También podría gustarte
- Selecciòn de Materiales - Mètodo GràficoDocumento102 páginasSelecciòn de Materiales - Mètodo GràficoJosé Eduardo Lara HernándezAún no hay calificaciones
- Universidad de Costa RicaFacultad de IngenieríaEscuela de Ingeniería MecánicaLaboratorio de Ciencia y Tecnología de Los MaterialesInforme de MetalografíaElaborado PorDocumento29 páginasUniversidad de Costa RicaFacultad de IngenieríaEscuela de Ingeniería MecánicaLaboratorio de Ciencia y Tecnología de Los MaterialesInforme de MetalografíaElaborado PormilesolAún no hay calificaciones
- GuiaIdentificación de Metales2019-1semDocumento13 páginasGuiaIdentificación de Metales2019-1semCarolina Arias Estrada100% (2)
- User Guide Ams Trex Device Communicator Es 5116442 PDFDocumento212 páginasUser Guide Ams Trex Device Communicator Es 5116442 PDFLUIS FELIPE LIZCANO MARINAún no hay calificaciones
- Trabajo de La Norma 17025 InstrumentalDocumento9 páginasTrabajo de La Norma 17025 InstrumentalGustavoAún no hay calificaciones
- Estufa Manual EG 18EDocumento1 páginaEstufa Manual EG 18EFabricio Borgatta100% (1)
- Como Selecionar El Horno AdecuadoDocumento48 páginasComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoAún no hay calificaciones
- Ensayo de TempleDocumento15 páginasEnsayo de TempleJherson Quico VilcaAún no hay calificaciones
- 2BNResistenciadeMateriales ECDocumento56 páginas2BNResistenciadeMateriales ECFreddy ParraAún no hay calificaciones
- Acerosespeciales WebDocumento16 páginasAcerosespeciales Webenmocr100% (1)
- Forja y SoldaduraDocumento12 páginasForja y SoldaduraRuth RodriguezAún no hay calificaciones
- Defecto de ForjaDocumento4 páginasDefecto de ForjaandresAún no hay calificaciones
- Informe de Laboratorio Saw y GtawDocumento8 páginasInforme de Laboratorio Saw y GtawErick Moreira ValdezAún no hay calificaciones
- Clase 5 - Tipos de ColadasDocumento34 páginasClase 5 - Tipos de ColadasRamiro PredassiAún no hay calificaciones
- Diapositivas Trefilado LiistasDocumento23 páginasDiapositivas Trefilado LiistasDavid CaraoAún no hay calificaciones
- Sistema de AlimentacionDocumento46 páginasSistema de AlimentacionvidalcrisostomoAún no hay calificaciones
- Ataque QuimicoDocumento7 páginasAtaque QuimicoJuan Carlos BernalAún no hay calificaciones
- Extrusion y Trefilado PDFDocumento54 páginasExtrusion y Trefilado PDFDayron Cervera Cerra100% (1)
- Proceso de LaminacionDocumento9 páginasProceso de LaminacionsupersonicogtAún no hay calificaciones
- Sistema de Colada y AlimentacionDocumento13 páginasSistema de Colada y AlimentacionAlejandra ZeaAún no hay calificaciones
- Recocido Con Austenización Completa para Acero Aisi 1045Documento11 páginasRecocido Con Austenización Completa para Acero Aisi 1045John ReyesAún no hay calificaciones
- Soldadura Por ElectroescoriaDocumento7 páginasSoldadura Por ElectroescoriaFernando FreireAún no hay calificaciones
- Influencia de Los Elementos de Aleacion en El AceroDocumento9 páginasInfluencia de Los Elementos de Aleacion en El AceroLUISALFONSO RAMIREZ CISNEROSAún no hay calificaciones
- Dureza BrinellDocumento8 páginasDureza BrinellEduardoAún no hay calificaciones
- Practica ManufacturaDocumento3 páginasPractica ManufacturaKevin RodriguezAún no hay calificaciones
- Soldadura Por PlasmaDocumento3 páginasSoldadura Por PlasmaIsaias AlmendralAún no hay calificaciones
- Procesos de Fabricación Ejercicio ResueltoDocumento4 páginasProcesos de Fabricación Ejercicio ResueltoAndrea NoriegaAún no hay calificaciones
