También podría gustarte
- Ficha PROSTAR-newDocumento2 páginasFicha PROSTAR-newBryam RubioAún no hay calificaciones
- Caso Clinico Lupus Eritematoso Sistemico-Grupo 1Documento5 páginasCaso Clinico Lupus Eritematoso Sistemico-Grupo 1Kevin NegreteAún no hay calificaciones
- Listado de Puentes IIRSA NorteDocumento1 páginaListado de Puentes IIRSA NorteEduardo Mora Lazo100% (1)
- Modelo Informe MaquinariaDocumento16 páginasModelo Informe Maquinariamanekenk100% (6)
- SOLDADURADocumento57 páginasSOLDADURAIvonne PontonAún no hay calificaciones
- Electrodos 167945Documento21 páginasElectrodos 167945Victor Javier BarrazaAún no hay calificaciones
- HuracanesDocumento4 páginasHuracanesjessica ArangoAún no hay calificaciones
- Capitulo 1.2 y 1.3 PDFDocumento69 páginasCapitulo 1.2 y 1.3 PDFCristhian PardoAún no hay calificaciones
- Aplicación de Resortes Dinamicos Barkan PDFDocumento4 páginasAplicación de Resortes Dinamicos Barkan PDFAlexanderAún no hay calificaciones
- Uniones SoldadasDocumento22 páginasUniones SoldadasCésarPachoRodríguezAún no hay calificaciones
- Dokumen - Tips - Manual Motor Nissan v16 Tapa Roja Motor Nissan v16 Tapa Roja Link de Descarga DelDocumento3 páginasDokumen - Tips - Manual Motor Nissan v16 Tapa Roja Motor Nissan v16 Tapa Roja Link de Descarga Delmanuel JGAún no hay calificaciones
- Ade Pantalla Anclada - Punta Paraiso (18!08!2023)Documento60 páginasAde Pantalla Anclada - Punta Paraiso (18!08!2023)romario barriosAún no hay calificaciones
- Reparaciones en La Etapa Horizontal Curso Completo de TV PDFDocumento12 páginasReparaciones en La Etapa Horizontal Curso Completo de TV PDFjesus cautivoAún no hay calificaciones
- Diseño de Muro de Contención en Voladizo + Sobre Carga VivaDocumento55 páginasDiseño de Muro de Contención en Voladizo + Sobre Carga VivaJose De Jesus HernandezAún no hay calificaciones
- Ficha Tecnica Riel UnistrutDocumento2 páginasFicha Tecnica Riel UnistrutjuniorfAún no hay calificaciones
- Estructuras MetálicasDocumento8 páginasEstructuras MetálicasAlexis Pedreros MartinAún no hay calificaciones
- Hoja Técnica Gavión de 10x12 2.4mm G+PVCDocumento1 páginaHoja Técnica Gavión de 10x12 2.4mm G+PVCBony José Aguilar PoémapeAún no hay calificaciones
- NTC2575Documento11 páginasNTC2575yeison ochoaAún no hay calificaciones
- Barras Redondas LisasDocumento1 páginaBarras Redondas LisasManuel RoblesAún no hay calificaciones
- AtesadorDocumento6 páginasAtesadorMau Morales100% (1)
- Tema 3.1 - Longitud de Desarrollo y AnclajeDocumento10 páginasTema 3.1 - Longitud de Desarrollo y AnclajeMilton LopezAún no hay calificaciones
- Simología de Soldadura AWSDocumento15 páginasSimología de Soldadura AWSGlicerio ALAún no hay calificaciones
- Análisis de Precios Unitarios Cesoft Jul-Sept 2023Documento953 páginasAnálisis de Precios Unitarios Cesoft Jul-Sept 2023Jorge Torres ArceAún no hay calificaciones
- Lam. Galv. Perf. Ondulado (ZO-75, ZO-103)Documento4 páginasLam. Galv. Perf. Ondulado (ZO-75, ZO-103)jesus herediaAún no hay calificaciones
- Cap.2.7.1 Cables Acero 1Documento47 páginasCap.2.7.1 Cables Acero 1Luis Alejandro zuñiga Muñoz50% (2)
