También podría gustarte
- Cuestionarios 1 - 29Documento66 páginasCuestionarios 1 - 29wilder_rodriguez_10Aún no hay calificaciones
- Diseño, Programación, y Manufactura de Equipos CNCDocumento24 páginasDiseño, Programación, y Manufactura de Equipos CNCAndyAún no hay calificaciones
- Partes de La FresadoraDocumento3 páginasPartes de La FresadoraAlejandro Acuña25% (4)
- Practica 1 Manual de Configuracion WinUnisoft.Documento16 páginasPractica 1 Manual de Configuracion WinUnisoft.Luis Fernando Muñoz UrbinaAún no hay calificaciones
- Cuestionario 1Documento6 páginasCuestionario 1iivannqAún no hay calificaciones
- Ejercicios de CAD CAMDocumento9 páginasEjercicios de CAD CAMnenedjAún no hay calificaciones
- Manual CMM ManagerDocumento27 páginasManual CMM ManagerMiguel Angel Guzman Cruz0% (1)
- Centro de mecanizado Leadwell V-30 con control Fanuc IO-MDDocumento4 páginasCentro de mecanizado Leadwell V-30 con control Fanuc IO-MDJenny AndreaAún no hay calificaciones
- Informe # 4 Operacion Del Centro de Mecanizado Vertical Leadwell v-30Documento41 páginasInforme # 4 Operacion Del Centro de Mecanizado Vertical Leadwell v-30ChristiaNdrés Carvajal50% (2)
- Codigos CNC FresadoDocumento1 páginaCodigos CNC FresadoAndres Cardona Mercado100% (1)
- Laboratorio C.N.CDocumento14 páginasLaboratorio C.N.CAngie Melissa Cardenas BenavidesAún no hay calificaciones
- Calibración de mesas de planitudDocumento10 páginasCalibración de mesas de planitudandrrez1294Aún no hay calificaciones
- Partes de MecanizadoDocumento33 páginasPartes de MecanizadojonathanAún no hay calificaciones
- Hoja de Procesos FinalDocumento3 páginasHoja de Procesos FinalFernando Yael0% (1)
- Cizallado Proceso de Manufactura 1Documento9 páginasCizallado Proceso de Manufactura 1Ledvin PerdomoAún no hay calificaciones
- Parametros de Corte Cad CamDocumento5 páginasParametros de Corte Cad CamLaurita MoyonAún no hay calificaciones
- MANUAL TORNO CNC DYNA ADM 3300 EspañolDocumento47 páginasMANUAL TORNO CNC DYNA ADM 3300 EspañolTomás Loya80% (5)
- Mando Indirecto de Un Cilindro de Simple EfectoDocumento22 páginasMando Indirecto de Un Cilindro de Simple EfectoAndres TorresAún no hay calificaciones
- CNC Exercises Milling SpanishDocumento39 páginasCNC Exercises Milling SpanishDaniel UtreraAún no hay calificaciones
- 4.2 Diagrama de Desplazamiento.Documento18 páginas4.2 Diagrama de Desplazamiento.GILBERT950Aún no hay calificaciones
- Códigos de Programación de Máquinas Herramientas CNCDocumento21 páginasCódigos de Programación de Máquinas Herramientas CNCGerardo DiazAún no hay calificaciones
- Etapas Del Diseno I ManufacturaDocumento16 páginasEtapas Del Diseno I ManufacturaJose Luis Chavez VillaAún no hay calificaciones
- 11partes Principales, Características Técnicas, Herramientas, Accesorios y Seguridades Del CMV Leadwell V30Documento12 páginas11partes Principales, Características Técnicas, Herramientas, Accesorios y Seguridades Del CMV Leadwell V30Edu AldasAún no hay calificaciones
- Redondeado de láminas con tornillo de bancoDocumento4 páginasRedondeado de láminas con tornillo de bancoCarlos RodriguezAún no hay calificaciones
- Tipos fresas característicasDocumento6 páginasTipos fresas característicasKrristiian RodrriguezzAún no hay calificaciones
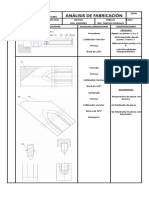
- HOJA DE ANÁLISIS DE FABRICACIÓN TornilloDocumento1 páginaHOJA DE ANÁLISIS DE FABRICACIÓN TornilloAle FarfanAún no hay calificaciones
- Velocidad de Corte en TornosDocumento6 páginasVelocidad de Corte en TornosAndres LopezAún no hay calificaciones
- CepilladoDocumento44 páginasCepilladoMariferoz100% (2)
- Tipos de PRENSASDocumento2 páginasTipos de PRENSAShugoAún no hay calificaciones
- Instrucciones Del Programa WinunisoftDocumento24 páginasInstrucciones Del Programa WinunisoftRafael Perez MezaAún no hay calificaciones
