También podría gustarte
- Práctica de AfiladoDocumento5 páginasPráctica de AfiladoDavid HernándezAún no hay calificaciones
- 1 SoldaduraDocumento39 páginas1 Soldaduragri32Aún no hay calificaciones
- Guia Mecanica Mantenimiento Industrial PDFDocumento57 páginasGuia Mecanica Mantenimiento Industrial PDFmariaAún no hay calificaciones
- Mecanizado - ToRNODocumento31 páginasMecanizado - ToRNOFernando AloNsoAún no hay calificaciones
- Circuitos Electricos Portafolio de EvidenciasDocumento10 páginasCircuitos Electricos Portafolio de EvidenciasAntonio HernandezAún no hay calificaciones
- Ejercicio 14Documento14 páginasEjercicio 14Francisco NavarroAún no hay calificaciones
- HerramientaDocumento4 páginasHerramientaJulius CaballeroAún no hay calificaciones
- Guidicamp MV SI 2do Parcial Zaesj P6Documento33 páginasGuidicamp MV SI 2do Parcial Zaesj P6Felix DoMaAún no hay calificaciones
- Anexos Vertical Mantenimiento Industrial MOD. II Submódulo1. Suelda Piezas Metálicas Ferrosas PDFDocumento61 páginasAnexos Vertical Mantenimiento Industrial MOD. II Submódulo1. Suelda Piezas Metálicas Ferrosas PDFDolores JiménezAún no hay calificaciones
- Curso Propedéutico MatemáticasDocumento157 páginasCurso Propedéutico MatemáticasAddilene QuimeAún no hay calificaciones
- Electricidad Teórico Práctica V-Apendice4-2Documento14 páginasElectricidad Teórico Práctica V-Apendice4-2cms124dAún no hay calificaciones
- Formato Reporte de PracticasDocumento3 páginasFormato Reporte de PracticasTrabajos EscolaresAún no hay calificaciones
- Tipos de TornosDocumento11 páginasTipos de TornosRichard RangelAún no hay calificaciones
- Temario Modulo IV Sub 1 MiDocumento3 páginasTemario Modulo IV Sub 1 MiHector GonzalezAún no hay calificaciones
- Soldadura para Aleaciones No FerrosasDocumento10 páginasSoldadura para Aleaciones No FerrosasJoseph Stiven Riveros0% (1)
- Manual PLC CbtisDocumento18 páginasManual PLC Cbtisjosem_itqAún no hay calificaciones
- ESCALAS. Escalas de Aumento. Escalas de ReducciónDocumento29 páginasESCALAS. Escalas de Aumento. Escalas de ReducciónAna MezaAún no hay calificaciones
- LEY de Los Derechos de Niñas Niños y Adolescentes de San Luis PotosiDocumento12 páginasLEY de Los Derechos de Niñas Niños y Adolescentes de San Luis Potosidiana121975Aún no hay calificaciones
- Partes de Torno y NCNDocumento9 páginasPartes de Torno y NCNEnrique Gonzalez HerreraAún no hay calificaciones
- Tecnologia 1Documento24 páginasTecnologia 1Hugo OntiverosAún no hay calificaciones
- Proceso de SoldaduraDocumento26 páginasProceso de Soldadurarxdolf100% (1)
- Las EscalasDocumento15 páginasLas EscalasTatiana Lozada100% (1)
- TornoDocumento18 páginasTornoLuis ReyesAún no hay calificaciones
- Electricidad Teórico Práctica VI-Apendice2-1Documento14 páginasElectricidad Teórico Práctica VI-Apendice2-1cms124dAún no hay calificaciones
- Diseno de CircuitosDocumento82 páginasDiseno de Circuitosjonathan corzoAún no hay calificaciones
- Central HidroeléctricaDocumento16 páginasCentral HidroeléctricaJacobo Reyes MonroyAún no hay calificaciones