- Estructuras Metßlicas EMELT PDFDocumento107 páginasEstructuras Metßlicas EMELT PDFClaudia DominguezAún no hay calificaciones
- MORTEROS REFRACTARIOS para Construir Cualquier Tipo de Albañilería Refractaria en Un HornoDocumento2 páginasMORTEROS REFRACTARIOS para Construir Cualquier Tipo de Albañilería Refractaria en Un HornoeGnEsToMcAún no hay calificaciones
- Cálculo de Micropilotes. Formulación y Ejemplo Practico - GeotecnologíaDocumento5 páginasCálculo de Micropilotes. Formulación y Ejemplo Practico - GeotecnologíaByron SalasAún no hay calificaciones
- Cerchas y CubiertasDocumento24 páginasCerchas y CubiertasJose Gregorio Farias BrugésAún no hay calificaciones
- Conectores de Cortante Tipo Canal Ccp-14Documento8 páginasConectores de Cortante Tipo Canal Ccp-14thomas rojasAún no hay calificaciones
- Catalogo Emcocables Cables MinDocumento7 páginasCatalogo Emcocables Cables MinRichar Rivas LoaizaAún no hay calificaciones
- Amanco Manual Tecnico Junta SeguraDocumento36 páginasAmanco Manual Tecnico Junta SeguraortizfacundoezequielAún no hay calificaciones
- Diseño Estructural Columna Diagrama de InteraccionDocumento9 páginasDiseño Estructural Columna Diagrama de InteraccionInseguridad AsaltosAún no hay calificaciones
- Plano Eléctrico CCMDocumento1 páginaPlano Eléctrico CCMrogerAún no hay calificaciones
- Manual de Procedimiento en Staad ProDocumento15 páginasManual de Procedimiento en Staad ProWilliam CortesAún no hay calificaciones
- Manual Fierro DeckDocumento17 páginasManual Fierro DeckTroya GuerreraAún no hay calificaciones
- Diseño de Puentes-PretensadosDocumento27 páginasDiseño de Puentes-PretensadosPepe LMAún no hay calificaciones
- Anexo 5.1 Calculo-Puente-Colgante-22m PDFDocumento7 páginasAnexo 5.1 Calculo-Puente-Colgante-22m PDFhelitabelitoyahooesAún no hay calificaciones
- Abrazadera AG Y BS PDFDocumento1 páginaAbrazadera AG Y BS PDFUpav Coatzintla100% (1)
- Diseño RemolqueDocumento53 páginasDiseño RemolqueRodnie RodriguezAún no hay calificaciones
- Diseño de VigasDocumento17 páginasDiseño de VigasMarcelo PatiñoAún no hay calificaciones
- Citodur 600 Oerlikon Es MXDocumento2 páginasCitodur 600 Oerlikon Es MXJulio VilcaAún no hay calificaciones
- Pu Serviu 2021Documento1 páginaPu Serviu 2021juan100% (1)
- Cm-Ft-094-Teja Skydeck Sin Traslapo Sandwich Sistema Standing Seam-V.02 PDFDocumento2 páginasCm-Ft-094-Teja Skydeck Sin Traslapo Sandwich Sistema Standing Seam-V.02 PDFFabian MesaAún no hay calificaciones
- Hoja de Calculo para ZapatasDocumento4 páginasHoja de Calculo para ZapatasEDUARDO SUMALAVE NINAAún no hay calificaciones
- Sofware de Diseño Sika Carbodur - Clase 3Documento4 páginasSofware de Diseño Sika Carbodur - Clase 3Sharom Monge Ponce de LeónAún no hay calificaciones
- Memoria Calculo Eje Cuadrado 152 MM y Circular 198 MMDocumento5 páginasMemoria Calculo Eje Cuadrado 152 MM y Circular 198 MMAnonymous A2xWBkQYvtAún no hay calificaciones
- Diseño de Elementos No Estructurales Produclinicos - 230131 - 153155Documento9 páginasDiseño de Elementos No Estructurales Produclinicos - 230131 - 153155CESAR JOAQUIN VELASQUEZAún no hay calificaciones
