También podría gustarte
- Grafica de Cobre RecuperadoDocumento2 páginasGrafica de Cobre Recuperadomiguel angelAún no hay calificaciones
- Taller 7 - Mapa de RiesgosDocumento2 páginasTaller 7 - Mapa de Riesgosmiguel angel0% (1)
- Diagram de PourbaixxDocumento37 páginasDiagram de Pourbaixxfreddy jesusAún no hay calificaciones
- Matriz de Requisitos LegalesDocumento4 páginasMatriz de Requisitos LegalesVictor ValleJoAún no hay calificaciones
- Herramientas de Mano - 1Documento42 páginasHerramientas de Mano - 1alexperezvillegasAún no hay calificaciones
- Informe de Laboratório N 008 ComformadoDocumento5 páginasInforme de Laboratório N 008 Comformadomiguel angelAún no hay calificaciones
- Simulacion 5ta ParteDocumento6 páginasSimulacion 5ta Partemiguel angelAún no hay calificaciones
- Co Figuracion Parametros CNCDocumento3 páginasCo Figuracion Parametros CNCmiguel angelAún no hay calificaciones
- Soldabilidad y Secuencia de Soldeo de Los Aceros Al CarbónDocumento55 páginasSoldabilidad y Secuencia de Soldeo de Los Aceros Al Carbónmiguel angelAún no hay calificaciones
- Escala de infracciones de tránsito y multas en PerúDocumento58 páginasEscala de infracciones de tránsito y multas en Perúmiguel angelAún no hay calificaciones
- Siderurgia EjerciciosDocumento17 páginasSiderurgia EjerciciosAdrew MatiasAún no hay calificaciones
- Wa0001Documento7 páginasWa0001miguel angelAún no hay calificaciones
- Informe 01 PDFDocumento7 páginasInforme 01 PDFmiguel angelAún no hay calificaciones
- Cuestionario No5 MetalografiaDocumento1 páginaCuestionario No5 Metalografiamiguel angelAún no hay calificaciones
- Balance de Masa y Energia en FusionDocumento9 páginasBalance de Masa y Energia en Fusionmiguel angelAún no hay calificaciones
- A Calidad PDFDocumento42 páginasA Calidad PDFOscar EscotoAún no hay calificaciones
- 2 EXM Cyanidation - En.españolDocumento95 páginas2 EXM Cyanidation - En.españolmiguel angelAún no hay calificaciones
- Grupo Majhoky: Servicios de inspección, certificación y capacitaciónDocumento193 páginasGrupo Majhoky: Servicios de inspección, certificación y capacitaciónEver Renso Cama ValdiviaAún no hay calificaciones
- Trabajo FinalDocumento30 páginasTrabajo Finalmiguel angelAún no hay calificaciones
- Reduccion de Gases Parte 2Documento8 páginasReduccion de Gases Parte 2miguel angelAún no hay calificaciones
- Cianuro Libre WadDocumento3 páginasCianuro Libre Wadmiguel angel100% (1)
- Reduccion de Gases Parte 2Documento4 páginasReduccion de Gases Parte 2miguel angelAún no hay calificaciones
- Troquelado o EstampadoDocumento3 páginasTroquelado o Estampadomiguel angelAún no hay calificaciones
- Combustibles Gaseosos y LíquidosDocumento7 páginasCombustibles Gaseosos y Líquidosmiguel angelAún no hay calificaciones
- Practica #1Documento16 páginasPractica #1miguel angelAún no hay calificaciones
- Proceso de Laminacion Del Aluminio 2Documento36 páginasProceso de Laminacion Del Aluminio 2miguel angelAún no hay calificaciones
- Reduccion de Gases Parte 2Documento4 páginasReduccion de Gases Parte 2miguel angelAún no hay calificaciones
- Metalurgia de Oro y PlataDocumento3 páginasMetalurgia de Oro y Platamiguel angelAún no hay calificaciones
- ExtrusionDocumento11 páginasExtrusionmiguel angelAún no hay calificaciones
- EXTRUSIONDocumento16 páginasEXTRUSIONVictor Perez100% (1)
