También podría gustarte
- Entrenamiento Espartano para Ganar Masa MuscularDocumento23 páginasEntrenamiento Espartano para Ganar Masa MuscularCarlos Alberto Melchor NoresAún no hay calificaciones
- Examen 19Documento3 páginasExamen 19roger arieñ75% (4)
- Corrección Por Esbeltez en Pilas de Albañilería Ensayadas A Compresión AxialDocumento6 páginasCorrección Por Esbeltez en Pilas de Albañilería Ensayadas A Compresión AxialVictor Rodriguez UrquiagaAún no hay calificaciones
- Base Granular 1era ParteDocumento35 páginasBase Granular 1era ParteLuisAún no hay calificaciones
- Verdades y Mentiras de La Ruta Del BakalaoDocumento12 páginasVerdades y Mentiras de La Ruta Del Bakalaotoke69Aún no hay calificaciones
- Planificacion Materia EnsambleDocumento2 páginasPlanificacion Materia EnsamblecarlaAún no hay calificaciones
- RocasDocumento6 páginasRocasAnderson Muñoz PaezAún no hay calificaciones
- Asfalto Espumado 1Documento17 páginasAsfalto Espumado 1Albert AlfonzoAún no hay calificaciones
- Informe Nº2 MECANICA DE SUELOS Y ROCASDocumento15 páginasInforme Nº2 MECANICA DE SUELOS Y ROCASJHONATANAún no hay calificaciones
- Ensayo Rice AsfaltoDocumento1 páginaEnsayo Rice AsfaltoAbel Grández VelaAún no hay calificaciones
- Tecnicas para La Rehabilitacion de PavimentosDocumento7 páginasTecnicas para La Rehabilitacion de PavimentosLuis Silva0% (1)
- Limos Plásticos y ArcillasDocumento7 páginasLimos Plásticos y ArcillasMARY07abrAún no hay calificaciones
- Pastas, morteros, adhesivos y hormigones. IEXD0409De EverandPastas, morteros, adhesivos y hormigones. IEXD0409Aún no hay calificaciones
- Pavimento de Adoquines de HormigónDocumento11 páginasPavimento de Adoquines de HormigónJenrry Jamer Rodrigo VitonAún no hay calificaciones
- Adherencia Unidad Con MorteroDocumento4 páginasAdherencia Unidad Con MorteroAriana Rentacar MendozaAún no hay calificaciones
- Peso-Bulk DensidadDocumento11 páginasPeso-Bulk DensidadJulio ContrerasAún no hay calificaciones
- Norma NTG 41055h1 - Ensayo Resistencia Compresion de BloquesDocumento10 páginasNorma NTG 41055h1 - Ensayo Resistencia Compresion de BloquesSaariTa'h QOziita'Aún no hay calificaciones
- Ntc5147 Resistencia A La Abrasión de Materiales para PisosDocumento13 páginasNtc5147 Resistencia A La Abrasión de Materiales para Pisosgriever9900% (1)
- Asfalto EspumadoDocumento21 páginasAsfalto EspumadoMelyssa Carazas BarriosAún no hay calificaciones
- Concreto Con Aire Incorporado TerminadoDocumento13 páginasConcreto Con Aire Incorporado TerminadoChristian Vargas NadalAún no hay calificaciones
- Ficha de ObservaciónDocumento2 páginasFicha de ObservaciónAngelica Ucharico100% (1)
- Densidad ControladaDocumento12 páginasDensidad ControladaJose Miguel Piña RodriguezAún no hay calificaciones
- Perfil de Proyecto UbiDocumento16 páginasPerfil de Proyecto Ubihector salcedoAún no hay calificaciones
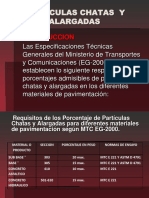
- Particulas ChatasDocumento11 páginasParticulas ChatasWalter Eduardo Valderrama LozanoAún no hay calificaciones
- Presentacion de Ensayo de Desgaste 2Documento21 páginasPresentacion de Ensayo de Desgaste 2Jeffry LeOo MEndozaAún no hay calificaciones
- Ensayo de AdherenciaDocumento5 páginasEnsayo de AdherenciaRilmar Mamani llanosAún no hay calificaciones
- Informe Ensayos de Mec Rocas 01Documento4 páginasInforme Ensayos de Mec Rocas 01lalibertad935Aún no hay calificaciones
- U245809 PDFDocumento84 páginasU245809 PDFManuel Adrian Tobios VerbelAún no hay calificaciones
- NTP 399.613 2005Documento6 páginasNTP 399.613 2005Andreus KcanaAún no hay calificaciones
- ASTM C29-C29m-91aDocumento7 páginasASTM C29-C29m-91aEsteban FinoAún no hay calificaciones