- Ensayo de Choque Sobre Probeta EntalladaDocumento18 páginasEnsayo de Choque Sobre Probeta EntalladaAlvaro Andres Jerez CasasAún no hay calificaciones
- Tema 1 - Introduccion A La SoldabilidadDocumento2 páginasTema 1 - Introduccion A La Soldabilidadsergiomnez100% (1)
- Soldadura Eléctrica Tig (Tungsten Inert Gas)Documento8 páginasSoldadura Eléctrica Tig (Tungsten Inert Gas)Edison OrbeaAún no hay calificaciones
- Cuadro Comparativo Mildrex Energiron HYL. ProcesosDocumento3 páginasCuadro Comparativo Mildrex Energiron HYL. ProcesosIsaac ZT100% (1)
- Unidad 2 Tratamientos TérmicosDocumento96 páginasUnidad 2 Tratamientos TérmicosDiana HernandezAún no hay calificaciones
- ProblemasDocumento8 páginasProblemasMiguel Buendia QuilicheAún no hay calificaciones
- Ensayo ErichsenDocumento6 páginasEnsayo Erichsennnoriegam86100% (1)
- ProblemasDocumento64 páginasProblemasCalexiaAún no hay calificaciones
- Medios de EnfriamientoDocumento21 páginasMedios de EnfriamientoJavier SaNzhez GaRcia100% (1)
- Laboratorio 1 Tratamientos TermicosDocumento12 páginasLaboratorio 1 Tratamientos TermicosGonzaloAún no hay calificaciones
- Fresado de Engranajes RectosDocumento21 páginasFresado de Engranajes RectosWilber Marcelo Apaz ArancibiaAún no hay calificaciones
- Ensayo de FatigaDocumento10 páginasEnsayo de FatigaLuis Franco0% (1)
- 8-Curvas TTTDocumento34 páginas8-Curvas TTTJUSTFORGEEKSAún no hay calificaciones
- Tema 7. Extrusión y Trefilado de MetalesDocumento86 páginasTema 7. Extrusión y Trefilado de MetalesAndrea Agreda SejasAún no hay calificaciones
- Metodos Numericos ADocumento8 páginasMetodos Numericos AJose Orbegoso LopezAún no hay calificaciones
- CementaciónDocumento5 páginasCementaciónJhonny tAún no hay calificaciones
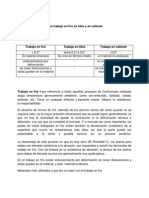
- Rango de Temperatura en Trabajo en Frio en Tibio y en CalienteDocumento4 páginasRango de Temperatura en Trabajo en Frio en Tibio y en Calienteaarias1777Aún no hay calificaciones
- Ejercicios de Soldadura FuerteDocumento5 páginasEjercicios de Soldadura FuerteYoanela VargasAún no hay calificaciones
- Informe 3 JUNTAS 3GDocumento6 páginasInforme 3 JUNTAS 3GKevin CastilloAún no hay calificaciones
- Proceso de Laminacion - FinalDocumento69 páginasProceso de Laminacion - FinalRoberto Molina RoldánAún no hay calificaciones
- Tratamientos Térmicos en FundicionesDocumento28 páginasTratamientos Térmicos en FundicionesCalis Thenics100% (1)
- 1 Ensayos DinamicosDocumento4 páginas1 Ensayos DinamicosCésar Christian JankoAún no hay calificaciones
- Guia de Torsión #2Documento9 páginasGuia de Torsión #2Anonymous yEL4YvJCAún no hay calificaciones
- Modelos Desechables. FundiciónDocumento11 páginasModelos Desechables. FundiciónCesar ReyesAún no hay calificaciones
- Informe de CuchillaDocumento11 páginasInforme de CuchillaIv TailAún no hay calificaciones
- Trabajo de FundicionDocumento21 páginasTrabajo de FundicionMiguel Huallpa HAún no hay calificaciones
- Taller de Fundicion Ingeniería de ManufacturaDocumento2 páginasTaller de Fundicion Ingeniería de ManufacturaJorge Isaac Flores SamaniegoAún no hay calificaciones
- Moldeo de Piezas No SimetricasDocumento5 páginasMoldeo de Piezas No SimetricasRaul Mendoza IzarraAún no hay calificaciones
- Fundamento TeoricoDocumento6 páginasFundamento TeoricorubencastilloeAún no hay calificaciones
- Ejercicio de Soldabilidad Acero HSLADocumento30 páginasEjercicio de Soldabilidad Acero HSLADaniel BorregalesAún no hay calificaciones
- Trabajo en FrioDocumento17 páginasTrabajo en FriodianaAún no hay calificaciones
