DISEO DE LOS TANQUES DE ALMACENAMIENTO
Hallamos la relacin ptima de la longitud al dimetro, de acuerdo a la norma ASME-API 650
Donde:
A partir del F, la longitud se obtiene mediante:
DATOS
MATERIAL SA-516-70
P (lb/pulg2) 275.2
C (pulg) 0.25
S(lb/pulg2) 17500
E (%) 85
V (pies3) 70000
CLCULOS:
D (ver grafica A1 ) 18
F 0.078003361
L (pies) 348.151438
CLCULO DEL ESPESOR DEL CUERPO Y CABEZAS EN FUNCIN DE
LAS DIMENSIONES INTERIORES DEL RECIPIENTE.
La presin de operacin es a la que est sometido el recipiente normalmente por lo que, la
presin de diseo se emplea para disear el recipiente. Se disea un recipiente y sus
componentes para una presin mayor que la de operacin. Este requisito se satisface
utilizando una presin de diseo de , ms que de la operacin de trabajo.
Calculamos el espesor del cuerpo, mediante:
Para el espesor de cabeza:
Calculamos el espesor del cuerpo, mediante:
Para El espesor de cabeza:
DATOS:
P'(P+10%P) 305.20
Margen de corrosin (pulg) 0.25
r (pulg) 96
R (M+r) 96.25
D (pulg) 192
D'(dametro de operacin) 192.5
Calculamos el espesor del cuerpo:
Sin Margen de corrosin t(pulg) 1.077333713
Con margen de corrosin t'(pulg) 1.194775615
Placa seleccionada: t(pulg) 1.2
Calculamos el espesor de cabeza:
Sin Margen de corrosin tc(pulg) 1.080294055
Con margen de corrosin tc(pulg) 1.198058668
Placa seleccionada: tc(pulg) 1.2
CLCULO DE PRESIN EXTERNA:
Los tanques se fabricaran para trabajar sujetos a presiones externas de
o
menores, adems estos llevarn una placa con un smbolo para indicar que cumple con las
reglas para presin externa mxima permitida de
25% ms que la presin
externa, segn qu valor sea menor:
La presin mxima de trabajo sta dada por la siguiente ecuacin:
Para obtener el factor B se consigue con la ayuda del factor A y para obtener este factor se
utiliza las relaciones:
Donde:
DATOS Y CLCULOS
DATOS
Presin Patm (lb/pulg2) 15
Dimetro Exterior Do(pulg) 192 1.25 193.25 (con corrosin)
Distancia entre
tangentes(pulg) L 4177.817256 208.890863 4386.708119
Temperatura de diseo T F 500
T 1.2
CLCULOS:
M 22.69965391
N 161.0416667
Grfica A2 A 0.00025
Con A y T se obtiene B de la
grafica A3. B(lb/pulg2) 3500
CLCULO DE LA PRESIN
ADMITIDA Pa (lb/pulg2) 28.97800776
Presin mayor
a la requerida.
Como la presin admitida Pa es mayor que la presin de diseo P, el espesor del casco es
adecuado.
ESFUERZOS EN LOS RECIPIENTES CON DOS SILLETAS:
Un Recipiente horizontal soportado en silletas se comporta como una viga simplemente
apoyada con las siguientes consideraciones:
Las condiciones de carga son diferentes cuando consideramos el recipiente total o
parcial.
Calculamos las reacciones de las silletas, considerando el peso del recipiente lleno de agua.
El volumen total del recipiente est dado por:
Donde Vc es el volumen del cuerpo:
El peso total del recipiente est dado por:
Donde
es el peso del recipiente:
El peso del agua est dado por:
DATOS Y CLCULOS:
DATOS
Distancia entre tangentes (pulg) L 4386.708119
Radio interior (pulg) R 96
Espesor t 1.2
(lb/pulg3) 0.28333
(lb/pulg3)
H2O
0.036
CLCULOS:
CLCULOS
Volumen del cuerpo Vc (pulg3) 127008000
Se obtiene de la tabla Vtapas (pulg3) 1172620.8
VOLUMEN TOTAL VT (pulg3) 129353241.6
Wc (lb) 899629.416
Peso de cabeza (De tablas (cabeza elipsoidal)) WT (lb) 14160
Peso del recipiente WREC (lb) 927949.416
Peso del agua WH2O 4656716.698
Peso total WT(lb) 5584666.114
LOS RECIPIENTES CILINDRICOS HORIZONTALES SOPORTADOS POR MEDIO DE
SILLETAS, ESTN SOMETIDOS A LOS SIGUIENTES TIPOS DE REFUERZOS:
Esfuerzos longitudinales por Flexin.