- CNC GeneralidadesDocumento17 páginasCNC GeneralidadesUriel Vázquez Sánchez100% (1)
- La FresadoraDocumento7 páginasLa Fresadorajack375a50% (6)
- Manual de Diseño Catia V5 R14Documento135 páginasManual de Diseño Catia V5 R14Rob HerdezAún no hay calificaciones
- Introducción al manejo del torno paralelo CNCDocumento12 páginasIntroducción al manejo del torno paralelo CNCAlicia ArevaloAún no hay calificaciones
- Manual Robot KUKA SpaceDocumento9 páginasManual Robot KUKA Spacejacksito989Aún no hay calificaciones
- 3.3 Trayectoria de HerramientasDocumento42 páginas3.3 Trayectoria de HerramientasLuis Antonio BarbozaAún no hay calificaciones
- Mecanizado Por UltrasonidoDocumento28 páginasMecanizado Por UltrasonidoDavid JimenezAún no hay calificaciones
- Proceso de ConicidadDocumento3 páginasProceso de Conicidadandy villar lobatoAún no hay calificaciones
- Introduccion Al TORNODocumento42 páginasIntroduccion Al TORNOMarco Diaz100% (1)
- Tabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaDocumento4 páginasTabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaMarco GorgonioAún no hay calificaciones
- Diseño de levas para movimiento de seguidoresDocumento2 páginasDiseño de levas para movimiento de seguidoresCuauhtemoc Mazon ValadezAún no hay calificaciones
- Instalación NX 9Documento36 páginasInstalación NX 9Edgar manjarrez0% (1)
- Catarina SDocumento35 páginasCatarina SBrayan Maya Rodriguez86% (7)
- Teoria de Maquinas y MecanismosDocumento12 páginasTeoria de Maquinas y MecanismosEdgar ReyesAún no hay calificaciones
- Condiciones de Corte en El FresadoDocumento3 páginasCondiciones de Corte en El Fresadoluis mujicaAún no hay calificaciones
- Software CAM - MastercamDocumento36 páginasSoftware CAM - Mastercammax_gonzález_8Aún no hay calificaciones
- Esmerilado: proceso de remoción de material con partículas abrasivasDocumento48 páginasEsmerilado: proceso de remoción de material con partículas abrasivasMatiasAún no hay calificaciones
- Presentacion WinunisoftDocumento26 páginasPresentacion WinunisoftDanii PalaciosAún no hay calificaciones
- Diagrama espacio fase de dos cilindros neumáticosDocumento13 páginasDiagrama espacio fase de dos cilindros neumáticosDamaris TalaveraAún no hay calificaciones
- Informe Cad CAMDocumento20 páginasInforme Cad CAMKatty PintoAún no hay calificaciones
- Estandarizacion de Placas y Porta-HerramientasDocumento6 páginasEstandarizacion de Placas y Porta-HerramientasLex ViracochaAún no hay calificaciones
- Formulario C1 ManufacturaDocumento2 páginasFormulario C1 ManufacturaLeonel David Quinteros PalominosAún no hay calificaciones
- Enclavamientos NuemáticosDocumento5 páginasEnclavamientos NuemáticosJohn DannyAún no hay calificaciones
- Bloque Patron PDFDocumento24 páginasBloque Patron PDF7CRAAún no hay calificaciones
- Dispositivos de Sujecion Torno 2Documento27 páginasDispositivos de Sujecion Torno 2grelmingAún no hay calificaciones
- Informe TorneadoDocumento19 páginasInforme TorneadoEstefania EscobarAún no hay calificaciones
- Dispositivos de sujeción en el torno y CNCDocumento27 páginasDispositivos de sujeción en el torno y CNCDamian DNAún no hay calificaciones
- Procesos de maquinado: torneado, fresado y másDocumento31 páginasProcesos de maquinado: torneado, fresado y másNego LaraAún no hay calificaciones
- TORNODocumento38 páginasTORNOAlirio Villanova GonzalezAún no hay calificaciones
- IndiceDocumento11 páginasIndiceWiliams SucariAún no hay calificaciones
- Catalogo de Partes HOWO 380HPDocumento352 páginasCatalogo de Partes HOWO 380HPJonathan Alejandro Salcedo Hidalgo94% (17)
- Maquinas fresadoras y sus accesorios: preguntas de repasoDocumento3 páginasMaquinas fresadoras y sus accesorios: preguntas de repasoIsrael Ferreiras0% (1)
