También podría gustarte
- SEDIMENTACIONDocumento44 páginasSEDIMENTACIONSammy Leyton Villar100% (1)
- Fluidización Sólido-LíquidoDocumento16 páginasFluidización Sólido-LíquidoAntonio Mora0% (2)
- Capitulo 3Documento21 páginasCapitulo 3ValenthinaCamargoAún no hay calificaciones
- Teoria de FluidizacionDocumento7 páginasTeoria de FluidizacionAlonso Choque ZavalaAún no hay calificaciones
- 05 CAPITULO III - Fluido-dináMica de Lechos FluidizadosDocumento26 páginas05 CAPITULO III - Fluido-dináMica de Lechos FluidizadosLorena MartinezAún no hay calificaciones
- P8 LechoFluidizado PDocumento8 páginasP8 LechoFluidizado PPablo Gomez EcheverriAún no hay calificaciones
- Transferencia de Calor Por Convección en Lechos FluidizadosDocumento8 páginasTransferencia de Calor Por Convección en Lechos FluidizadosEdmar PintoAún no hay calificaciones
- Fluidizacion 2016 Ing. BlasDocumento57 páginasFluidizacion 2016 Ing. BlasRenzo Acevedo CanoAún no hay calificaciones
- FluidizacionDocumento8 páginasFluidizacionSamanta SilvaAún no hay calificaciones
- Fluidización InformeDocumento5 páginasFluidización InformeJorge VásquezAún no hay calificaciones
- 5 Determinación de Tamaño de Partícula en Lechos RellenosDocumento16 páginas5 Determinación de Tamaño de Partícula en Lechos RellenosNestrs VegaAún no hay calificaciones
- Práctica 5. Fluidización Sólido-Líquido PDFDocumento16 páginasPráctica 5. Fluidización Sólido-Líquido PDFangel BenavidesAún no hay calificaciones
- Práctica 5. Fluidización Sólido-LíquidoDocumento15 páginasPráctica 5. Fluidización Sólido-Líquidoangel BenavidesAún no hay calificaciones
- Proyecto LEM LVDocumento11 páginasProyecto LEM LVcristian lopezAún no hay calificaciones
- Fluidizacion Con Anexo y DiagramaDocumento30 páginasFluidizacion Con Anexo y DiagramaBrenda Ramos BautistaAún no hay calificaciones
- Planeación Practica 5Documento7 páginasPlaneación Practica 5Diego Fernando CuellarAún no hay calificaciones
- FluidizacionDocumento21 páginasFluidizacionteamace4Aún no hay calificaciones
- Lechos Porosos InfoDocumento21 páginasLechos Porosos InfoWilliam Beder Sandi Chavez0% (1)
- Determinación de Tamaño de Partícula en Lechos RellenosDocumento22 páginasDeterminación de Tamaño de Partícula en Lechos Rellenosjorge11daAún no hay calificaciones
- Fluidodinamica de Lechos FluidizadosDocumento22 páginasFluidodinamica de Lechos FluidizadospibemauAún no hay calificaciones
- Preinforme - Lecho FluidizadoDocumento7 páginasPreinforme - Lecho FluidizadoJorge HerreraAún no hay calificaciones
- Teoria de FluidizacionDocumento39 páginasTeoria de FluidizacionGaby Cuadros Palomino0% (1)
- Cuestionario de FluidizaciónDocumento6 páginasCuestionario de FluidizaciónFrancisco MoreiraAún no hay calificaciones
- Lecho Fijo y Fluidizado InformeDocumento41 páginasLecho Fijo y Fluidizado InformePaola AlarconAún no hay calificaciones
- Lechos EmpacadosDocumento8 páginasLechos Empacadossanty03121990100% (1)
- Determinacion de La Viscosidad de Un Líquido Utilizando El Método de Stokes - Lab#3Documento25 páginasDeterminacion de La Viscosidad de Un Líquido Utilizando El Método de Stokes - Lab#3Gabriel WardAún no hay calificaciones
- Informe TerminnadoDocumento21 páginasInforme TerminnadoFatima Lizbeth Segura IslaAún no hay calificaciones
- Lechos FijosDocumento11 páginasLechos FijosRivera Lucano LuisAún no hay calificaciones
- Tema 03 Balance de Materia y Energia en FluidosDocumento32 páginasTema 03 Balance de Materia y Energia en FluidosAntonio Aguilar100% (3)
- Lechos Porosos Informe de LaboratorioDocumento24 páginasLechos Porosos Informe de LaboratorioVictor EduardoAún no hay calificaciones
- Introduccion: Practica #2 Determinación Del Coeficiente de ResistenciaDocumento12 páginasIntroduccion: Practica #2 Determinación Del Coeficiente de Resistenciayohjan mirandaAún no hay calificaciones