Esfuerzos de Corte Tangenciales.
Esfuerzos Circunferenciales.
Realizamos el clculo de los esfuerzos:
Los valores positivos obtenidos en las ecuaciones indican que se trata de esfuerzos a
tencin y los valores de signo negativo nos indican que son elementos que trabaja a
compresin
ESFUERZOS LONGITUDINALES POR FLEXIN
El esfuerzo longitudinal por flexin en las sillas est dado por:
El esfuerzo longitudinal por flexin en la mitad est dado por:
) (
)
DATOS Y CLCULOS:
DATOS
Distancia entre tangentes L(pulg) 4386.708119
Mdulo de elasticidad E1(lb/pulg2) 27300000
Esfuerzo de Casco S(lb/pulg2) 17500
Radio Exterior R(pulg) 97.2
Eficiencia de Costura E(%) 85
Espesor ts(pulg) 1.2
Dimetros interior D(pulg) 192
Peso total del recipientes WT 5584666.114
ngulo de contacto 120
Valor obtenido de la tabla A3 K1 0.335
CLCULOS:
Q(lb) 2792333.057
A(pulg) 48
H(pulg) 48
S1(lb/pulg2) 298.013071
ESFUERZO POR PRESIN
INTERNA
SPI(lb/pulg2) 11145.6
S1 1.91382
-738.132703
13678.52882
A tensin interna, la suma de S1 y el esfuerzo debido a la presin interna S
PI
, no debera ser
mayor que el esfuerzo permitido del material del casco multiplicado por la costura
circunferencial
.
A compresin, el esfuerzo debido a la presin interna S
PI
menos S1 no deber ser mayor que la
mitad del punto de fluencia a compresin del material o que el valor dado por:
) (
)
S1 14113.5519
Las condiciones en se cumplen:
CLCULO DEL ESFUERZO CORTANTE TANGENCIAL:
El esfuerzo cortante tangencial en el casco:
El esfuerzo cortante tangencial en el cabeza:
El esfuerzo cortante tangencial en el cabeza:
Las ecuaciones anteriores son aplicables, si se cumple la siguiente condicin:
DATOS Y CLCULOS:
DATOS Y CLCULOS
Radio Exterior R(pulg) 97.2
Espesor ts (pulg) 1.2
Espesor sin margen de corrosin th(pulg) 0.375
ngulo de contacto 120
Valor obtenido de la tabla A3 K4 0.88
Valor obtenido de la tabla A3 k5 0.401
Carga de una silleta Q(lb)
2792333.05
7
Distancia ptima para colocar las silletas A(pulg) 48
Esfuerzo por presin interna
SPI(lb/pulg2
) 11145.6
CLCULOS:
A < R/2
21 48.6
Cumple la
condicin
ESFUERZOS CORTANTES TANGENCIALES
CASCO S2
H 48
CABEZA S2 22472.4503
ADICIONAL A LA CABEZA S3 3199.947
S2 no debe exceder en ms de 0.8 veces el esfuerzo permitido del material recipiente. Esta
condicin se cumple ya que
Donde:
es el esfuerzo permitido y en los dos esfuerzos calculados:
anteriormente no sobrepasa.
Esfuerzo cortante adicional:
CLCULO DE OREJAS DE IZAJE
Con el fin de transportar, localizar, dar mantenimiento, etc. A los recipientes a presin, es
necesario equiparlos por lo menos con dos orejas de izaje, el espesor de estas orejas, se
calcula mediante:
DATOS Y CLCULOS:
DATOS Y CLCULOS
Peso del equipo vaco W(pulg) 927949.416
Esfuerzo a la tensin del material de las orejas S(lb/pulg2) 13800
Distancia mostrada en la fig.2.1 D(pulg) 1.5
Espesor mnimo de la oreja de
izaje to(pulg)
1.245235395
Es conveniente verificar que el espesor del recipiente ser suficiente para soportar las fuerzas
aplicadas en la oreja de izaje, el espesor mnimo requerido en el cuerpo o en la placa de
respaldo de la oreja ser calculado adems ser verificada que el rea aplicada para fijar las
orejas ser suficiente.