- Guia Tecnologia de Materiales Ii EvaluacionDocumento10 páginasGuia Tecnologia de Materiales Ii EvaluacionJOSEAún no hay calificaciones
- Trabajo en Frio y en CalienteDocumento18 páginasTrabajo en Frio y en CalienteOscar Javier Sierra PrietoAún no hay calificaciones
- Deformacion en CalienteDocumento9 páginasDeformacion en Caliente20106285Aún no hay calificaciones
- MHCT1conformado 19490653Documento12 páginasMHCT1conformado 19490653JOSE ANGUIANO GARZONAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Diseño de Plantas IndustrialesDocumento24 páginasDiseño de Plantas IndustrialesJosé Flores IbarraAún no hay calificaciones
- Banco Motor Esu DeaDocumento91 páginasBanco Motor Esu DeaAnonymous 7t2BOJb100% (1)
- Tecnica Aplicada Internacional, S.A. de C.V. Creadores Del Software MPDocumento7 páginasTecnica Aplicada Internacional, S.A. de C.V. Creadores Del Software MPAnonymous v1Tao4fjAún no hay calificaciones
- Valorización de Obra #04 CauriDocumento21 páginasValorización de Obra #04 CauriEsaú Jaramillo FalcónAún no hay calificaciones
- Revision Material ElectricoDocumento4 páginasRevision Material ElectricoJonathan Vazquez AguirreAún no hay calificaciones
- Procedimiento Grua TorreDocumento8 páginasProcedimiento Grua Torrejpsmc0% (1)
- Trabajo de Investigacion - Electrodos RevestidosDocumento4 páginasTrabajo de Investigacion - Electrodos RevestidosCuervo HrafnagodAún no hay calificaciones
- Analisis Foda de La Empresa South NavalDocumento3 páginasAnalisis Foda de La Empresa South NavalVictor Oncoy AbantoAún no hay calificaciones
- EXAMENDocumento2 páginasEXAMENCésar García TeruelAún no hay calificaciones
- Manual de EtabsDocumento222 páginasManual de EtabsAlejandro Grajales100% (3)
- Los MicrótomosDocumento7 páginasLos MicrótomosvictoralbertoAún no hay calificaciones
- ProyectoDocumento3 páginasProyectoarmando nolasco rodriguezAún no hay calificaciones
- Marco TeóricoDocumento21 páginasMarco TeóricojuanAún no hay calificaciones
- Grove TTS870Documento46 páginasGrove TTS870pipeo25100% (1)
- Eficiencia Energetic A y Calidad Ambiental en Infraestructura Publica Gustavo RiveraDocumento42 páginasEficiencia Energetic A y Calidad Ambiental en Infraestructura Publica Gustavo RiveraPatricio Encalada100% (1)
- Dibujo de MaquinasDocumento42 páginasDibujo de MaquinasJose MartinezAún no hay calificaciones
- TesisDocumento31 páginasTesisJanell CastellanosAún no hay calificaciones
- Manual Master Control Var-LIFASADocumento104 páginasManual Master Control Var-LIFASARoberto Fabián Lescano100% (1)
- Cerradura Codificada Con Flip Flops - Electrónica DigitalDocumento18 páginasCerradura Codificada Con Flip Flops - Electrónica DigitalDavidPereiraAún no hay calificaciones
- Equipos AuxiliaresDocumento61 páginasEquipos AuxiliaresKheley Axis Evaristo CopitanAún no hay calificaciones
- Laboratorio Practico de Una RTD Pt100Documento13 páginasLaboratorio Practico de Una RTD Pt100Nicanor Uyacu EstelaAún no hay calificaciones
- AgrupamientoDocumento1 páginaAgrupamientoCñ IngenieríaAún no hay calificaciones
- Exposiciones Producción AgrícolaDocumento1 páginaExposiciones Producción AgrícolaYenifer Muñoz CortesAún no hay calificaciones
- 35609000105475UTFSMDocumento138 páginas35609000105475UTFSMRocio Fuenzalida ZepedaAún no hay calificaciones
- Wuolah Free Hangar CompletoDocumento7 páginasWuolah Free Hangar Completoivan fernandezAún no hay calificaciones
- Plano de ArquitecturaDocumento1 páginaPlano de Arquitecturawilix sanderAún no hay calificaciones
- Abril MayoDocumento76 páginasAbril MayoefrainneneAún no hay calificaciones