- Energías Renovables Autonomia Curricular SecundariasDocumento14 páginasEnergías Renovables Autonomia Curricular SecundariasAlfonso AguilarAún no hay calificaciones
- Instalaciones Eléctricas Módulo 5 Unidad 17 Material para InstalacionesDocumento57 páginasInstalaciones Eléctricas Módulo 5 Unidad 17 Material para InstalacionesCarlos Iván RuedaAún no hay calificaciones
- Riesgos Electricos 2018Documento59 páginasRiesgos Electricos 2018Renso Edy Mamani ApazaAún no hay calificaciones
- Práctica 3 AI Valvula Temporizadora y Reguladora de CaudalDocumento7 páginasPráctica 3 AI Valvula Temporizadora y Reguladora de Caudaljonathan contrerasAún no hay calificaciones
- Efemérides Del Mes de Septiembre 11Documento20 páginasEfemérides Del Mes de Septiembre 11Alberto RufinoAún no hay calificaciones
- Electricidad Teórico Práctica VII-Apendice1-1Documento14 páginasElectricidad Teórico Práctica VII-Apendice1-1cms124dAún no hay calificaciones
- Practica 2. - Maquinado en Torno y FresadoraDocumento9 páginasPractica 2. - Maquinado en Torno y Fresadorajorge rafisAún no hay calificaciones
- 1 Semana 2 Diseño de CircuitosDocumento9 páginas1 Semana 2 Diseño de CircuitosUzziel Monsivais100% (1)
- Soldaduras No FerrosasDocumento34 páginasSoldaduras No FerrosasLucia Dominguez100% (1)
- Tipos de SoldaduraDocumento22 páginasTipos de SoldaduraBryan NoriegaAún no hay calificaciones
- Proceso MIG - MAG Taller de SueldaDocumento7 páginasProceso MIG - MAG Taller de SueldaAntony David Guilcamaigua100% (1)
- Instalaciones Eléctricas Módulo 6 Unidad 20 Unidades de Medida para ElectricidadDocumento38 páginasInstalaciones Eléctricas Módulo 6 Unidad 20 Unidades de Medida para ElectricidadCarlos Iván Rueda100% (1)
- Electricidad Teórico Práctica III-Leccion15Documento55 páginasElectricidad Teórico Práctica III-Leccion15cms124dAún no hay calificaciones
- Dibujo Planos InstalacionesDocumento78 páginasDibujo Planos InstalacionesDany Escamilla100% (1)
- Apuntes de TornoDocumento59 páginasApuntes de TornoAldo CastilloAún no hay calificaciones
- Tema 1Documento36 páginasTema 1Carlos M.Aún no hay calificaciones
- Electricidad Teórico Práctica III-Leccion12Documento31 páginasElectricidad Teórico Práctica III-Leccion12cms124dAún no hay calificaciones
- El AceroDocumento36 páginasEl AceroHildebrandt AlfonsoAún no hay calificaciones
- 2° Contenidos y Procesos de Desarrollo de Aprendizaje Del Campo Formativo LenguajesDocumento8 páginas2° Contenidos y Procesos de Desarrollo de Aprendizaje Del Campo Formativo LenguajesMike Santana GallardoAún no hay calificaciones
- 01 REA-0203 Manual de ElectricaDocumento65 páginas01 REA-0203 Manual de ElectricaKevin Orlando BonillaAún no hay calificaciones
- Guia Didactica de Maquinas Herramientas 2 PDFDocumento39 páginasGuia Didactica de Maquinas Herramientas 2 PDFRodrigo VelásquezAún no hay calificaciones
- Diapositiva Mecanica de Banco y Ajuste 3Documento25 páginasDiapositiva Mecanica de Banco y Ajuste 3Ylberto HuertasAún no hay calificaciones
- G-06 Grado9 TI CircuitosElectricosDocumento5 páginasG-06 Grado9 TI CircuitosElectricosJhon Jairo Rodriguez CerónAún no hay calificaciones