Espesor mnimo requerido en la placa de respaldo o en el cuerpo.
rea de soldadura aplicada:
rea de soldadura requerida:
DATOS Y CLCULOS:
DATOS Y CLCULOS:
Peso del equipo vaco W(pulg) 927949.416
Esfuerzo a la tensin del material de las orejas S(lb/pulg2) 17500
Distancia mostrada en la fig C(pulg) 8.4375
Espesor de la oreja de izaje to(pulg) 3
Espesor mnimo de la placa de
respaldo tc(pulg) 0.405344272
rea de soldadura aplicada: As(pulg2) 71.593875
rea de soldadura requerida: Ar(pulg2) 53.02568091
As > Ar
71.593875 53.02568091
Cumple la
condicin
BOQUILLAS EN LOS RECIPIENTES A PRESIN
Todos los recipientes a presin debern estar provistos de boquillas y conexiones de entrada y
salida del producto, vlvula de seguridad, entrada de hombre, drene, etc. De acuerdo con el
tipo de recipiente a presin que se vaya a disear, ste puede tener una o varias boquillas de
las antes mencionadas.
Para instalar una boquilla, en un recipiente a presin, es necesario hacer un agujero se est
quitando rea y las lneas de esfuerzos que pasaban por el rea que quitamos pasarn
tangentes al agujero practicado. Para evitar fallas en la periferia de donde se practica el
agujero, es necesario reponer el material que se le retiro.
El requisito bsico es que en torno a la abertura, el recipiente debe reforzarse con una
cantidad igual a la que se quit para hacer la abertura. El esfuerzo puede formar parte del
recipiente y de la boquilla en forma integral o bien puede ser un parche adicional.
Algunos fabricantes siguen una prctica simple usando parches de esfuerzos con un rea de
seccin transversal igual al rea que se elimin para abertura. Esto da origen a un esfuerzo en
el refuerzo, pero resulta ms econmico al persistir los clculos.
Clculos del refuerzo:
Clculo del espesor requerido por el casco tr:
Clculo del espesor real del cuerpo:
Clculo del espesor del cuello de boquilla por presin interna:
Donde
se obtiene:
Clculo del espesor real de la boquilla
Clculo del lmite de refuerzo por dentro H
2
:
Clculo de la parte que penetra la boquilla h:
Clculo del lmite de refuerzo por fuera H
1
:
Clculo del radio de la placa de refuerzo W:
Clculo del radio del agujero del recipiente A:
Clculo de las reas que actan como refuerzo A
1
:
Clculo de exceso en el cuello de la boquilla A
2
:
Clculo del rea que penetra A
3
:
Clculo del rea del cordn de soldadura A
4
.
Cuando no requiere refuerzo se debe cumplir lo siguiente:
Clculo del rea disponible:
Clculo de placa de refuerzo D
P
:
DATOS Y CLCULOS:
DATOS Y CLCULOS:
Material del recipiente SA-516-70
Presin de diseo P (lb/pulg2) 275.2
Radio interior del recipiente R (pulg) 96
Esfuerzo a la tensin del material del recipiente S (lb/pulg2) 17500
Eficiencia de la soldadura E (%) 85
Corrosin permitida C (pulg) 0.25
BOQUILLA DE 10 pulg DE DIMETRO Ced.160
Material SA-106-B
Esfuerzo a la tensin del material del tubo St (lb/pulg2) 15000
Espesor nominal del tubo tnom 1.2
Dametro nominal Dnom 10
CLCULOS:
SIN MARGEN DE CORROSIN
tr (pulg) 1.796017371
t pulg 0.95
d (pulg) 3.1
Rn (pulg) 1.55
trn 0.033894642
tn (pulg) 3.45
H2 2.5t 2.375 2.375
2.5tn 8.625
h 1.875
H1 (min) 2.5t 2.375 2.375
2.5tn * tc 9.825
W (max)
3.1 5.95
5.95
A 5.567653849
A1 max -2.62265385 8.540263395
8.5402634
A2 max 16.2265005 16.22650045
58.9278174
A3 12.9375
A4 0.5625
De donde:
A< A1+A2+A3+A4
5.567653849 38.26676385
No requiere un parche
CLCULO DEL REFUERZO PARA LA SALIDA DEL PRODUCTO
DATOS:
Material del recipiente SA-516-70
Presin de diseo P (lb/pulg2) 275.2
Radio interior del recipiente
R (pulg) 96
Esfuerzo a la tensin del material del recipiente
S (lb/pulg2) 17500
Eficiencia de la soldadura
E (%) 85
Corrosin permitida C (pulg) 0.25
Dimetro nominal Dnom 8
Boquilla de 8 pulg de dimetro CED.160 SA-106-B
Esfuerzo a la tensin del material del tubo ST (lb/pulg) 15000
CLCULOS:
tr 1.796017371
tr seleccionado
1.2
t 0.95
d 3.438
Rn 1.719
trn 0.037590251
tn 2.281
H2 2.5t 2.375 2.375
5.7025
h 1.875
H1 2.375 2.375
6.9025
W 3.438 4.95
4.95
A 6.17470772
A1 -2.90860772 5.971956751
5.97195675
A2 10.6561963 10.65619631
25.5860882
A3 8.55375
A4 0.5625
A<A1+A2+A3+A4
6.17470772 25.74440306 La condicin se cumple.
