También podría gustarte
- KOP-I-303 Desmontaje de Balde PC8000 - Rev.... 01Documento33 páginasKOP-I-303 Desmontaje de Balde PC8000 - Rev.... 01Jennifer Cont100% (1)
- Mantenimiento El - Ctrico Equipos Planta Concentradora de MineralesDocumento5 páginasMantenimiento El - Ctrico Equipos Planta Concentradora de MineralesluisandradeAún no hay calificaciones
- K162 C2 PTE M 014 - 0 Procedimiento Tintes PenetrantesDocumento14 páginasK162 C2 PTE M 014 - 0 Procedimiento Tintes PenetrantesAxel GonzalesAún no hay calificaciones
- TT ASTM A532 Bernal-CanalesDocumento4 páginasTT ASTM A532 Bernal-CanalesPaolo Sebastián Bernal GómezAún no hay calificaciones
- Condestable Reporte de Inspección Chancadora HP400 2018134 PDFDocumento6 páginasCondestable Reporte de Inspección Chancadora HP400 2018134 PDFCesar Casachagua DavilaAún no hay calificaciones
- Imco Cap16132 1700337 PR 001Documento25 páginasImco Cap16132 1700337 PR 001Diego Benavides MartínezAún no hay calificaciones
- Pets Operacion de EsmerilDocumento3 páginasPets Operacion de EsmerilErick Vasquez DelgadoAún no hay calificaciones
- Laboratorio Soldadura ChamferDocumento5 páginasLaboratorio Soldadura ChamferNanny Alpaca ValdiviaAún no hay calificaciones
- Calificacion y Certificacion de Soldadores de Acuerdo A La AwsDocumento7 páginasCalificacion y Certificacion de Soldadores de Acuerdo A La AwsJesus Miguel Year BhertsAún no hay calificaciones
- PETS FABRICACION, SOLDADURA, TERMOFUSION Y MONTAJE DE TUBERIA Y SOPORTES DE TUBERIA Rev - 1Documento63 páginasPETS FABRICACION, SOLDADURA, TERMOFUSION Y MONTAJE DE TUBERIA Y SOPORTES DE TUBERIA Rev - 1Jorge Flores puescasAún no hay calificaciones
- HSEQ-QB2-PO-013-INST-012 Rev 0 Flushing para Sistema de CañeríasDocumento42 páginasHSEQ-QB2-PO-013-INST-012 Rev 0 Flushing para Sistema de CañeríasRicardo Barahona MedinaAún no hay calificaciones
- Reporte de Inspección Predictiva Bucket de Pala Ex5600 Taller Usitemsa LimaDocumento6 páginasReporte de Inspección Predictiva Bucket de Pala Ex5600 Taller Usitemsa Limachechar10Aún no hay calificaciones
- LP13692S-0132-F700-PRO-00037-PETS TIE IN 002 y 003 - TIE OUT 001 y 002 CorregidoDocumento23 páginasLP13692S-0132-F700-PRO-00037-PETS TIE IN 002 y 003 - TIE OUT 001 y 002 CorregidoSergio Anthony Llontop ValdiviesoAún no hay calificaciones
- 018 PETS TIE IN 001 Y 012 - Rev - ADocumento16 páginas018 PETS TIE IN 001 Y 012 - Rev - APol QuillaAún no hay calificaciones
- Manual Bomba I3620Documento96 páginasManual Bomba I3620Manuel AlejandroAún no hay calificaciones
- 15-ET-SySO-07 Inspección de Plantas y EquiposDocumento5 páginas15-ET-SySO-07 Inspección de Plantas y EquiposseguridadAún no hay calificaciones
- Tipos de Valvulas IndustrialesDocumento38 páginasTipos de Valvulas IndustrialesAlexAlmeidaAún no hay calificaciones
- Fabricacion de CañeriasDocumento7 páginasFabricacion de CañeriasgusdanyAún no hay calificaciones