- Electricidad Teórico Práctica V-Apendice4-1Documento13 páginasElectricidad Teórico Práctica V-Apendice4-1cms124dAún no hay calificaciones
- Manual de Practicas Modulo LVDocumento49 páginasManual de Practicas Modulo LV'Emmanuel Bautista'FilthAún no hay calificaciones
- Electricidad Teórico Práctica III-Leccion13Documento42 páginasElectricidad Teórico Práctica III-Leccion13cms124dAún no hay calificaciones
- Modulo 2 Submodulo 3 Suelda Piezas Metálicas No Ferrosas.Documento18 páginasModulo 2 Submodulo 3 Suelda Piezas Metálicas No Ferrosas.Jose Raul Reyes DominguezAún no hay calificaciones
- Electricidad Teórico Práctica V-Apendice1Documento14 páginasElectricidad Teórico Práctica V-Apendice1cms124dAún no hay calificaciones
- Electricidad Teórico Práctica VII-Leccion30Documento30 páginasElectricidad Teórico Práctica VII-Leccion30cms124dAún no hay calificaciones
- Las 3 R para Cuidar El Medio AmbienteDocumento6 páginasLas 3 R para Cuidar El Medio AmbientejuhepaAún no hay calificaciones
- Tipos de SoldaduraDocumento17 páginasTipos de SoldaduraYohn MartAún no hay calificaciones
- Conexiones Soldadas-1Documento18 páginasConexiones Soldadas-1Diego MerchanAún no hay calificaciones
- SaldaduraDocumento64 páginasSaldaduraFranklin Adessi DysmeAún no hay calificaciones
- Informe Tipos Soldadura y AcerosDocumento7 páginasInforme Tipos Soldadura y AcerosBeatriz Mamani LaymeAún no hay calificaciones
- AcetilenoDocumento2 páginasAcetilenodari luisAún no hay calificaciones
- El Carbonato de Sodio o Carbonato Sódico Es Una Sal Blanca y Translúcida de Fórmula Química Na2CO3Documento2 páginasEl Carbonato de Sodio o Carbonato Sódico Es Una Sal Blanca y Translúcida de Fórmula Química Na2CO3dari luisAún no hay calificaciones
- Una Ventaja Es Que El Equipo de Soldadura Oxiacetilénica Es Barato y Fácil de Transportar UltimoDocumento11 páginasUna Ventaja Es Que El Equipo de Soldadura Oxiacetilénica Es Barato y Fácil de Transportar Ultimodari luisAún no hay calificaciones
- BotellasDocumento2 páginasBotellasdari luisAún no hay calificaciones
- Una Ventaja Es Que El Equipo de Soldadura Oxiacetilénica Es Barato y Fácil de Transportar UltimoDocumento11 páginasUna Ventaja Es Que El Equipo de Soldadura Oxiacetilénica Es Barato y Fácil de Transportar Ultimodari luisAún no hay calificaciones
- Tipos de BotellasDocumento12 páginasTipos de Botellasdari luisAún no hay calificaciones
- OXÍGENO UltimoDocumento6 páginasOXÍGENO Ultimodari luisAún no hay calificaciones
- Invitación Jornada Técnica Pavimentos Rígidos VFDocumento6 páginasInvitación Jornada Técnica Pavimentos Rígidos VFVictor ManuelAún no hay calificaciones
- Tabla de Precios Referenciales - Región Del Bio Bio 2022 Con Zonificación.Documento13 páginasTabla de Precios Referenciales - Región Del Bio Bio 2022 Con Zonificación.EMPRESA CONSTRUCTORA R&JAún no hay calificaciones
- Evaluacion Cargo OperarioDocumento9 páginasEvaluacion Cargo OperarioEdwin Alfonso Gonzalez EscobarAún no hay calificaciones
- Manejo de Residuos Sólidos en CuencaDocumento13 páginasManejo de Residuos Sólidos en CuencaAdri MoteritaAún no hay calificaciones
- Viscosimetro Burbujas PDFDocumento3 páginasViscosimetro Burbujas PDFSpliner AvilaAún no hay calificaciones