A5 19.5696953
Dp 8.30807945
REGISTRO DE HOMBRE
Cuando se requiere tener acceso al interior de un recipiente a presin, ya sea para
mantenimiento, carga o descarga de slidos, etc., es necesario instalar en l un registro de
hombre. El dimetro mnimo para este tipo de registros es de 16 pulgadas, aunque ste no es
muy recomendable por que dificulta el rpido acceso al interior al equipo, lo usual es instalar
registros de 18 o 20pulgadas de dimetro. Ya que al abrir un registro de este tipo los
operadores tendran que cargar la tapa y estas son muy pesadas, se recomienda instalar un
pescante en la tapa de cada registro.
Espesor nominal del tubo tnom (pulg) 0.531
Los cuellos para los registros de hombre, deben ser calculados como los cilindros de pared
delgada. Las placas de refuerzo, en los registros de hombre, sern calculadas con el mismo
criterio como si se tratase de una boquilla cualquiera.
CLCULO DE REFUERZO DE ABERTURA PAR EL REGISTRO HOMBRE:
Clculo del espesor requerido por el casco tr:
Clculo del espesor real del cuerpo:
Clculo del espesor del cuello de boquilla por presin interna:
Donde
se obtiene:
Clculo del espesor real de la boquilla
Clculo del lmite de refuerzo por dentro H
2
:
Clculo de la parte que penetra la boquilla h:
Clculo del lmite de refuerzo por fuera H
1
:
Clculo del radio de la placa de refuerzo W:
Clculo del radio del agujero del recipiente A:
Clculo de las reas que actan como refuerzo A
1
:
Clculo de exceso en el cuello de la boquilla A
2
:
Clculo del rea que penetra A
3
:
Clculo del rea del cordn de soldadura A
4
.
Cuando no requiere refuerzo se debe cumplir lo siguiente:
Clculo del rea disponible:
Clculo de placa de refuerzo D
P
:
DATOS Y CLCULOS:
DATOS:
Material del recipiente SA-516-70
Presin de diseo P (lb/pulg2) 275.2
Radio interior del recipiente R (pulg) 96
Esfuerzo a la tensin del material del recipiente
S (lb/pulg2) 17500
Eficiencia de la soldadura E (%) 85
Corrosin permitida C (pulg) 0.25
Dimetro nominal
Dnom 24
Boquilla de 24 pulg de dimetro CED.160 SA-106-B
Esfuerzo a la tensin del material del tubo
ST (lb/pulg) 15000
Espesor nominal del tubo tnom (pulg) 0.687
CLCULOS:
tr 1.796017371
Con coeficiente de
corrosin 1.8
t 0.375
d 23.126
Rn 11.563
trn 0.252854028
tn 0.437
H2 0.9375 0.9375
2.2925
h 0.4375
H1 0.9375 0.9375
2.2925
W 23.126
12.375
A 41.53469771
A1 32.8624477 0.01141705
0.01141705
A2 0.345273697 0.3452737
0.402358949
A3 0.382375
A4 0.5625
A<= A1+A2+A3+A4
24.92081863 34.15259641
A5 9.23177778
Dp 9.229155547
CALCULO DE LA TAPA PLANA PARA REGISTRO DE HOMBRE
El tipo tapa ser una brida ciega ya que se usan para cerrar los extremos de boquillas, tuberas
y vlvulas. Desde el punto de vista de presin interna y fuerzas ejercidas sobre los pernos,
estas bridas, principalmente en tamaos grandes, son las que estn sujetas a esfuerzos
mayores. Al instalar las bridas ciegas debe tomarse en consideracin la temperatura y el golpe
de ariete, si existiera.