- Tornillos TeoríaDocumento19 páginasTornillos TeoríaMayker EmexAún no hay calificaciones
- Metalurgia de Polvos, Cap 16, AvnerDocumento27 páginasMetalurgia de Polvos, Cap 16, AvnerLuis D. SilesAún no hay calificaciones
- Resumén Unidad 4Documento8 páginasResumén Unidad 4Yaneth ZamudioAún no hay calificaciones
- Informe de MetalurgiaDocumento13 páginasInforme de MetalurgiaHamilton MeynardAún no hay calificaciones
- Práctica 4. - Fresadora VerticalDocumento14 páginasPráctica 4. - Fresadora VerticalDiego RGAún no hay calificaciones
- Tema-Medios de Unión Estructuras MetálicasDocumento22 páginasTema-Medios de Unión Estructuras MetálicasPaula Rodríguez CastroAún no hay calificaciones
- Ángulos de posición en herramientas de corteDocumento4 páginasÁngulos de posición en herramientas de corteGONZALO DAVID PINTO IMBAQUINGOAún no hay calificaciones
- Info MecanizadoDocumento9 páginasInfo MecanizadoViny GavilanesAún no hay calificaciones
- Clasificacion de Los Procesos de FabricacionDocumento8 páginasClasificacion de Los Procesos de FabricacionJorge Marshall Matthers100% (1)
- Dossier de Calidad FM 010614Documento89 páginasDossier de Calidad FM 010614Marita Carrion PadillaAún no hay calificaciones
- Herramienta Consumible BrocasDocumento69 páginasHerramienta Consumible BrocasbarbaaaaaaAún no hay calificaciones
- Guia de TornoDocumento52 páginasGuia de TornoJoel Cruz CondoriAún no hay calificaciones
- Maquinado de un mango de martillo en tornoDocumento16 páginasMaquinado de un mango de martillo en tornoRaysa Mitma QuezadaAún no hay calificaciones
- Errores en fabricación y tolerancias dimensionalesDocumento25 páginasErrores en fabricación y tolerancias dimensionalesIantosca IngenieriaAún no hay calificaciones
- Datos Técnicos: Bridas de Conexión AL ZF KB 6.10STTZN B5.2 6.5 L81 AL (377 100)Documento1 páginaDatos Técnicos: Bridas de Conexión AL ZF KB 6.10STTZN B5.2 6.5 L81 AL (377 100)Jhon Fredy Grisales VallejoAún no hay calificaciones
- Procesos de Manufactura I Programación para Máquinas CNC: Profesor: Bastian Vergara Gallegos Correo: Bvergara@ubiobio - CLDocumento18 páginasProcesos de Manufactura I Programación para Máquinas CNC: Profesor: Bastian Vergara Gallegos Correo: Bvergara@ubiobio - CLBrhayams Gacitua GuiñezAún no hay calificaciones
- Informe Rosca CuadradaDocumento3 páginasInforme Rosca Cuadradayors hr100% (1)
- Ordenes de TrabajoDocumento16 páginasOrdenes de TrabajoOmar GemioAún no hay calificaciones
- Cuaderno de Informes Control Numérico Computarizado CNC 6Documento13 páginasCuaderno de Informes Control Numérico Computarizado CNC 6Reimon Manco OblitasAún no hay calificaciones
- Marcas:: Industrias Arruti S.ADocumento1 páginaMarcas:: Industrias Arruti S.ABladimir MichelAún no hay calificaciones
- Especial Ferretero 2021Documento32 páginasEspecial Ferretero 2021Luis LópezAún no hay calificaciones
- "Roscas, Sujetadores y Resortes" - Heberth CáceresDocumento5 páginas"Roscas, Sujetadores y Resortes" - Heberth CáceresheberthAún no hay calificaciones
- NTC2669Documento47 páginasNTC2669siul7894Aún no hay calificaciones
- HERRAMIENTA INDEXABLE PARA TORNEADO Y FRESADODocumento12 páginasHERRAMIENTA INDEXABLE PARA TORNEADO Y FRESADOJose Andres Jimenez CasallasAún no hay calificaciones
- Roscas y MachuelosDocumento56 páginasRoscas y MachuelosJose DaltónAún no hay calificaciones
- Din 7991 109 PDFDocumento2 páginasDin 7991 109 PDFAndres Byke SepulvedaAún no hay calificaciones
- Hoja de Procesos Polea EscalonadaDocumento15 páginasHoja de Procesos Polea Escalonadaceleste hernandez perezAún no hay calificaciones
- Banco y Ajuste Semana 5Documento15 páginasBanco y Ajuste Semana 5Ibrahin silverio Tucto pucuhuaylaAún no hay calificaciones