuevas Ediciones Disponibles Sobre Cursos Modelo OMIDocumento3 páginasCircular CR-20160059 Actualizaciones y Nuevas Ediciones Disponibles Sobre Cursos Modelo OMIalonso_rAún no hay calificaciones
- Cursos Omi CBNDocumento14 páginasCursos Omi CBNalonso_r100% (1)
- Bridge Procedures Guide CompletedDocumento67 páginasBridge Procedures Guide Completedalonso_r100% (1)
- A 1079 (28) Formación y Titulación Del Personal de Las Unidades Móviles Que Operan Mar AdentroDocumento67 páginasA 1079 (28) Formación y Titulación Del Personal de Las Unidades Móviles Que Operan Mar Adentroalonso_r100% (3)
- Resolución Numero 0443 de 2001Documento14 páginasResolución Numero 0443 de 2001alonso_rAún no hay calificaciones
- Artefacto Explosivo ImprovisadoDocumento1 páginaArtefacto Explosivo Improvisadoalonso_rAún no hay calificaciones
- Circular Nr. 29201403594 - Junio 2014 - Centros Capacit. Avalados PDFDocumento9 páginasCircular Nr. 29201403594 - Junio 2014 - Centros Capacit. Avalados PDFalonso_rAún no hay calificaciones
- Calado Medio VerdaderoDocumento6 páginasCalado Medio Verdaderoalonso_rAún no hay calificaciones
- MSC 1-Circ 1175Documento11 páginasMSC 1-Circ 1175alonso_rAún no hay calificaciones
- Cómo y Dónde Recaudar Fondos para Tu OrganizaciónDocumento5 páginasCómo y Dónde Recaudar Fondos para Tu Organizaciónalonso_rAún no hay calificaciones
- Trimado DinámicoDocumento8 páginasTrimado Dinámicoalonso_rAún no hay calificaciones
- Distribución de La Carga en Las BodegasDocumento5 páginasDistribución de La Carga en Las Bodegasalonso_rAún no hay calificaciones
- Conocimientos Básicos de Estabilidad TransversalDocumento2 páginasConocimientos Básicos de Estabilidad Transversalalonso_r100% (1)
- Informe 3-Velocidad Terminal y Caida de PresiónDocumento13 páginasInforme 3-Velocidad Terminal y Caida de PresiónKaren ReyesAún no hay calificaciones
- Apuntes DestilaciónDocumento3 páginasApuntes DestilaciónMi PaulyAún no hay calificaciones
- TriangulosDocumento42 páginasTriangulosJaime Andres Cifuentes MartinezAún no hay calificaciones
- SP3 Final CPDocumento9 páginasSP3 Final CPJuliana Dianira Sandoval LopezAún no hay calificaciones
- Proporciones ÁureasDocumento2 páginasProporciones Áureasyamileth serranoAún no hay calificaciones
- Asimilacion Idiem Firetex 5062Documento16 páginasAsimilacion Idiem Firetex 5062mari_087100% (1)
- Segundo Corte 20%Documento1 páginaSegundo Corte 20%Daniel FloresAún no hay calificaciones
- HistologiaDocumento32 páginasHistologiaSalvador Antonio Caldera CamachoAún no hay calificaciones
- Memoria de MalaDocumento15 páginasMemoria de MalaFrancesco Solari FuentesAún no hay calificaciones
- Distribuciones ContinuasDocumento27 páginasDistribuciones ContinuasJuan Pablo ViviescasAún no hay calificaciones
- Tema 1 CD-T1P01Documento18 páginasTema 1 CD-T1P01SofiaAún no hay calificaciones
- Grupo 2 GarnishDocumento13 páginasGrupo 2 GarnishLahis Roslin Mollericon Loza100% (1)
- Exposición RespelDocumento61 páginasExposición RespelRuben Dario Zapata Jirigua100% (1)
- Unidad 4Documento16 páginasUnidad 4Aiilina Chocolatita Aguilera MuñozAún no hay calificaciones
- Física I - Columna EruptivaDocumento9 páginasFísica I - Columna EruptivaLucas CabelierAún no hay calificaciones
- Calculo de Poblacion Proyecto - NuevoDocumento8 páginasCalculo de Poblacion Proyecto - NuevoGustavo SandovalAún no hay calificaciones
- Ejercicios Cinematica IDocumento2 páginasEjercicios Cinematica IAngie Rodriguez PerezAún no hay calificaciones
- Lab01 - Mediciones Con OsciloscopioDocumento14 páginasLab01 - Mediciones Con OsciloscopioJulio FloresAún no hay calificaciones
- Logcomp992 PDFDocumento89 páginasLogcomp992 PDFManuel MartinezAún no hay calificaciones
- 07 TiposDatos 5363Documento24 páginas07 TiposDatos 5363Jose DíazAún no hay calificaciones
- Modulo Vi Cinetica QuimicaaDocumento34 páginasModulo Vi Cinetica QuimicaaMANUELA CARDONA CERONAún no hay calificaciones
- Evolución Histórica de Las ComputadorasDocumento16 páginasEvolución Histórica de Las ComputadorasMaria Cristina Monroy RamirezAún no hay calificaciones
- Arbol de Eventos o SucesosDocumento13 páginasArbol de Eventos o SucesosIsadriana Padua50% (2)
- Sistema Indicador de ElectronegatividadDocumento15 páginasSistema Indicador de ElectronegatividadLic GalvezAún no hay calificaciones
- Cap III Mnnto Valv y AcecesDocumento124 páginasCap III Mnnto Valv y AcecesMariiana HernandezAún no hay calificaciones
- Agentes Fluorados en La Terapia de Remineralización en NiñosDocumento6 páginasAgentes Fluorados en La Terapia de Remineralización en NiñosPau Robles FdzAún no hay calificaciones
- Actividad 1 de ÓpticaDocumento6 páginasActividad 1 de ÓpticaRafael VillaAún no hay calificaciones
- Memoria de Calculo de Poblaciones FuturasDocumento6 páginasMemoria de Calculo de Poblaciones FuturasyelsitoAún no hay calificaciones
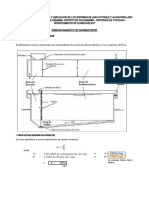
- Dimensionamiento de SedimentadorDocumento3 páginasDimensionamiento de SedimentadorJorch RamirezAún no hay calificaciones
- Remle Calefaccion y Agua SanitariaDocumento130 páginasRemle Calefaccion y Agua Sanitariabl19cm7Aún no hay calificaciones