Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Backup of APLICACIONORMA PDF
Cargado por
Camilo Soto MuñozTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Backup of APLICACIONORMA PDF
Cargado por
Camilo Soto MuñozCopyright:
Formatos disponibles
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
APLICACIN DE LA NORMA OFICIAL MEXICANA
NOM-122-STPS-1996 PARA RECIPIENTES
SUJETOS A PRESIN.
TESIS
QUE PARA OBTENER EL TTULO DE
INGENIERO MECNICO
P R E S E N T A:
ABOYTES CENTENO FERNANDO
DIRIGIDA POR:
ING. CARLOS LEN FRANCO.
M. en C. RICARDO CORTEZ OLIVERA.
MXICO, D.F. JUNIO DEL 2010
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO.
NDICE.
CAPTULO I GENERALIDADES........................................................................................................................ 2
1.1. RECIPIENTES A PRESIN. ....................................................................................................................... 3
1.1.2 TIPOS DE RECIPIENTES DE ACUERDO A SU GEOMETRIA. ...................................................... 4
1.2 .TIPOS DE TAPAS. ...................................................................................................................................... 6
1.3 CLASES DE MATERIALES. ........................................................................................................................ 7
1.4. GAS LICUADO DE PETRLEO (GLP)....................................................................................................... 8
1.5. NECESIDADES DEL USUARIO. ................................................................................................................ 9
LIMITACIONES. .......................................................................................................................................... 10
1.6 SUMARIO DEL CAPTULO I...................................................................................................................... 10
CAPTULO II MEMORIA DE CLCULO .......................................................................................................... 12
2. CLCULO DEL CUERPO DEL RECIPIENTE Y TAPAS EN BASE A LA PRESIN INTERNA. ................ 13
2.1 TAMAO PTIMO DEL RECIPIENTE. .................................................................................................. 13
2.1.2 Clculo del espesor del cuerpo y cabezas en funcin de las dimensiones interiores del
recipiente. .............................................................................................................................................. 14
2.2 CLCULO POR PRESIN EXTERNA....................................................................................................... 15
2.3 ESFUERZOS EN LOS RECIPIENTES CON DOS SILLETAS. .................................................................. 17
2.4 CLCULO DE OREJAS DE IZAJE. ........................................................................................................... 24
2.5 BOQUILLAS EN LOS RECIPIENTES A PRESIN. .................................................................................. 26
2.6 REGISTRO DE HOMBRE. ......................................................................................................................... 32
2.6.1 CLCULO DE LA TAPA PLANA PARA REGISTRO DE HOMBRE. .................................................. 35
2.7 ACCESORIOS. ........................................................................................................................................... 38
2.8 SUMARIO DEL CAPTULO II..................................................................................................................... 43
CAPTULO III SOLDADURA Y PRUEBAS EN LOS RECIPIENTES SUJETOS A PRESIN ........................ 44
3. SOLDADURA EN RECIPIENTES A PRESIN............................................................................................ 45
3.1 DISEO DE JUNTAS SOLDADAS ........................................................................................................ 46
3.1.2 REGLAS DE LAS NORMAS CON RELACIN A DIFERENTES ESPESORES DE PARED DEL
RECIPIENTE. .......................................................................................................................................... 46
3.2 PRUEBAS EN RECIPIENTES A PRESIN ............................................................................................... 47
3.2.1 PRUEBA HIDROSTTICA. ................................................................................................................ 47
3.2.2 PRUEBAS NEUMTICAS. ................................................................................................................. 47
3.3 SUMARIO DEL CAPTULO III.................................................................................................................... 48
CAPTULO IV NORMA OFICIAL MEXICANA NOM-122-STPS-1996 ............................................................. 49
4. NORMA OFICIAL MEXICANA NOM-122-STPS-1996, RELATIVA A LAS CONDICIONES DE SEGURIDAD
E HIGIENE PARA EL FUNCIONAMIENTO DE LAS RECIPIENTES SUJETOS A PRESIN. ....................... 50
4.1 OBLIGACIONES DEL PATRN Y TRABAJADORES. ............................................................................. 51
4.2 PROCEDIMIENTO PARA LA AUTORIZACIN DE FUNCIONAMIENTO DE LOS EQUIPOS. ................ 52
4.3 CONDICIONES DE SEGURIDAD E HIGIENE. .......................................................................................... 55
4.4 INSPECCIONES A LOS EQUIPOS ............................................................................................................ 56
II
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO.
