También podría gustarte
- Trabajo Obligatorio ELECTRÓNICA DIGITAL SEASDocumento14 páginasTrabajo Obligatorio ELECTRÓNICA DIGITAL SEASAntonio Sacristán Abad33% (3)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- J.R. Ward - La Hermandad de La Daga Negra - 00 La Guía Secreta de La Hermandad de La Daga NegraDocumento518 páginasJ.R. Ward - La Hermandad de La Daga Negra - 00 La Guía Secreta de La Hermandad de La Daga NegraEduardo CG100% (5)
- Presentación OCEAN ALPHA ARBITRAGE PDFDocumento13 páginasPresentación OCEAN ALPHA ARBITRAGE PDFManuelAarónFajardoGarcíaAún no hay calificaciones
- Easy SysprepDocumento8 páginasEasy SysprepAdrián CanAún no hay calificaciones
- Indice Memoria Descriptiva de Proyecto.Documento10 páginasIndice Memoria Descriptiva de Proyecto.Samuel Lira AstorgaAún no hay calificaciones
- Metasploit 2 PDFDocumento66 páginasMetasploit 2 PDFArgelYañezAún no hay calificaciones
- Calculo de La Flota de Equipos de TransporteDocumento5 páginasCalculo de La Flota de Equipos de TransporteRoberto Carlos Segovia VieraAún no hay calificaciones
- R 82781Documento9 páginasR 82781edgar_meca1000Aún no hay calificaciones
- Elementos de Maquinas y Fundamentos de Diseño IIDocumento3 páginasElementos de Maquinas y Fundamentos de Diseño IIOrcus NelAún no hay calificaciones
- Práctica Calificada 02 LDI - 1614911786Documento1 páginaPráctica Calificada 02 LDI - 1614911786Carlos Raúl Morey ParedesAún no hay calificaciones
- Lab 02 - RecursividadDocumento5 páginasLab 02 - Recursividaderick joseAún no hay calificaciones
- 4 1 3 Metodo HeuristicoDocumento4 páginas4 1 3 Metodo Heuristicogervin_delgadoing0% (1)
- Guia de Analisis NodalDocumento5 páginasGuia de Analisis NodalJuan CastañedaAún no hay calificaciones
- Hu-Op-Pro-026 Procedimiento Operacion Con Rodillo CompactadorDocumento10 páginasHu-Op-Pro-026 Procedimiento Operacion Con Rodillo CompactadorCarlos RojasAún no hay calificaciones
- Circuito FielDocumento4 páginasCircuito FielGianfranco Perez Gutierrez50% (2)
- Plan de Producción Teoria y Caso PrácticoDocumento7 páginasPlan de Producción Teoria y Caso PrácticojupemeroAún no hay calificaciones
- Plan de Producción Teoria y Caso PrácticoDocumento7 páginasPlan de Producción Teoria y Caso PrácticoPaola Vera ChavezAún no hay calificaciones
- Funciones Cal y While FANUC LR Mate 200icDocumento3 páginasFunciones Cal y While FANUC LR Mate 200icserolfitnas100% (1)
- Laboratorio Pic 1Documento8 páginasLaboratorio Pic 1elediccAún no hay calificaciones
- Aplicaciones Contables Excel IDocumento91 páginasAplicaciones Contables Excel ImaribelaveAún no hay calificaciones
- Practica 1 VISTASDocumento4 páginasPractica 1 VISTASCARLOS DANIEL HERNANDEZ HERNANDEZAún no hay calificaciones
- Volumen Vi. Estudio Geotecnico para El Diseño Del Pavimento - Final DicDocumento66 páginasVolumen Vi. Estudio Geotecnico para El Diseño Del Pavimento - Final DicCR Josue PAún no hay calificaciones
- Informe de Practica5Documento21 páginasInforme de Practica5Bryan Mdlo100% (1)
- BARCAZA de CARGA LIQUIDA - Sistema de Carga y DescargaDocumento7 páginasBARCAZA de CARGA LIQUIDA - Sistema de Carga y DescargaRusbel RiosAún no hay calificaciones
- Trabajo 746 FinalDocumento4 páginasTrabajo 746 FinalUnidad de Logística de la Evaluación CLMetropolitano100% (1)
- OCS y GLPIDocumento30 páginasOCS y GLPIhteran20Aún no hay calificaciones
- Informe de Compatibilidad Ing RitaDocumento11 páginasInforme de Compatibilidad Ing RitajoseantoniobcAún no hay calificaciones
- Planeamiento Operacional de MinadoDocumento50 páginasPlaneamiento Operacional de MinadoHender Samuel Teran Espinoza100% (1)
- Tarea 4Documento14 páginasTarea 4percy236Aún no hay calificaciones
- Practicas Lab. Base de Datos II UnificadaDocumento6 páginasPracticas Lab. Base de Datos II UnificadaMINATO YtAún no hay calificaciones
- Practica y Examenes IO2 UNI 2013-3Documento10 páginasPractica y Examenes IO2 UNI 2013-3Jaime HowardAún no hay calificaciones
- PDF Medicion W DLDocumento65 páginasPDF Medicion W DLKaren HuarsayaAún no hay calificaciones
- Caso Productividad 01Documento2 páginasCaso Productividad 01Emerson Rodrigo YMAún no hay calificaciones
