También podría gustarte
- CODOSDocumento29 páginasCODOSAR Rms100% (1)
- Ejercicios ResueltosDocumento48 páginasEjercicios ResueltosMelissa Palma Portugal60% (5)
- Operaciones de verificación y control de productos mecánicos. FMEE0108De EverandOperaciones de verificación y control de productos mecánicos. FMEE0108Aún no hay calificaciones
- Calibracion de InstrumentosDocumento8 páginasCalibracion de InstrumentosJosé de Jesús González HernándezAún no hay calificaciones
- CM Confirmación MetrológicaDocumento37 páginasCM Confirmación MetrológicaJose PeraltaAún no hay calificaciones
- Calculo de Áreas de ApoyoDocumento5 páginasCalculo de Áreas de Apoyolucian_123Aún no hay calificaciones
- Geometria Descriptiva Leighton Wellman CompletoDocumento317 páginasGeometria Descriptiva Leighton Wellman CompletoJulio Alberto Durand Añazco25% (4)
- Ensayo - Tipos de Fibra ÓpticaDocumento5 páginasEnsayo - Tipos de Fibra ÓpticaIvanPachecoGuerreroAún no hay calificaciones
- Constancia Verificacion Pesos MedidasDocumento1 páginaConstancia Verificacion Pesos Medidascarlito6xAún no hay calificaciones
- Diodo LedDocumento4 páginasDiodo Ledkoro joroAún no hay calificaciones
- Informe de Montaje de Plataforma en Chancado Terciario C-1Documento6 páginasInforme de Montaje de Plataforma en Chancado Terciario C-1Jesùs AmèsquitaAún no hay calificaciones
- PROBLEMAS TermodinamicaDocumento31 páginasPROBLEMAS TermodinamicaJulio Alberto Durand AñazcoAún no hay calificaciones
- Doblado de metales y sus limitesDocumento9 páginasDoblado de metales y sus limitesgg21dAún no hay calificaciones
- Practica 14-Lab MetrologíaDocumento9 páginasPractica 14-Lab MetrologíaDaniel Loera0% (1)
- CalibracionDocumento16 páginasCalibracionBruce Manrique BonillaAún no hay calificaciones
- Liebre Courier Express PropuestaDocumento15 páginasLiebre Courier Express PropuestaLuis Alejandro Siviruero100% (1)
- Evaluación de ProyectosDocumento51 páginasEvaluación de ProyectosFernando CloquelAún no hay calificaciones
- StudioCAD - Autodesk Inventor PDFDocumento6 páginasStudioCAD - Autodesk Inventor PDFAnthony RoyAún no hay calificaciones
- Aserrado de MetalesDocumento4 páginasAserrado de MetalesPedro Segundo CruzAún no hay calificaciones
- ASTILLERODocumento8 páginasASTILLEROSandra Verde HaroAún no hay calificaciones
- Plantilla JesDocumento6 páginasPlantilla JesCristian Tapias AlvarezAún no hay calificaciones
- Informe de Laboratorio N°1 Fisica Mecanica PDocumento21 páginasInforme de Laboratorio N°1 Fisica Mecanica PJENNY CAMACHO COLOAún no hay calificaciones
- Geometría 5°Documento25 páginasGeometría 5°Jaime Juarez QuispeAún no hay calificaciones
- Instalación de Analizador de Redes ElectricasDocumento9 páginasInstalación de Analizador de Redes ElectricasputaAún no hay calificaciones
- Ejemplo de Prospecto Guardiamarinas y Grumetes Arma 2021Documento72 páginasEjemplo de Prospecto Guardiamarinas y Grumetes Arma 2021l TheMent147 lAún no hay calificaciones
- Ficha Tecnica Rejilla Lineal PDFDocumento3 páginasFicha Tecnica Rejilla Lineal PDFluis manuel hernandezAún no hay calificaciones
- Trabajo Final Ciencia de Los MaterialesDocumento12 páginasTrabajo Final Ciencia de Los MaterialesLoke LokAún no hay calificaciones
- Definición y Concepto Del MultímetroDocumento36 páginasDefinición y Concepto Del Multímetroyinnysantos75% (4)
- DEPRESIACION MAQUINARIA AGRICOLApdfDocumento4 páginasDEPRESIACION MAQUINARIA AGRICOLApdfIVAN DARIO GARCIA ALARCONAún no hay calificaciones
- GFPI-F-019 - GUIA - DE - APRENDIZAJE - ELECTRICIDAD RESIDENCIAL I (Electronica) PDFDocumento12 páginasGFPI-F-019 - GUIA - DE - APRENDIZAJE - ELECTRICIDAD RESIDENCIAL I (Electronica) PDFJaneth LugoAún no hay calificaciones
- Investigacion CAD CAM CNCDocumento35 páginasInvestigacion CAD CAM CNCCarlos Francisco Arias100% (1)