- Determinación Colorimétrica de La Presencia de Impurezas Orgánicas en Las ArenasDocumento22 páginasDeterminación Colorimétrica de La Presencia de Impurezas Orgánicas en Las ArenasErick Varela JerezAún no hay calificaciones
- Fabricación de Lodo CretoDocumento6 páginasFabricación de Lodo CretoAnonymous ZcEzzIAún no hay calificaciones
- Calculo de CBRDocumento22 páginasCalculo de CBRedwin jhunseon huasco utani100% (1)
- Practica de Perdida de MasaDocumento6 páginasPractica de Perdida de MasaRomario Alberto AlbinoAún no hay calificaciones
- Evaluación Del Método de Hilf para El Control de Compactación de Mezclas Con Suelos Volcánicos Del Aeropuerto Del CaféDocumento128 páginasEvaluación Del Método de Hilf para El Control de Compactación de Mezclas Con Suelos Volcánicos Del Aeropuerto Del CaféMauricio SanchezAún no hay calificaciones
- Trabajo Final de Tratamientos SuperficialesDocumento38 páginasTrabajo Final de Tratamientos SuperficialesJuliana Noriega100% (1)
- 01.-Memoria Descriptiva Estructura VinzosDocumento5 páginas01.-Memoria Descriptiva Estructura VinzosAyrton Torres BarretoAún no hay calificaciones
- Ensayos A Cemento Asfáltico PDFDocumento9 páginasEnsayos A Cemento Asfáltico PDFDidier Mansilla RodriguezAún no hay calificaciones
- Moquegua CanterasDocumento7 páginasMoquegua CanterasAna Mile100% (1)
- NTC - 237Documento3 páginasNTC - 237Kelly CuervoAún no hay calificaciones
- Informe Finura Del CementoDocumento2 páginasInforme Finura Del CementoGerarldscribd100% (1)
- Ceniza SDocumento8 páginasCeniza SCriZthian AmesAún no hay calificaciones
- Asfaltos Modificados Con PolimerosDocumento16 páginasAsfaltos Modificados Con PolimerosFELIX JAVIERAún no hay calificaciones
- HORMIGONESDocumento49 páginasHORMIGONESJavier Tufiño Peralta100% (1)
- Tecnología Del Concreto Aditivos y AdicionesDocumento34 páginasTecnología Del Concreto Aditivos y AdicionesPaola Elizalde100% (1)
- PavimentosDocumento6 páginasPavimentosrocklee_11Aún no hay calificaciones
- Diamond Brite SpanishspanishDocumento7 páginasDiamond Brite SpanishspanishElvis Rodrigo Ortega BarraAún no hay calificaciones
- Fluidez de Morteros de Cemento Hidraulico (Documento4 páginasFluidez de Morteros de Cemento Hidraulico (Jwsus Fc Crew VociferoAún no hay calificaciones
- DUCTILIDAAADDocumento26 páginasDUCTILIDAAADJordi Toapanta TufiñoAún no hay calificaciones
- Rendimiento Volumetrico Del ConcretoDocumento4 páginasRendimiento Volumetrico Del ConcretoJesus GarciaAún no hay calificaciones
- DISENO DE MEZCLAS F - C 175 - FCR 210Documento5 páginasDISENO DE MEZCLAS F - C 175 - FCR 210DanielEspinoAún no hay calificaciones
- Ensayo A Flexion de AdoquinesDocumento9 páginasEnsayo A Flexion de AdoquinesJuan Camilo Barrios Bernal100% (1)
- Estabilizacion de Suelos Con Cal - InfDocumento10 páginasEstabilizacion de Suelos Con Cal - InfDayan NarváezAún no hay calificaciones
- Determinación de Terrones de Arcilla y Partículas DeleznablesDocumento13 páginasDeterminación de Terrones de Arcilla y Partículas Deleznablesfelipe arcila100% (1)
- Unidad I. Caras FracturadasDocumento25 páginasUnidad I. Caras FracturadascaucaAún no hay calificaciones
- Equivalente de ArenaDocumento5 páginasEquivalente de ArenaCristian Isaias Lora BenitesAún no hay calificaciones
- Tratamiento SuperficialDocumento1 páginaTratamiento SuperficialAngelMauroCruzPariAún no hay calificaciones
- Resumen Capitulo 3 MTCIDocumento7 páginasResumen Capitulo 3 MTCIDoris RiveraAún no hay calificaciones
- Variables para El Diseño de Mezclas AsfálticasDocumento33 páginasVariables para El Diseño de Mezclas AsfálticasgabrielAún no hay calificaciones
- Recomendaciones de Trabajo en La CompactaciónDocumento4 páginasRecomendaciones de Trabajo en La CompactaciónJuan Carlos BorbónAún no hay calificaciones
- ASTM C 1170 - 91 ConcretoDocumento7 páginasASTM C 1170 - 91 ConcretoAnonymous 8rLPmqA0CAún no hay calificaciones