- NOMENCLATURADocumento42 páginasNOMENCLATURAShirley FnAún no hay calificaciones
- Conductividad TérmicaDocumento7 páginasConductividad TérmicaYerlin MedinaAún no hay calificaciones
- Sedimentacion ColoidalDocumento11 páginasSedimentacion ColoidalAnonymous kpcIWGgLeAún no hay calificaciones
- Informe de Viscosidad 2Documento10 páginasInforme de Viscosidad 2FrancoAún no hay calificaciones
- Teoría Coeficiente de Transferencia de Materia.Documento8 páginasTeoría Coeficiente de Transferencia de Materia.José Ignacio Ramos CisternaAún no hay calificaciones
- Definición de La FluidizaciónDocumento22 páginasDefinición de La FluidizaciónHoracio González NAún no hay calificaciones
- 5.3 FluidizacionDocumento38 páginas5.3 FluidizacionFernando CortésAún no hay calificaciones
- Práctica 2 Equipo 5 2IV38 (F) 27Documento24 páginasPráctica 2 Equipo 5 2IV38 (F) 27Yaru MoraAún no hay calificaciones
- Coulson and RichardsonDocumento20 páginasCoulson and RichardsonDARIOAún no hay calificaciones
- Capitulo III (Estatica de Fluidos) (Reparado)Documento96 páginasCapitulo III (Estatica de Fluidos) (Reparado)vanslunaAún no hay calificaciones
- Lecho FluidizadoDocumento9 páginasLecho FluidizadoNevis RuizAún no hay calificaciones
- FÍSICADocumento118 páginasFÍSICAConsejos Einstein100% (2)
- E.6.Lechos EmpacadosDocumento17 páginasE.6.Lechos EmpacadosQaarLa Pb'Aún no hay calificaciones
- Informe Lecho Fluidizado Lab Solidos Fluidos CalorDocumento15 páginasInforme Lecho Fluidizado Lab Solidos Fluidos CalorEnrique RoaAún no hay calificaciones
- Informe Terminado de SedimentacionDocumento14 páginasInforme Terminado de SedimentacionisabelAún no hay calificaciones
- FLUIDIZACIONDocumento19 páginasFLUIDIZACIONMary MendozaAún no hay calificaciones
- Laboratorio ViscosidadDocumento20 páginasLaboratorio ViscosidadEffy GomezAún no hay calificaciones
- Teoria de Los Filtros GranularesDocumento2 páginasTeoria de Los Filtros GranularesMiguel Antonio Francisco ReyesAún no hay calificaciones
- Procesos Sep 1 - Otras TecnologíasDocumento26 páginasProcesos Sep 1 - Otras TecnologíasLun GygyAún no hay calificaciones
- Sistemas ParticuladosDocumento12 páginasSistemas ParticuladosEduardo Malebran SotoAún no hay calificaciones
- FluidizaciónDocumento18 páginasFluidizacióncarlosp7682Aún no hay calificaciones
- Practica de FenomenosnaftalinaDocumento37 páginasPractica de FenomenosnaftalinaAmbarAún no hay calificaciones
- Teoría de Difusión de FickDocumento7 páginasTeoría de Difusión de Fickana1094Aún no hay calificaciones
- ViscocidadDocumento7 páginasViscocidadJorge BasantesAún no hay calificaciones
- Diseño de Practica - EQ - 03 - 609-A - U4 - Laboratorio Integral 1Documento11 páginasDiseño de Practica - EQ - 03 - 609-A - U4 - Laboratorio Integral 1Kendo K. Jimenez SantiagoAún no hay calificaciones
- Informe Lechos Fijos y Fluidizados 3Documento14 páginasInforme Lechos Fijos y Fluidizados 3Giancarlo AcostaAún no hay calificaciones
- Apuntes de Operaciones 1Documento15 páginasApuntes de Operaciones 1José A Loaiza BracamonteAún no hay calificaciones
- Optimizacion de Los Sistemas de HumedaleDocumento10 páginasOptimizacion de Los Sistemas de HumedaleYeimy Vivar LobosAún no hay calificaciones
- Capítulo 1 Montgomery RungerDocumento16 páginasCapítulo 1 Montgomery RungerYeimy Vivar LobosAún no hay calificaciones
- TG 2010 0 PresentacionDocumento4 páginasTG 2010 0 PresentacionYeimy Vivar LobosAún no hay calificaciones
- Acróstico Hna ViciaDocumento6 páginasAcróstico Hna ViciaYeimy Vivar LobosAún no hay calificaciones
- Artrometría PaperDocumento5 páginasArtrometría PaperYeimy Vivar LobosAún no hay calificaciones
- Cinética de FlotaciónDocumento5 páginasCinética de FlotaciónYeimy Vivar LobosAún no hay calificaciones