- 11.bomba - Centrifuga - Iso - 2858.pdf SELLO MECÁNICO Y AMPAQUETADURADocumento16 páginas11.bomba - Centrifuga - Iso - 2858.pdf SELLO MECÁNICO Y AMPAQUETADURAJose EnriqueAún no hay calificaciones
- Catalogo ChristensenDocumento40 páginasCatalogo ChristensenRodrigo Alejandro Pedreros PedrerosAún no hay calificaciones
- Asentamiento s1-s2 (Plinto Aislado)Documento4 páginasAsentamiento s1-s2 (Plinto Aislado)Ricardo EnriquezAún no hay calificaciones
- Fichas TriplexDocumento1 páginaFichas TriplexCamila Blanco0% (1)
- Memoria de Calculo L 30mDocumento49 páginasMemoria de Calculo L 30mJHASMANY ZARATE DAZAAún no hay calificaciones
- Hoja Tecnica Tubo de 36 - Refuerzo ElipticoDocumento1 páginaHoja Tecnica Tubo de 36 - Refuerzo ElipticoFer QuijanoAún no hay calificaciones
- Control de Asentamientos Torre 3Documento10 páginasControl de Asentamientos Torre 3Pedro Elias Jaimes AvendañoAún no hay calificaciones
- Brochure Domino Sencia 2022Documento12 páginasBrochure Domino Sencia 2022Gabriel Manrique PostigoAún no hay calificaciones
- Análisis y Diseño de Vigas de AcopleDocumento15 páginasAnálisis y Diseño de Vigas de AcopleOmar Caraballo0% (1)
- Welding Handbook Ninth Edition Volume 4-8-9-Convertido (1) ESDocumento4 páginasWelding Handbook Ninth Edition Volume 4-8-9-Convertido (1) EShenry0912890% (1)
- Clasificación y Nomenclatura de Los AcerosDocumento11 páginasClasificación y Nomenclatura de Los AcerosLuis JimenezAún no hay calificaciones
- Cuestionario Lab Soldadura 12Documento12 páginasCuestionario Lab Soldadura 12Antón JaCob Di La RottaAún no hay calificaciones
- Soldabilidad de Aceros de Medio CarbonoDocumento15 páginasSoldabilidad de Aceros de Medio CarbonoLinis Maris DcfAún no hay calificaciones
- AcerosDocumento12 páginasAcerosagalarzag100% (5)
- Consejo 217-Estabilidad de La Consistencia de GrasasDocumento1 páginaConsejo 217-Estabilidad de La Consistencia de GrasasEduardo Saúl TapiaAún no hay calificaciones
- Extensión de Períodos de Cambio de Aceite en Motores A Gas PDFDocumento2 páginasExtensión de Períodos de Cambio de Aceite en Motores A Gas PDFEduardo Saúl TapiaAún no hay calificaciones
- AGMADocumento4 páginasAGMAJeef100% (4)
- Conozca El Intervalo-P-F de Los Modo de Falla de Su Maquinária Si Quiere Aprovechar Al Máximo El Análisis de Aceite UsadoDocumento1 páginaConozca El Intervalo-P-F de Los Modo de Falla de Su Maquinária Si Quiere Aprovechar Al Máximo El Análisis de Aceite UsadoEduardo Saúl TapiaAún no hay calificaciones
- 10 Fases de La Lubricacion PDFDocumento1 página10 Fases de La Lubricacion PDFEduardo Saúl TapiaAún no hay calificaciones
- Consejo 089-Motores Eléctricos Con Polyrex EMDocumento1 páginaConsejo 089-Motores Eléctricos Con Polyrex EMgerardoctavaraAún no hay calificaciones
- Semana 1Documento4 páginasSemana 1Miguel Antonio SINDICUE PEREZ100% (1)
- El Encubrimiento Alien Del Gobierno - Noel HuntleyDocumento13 páginasEl Encubrimiento Alien Del Gobierno - Noel HuntleyFabio RamirezAún no hay calificaciones
- Comprobante de Egreso: Fecha: 26-Abr.-2021Documento2 páginasComprobante de Egreso: Fecha: 26-Abr.-2021alfonso pearandaAún no hay calificaciones