- FMA IA-63 Pampa II - Presente y FuturoDocumento14 páginasFMA IA-63 Pampa II - Presente y FuturoTam ArgentoAún no hay calificaciones
- Trabajo 738-748 FinalDocumento5 páginasTrabajo 738-748 FinalUnidad de Logística de la Evaluación CLMetropolitanoAún no hay calificaciones
- Huber Huaman - Rendimientos y Productividad en EquiposDocumento12 páginasHuber Huaman - Rendimientos y Productividad en EquiposHuber Huaman100% (1)
- Taller FinalDocumento12 páginasTaller FinalPaula Katherine Medina VallejoAún no hay calificaciones
- El Ciclo Del Retrabajo - TraduccionDocumento6 páginasEl Ciclo Del Retrabajo - Traduccionyuricruz87Aún no hay calificaciones
- Nucleo SODocumento16 páginasNucleo SOellobolocochonAún no hay calificaciones
- Manufactura y Balanceo de LineasDocumento14 páginasManufactura y Balanceo de LineasIsidro GonzalezAún no hay calificaciones
- Enunciado Del ProyectoDocumento4 páginasEnunciado Del ProyectoPamela TrejosAún no hay calificaciones
- Examenes Finales y SustiDocumento5 páginasExamenes Finales y Sustijhoel20Aún no hay calificaciones
- Balanceo de LineasDocumento2 páginasBalanceo de LineasEdson Flores Solis100% (1)
- Marco Legal y Contable de Las Depreciaciones en El SalvadorDocumento18 páginasMarco Legal y Contable de Las Depreciaciones en El SalvadorMIGUELAún no hay calificaciones
- Laboratorio 03Documento10 páginasLaboratorio 03Christian Alejandro Fanola SalazarAún no hay calificaciones
- Guía 10 - Ejercicios de VLSMDocumento3 páginasGuía 10 - Ejercicios de VLSMlgallardovAún no hay calificaciones
- Balanceo de LineasDocumento62 páginasBalanceo de LineasJose Rodolfo G CAún no hay calificaciones
- Switch CaseDocumento6 páginasSwitch CaseWari Ymber Flores DueñasAún no hay calificaciones
- Eeid-322 - Cuaderno de Informes 13 Tremestre3Documento8 páginasEeid-322 - Cuaderno de Informes 13 Tremestre3hubergallegos86Aún no hay calificaciones
- Diseño de Experimentos: Estrategias y análisis en ciencias e ingenieríasDe EverandDiseño de Experimentos: Estrategias y análisis en ciencias e ingenieríasAún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- UF0906 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones de climatización y ventilaciónDe EverandUF0906 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones de climatización y ventilaciónAún no hay calificaciones
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- UF1253 - Diagnóstico de deformaciones estructuralesDe EverandUF1253 - Diagnóstico de deformaciones estructuralesAún no hay calificaciones
- Rediseño del laboratorio de soldadura de la Universidad UTEDe EverandRediseño del laboratorio de soldadura de la Universidad UTEAún no hay calificaciones
- Predicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselDe EverandPredicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselAún no hay calificaciones
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaDe EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaAún no hay calificaciones
- Tesis - LoniDocumento102 páginasTesis - LoniLoni Rodriguez AcostaAún no hay calificaciones
- Trabajo de Seguridad, Ergonomia e Higiene en El Trabajo Elaborado Por La Bach. RODRÍGUEZ ACOSTA LEYDIDocumento17 páginasTrabajo de Seguridad, Ergonomia e Higiene en El Trabajo Elaborado Por La Bach. RODRÍGUEZ ACOSTA LEYDILoni Rodriguez AcostaAún no hay calificaciones
- Syllabus de MicrobiologíaDocumento20 páginasSyllabus de MicrobiologíaLoni Rodriguez AcostaAún no hay calificaciones
- Manuel POnce PDFDocumento6 páginasManuel POnce PDFLoni Rodriguez AcostaAún no hay calificaciones
- Programación de MetasDocumento49 páginasProgramación de MetasLoni Rodriguez Acosta100% (1)
- TA Diapositivas Maestria USAT 3de5 CRMDocumento18 páginasTA Diapositivas Maestria USAT 3de5 CRMLoni Rodriguez AcostaAún no hay calificaciones
- 1 Sesion 01 - La Gestion Del Tiempo PDFDocumento12 páginas1 Sesion 01 - La Gestion Del Tiempo PDFLoni Rodriguez AcostaAún no hay calificaciones
- ERP Enterprise Resource Planning: Dr. Ernesto Yep Maestría de Ingeniería Industrial Escuela de Post GradoDocumento35 páginasERP Enterprise Resource Planning: Dr. Ernesto Yep Maestría de Ingeniería Industrial Escuela de Post GradoLoni Rodriguez Acosta100% (1)