- Cambio de Embrague en Seco y Campana.Documento24 páginasCambio de Embrague en Seco y Campana.Marcos Iglesias0% (1)
- Que Ventajas Tiene El Aluminio Respecto AlDocumento21 páginasQue Ventajas Tiene El Aluminio Respecto AlSantiago AnguloAún no hay calificaciones
- Informe Club Regatas XDDocumento10 páginasInforme Club Regatas XDRoberto RodriguezAún no hay calificaciones
- Diseño de GavionesDocumento2 páginasDiseño de GavionesGianellitah Tic'MenAún no hay calificaciones
- Hidraloy 300Documento3 páginasHidraloy 300Jessica Arratea MoránAún no hay calificaciones
- Ing - Produccion Tubing ConcentricoDocumento83 páginasIng - Produccion Tubing ConcentricoSanthy MorejónAún no hay calificaciones
- NTC 4114 - Lesdan Maletas-DesarrolloDocumento21 páginasNTC 4114 - Lesdan Maletas-DesarrolloEMELY JULIETH BECERRA BECERRAAún no hay calificaciones
- Manual de Instrucciones y Condiciones de Instalación Msa400dc 110V MonofásicaDocumento8 páginasManual de Instrucciones y Condiciones de Instalación Msa400dc 110V MonofásicaSOPORTE TECNICOAún no hay calificaciones
- Banner ReservorioDocumento1 páginaBanner ReservorioJoseph EspinozaAún no hay calificaciones
- AutomatismosDocumento6 páginasAutomatismosJavier VicenteAún no hay calificaciones
- Cinytec PreciosDocumento2 páginasCinytec PreciosAixa RossiAún no hay calificaciones
- Turbo ElectronicoDocumento13 páginasTurbo Electronicorobyn100Aún no hay calificaciones
- 03 Equilibrio Vapor - Líquido de Soluciones PDFDocumento120 páginas03 Equilibrio Vapor - Líquido de Soluciones PDFPedro Huapaya100% (1)
- Examen 1 Cent Elec2 - 2020BDocumento1 páginaExamen 1 Cent Elec2 - 2020BCristian Caira PajaAún no hay calificaciones
- Hoja de Seguridad SuavizanteDocumento5 páginasHoja de Seguridad Suavizanteestefania morenoAún no hay calificaciones
- Carrier Utc 2018 PDFDocumento93 páginasCarrier Utc 2018 PDFfrancisco bujeque perezAún no hay calificaciones
- Gestion de Proyecto - Trabajo FinalDocumento140 páginasGestion de Proyecto - Trabajo FinalDiego Armando Moreno BarreraAún no hay calificaciones
- Química 1ra Olimpiada 2da Etapa 3ro SecundariaDocumento1 páginaQuímica 1ra Olimpiada 2da Etapa 3ro Secundarializtdy100% (1)
- Solicitud InformesDocumento2 páginasSolicitud InformesK'mi HernàndezAún no hay calificaciones
- D.E VW Fox BHLDocumento24 páginasD.E VW Fox BHLboris abrahamAún no hay calificaciones
- Trabajo Práctico 3 (TP3) MEDIACION NEGOCIACION Y ARBITRAJEDocumento3 páginasTrabajo Práctico 3 (TP3) MEDIACION NEGOCIACION Y ARBITRAJEteresa garciaAún no hay calificaciones
- Ficha Técnica Junta Universal CardánicaDocumento3 páginasFicha Técnica Junta Universal CardánicaasdfAún no hay calificaciones
- Semana 1 - Gestion TIC 1102Documento33 páginasSemana 1 - Gestion TIC 1102Luis TamashiroAún no hay calificaciones
- Consulta Polvos CeramicosDocumento8 páginasConsulta Polvos CeramicosCamila PáezAún no hay calificaciones
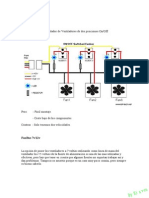
- Baybus - FanBus - RheoBus - ElectroBus - PWM - 220VDocumento17 páginasBaybus - FanBus - RheoBus - ElectroBus - PWM - 220VanimalenlataAún no hay calificaciones