- Dr. Jhoel Chipana Catalán - Ser ProDocumento85 páginasDr. Jhoel Chipana Catalán - Ser ProPaúl De La TorreAún no hay calificaciones
- Monografia de EntropiaDocumento19 páginasMonografia de EntropiaSergioAún no hay calificaciones
- Aguas SubterraneasDocumento32 páginasAguas SubterraneasAnonymous oATy8iFNlAún no hay calificaciones
- Ósmosis en Papa o PatataDocumento4 páginasÓsmosis en Papa o PatataPABLOAún no hay calificaciones
- Unidad I - Elementos Conceptuales de La RSEDocumento43 páginasUnidad I - Elementos Conceptuales de La RSEPaz Aqueveque BeltránAún no hay calificaciones
- Cuestionario P2BDocumento3 páginasCuestionario P2BJessi KimAún no hay calificaciones
- Las MezclasDocumento3 páginasLas MezclasGloria Mora100% (1)
- Certificado de Estudios de ROGERDocumento1 páginaCertificado de Estudios de ROGERalex ruiz0% (1)
- Parcial ModeloDocumento1 páginaParcial Modelovalentina martinez fuurnielesAún no hay calificaciones
- Practica19 PDFDocumento9 páginasPractica19 PDFvalentina del valleAún no hay calificaciones
- Como Afecta Las Nuevas Tecnologías en La Ética y La MoralDocumento2 páginasComo Afecta Las Nuevas Tecnologías en La Ética y La MoralOrlando Jares Velarde100% (1)
- Carta Oferta de Construccion Del Tanque y Aduccion San JacintoDocumento14 páginasCarta Oferta de Construccion Del Tanque y Aduccion San Jacintojmvm56Aún no hay calificaciones
- Cinturon de Fuego Del PacificoDocumento11 páginasCinturon de Fuego Del Pacificomario pinoAún no hay calificaciones
- FT-ST-20 - Listado Maestro de DocumentosDocumento7 páginasFT-ST-20 - Listado Maestro de DocumentosYulyMuñozDazaAún no hay calificaciones
- Curso de Registros Akáshicos1Documento63 páginasCurso de Registros Akáshicos1Luz Dorada100% (3)
- 50.6.2.1 Incoporación para Personas Trabajadoras IndependientesDocumento9 páginas50.6.2.1 Incoporación para Personas Trabajadoras IndependientesYago FantomasAún no hay calificaciones
- La Increible Maquina HumanaDocumento5 páginasLa Increible Maquina HumanaerikadelgAún no hay calificaciones
- Las 12 Claves de Dale Carnegie para Conseguir Que Los Demás Piensen Como TúDocumento2 páginasLas 12 Claves de Dale Carnegie para Conseguir Que Los Demás Piensen Como TúEdgarAún no hay calificaciones
- Trabajo Liquidacion MartinaDocumento8 páginasTrabajo Liquidacion MartinaFrithz RamirezAún no hay calificaciones
- Ficha de Evap CleanDocumento5 páginasFicha de Evap Cleanevamariamilagro20Aún no hay calificaciones
- 1º Materiales. La MaderaDocumento28 páginas1º Materiales. La MaderafiniptAún no hay calificaciones
- Los Pastores en El Antiguo Testamento.Documento7 páginasLos Pastores en El Antiguo Testamento.Gonzalo Veyvidea100% (5)
- Ebook Metodologia de La Investigacion Smith Zamora EirlDocumento65 páginasEbook Metodologia de La Investigacion Smith Zamora EirlBarbara PonceAún no hay calificaciones
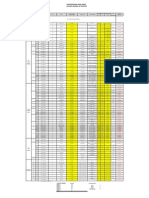
- 2023 Guia Determinacion Prima SUA IDSEDocumento41 páginas2023 Guia Determinacion Prima SUA IDSEAdriano CasanovaAún no hay calificaciones
- Diapositiva ProtocoloDocumento18 páginasDiapositiva ProtocoloLuis felipe Ortiz LázaroAún no hay calificaciones