También podría gustarte
- Procedimiento de PinturaDocumento17 páginasProcedimiento de PinturaJefrey Reyes50% (6)
- Libro de Ingeniería de Software V1-Marco-Villalobos-2019Documento175 páginasLibro de Ingeniería de Software V1-Marco-Villalobos-2019Antonio Arroyo PazAún no hay calificaciones
- 1 Fundamentos de InstrumentacionDocumento14 páginas1 Fundamentos de InstrumentacionLuisAún no hay calificaciones
- Ildefonso Cerdà y El Nacimiento de La UrbanísticaDocumento18 páginasIldefonso Cerdà y El Nacimiento de La UrbanísticaGuiidoo' Churairaa'100% (1)
- ADSORCIÓNDocumento22 páginasADSORCIÓNGuiidoo' Churairaa'Aún no hay calificaciones
- Dimensionamiento de TuberiasDocumento2 páginasDimensionamiento de TuberiasGuiidoo' Churairaa'Aún no hay calificaciones
- Preinforme ViiDocumento25 páginasPreinforme ViiGuiidoo' Churairaa'Aún no hay calificaciones
- Ejercicios03 DiodoPNDocumento6 páginasEjercicios03 DiodoPNfrancoAún no hay calificaciones
- "Año Del Dialogo Y Reconciliación Nacional ": - Puno 2018Documento53 páginas"Año Del Dialogo Y Reconciliación Nacional ": - Puno 2018Jose Renzo CruzAún no hay calificaciones
- Revolucion Industrial 1Documento2 páginasRevolucion Industrial 1Anayensi100% (1)
- Ficha Incubadora IN Series X-TEMPDocumento2 páginasFicha Incubadora IN Series X-TEMPlaboratorio MicrobiologiaAún no hay calificaciones
- Historia Económica de El SalvadorDocumento13 páginasHistoria Económica de El SalvadorJosé Mario Medina Linares G-II-EAún no hay calificaciones
- Hds 006 - Argon Gaseoso Vsga r12Documento5 páginasHds 006 - Argon Gaseoso Vsga r12Bastian Galvez AguileraAún no hay calificaciones
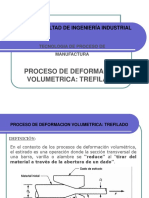
- Trefilado 20222Documento14 páginasTrefilado 20222Alex Fv100% (1)
- Thomas - Durabilidad Del Hormigón RecicladoDocumento23 páginasThomas - Durabilidad Del Hormigón RecicladoJorge Guerra LópezAún no hay calificaciones
- Fricción de Elementos MecánicosDocumento6 páginasFricción de Elementos MecánicosJosue LunaAún no hay calificaciones
- Nueva Tecnología para Sistemas de Tierra Sobre Terrenos de Resistividad EléctricaDocumento13 páginasNueva Tecnología para Sistemas de Tierra Sobre Terrenos de Resistividad EléctricaManuelAún no hay calificaciones
- QuickServe de Cummins en Línea3028066Documento2 páginasQuickServe de Cummins en Línea3028066marcosluna68100% (1)
- 4u8a-B Planeacion Sistemas de Manufactura Integrada Por ComputadoraDocumento23 páginas4u8a-B Planeacion Sistemas de Manufactura Integrada Por ComputadoraKATIA CASTRO ARMENDARIZAún no hay calificaciones
- M-Control Calidad Catodo BuenoDocumento45 páginasM-Control Calidad Catodo BuenoCecilia Bustos ChiaAún no hay calificaciones
- 02 - Informe Resistencia Al FuegoDocumento4 páginas02 - Informe Resistencia Al Fuegojose luis molina donosoAún no hay calificaciones
- 563.3 EO-RS-0026!20!150716 - No Tupa - Incorporacion de Uv-1Documento8 páginas563.3 EO-RS-0026!20!150716 - No Tupa - Incorporacion de Uv-1Camilo Christiam Turin MarinAún no hay calificaciones
- CarbohidratosDocumento32 páginasCarbohidratosJohil CardenasAún no hay calificaciones
- Catalogo Austromex 2014Documento230 páginasCatalogo Austromex 2014Jahziel ZantanaAún no hay calificaciones
- Plan de Mantenimiento Nissan NavaraDocumento1 páginaPlan de Mantenimiento Nissan NavaraLuis Angel Chilo100% (2)
- Ar 22 PDFDocumento44 páginasAr 22 PDFXocuaxbassAún no hay calificaciones
- Fabricacion de Botas de SeguridadDocumento10 páginasFabricacion de Botas de SeguridadJorge Francisco Garabito ErquiciaAún no hay calificaciones
- Mecanica de Suelos IIDocumento35 páginasMecanica de Suelos IIEder Cárdenas GodoyAún no hay calificaciones
- Diagramas Del Motor N14Documento14 páginasDiagramas Del Motor N14jrrodrigueza2100% (6)
- Mailín Catálogo Cápsulas Refractarias - PP - OctDocumento12 páginasMailín Catálogo Cápsulas Refractarias - PP - OctLeo y LuchiAún no hay calificaciones
- 3 Taller PlasticosDocumento7 páginas3 Taller PlasticosEduardo Andres Sierra DelgadoAún no hay calificaciones
- Planilla de ObraDocumento12 páginasPlanilla de Obrawilson ticona apazaAún no hay calificaciones
- CAT - Veratec - Ventanas de PVC - PDFDocumento12 páginasCAT - Veratec - Ventanas de PVC - PDFPedro BlancoAún no hay calificaciones
- Practica 5 QuimicaDocumento20 páginasPractica 5 QuimicaabnerAún no hay calificaciones
- Especificacion Tecnica Tableros Tab - BT Rev1Documento18 páginasEspecificacion Tecnica Tableros Tab - BT Rev1Anonymous 1tmhviAún no hay calificaciones