- Presupuesto de ElectricidadDocumento1 páginaPresupuesto de ElectricidadGz DanielAún no hay calificaciones
- Fundamentacion Codigos G Y M HNC 21TDocumento8 páginasFundamentacion Codigos G Y M HNC 21TDIEGO ARMANDO VANEGAS DUQUEAún no hay calificaciones
- Guía de aprendizaje sobre identificación y selección de electrodos para soldadura de acerosDocumento19 páginasGuía de aprendizaje sobre identificación y selección de electrodos para soldadura de acerosGustavo RolongAún no hay calificaciones
- Sensores Foto Electricos Seleccion y AplicacionesDocumento10 páginasSensores Foto Electricos Seleccion y Aplicacionesjcsr_csr100% (2)
- Medición Cotas SoluciónDocumento4 páginasMedición Cotas SoluciónOscar Escorcia0% (1)
- Plantilla Cotizacion ColconectadaDocumento1 páginaPlantilla Cotizacion ColconectadaRicardo JimenezAún no hay calificaciones
- Informe Final 5 Ee242Documento10 páginasInforme Final 5 Ee242Victor JimenezAún no hay calificaciones
- Galgas y tipos de galgas para medición de precisiónDocumento11 páginasGalgas y tipos de galgas para medición de precisiónJonathan QuirozAún no hay calificaciones
- TECNA SA Certificado Retie No. 02511Documento8 páginasTECNA SA Certificado Retie No. 02511Estefany Johanna Moreno MoraAún no hay calificaciones
- DibujoDocumento22 páginasDibujoKevin Arnold Rivera ContrerasAún no hay calificaciones
- Proforma maquina bordadoraDocumento3 páginasProforma maquina bordadoraCHRISTIAN JESUS MERINO NAVARROAún no hay calificaciones
- Trabajo Final Broca y Taladro VerIIDocumento24 páginasTrabajo Final Broca y Taladro VerIICarlos MejiaAún no hay calificaciones
- Nano Du RezaDocumento3 páginasNano Du RezaPedro Pablo Perez GonsalezAún no hay calificaciones
- Cuestionario de CaldereriaDocumento43 páginasCuestionario de Caldereriaanabelguadalupe50% (2)
- Certificacion LeedDocumento24 páginasCertificacion LeedAdrian Muñoz GonzalesAún no hay calificaciones
- Cómo escalar un dibujo de AutoCAD para imprimirloDocumento0 páginasCómo escalar un dibujo de AutoCAD para imprimirloladreidAún no hay calificaciones
- THHN FlexDocumento2 páginasTHHN FlexAnthony Castellano100% (1)
- Partes de Una Soldadura DefectosDocumento9 páginasPartes de Una Soldadura DefectosWilly Franco Correa BautistaAún no hay calificaciones
- 1-PPT AutocadDocumento23 páginas1-PPT AutocadbraulioAún no hay calificaciones
- Intertuf 262Documento2 páginasIntertuf 262reyner martinezAún no hay calificaciones
- Paper de Sofware CNCDocumento6 páginasPaper de Sofware CNCAndres CumbeAún no hay calificaciones
- Cálculo de ChavetasDocumento3 páginasCálculo de ChavetasLeonardoAún no hay calificaciones
- Iso 50000Documento16 páginasIso 50000Claudio CataneoAún no hay calificaciones
- 4097 EVM Series Brochure - SPC - LRDocumento6 páginas4097 EVM Series Brochure - SPC - LRStephen PerezAún no hay calificaciones
- Eac Manual PDFDocumento53 páginasEac Manual PDFMartin ReyesAún no hay calificaciones
- 5S japonesas para optimizar recursosDocumento4 páginas5S japonesas para optimizar recursosJose GMAún no hay calificaciones
- Informe Tecnico Elevador de Cagilones para CaféDocumento29 páginasInforme Tecnico Elevador de Cagilones para Caféduvan garciaAún no hay calificaciones
- Informes y Actualización de Planos SE Candelaria PDFDocumento1 páginaInformes y Actualización de Planos SE Candelaria PDFAlfrreddo SotoAún no hay calificaciones
- XV CEU 2017 Lista Alumnos Inscritos Sede EspecialidadDocumento281 páginasXV CEU 2017 Lista Alumnos Inscritos Sede EspecialidadRoberto LeyvaAún no hay calificaciones
- CALIBRACIONDocumento14 páginasCALIBRACIONFelipe AlvaradoAún no hay calificaciones
- CalibraciónDocumento6 páginasCalibraciónGerman D Gutierrez ManzanoAún no hay calificaciones