- Elementos Básicos de Un Plan de SSO - II PARTEDocumento15 páginasElementos Básicos de Un Plan de SSO - II PARTEGabs ChávezAún no hay calificaciones
- PETS-C2-M081 - Cambio de Tubería de Alimentación Espesador Cobre TK 001 v1.0Documento15 páginasPETS-C2-M081 - Cambio de Tubería de Alimentación Espesador Cobre TK 001 v1.0Andre JoseAún no hay calificaciones
- Informe para La Reparacion de La Bomba 41002XX 170721Documento7 páginasInforme para La Reparacion de La Bomba 41002XX 170721darwingAún no hay calificaciones
- Sistema de Control AvanzadaDocumento43 páginasSistema de Control Avanzadafrancisco contrerasAún no hay calificaciones
- Procedimiento Operativo Po Pbe IzajeDocumento16 páginasProcedimiento Operativo Po Pbe IzajeNenita RivasAún no hay calificaciones
- Operacion Equipos Mcelroy Gran DiametroDocumento17 páginasOperacion Equipos Mcelroy Gran DiametroBrayan Yamil Castillo JulioAún no hay calificaciones
- Reporte de Falla en CompresoraDocumento3 páginasReporte de Falla en CompresoraFrank HornaAún no hay calificaciones
- S Tal JJ8 Gen Qua PRD 0001 - 00Documento49 páginasS Tal JJ8 Gen Qua PRD 0001 - 00Carlos Ditmar Jiménez RivasAún no hay calificaciones
- Torque de Pernos Rev BDocumento8 páginasTorque de Pernos Rev BYorman Carrasco ReyesAún no hay calificaciones
- Plan de Trabajo MCBDocumento22 páginasPlan de Trabajo MCBYovana SanchezAún no hay calificaciones
- 16to Programa Cwi - Indura PeruDocumento7 páginas16to Programa Cwi - Indura PeruFabian LlivichuscaAún no hay calificaciones
- Actividades Sec Rotadisco HetlandDocumento2 páginasActividades Sec Rotadisco HetlandJames BrownAún no hay calificaciones
- Pasos para Procedimiento MTDocumento10 páginasPasos para Procedimiento MTMiguelAún no hay calificaciones
- Joaquin Marin Pineda - CVDocumento4 páginasJoaquin Marin Pineda - CVsareluis30Aún no hay calificaciones
- Informe - 001 - 200068019 - Fabricacion de Skirtboard (Faldon) de Faja 101Documento23 páginasInforme - 001 - 200068019 - Fabricacion de Skirtboard (Faldon) de Faja 101Chicha y LimonadaAún no hay calificaciones
- Informe Tecnico - MP de Motorreductor de Mezcla RapidaDocumento8 páginasInforme Tecnico - MP de Motorreductor de Mezcla RapidaAngelAún no hay calificaciones
- MANUAL BOMBA IWAKI MXM Manual SPDocumento35 páginasMANUAL BOMBA IWAKI MXM Manual SPrikmartzAún no hay calificaciones
- Pets Faja Cv002Documento5 páginasPets Faja Cv002Wily100% (1)
- Bamb-Mme-Pets - DDH 006 Cambio de Mangueras Hidraulicas - V. 05-1Documento7 páginasBamb-Mme-Pets - DDH 006 Cambio de Mangueras Hidraulicas - V. 05-1Jaime SalazarAún no hay calificaciones
- Te-End-It-014 Procedimiento Técnico para Inspección Por Partículas MagnéticasDocumento9 páginasTe-End-It-014 Procedimiento Técnico para Inspección Por Partículas Magnéticasjazmin bayonaAún no hay calificaciones
- Examenes RAC Miski MayoDocumento5 páginasExamenes RAC Miski MayoOmar turco curiAún no hay calificaciones
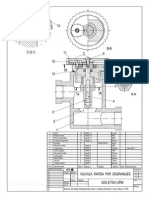
- Válvula Rotatoria An SPM IOMDocumento16 páginasVálvula Rotatoria An SPM IOMjimmyAún no hay calificaciones