- #7 Ch4 Programación EnteraDocumento68 páginas#7 Ch4 Programación EnteraLoni Rodriguez Acosta100% (1)
- Subastas Beneficas Online AEFundraisingDocumento12 páginasSubastas Beneficas Online AEFundraisingLoni Rodriguez AcostaAún no hay calificaciones
- Toma de Muestras Concreto FrescoDocumento4 páginasToma de Muestras Concreto FrescoExehomo Diaz Perez0% (1)
- Resumen La Reproducción BourdieuDocumento3 páginasResumen La Reproducción BourdieuMingusHuachiAún no hay calificaciones
- Monografia Manual Comercial La Estrella Corregida Junio 2011Documento268 páginasMonografia Manual Comercial La Estrella Corregida Junio 2011elisabethreyesAún no hay calificaciones
- Copia de Relacion de Aportaciones ADocumento5 páginasCopia de Relacion de Aportaciones AgercaAún no hay calificaciones
- DIEGODocumento159 páginasDIEGOAlan PerezAún no hay calificaciones
- Anexo Capitulo 7 Recolección de Losd Atos CuantitativosDocumento84 páginasAnexo Capitulo 7 Recolección de Losd Atos CuantitativosCristian FernándezAún no hay calificaciones
- Calculo de Impresion OffsetDocumento12 páginasCalculo de Impresion Offsetagustinguerra2014Aún no hay calificaciones
- Matos Moctezuma, 1994. Mesoamérica. Matos MoctezumaDocumento6 páginasMatos Moctezuma, 1994. Mesoamérica. Matos MoctezumaAlexis MicheloudAún no hay calificaciones
- Ejemplo de Examen FinalDocumento6 páginasEjemplo de Examen FinalCristian Taboada AristeAún no hay calificaciones
- Zorba El Griego-Nikos KazantzakisDocumento392 páginasZorba El Griego-Nikos Kazantzakisheldermanuel100100% (5)
- Catalogo de Productos 2019 Con Precios-1 - 3554Documento13 páginasCatalogo de Productos 2019 Con Precios-1 - 3554Henry ComasAún no hay calificaciones
- Importancia de Los Algoritmos GeneticosDocumento6 páginasImportancia de Los Algoritmos GeneticosJesus RodriguezAún no hay calificaciones
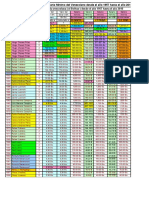
- Recopilacion Retrospectiva Del Salario Minimo Del Venezolano Desde 1952 en Bolivares y Dolares 1Documento15 páginasRecopilacion Retrospectiva Del Salario Minimo Del Venezolano Desde 1952 en Bolivares y Dolares 1v5768628Aún no hay calificaciones
- Autoevaluación 3º ESO FuncionesDocumento3 páginasAutoevaluación 3º ESO FuncionesRafael Merelo GuervósAún no hay calificaciones
- Repu EstosDocumento35 páginasRepu EstosEduardo GonzalezAún no hay calificaciones
- Estudio Del Salmo 3Documento6 páginasEstudio Del Salmo 3estrellaeAún no hay calificaciones
- El Susto de Muebles PDFDocumento28 páginasEl Susto de Muebles PDFrfetggertAún no hay calificaciones
- Conductores PDFDocumento7 páginasConductores PDFKevin Alonso Zenteno AngelAún no hay calificaciones
- Fernando Iturburu RivadeneiraDocumento2 páginasFernando Iturburu RivadeneiraCela Meza WilsonAún no hay calificaciones
- Ejercicios AnualidadesDocumento12 páginasEjercicios AnualidadesdimalordimalorAún no hay calificaciones
- Cartilla OSUTHGRADocumento21 páginasCartilla OSUTHGRADamian ViollazAún no hay calificaciones
- Taller Tablas de Amortización y Series UniformesDocumento15 páginasTaller Tablas de Amortización y Series UniformesKathe Duarte RamirezAún no hay calificaciones
- Obligaciones. Resumen Moisset de EspanesDocumento124 páginasObligaciones. Resumen Moisset de EspanesLaila Nefa100% (1)
- TrabajoVideoAnaCaballero MSWMMDocumento2371 páginasTrabajoVideoAnaCaballero MSWMMAna Caballero GómezAún no hay calificaciones
- Significado de Las Combinaciones de Numeros Que Aparecen FrecuentementeDocumento14 páginasSignificado de Las Combinaciones de Numeros Que Aparecen FrecuentementeAna SalomónAún no hay calificaciones
- De King Kong A Eistein PDFDocumento13 páginasDe King Kong A Eistein PDFLucas ThomasAún no hay calificaciones
- Flujo Caja Sar Bombero GarridoDocumento18 páginasFlujo Caja Sar Bombero GarridoJaimeGutiérrezMartínezAún no hay calificaciones
- Forma 14 100 EL5 LlenaDocumento2 páginasForma 14 100 EL5 Llenaybis_sanchez86% (7)
- Por Qué El Lenguaje Conduce Al Sufrimiento PDFDocumento44 páginasPor Qué El Lenguaje Conduce Al Sufrimiento PDFdantefAún no hay calificaciones