- Calibracion y EstandaresDocumento31 páginasCalibracion y EstandaresMon MejíaAún no hay calificaciones
- Calibración y NormasDocumento14 páginasCalibración y NormasWASHINGTON ISAAC BONIFAZ MORANAún no hay calificaciones
- Calibración de Instrumentos de MediciónDocumento11 páginasCalibración de Instrumentos de MediciónLuis Felipe May PechAún no hay calificaciones
- Plan contingencia informático MINSADocumento21 páginasPlan contingencia informático MINSAJulio Alberto Durand AñazcoAún no hay calificaciones
- Dibujo MecanicoDocumento12 páginasDibujo MecanicoJulio Alberto Durand AñazcoAún no hay calificaciones
- Dibujo MecanicoDocumento37 páginasDibujo MecanicoAsdrubal Antonio Gonzalez DiazAún no hay calificaciones
- Nomenclatura Compuestos Quimicos InorganicosDocumento7 páginasNomenclatura Compuestos Quimicos InorganicosJulio Alberto Durand AñazcoAún no hay calificaciones
- El Terrorismo en El PeruDocumento3 páginasEl Terrorismo en El PeruJulio Alberto Durand AñazcoAún no hay calificaciones
- Implementacindelalgoritmodeencriptac PDFDocumento20 páginasImplementacindelalgoritmodeencriptac PDFPablito RobertoAún no hay calificaciones
- El Terrorismo en El PeruDocumento22 páginasEl Terrorismo en El PeruJulio Alberto Durand AñazcoAún no hay calificaciones
- MOTORDocumento91 páginasMOTORJulio Alberto Durand AñazcoAún no hay calificaciones
- Mi Objetivo Es Dar A Conocer Las Consecuencias Del Cambio ClimáticoDocumento1 páginaMi Objetivo Es Dar A Conocer Las Consecuencias Del Cambio ClimáticoJulio Alberto Durand AñazcoAún no hay calificaciones
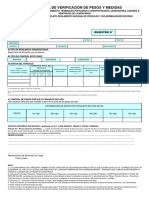
- Constancia verificación pesos medidas vehículo transporteDocumento2 páginasConstancia verificación pesos medidas vehículo transporteJunior FerAún no hay calificaciones
- Efectos de La Corriente Electrica en Los HumanosDocumento45 páginasEfectos de La Corriente Electrica en Los HumanosJulio Alberto Durand AñazcoAún no hay calificaciones
- Efectos corriente eléctrica cuerpo humanoDocumento5 páginasEfectos corriente eléctrica cuerpo humanoJulio Alberto Durand AñazcoAún no hay calificaciones
- Efectos de La Corriente Electrica en Los HumanosDocumento9 páginasEfectos de La Corriente Electrica en Los HumanosLuis Eduardo100% (3)
- Trabajo de FisicaDocumento19 páginasTrabajo de FisicaJulio Alberto Durand AñazcoAún no hay calificaciones
- Calentamientoglobal 140526171448 Phpapp02Documento26 páginasCalentamientoglobal 140526171448 Phpapp02Julio Alberto Durand AñazcoAún no hay calificaciones
- Ejercicio 8 Ciclo Rankine PDFDocumento2 páginasEjercicio 8 Ciclo Rankine PDFMajamar Iguavita GuevaraAún no hay calificaciones
- Circuitos Segunda Tarea Jose Claros HubertDocumento23 páginasCircuitos Segunda Tarea Jose Claros HubertJulio Alberto Durand AñazcoAún no hay calificaciones
- Mi Objetivo Es Dar A Conocer Las Consecuencias Del Cambio ClimáticoDocumento1 páginaMi Objetivo Es Dar A Conocer Las Consecuencias Del Cambio ClimáticoJulio Alberto Durand AñazcoAún no hay calificaciones
- Proyecciones AuxiliaresDocumento3 páginasProyecciones AuxiliaresJulio Alberto Durand AñazcoAún no hay calificaciones
- EcologiaDocumento17 páginasEcologiaJulio Alberto Durand AñazcoAún no hay calificaciones
- Proyecto de Lenguaje Redes SocialesDocumento30 páginasProyecto de Lenguaje Redes SocialesJulio Alberto Durand AñazcoAún no hay calificaciones
- EcologiaDocumento15 páginasEcologiaJulio Alberto Durand Añazco100% (1)
- El Terrorismo en El PeruDocumento22 páginasEl Terrorismo en El PeruJulio Alberto Durand AñazcoAún no hay calificaciones
- Manual de Consulta de Excel 2007Documento62 páginasManual de Consulta de Excel 2007Julio Alberto Durand AñazcoAún no hay calificaciones
- EcologiaDocumento17 páginasEcologiaJulio Alberto Durand AñazcoAún no hay calificaciones