- Tiempo de FraguadoDocumento18 páginasTiempo de FraguadoDaniel Fernando Rojas RojasAún no hay calificaciones
- Norma NTG 41003 h13 Astm c1437-07 PDFDocumento9 páginasNorma NTG 41003 h13 Astm c1437-07 PDFJosé RocheAún no hay calificaciones
- Norma NTG 41014 H2astm c204-11Documento23 páginasNorma NTG 41014 H2astm c204-11frank lampardAún no hay calificaciones
- Norma NTG 41055h1 - Ensayo Resistencia Compresin de BloquesDocumento10 páginasNorma NTG 41055h1 - Ensayo Resistencia Compresin de BloquesFer QuijanoAún no hay calificaciones
- Reglamento de Golf Club Internacional PDFDocumento3 páginasReglamento de Golf Club Internacional PDFhugo pardo LopezAún no hay calificaciones
- 2.7 Analisis de PrecioDocumento10 páginas2.7 Analisis de PrecioRubicela Nava JuarezAún no hay calificaciones
- Delphi 8 Plus: SillaDocumento9 páginasDelphi 8 Plus: SillaShamirRiveraAún no hay calificaciones
- El Futuro de Las Interfaces Gráficas de UsuarioDocumento3 páginasEl Futuro de Las Interfaces Gráficas de UsuarioSarita Sari SaraAún no hay calificaciones
- El Invierno Sobre La MesaDocumento2 páginasEl Invierno Sobre La MesaDanny TeledominAún no hay calificaciones
- Sobrepeso Desde La Bio Niño InteriorDocumento1 páginaSobrepeso Desde La Bio Niño InteriorOmar BelandriaAún no hay calificaciones
- Restaurantes de Comida Típica en Santa Cruz de La SierraDocumento11 páginasRestaurantes de Comida Típica en Santa Cruz de La SierraErica DelgadoAún no hay calificaciones
- Eclesiastés 3Documento3 páginasEclesiastés 3Alejandro Cunillé FuentesAún no hay calificaciones
- Calle Comandante IzarduyDocumento9 páginasCalle Comandante Izarduybizikleteroak.orgAún no hay calificaciones
- La Edad Media, para Trabajar en 2ESO, Música.Documento4 páginasLa Edad Media, para Trabajar en 2ESO, Música.Elenita ClickAún no hay calificaciones
- 3a Sesión Tema 2 Primera ParteDocumento206 páginas3a Sesión Tema 2 Primera ParteIA Manté InsaAún no hay calificaciones
- Descubre Las Diferentes Herramientas de Word+Documento9 páginasDescubre Las Diferentes Herramientas de Word+Ysamar RosasAún no hay calificaciones
- Cuestionario Del Capítulo 8 - Attempt ReviewDocumento6 páginasCuestionario Del Capítulo 8 - Attempt ReviewEmerson Luyo QuispeAún no hay calificaciones
- Su Excelencia EnsayoDocumento10 páginasSu Excelencia EnsayoJorge PalaciosAún no hay calificaciones
- Trabajo de Informatica Ciber CafeDocumento8 páginasTrabajo de Informatica Ciber CafeLEWIS KARLS BUELVAS FONTALVOAún no hay calificaciones
- Blanco AmarilloDocumento9 páginasBlanco AmarilloMai PyonAún no hay calificaciones
- Hoja Cata Cerveza SymDocumento2 páginasHoja Cata Cerveza SymGokuAún no hay calificaciones
- La Ecu (Unidad de Control Electronico)Documento16 páginasLa Ecu (Unidad de Control Electronico)GONTONIAún no hay calificaciones
- Actividad 4. Creación y Administración de Una Red MANDocumento7 páginasActividad 4. Creación y Administración de Una Red MANDark Angel26Aún no hay calificaciones
- Blanca Nieves y Los Siete Enanitos en InglesDocumento5 páginasBlanca Nieves y Los Siete Enanitos en InglesJohana Cortes PancheAún no hay calificaciones
- Tema 4 Actividades Adverbios y Elementos de EnlaceDocumento4 páginasTema 4 Actividades Adverbios y Elementos de Enlacegmrloza007Aún no hay calificaciones
- Balada para Mi Muerte - El AntigalDocumento2 páginasBalada para Mi Muerte - El AntigalRosarioHuertasAún no hay calificaciones
- Ensayo de MeridaDocumento2 páginasEnsayo de MeridaGENESIS MOSQUEDA100% (1)
- XJ 3Documento18 páginasXJ 3Juan RizAún no hay calificaciones
- Dinosaurios - Descubre Los Gigantes Del Mundo Rico - 2 - Triceratops - Vol. 1Documento26 páginasDinosaurios - Descubre Los Gigantes Del Mundo Rico - 2 - Triceratops - Vol. 1rubenlm100% (2)