- PT Montaje Ductos de Despolvorizacion 12.2.8Documento5 páginasPT Montaje Ductos de Despolvorizacion 12.2.8Joselo HidalgoAún no hay calificaciones
- MT006 PST Reparacion de Blindaje para CucharonesDocumento5 páginasMT006 PST Reparacion de Blindaje para CucharonesricardoAún no hay calificaciones
- Igc-Sig-Pets-Cmmm-014 - Mantenimiento de EquiposDocumento3 páginasIgc-Sig-Pets-Cmmm-014 - Mantenimiento de Equipospierre alcantaraAún no hay calificaciones
- Guias para La ImplementacionDocumento61 páginasGuias para La ImplementacionlobitodelperuAún no hay calificaciones
- Informe Ept-ElectricidadDocumento17 páginasInforme Ept-ElectricidadJose Rodrigo CordovaAún no hay calificaciones
- DCG 180-P PDFDocumento1 páginaDCG 180-P PDFmadzeroAún no hay calificaciones
- Catalogos ProcesosDocumento15 páginasCatalogos ProcesosneckerAún no hay calificaciones
- Lab Acr 2020Documento9 páginasLab Acr 2020Erick Villagra CruzAún no hay calificaciones
- HIT RE 500 V3 Leaflet W2 2017 01Documento6 páginasHIT RE 500 V3 Leaflet W2 2017 01Julian GalvisAún no hay calificaciones
- PLS (Pregnant Leaching Solution) - Transport (Spanish)Documento2 páginasPLS (Pregnant Leaching Solution) - Transport (Spanish)RogerQuispeAún no hay calificaciones
- Informe Final de Personal Tercero Parada de Planta Julio 2021 Version 2 (Autoguardado)Documento24 páginasInforme Final de Personal Tercero Parada de Planta Julio 2021 Version 2 (Autoguardado)LUIS GARCIA100% (1)
- Informe de Inpeccion Tecnica + MastilDocumento8 páginasInforme de Inpeccion Tecnica + MastilErica LlayquiAún no hay calificaciones
- Listado de ProcedimientoDocumento2 páginasListado de ProcedimientoJorge UlloaAún no hay calificaciones
- Control de Calidad en Proceso de TorneadoDocumento6 páginasControl de Calidad en Proceso de TorneadoIsabel Cristina Bobadilla BernuyAún no hay calificaciones
- CCI-CMC-CON-PRO-001 Procedimiento para Montaje de Tanques API 650 - Mediante Camion GruaDocumento19 páginasCCI-CMC-CON-PRO-001 Procedimiento para Montaje de Tanques API 650 - Mediante Camion GruaSILVIAAún no hay calificaciones
- Pets TronzadoraDocumento6 páginasPets TronzadoraJ Cesar Quispe100% (1)
- Secuencia de Soldeo para SoldadoresDocumento87 páginasSecuencia de Soldeo para SoldadoresRjvPoqui100% (1)
- Reparacion Por SoldaduraDocumento112 páginasReparacion Por SoldaduraElmar Cuellar100% (1)
- Secuencia de Soldeo - Indura 2018Documento74 páginasSecuencia de Soldeo - Indura 2018luisAún no hay calificaciones
- Modulo 3Documento51 páginasModulo 3d.aravenaAún no hay calificaciones
- Interruptor de Hexafluoruro de Azufre SF6Documento8 páginasInterruptor de Hexafluoruro de Azufre SF6Alex MeloAún no hay calificaciones
- Ecuaciones en ZDocumento2 páginasEcuaciones en ZSHEILA MARCANOAún no hay calificaciones
- Estrategia de Cloud para EmpresaDocumento74 páginasEstrategia de Cloud para Empresamigue476Aún no hay calificaciones
- Leccion 5Documento7 páginasLeccion 5martahd51Aún no hay calificaciones
