También podría gustarte
- Fármacos PsicotrópicosDocumento12 páginasFármacos PsicotrópicosMedio AcidoAún no hay calificaciones
- GABA FarmacologiaDocumento10 páginasGABA FarmacologiaMedio Acido100% (1)
- AminoácidosDocumento11 páginasAminoácidosMedio AcidoAún no hay calificaciones
- Calcio, Fosforoymagnesio 11081Documento60 páginasCalcio, Fosforoymagnesio 11081Medio AcidoAún no hay calificaciones
- Mapa Curricular Cbs Uam-BiquimicaDocumento2 páginasMapa Curricular Cbs Uam-BiquimicaMedio Acido100% (2)
- Herramientas de La Calidad 27-8-2014Documento31 páginasHerramientas de La Calidad 27-8-2014Medio AcidoAún no hay calificaciones
- GASES EN SANGRE CRÍTICODocumento80 páginasGASES EN SANGRE CRÍTICOOrfa Azucena CorleoneAún no hay calificaciones
- 01 Introducción A La MicologíaDocumento27 páginas01 Introducción A La MicologíaMedio AcidoAún no hay calificaciones
- Estructuras FungicasDocumento6 páginasEstructuras FungicasNati100% (1)
- 2 Sixsigma LeanmfgDocumento22 páginas2 Sixsigma LeanmfgMedio AcidoAún no hay calificaciones
- Problemas Resueltos de Química AnalíticaDocumento62 páginasProblemas Resueltos de Química AnalíticaMedio Acido69% (29)
- Curso LabVIEW6Documento26 páginasCurso LabVIEW6Juan EscutiaAún no hay calificaciones
- Formatos de Archivo Admitidos para Illustrator PDFDocumento5 páginasFormatos de Archivo Admitidos para Illustrator PDFernestozagAún no hay calificaciones
- Tutorial para ChromasProDocumento36 páginasTutorial para ChromasProCitlali CuevasAún no hay calificaciones
- Geotecnología monitorea PROAGRODocumento23 páginasGeotecnología monitorea PROAGROCristóbal Alberto Campos MuñozAún no hay calificaciones
- Primer Parcial de Matrices y DeterminantesDocumento1 páginaPrimer Parcial de Matrices y Determinanteshumanistale0% (1)
- Anteproyecto Residencia CBTis 120Documento21 páginasAnteproyecto Residencia CBTis 120Nelson Ek PereraAún no hay calificaciones
- Traducción Del Manual de Catalogación de La FIAFDocumento13 páginasTraducción Del Manual de Catalogación de La FIAFAndrea RodriguezAún no hay calificaciones
- Ejecución balances masa procesosDocumento3 páginasEjecución balances masa procesosJosefina MejiaAún no hay calificaciones
- Deletarea 4 HDocumento2 páginasDeletarea 4 HaleAún no hay calificaciones
- Informe de Observación Reconociendo Una InstalaciónDocumento4 páginasInforme de Observación Reconociendo Una Instalaciónrobinson altamirano100% (1)
- 4.2.4.5 Packet Tracer - Connecting A Wired and Wireless LAN InstructionsDocumento5 páginas4.2.4.5 Packet Tracer - Connecting A Wired and Wireless LAN InstructionsDiego GrijalvaAún no hay calificaciones
- Universidad Tecnológica EquinoccialDocumento4 páginasUniversidad Tecnológica EquinoccialAlejo CMAún no hay calificaciones
- Monografia de Google DocsDocumento35 páginasMonografia de Google DocsAbel Crispin Mendoza100% (2)
- Diagrama de ParetoDocumento5 páginasDiagrama de ParetoRoberto Merino OrósticaAún no hay calificaciones
- Tesis LRPDocumento98 páginasTesis LRPFelipe CastilloAún no hay calificaciones
- Tema3 Concurrencia Entre Procesos, Hilos, Etc - BuenoDocumento156 páginasTema3 Concurrencia Entre Procesos, Hilos, Etc - BuenoCualQuieraAún no hay calificaciones
- Carta #01 de Afp ProfuturoDocumento3 páginasCarta #01 de Afp Profuturowilfredo chaupe lloclleAún no hay calificaciones
- Auricular Abt 004 Ne ElbeDocumento4 páginasAuricular Abt 004 Ne ElbeMario Berna BernaAún no hay calificaciones
- Cuestionario Unidad 3Documento3 páginasCuestionario Unidad 3Carlos Alfonso TorresAún no hay calificaciones
- Planos catastrales con levantamiento topográficoDocumento3 páginasPlanos catastrales con levantamiento topográficoAnonymous lgZzqWmxEAún no hay calificaciones
- Tarea Semana 6 Capitulo 4 Luis Portillo 201410010667Documento10 páginasTarea Semana 6 Capitulo 4 Luis Portillo 201410010667Adriana ContrerasAún no hay calificaciones
- DP 9900 PlusDocumento4 páginasDP 9900 PlusEduardo EduardoAún no hay calificaciones
- Escuela CuantitativaDocumento5 páginasEscuela CuantitativaMirian Huaman ConzaAún no hay calificaciones
- Programa Carrera Programacion CompletoDocumento16 páginasPrograma Carrera Programacion CompletoJennifer ArabelAún no hay calificaciones
- Protocolo - Elaboración Del PEIDocumento59 páginasProtocolo - Elaboración Del PEIManuel Ramos Ccuno0% (1)
- Plan Anual de CapacitacionDocumento7 páginasPlan Anual de CapacitacionRicardo Rivera0% (1)
- El Empowerment Es Un Baluarte de La Administración ModernaDocumento2 páginasEl Empowerment Es Un Baluarte de La Administración ModernaHéctor BañolAún no hay calificaciones
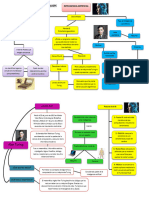
- Mapa Mental TuringDocumento2 páginasMapa Mental Turingإدوارد خافييرAún no hay calificaciones
- Modulacion Digital.Documento13 páginasModulacion Digital.andyAún no hay calificaciones
- Afinacion de El VochoDocumento4 páginasAfinacion de El VochoHugo Ricardo Medina Martinez67% (3)