Para el clculo del refuerzo se utilizaran las siguientes ecuaciones
Clculo del ancho del empaque N.
Ancho efectivo del asentamiento del empaque lo utilizaremos de acuerdo al tipo de
cara b
0
ver tabla A6 del anexo. Para este caso se utilizaran las siguientes ecuaciones.
Ancho efectivo del asentamiento del empaque b.
b=b
0
cuando
Localizacin de la cara de reaccin G
Carga total en los tornillos W el que resulte mayor de W
m1
y W
m2
Calculo rea transversal neta requerida de los tornillos en condiciones de operaciones
A
1
.
Calculo distancia radial de la lnea de centros de barrenos a la lnea de reaccin del
empaque h
g
.
Calculo del espesor mnimo requerido en la tapa t.
Calculo de la carga total de los tornillos W
t
Calculo del espesor mnimo requerido en la tapa cuando la presin es igual a cero t.
DATOS:
DATOS:
Material de la brida (SA-105)
Esfuerzo a la tencin del material de la brida S
(lb/pulg2) 17500
Dimetro exterior Dr (pulg) 27.25
Dimetro interior Dint (pulg) 24.25
Dimetro del crculo de los barrenos
Dbar (pulg) 29.5
Numero de tornillos 20
Dimetro de los barrenos Dn (pulg) 1.25
Eficiencia de la soldadura E (%) 85
Constante a dimensional que depende de la forma de unin
entre la tapa y cilindro
C 0.3
m 2
y(lb/pulg2) 1600
Asbesto comprimido
Esfuerzo permisible del material de los tornillos
Sb (lb/pulg2) 25000
Material de los tornillos SA-193-B37
CLCULOS:
N 1.5
b0 0.5625
b 0.375
G(pulg) 25.75
W1 =W Wm1(lb) 215868.6733
Wm2(lb) 48537.6065
A1(pulg2) 8.634746931
hg(pulg) 1.875
t(pulg) 1.19246772
con margen a la corrosin tc 1.83
Wt 125184.3366
Sin margen a la corrosin t(pulg) 1.416952017 1.47
Con margema la corrocin t(pulg)
1.72
ACCESORIOS
Los accesorios que se van a colocar en el recipiente son los siguientes:
Vlvula de entrada y salida del producto
Termmetro
Manmetro
Indicador de nivel
Vlvula de seguridad o de alivio
VALVULA DE BOLA DE ENTRADA Y SALIDA DE PRODUCTO
El diseo y construccin de la vlvula aseguran una perdida mnima de presin por friccin.
Las vlvulas de bola OYM Doble Sello son ideales para reemplazar vlvulas costosas,
compuerta, globo y otros tipos convencionales.
CARACTERISTICAS SOBRESALIENTES.
Accionamiento completo con un cuarto de vuelta
Gran capacidad de flujo en cualquier direccin
Eliminacin de fugas
Lubricacin innecesaria
Mantenimiento mnimo
Operacin manual o automtica
Construccin en una sola pieza
Sellos de diseo patentado
Sin muelles ni resortes
Fcil acoplamiento de actuadores
Disponibilidad de refracciones
Modelo A 150F
Sus caractersticas principales son su gran capacidad de flujo, la construccin nica del cuerpo,
de una sola pieza, su cierre perfecto y hermtico. Pueden operarse manualmente o para
acoplarse a equipos de operadores neumticos, hidrulicos o elctricos.
Partes de la vlvula de bola de la fig.
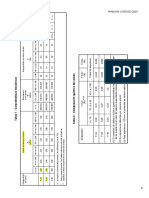
Dimensiones de la vlvula de bola
DIMENCIONES APROXIMADAS EN PULGADAS:
VALVULA DE SEGURIDAD
Su funcin es permitir que escape cualquier exceso de presin generado dentro de un
recipiente, antes que dicha sobrepresin ponga en riesgo su personal, instalaciones y equipo.