- Clasificación residuos manejo especialDocumento2 páginasClasificación residuos manejo especialVictorGarciaAún no hay calificaciones
- Bin Lifter HKV ESDocumento4 páginasBin Lifter HKV ESEli BoscanAún no hay calificaciones
- E1 PTAct 1 7 1 DirectionsDocumento4 páginasE1 PTAct 1 7 1 DirectionsDURAN1399Aún no hay calificaciones
- Sitec Abril 09Documento4 páginasSitec Abril 09Guille LRAún no hay calificaciones
- Proceso devolución FalabellaDocumento4 páginasProceso devolución FalabellaPasión TenisAún no hay calificaciones
- Automatizacion 1Documento14 páginasAutomatizacion 1Mily RFAún no hay calificaciones
- Esp. Tecnicas Sanitarias - ContingenciaDocumento26 páginasEsp. Tecnicas Sanitarias - ContingenciaRick Johnatan Roman AmancioAún no hay calificaciones
- Once GasesDocumento3 páginasOnce GasesJhon Mario Diaz100% (1)
- Filosofos de La CalidadDocumento7 páginasFilosofos de La CalidadBecker96100% (1)
- Recur SoDocumento24 páginasRecur SoKevin MartinezAún no hay calificaciones
- Tabla de RendimientosDocumento26 páginasTabla de RendimientosJesús Valladares RosalesAún no hay calificaciones
- Circutor Catálogo 2020-EsDocumento176 páginasCircutor Catálogo 2020-EsVEMATELAún no hay calificaciones
- Lab3 Detección Señales InalmbricasDocumento5 páginasLab3 Detección Señales InalmbricasAlberth ZambranoAún no hay calificaciones
- 272 stx280 Codigo FallaDocumento2 páginas272 stx280 Codigo Fallacarlos martinez100% (3)
- Informe Ejecutivo EpmDocumento9 páginasInforme Ejecutivo EpmAndrés LópezAún no hay calificaciones
- Paisajismo y su aplicación en el campo gráficoDocumento24 páginasPaisajismo y su aplicación en el campo gráficoChristian SantivañezAún no hay calificaciones
- Almacén 01Documento12 páginasAlmacén 01Froylan Agreda LozanoAún no hay calificaciones
- Eadm U3 A3 IvrgDocumento6 páginasEadm U3 A3 IvrgEscuela Melchor OcampoAún no hay calificaciones
- Informe de AlgebraDocumento8 páginasInforme de AlgebraCristhian DayalAún no hay calificaciones
- Sobre "Culturas Hibridas. Estrategias para Entrar y Salir... " (Reseña)Documento7 páginasSobre "Culturas Hibridas. Estrategias para Entrar y Salir... " (Reseña)Jesús Martín Barbero100% (1)
- Analisis Critico Sobre Las Tendencias Del Comercio Internacional en VenezuelaDocumento5 páginasAnalisis Critico Sobre Las Tendencias Del Comercio Internacional en VenezuelaKarelys Guerra100% (1)
- Sensor de Nivel Ultrasonico UFMDocumento6 páginasSensor de Nivel Ultrasonico UFMGustavo OspinoAún no hay calificaciones
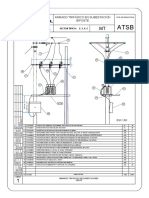
- MT Sed Atsb 22.9Documento2 páginasMT Sed Atsb 22.9WinstonArrieta100% (2)
- Comandos Del DDocumento3 páginasComandos Del DNick NicolasAún no hay calificaciones
- Arquitectura Tardia de F.L. WRIGHT PDFDocumento28 páginasArquitectura Tardia de F.L. WRIGHT PDFfederico7davide7carnAún no hay calificaciones
- Brochure - Jall Perú PerforacionDocumento6 páginasBrochure - Jall Perú PerforacionJohan HernánAún no hay calificaciones
- Instalaciones hidráulicas y sanitarias del Edificio MayaDocumento47 páginasInstalaciones hidráulicas y sanitarias del Edificio MayaLuis Ceciliano50% (2)
- Formato Entrevista InicialDocumento4 páginasFormato Entrevista InicialHANNYI ALEJANDRA VELASCO PUERTASAún no hay calificaciones
- TEST General ClaseB-2015Documento55 páginasTEST General ClaseB-2015andres carpio0% (1)