- Cosechamos Lo Que PensamosDocumento11 páginasCosechamos Lo Que PensamosSargonJavAún no hay calificaciones
- Laboratorio #08. Transformador Eléctrico. Electricidad y Magnetismo. Ciclo 2022 - IDocumento15 páginasLaboratorio #08. Transformador Eléctrico. Electricidad y Magnetismo. Ciclo 2022 - IAndy lozadaAún no hay calificaciones
- Ejercicios de ElectrodinámicaDocumento2 páginasEjercicios de ElectrodinámicaPercy Aranda Cera50% (2)
- Estudio Del Emplazamiento BioclimaticoDocumento6 páginasEstudio Del Emplazamiento BioclimaticoMaurizio Chipoco DiazAún no hay calificaciones
- Ingeniería GráficaDocumento10 páginasIngeniería GráficaJC93_scribdAún no hay calificaciones
- NMX Aa 030 1 Scfi 2012Documento12 páginasNMX Aa 030 1 Scfi 2012oliva_marti2543Aún no hay calificaciones
- Teorema de Pappus GuldingDocumento2 páginasTeorema de Pappus GuldingAnonymous phAIWgucDtAún no hay calificaciones
- Matlab Control PDFDocumento75 páginasMatlab Control PDFBruno RussellAún no hay calificaciones
- Experimento de MilikanDocumento7 páginasExperimento de MilikanPablo OrtegaAún no hay calificaciones
- Concreto, Diseño de EstribosDocumento63 páginasConcreto, Diseño de EstribosVasallo54Aún no hay calificaciones
- Documento 17 de ONACDocumento11 páginasDocumento 17 de ONACSebastian AyalaAún no hay calificaciones
- Eductrade Planes Mecánica Automotriz 1-2 de Bachillerato.Documento107 páginasEductrade Planes Mecánica Automotriz 1-2 de Bachillerato.Gilbert Bolivar Bustamante GarciaAún no hay calificaciones
- Procedimiento Técnico PR 15 - GRUPO Nº4Documento6 páginasProcedimiento Técnico PR 15 - GRUPO Nº4Eduardo Arribasplata CernaAún no hay calificaciones
- Fisica Dashira UnidadDocumento2 páginasFisica Dashira UnidadDashira ContrerasAún no hay calificaciones
- DDDDCDDocumento3 páginasDDDDCDAnonymous 5WhCFbioxK50% (2)
- BoxerDocumento4 páginasBoxerMARLONAún no hay calificaciones
- Actividades Sobre Transformación de La EnergíaDocumento3 páginasActividades Sobre Transformación de La EnergíamelvinjrpichardoAún no hay calificaciones
- Oscilaciones Forzadas en Un Sistema Formado Por Particulas IIDocumento10 páginasOscilaciones Forzadas en Un Sistema Formado Por Particulas IIJose ManuelAún no hay calificaciones
- Oleohidraulica BasicaDocumento204 páginasOleohidraulica Basicael_tirano_regresa735992% (13)
- Parcial 1-Cálculo Vectorial-Tema 1-Corte 1Documento1 páginaParcial 1-Cálculo Vectorial-Tema 1-Corte 1hernancAún no hay calificaciones
- 2.18 Anexo 1. Permiso Trabajos ElectricosDocumento6 páginas2.18 Anexo 1. Permiso Trabajos ElectricosMiguel Leon RiveraAún no hay calificaciones
- Sensores de ConductividadDocumento9 páginasSensores de ConductividadJair MorenoAún no hay calificaciones
- Maco U2 A3 FRCRDocumento8 páginasMaco U2 A3 FRCRsoundwave72Aún no hay calificaciones
- IM05 05 Evento VatiosDocumento12 páginasIM05 05 Evento VatiosPepe Al0% (1)
- Dupline Charla UniversidadDocumento46 páginasDupline Charla UniversidadSope Urrutia100% (1)