- Cuadrado Plano HorizontalDocumento1 páginaCuadrado Plano HorizontalJulio Alberto Durand AñazcoAún no hay calificaciones
- Proyecto de Lenguaje Redes SocialesDocumento30 páginasProyecto de Lenguaje Redes SocialesJulio Alberto Durand AñazcoAún no hay calificaciones
- Probabilidad y distribución binomialDocumento14 páginasProbabilidad y distribución binomialssierras1Aún no hay calificaciones
- Solución Ficha 05 Instrumentos de Medida y Notación CientíficaDocumento2 páginasSolución Ficha 05 Instrumentos de Medida y Notación CientíficasunaesAún no hay calificaciones
- Probabilidad CondicionalDocumento9 páginasProbabilidad CondicionalnacheenAún no hay calificaciones
- Distribucione Normal y BinomialDocumento13 páginasDistribucione Normal y BinomialRicardo Armando Cruz33% (3)
- Probabilidad: Trabajo Colaborativo 3Documento28 páginasProbabilidad: Trabajo Colaborativo 3natilka01Aún no hay calificaciones
- Actividad Semana 1Documento2 páginasActividad Semana 1Freddy SalgadoAún no hay calificaciones
- Curso de Probabilidad y EstadisticaDocumento35 páginasCurso de Probabilidad y Estadisticaalonso100% (1)
- Probabilidad MarginalDocumento4 páginasProbabilidad MarginalVictor Ivan Farias Rosas40% (5)
- GGGGGGGGGGGGGGGGGGGGGGGGGGDocumento15 páginasGGGGGGGGGGGGGGGGGGGGGGGGGGXXXFHERXXXAún no hay calificaciones
- Ejercicios BinomialDocumento2 páginasEjercicios Binomial악셀악셀Aún no hay calificaciones
- Medidas univariantes de dispersión en accidentes de tránsitoDocumento2 páginasMedidas univariantes de dispersión en accidentes de tránsitoFabio Suta ArandiaAún no hay calificaciones
- BERNOULLIDocumento19 páginasBERNOULLIarnoldmaytaAún no hay calificaciones
- Estadística Descriptiva: Medidas de tendencia central y dispersiónDocumento35 páginasEstadística Descriptiva: Medidas de tendencia central y dispersiónJose Luis Jaramillo0% (1)
- Tecnologia EspacialDocumento15 páginasTecnologia EspacialAlejandra Servin RodriguezAún no hay calificaciones
- Taller 020Documento4 páginasTaller 020Asesorías Académicas MipadAún no hay calificaciones
- Distanciaentrepuntos TALLERDocumento1 páginaDistanciaentrepuntos TALLERAnonymous kwMeHGXBAún no hay calificaciones
- Modelo de distribución de una variable aleatoria discreta en ingeniería civilDocumento41 páginasModelo de distribución de una variable aleatoria discreta en ingeniería civilVirgo Llantoy CcaicoAún no hay calificaciones
- Universidad Nacional Autonoma, EstadisDocumento3 páginasUniversidad Nacional Autonoma, EstadisLopez PazAún no hay calificaciones
- Ejercicios Quimica Organica IDocumento6 páginasEjercicios Quimica Organica IEnglelberAún no hay calificaciones
- Trabajo Probabilidades y EstadisticaDocumento9 páginasTrabajo Probabilidades y EstadisticaAriel Zoñez Rubilar50% (2)
- La HipérbolaDocumento11 páginasLa HipérbolaJuan Carlos Torres MendozaAún no hay calificaciones
- Tema 10 Estimación de Parámetros Poblacionales (25!03!15)Documento6 páginasTema 10 Estimación de Parámetros Poblacionales (25!03!15)Antonio PaquitoAún no hay calificaciones
- Distribución Poisson Apropiación ActividadDocumento11 páginasDistribución Poisson Apropiación Actividadconocimiento12100% (1)
- Antologia Estadistica IDocumento119 páginasAntologia Estadistica IRicardo Nuñez100% (4)
- Cómo ubicar cualquier punto en el mapa usando coordenadas geográficasDocumento5 páginasCómo ubicar cualquier punto en el mapa usando coordenadas geográficasPaul B Condori ChillihuaniAún no hay calificaciones
- Materiales Lab. Fisica 1 CompletoDocumento4 páginasMateriales Lab. Fisica 1 CompletoBenito Quispe ValerianoAún no hay calificaciones
- Calibr y GraneteadoDocumento20 páginasCalibr y GraneteadoJulio Alberto Durand AñazcoAún no hay calificaciones
- Unidades de MedidaDocumento3 páginasUnidades de MedidaMagda AranedaAún no hay calificaciones