- Cinética de FlotaciónDocumento5 páginasCinética de FlotaciónYeimy Vivar LobosAún no hay calificaciones
- Manual de Mineralogia Univ. Chile PDFDocumento35 páginasManual de Mineralogia Univ. Chile PDFFranz J. Balvin MontalvoAún no hay calificaciones
- Ejercicios Plataforma Presión y Resistencia Al Corte-1515678339Documento3 páginasEjercicios Plataforma Presión y Resistencia Al Corte-1515678339pablo darwin cedeño mera50% (2)
- Gero QuimicaDocumento5 páginasGero QuimicakarinaAún no hay calificaciones
- El PluviografoDocumento4 páginasEl PluviografoAlexander SangayAún no hay calificaciones
- Equipos para Toma de MuestrasDocumento3 páginasEquipos para Toma de MuestrasAngel GarciaAún no hay calificaciones
- Especificaciones Técnicas de "CONAIF-SEDIGAS para Instaladores de Gas - Materias Comunes Tipos A, B y CDocumento5 páginasEspecificaciones Técnicas de "CONAIF-SEDIGAS para Instaladores de Gas - Materias Comunes Tipos A, B y CSilberRomeroAún no hay calificaciones
- Tipos de Filtración 1Documento14 páginasTipos de Filtración 1Luis Castillo100% (2)
- Aislamiento de Leucocitos A Partir de Sangre TotalDocumento2 páginasAislamiento de Leucocitos A Partir de Sangre TotalGuillermoAún no hay calificaciones
- Descripcion Del Torno CNCDocumento9 páginasDescripcion Del Torno CNCWilzon ChambiAún no hay calificaciones
- Cuestionario Aseo Personal e Higiene Del HogarDocumento2 páginasCuestionario Aseo Personal e Higiene Del HogarEdlander Carmona100% (1)
- NTP 211.009.2012 Bebidas AlcoholicasDocumento16 páginasNTP 211.009.2012 Bebidas Alcoholicascharlys vasquezAún no hay calificaciones
- Análisis de Limite PlásticoDocumento7 páginasAnálisis de Limite PlásticoOscar Armando Mamani NinaAún no hay calificaciones
- Lab 4Documento14 páginasLab 4OrlandoOmarAún no hay calificaciones
- Bases Calculo y EstructuracionDocumento7 páginasBases Calculo y EstructuracionAnonymous fKv3jsAAún no hay calificaciones
- Ficha Reactivos PDFDocumento1 páginaFicha Reactivos PDFJorge CabreraAún no hay calificaciones
- Ejercicios de Calor y TemperaturaDocumento4 páginasEjercicios de Calor y TemperaturaAlicia García FernándezAún no hay calificaciones
- Casa RudinDocumento5 páginasCasa RudinVito Perez0% (1)
- SuelosDocumento14 páginasSuelosDidier Alexis Cholan BecerraAún no hay calificaciones
- ACTIVIDAD Funciones, Trigonometría E HipermetropíaDocumento11 páginasACTIVIDAD Funciones, Trigonometría E HipermetropíaAndrea Dueñas PedrazaAún no hay calificaciones
- Manual CMO B120D B223D B2238D B228DBDocumento40 páginasManual CMO B120D B223D B2238D B228DBJoacoAlfaro100% (1)
- Analisis Dimensional - Perdida Carga - Capa LimiteDocumento33 páginasAnalisis Dimensional - Perdida Carga - Capa LimiteSebastian UbalAún no hay calificaciones
- Determinacion de Acido de Ascorbico en PDocumento5 páginasDeterminacion de Acido de Ascorbico en PSarita Urcia PAún no hay calificaciones
- Sistema CRTDocumento25 páginasSistema CRTemilioC5Aún no hay calificaciones
- Analisis DimensionalDocumento24 páginasAnalisis DimensionalElvis HermesAún no hay calificaciones
- Operon LacDocumento2 páginasOperon LacPablo CzAún no hay calificaciones
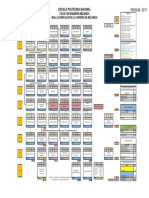
- Malla Curricular Electromecánica EPNDocumento1 páginaMalla Curricular Electromecánica EPNDavid GuanoAún no hay calificaciones
- Procesos Metalurigicos 4Documento10 páginasProcesos Metalurigicos 4GeraLd RomeroAún no hay calificaciones
- ESTERIFICACIONDocumento5 páginasESTERIFICACIONYessica Luna CornejoAún no hay calificaciones
- EJERCICIOS-SOLUCIONESDocumento3 páginasEJERCICIOS-SOLUCIONESGabriel atrapa hackersAún no hay calificaciones
- DecolDocumento9 páginasDecolAngelica ZambranoAún no hay calificaciones
- Danfoss PDFDocumento8 páginasDanfoss PDFJesús R. ZárragaAún no hay calificaciones