CARACTERISTICAS DE DISEO:
Descarga lateral para servicio de vapor, aire o gas
Presin mxima de operacin-. 21.1 Kg/cm
2
(300 psi)
Temperatura mxima de operacin: 208c (406F)
MANOMETRO.
Los manmetros son los instrumentos utilizados para medir la presin de fluidos (lquidos y
gases). Lo comn es que ellos determinan el valor de la presin relativa, aunque pueden
construirse tambin para medir presiones absolutas. Todos los manmetros tienen un
Tamao de la
vlvula
A B C D E G1 G2
3 8 3 1/4 7 1/2 6 2 5/16 6 1/4 6 1/4
4 9 4 9 7 1/2 3 1/8 6 7/8 6 7/8
6 10 1/2 5 11 9 1/2 4 1/2 8 9/16 9 7/16
Tamao de
la vlvula
J K L M S T PESO (kg) CV
3
7 7/8 3 3/8 3/4 4 7/8 3/16 17.400 350
4
8 7/8 4 3/4 8 7/8 1 32.400 775
6
9 4/5 4 7/8 7/8 8 1 1 1/16 53.200 1000
elemento que cambia alguna propiedad cuando son sometidos a la presin, este cambio se
manifiesta en una escala o pantalla calibrada directamente en las unidades de presin
correspondientes.
Datos tcnicos:
De vaco a 0 bar hasta vaco a 9 bar
De vaco a 0 psi hasta vaco a 200 psi
De vaco a 0 MPa hasta vaco a 1.5MPa Manmetros para presin positiva
Esfera de 100 mm (4 pulg.)
Adaptador a tubo Swagelok de 12 mm y 1/2 pulg.
NPT macho de 1/4 y 1/2 pulg.
TERMMETRO:
Apropiados para tanques de cualquier tamao de servicio de Gas GLP o NH3, su indicador de
2 de dimetro lee temperaturas comprendidas entre -40 Y 320 F. son resistentes al agua y la
suciedad. Solicite el modelo J701 para 1/2 MNPT por 4 de largo (102 mm), o el J701 para un
1/2 NPT por 6 de largo (152 mm).
INDICADOR DE NIVEL:
Indicador de nivel de tanque de almacenamiento de gas estacionario o de carburacin,
caratula reemplazable de plstico irrompible, el movimiento de la aguja indicadora es
provocado por flujo magntico, diferentes longitudes desde 8 hasta 46 y con aprobacin U.L.
Conexin en el tanque: 1 NPT Roscado
Presin de trabajo: 26.4 Kg/cm
2
(375 psi).
EVALUACIN ECONMICA:
DESCRIPCIN PROPIEDADES CANTIDAD PRECIO POR PIEZA TOTAL
Tapa elipsoidal 2:1 Acero SA-516-70 2 16000 64000
Casco rolado Acero SA-516-70 1 160000 320000
silletas Acero ASTM A-36 2 4500 18000
Registro de hombre SA-106 1 6300 12600
Termmetro horizontal WIKA; R o-120 C, Zise 1 1750 3500
Manmetro Modelo S serie PGI swagelok 1 400 800
Vlvula de entrada Vlvula de bola modelo 150F 1 4000 8000
Vlvula de salida Vlvula de bola modelo 150F 1 4000 8000
Vlvula de seguridad Modelo 34V 1 6141 12282
Indicador de nivel Serie 8900 rochester 1 1400 2800
Vlvula de drene Vlvula mariposa ARI tipo WAFER TYCO. 1 8578 17156
Brida soldable Acero SA-105 3 319 1914
Brida soldable Acero SA_105 1 508 1016
Brida soldable Acero SA-105 1 7987 15974
Pintura 1 4500 9000
Empaque Asbesto con un ligado 1 415 830
Tornillo Acero SA-193-B7 20 20 800
Radiografado 1 8000 16000
Cople SA-105 2 100 400
Cople SA-106 1 150 300
Costo mensual(S./)
Mano de obra calificada 18 8750 157500
Obreros 18 1715 30870
Ingenieros 8 10000 80000
Otros costos 30000
Gastos inesperados 30000
Maniobra 30000
TOTAL 871742