4.5 SUMARIO DEL CAPTULO IV. .................................................................................................................. 58
CAPTULO V COTIZACIN ............................................................................................................................. 60
5 COTIZACION DEL RECIPIENTE A PRESIN. ............................................................................................ 61
5.1 SUMARIO DEL CAPTULO V. ................................................................................................................... 64
CONCLUSIONES. ............................................................................................................................................ 65
ANEXOS ........................................................................................................................................................... 66
III
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO.
APLICACIN DE LA NORMA OFICIAL MEXICANA NOM-122-STPS-1996 PARA
RECIPIENTES SUJETOS A PRESIN.
OBJETIVO:
Elaborar un recipiente a presin para el contenido y almacenamiento de gas LP,
cumpliendo con las especificaciones de usuario con base a las normas de diseo
de recipientes a presin para determinar si el diseo es factible para su
elaboracin o para seleccionar uno ya existente en el mercado as como los
puntos aplicables de la NOM-122-STPS-1996 que se refiere a las condiciones de
seguridad e higiene para el funcionamiento de los recipientes sujetos a presin
que operan en los centros de trabajo.
JUSTIFICACIN:
Debido a la gran importancia que tiene el diseo y la fabricacin de recipientes
sujetos a presin existen diferentes normas aplicadas a este tipo de contenedores,
ya sea para su fabricacin como las condiciones de seguridad e higiene para su
funcionamiento.
En Mxico existe una norma aplicada para la seguridad e higiene de dichos
recipientes, esta norma es NOM-122-STPS-1996 sta tiene como objetivo
establecer los requisitos mnimos de seguridad e higiene con que deben contar los
recipientes sujetos a presin que se instalen en los centros de trabajo, as como
las caracterstica de las inspecciones que se realicen con el fin de vigilar el
cumplimiento de esta norma.
IV
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
CAPTULO I
GENERALIDADES.
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
1. GENERALIDADES.
Las normas son un modelo, un patrn, ejemplo o criterio a seguir. Una norma es
una frmula que tiene valor de regla y tiene por finalidad definir las caractersticas
que debe poseer un objeto y los productos que han de tener una compatibilidad
para ser usados a nivel internacional. Pongamos, por ejemplo, el problema que
ocasiona a muchos usuarios los distintos modelos de enchufes que existen a
escala internacional para poder acoplar pequeas mquinas de uso personal:
secadores de cabello, mquinas de afeitar, etc. cuando se viaja. La
incompatibilidad repercute en muchos campos. La normalizacin de los productos
es, pues, importante.
Los compradores y vendedores incorporan normas en sus contratos; los cientficos
e ingenieros las usan en sus laboratorios y oficinas; los arquitectos y diseadores
las usan en sus planos; las agencias gubernamentales de todo el mundo hacen
referencia a ellas en cdigos regulaciones y leyes: y muchos otros las consultan
para obtener orientacin sobre muchos temas.
TIPOS DE NORMAS.
ISO 9000.- son normas de "calidad" y "gestin continua de calidad", establecidas
por la Organizacin Internacional para la Estandarizacin (ISO). Se pueden aplicar
en cualquier tipo de organizacin o actividad sistemtica orientada a la produccin
de bienes o servicios. Se componen de estndares y guas relacionados con
sistemas de gestin y de herramientas especficas, como los mtodos de
auditora.
ISO 14000.- La norma ISO 14000 es un conjunto de documentos de gestin
ambiental que, una vez implantados, afectar todos los aspectos de la gestin de
una organizacin en sus responsabilidades ambientales y ayudar a las
organizaciones a tratar sistemticamente asuntos ambientales, con el fin de
mejorar el comportamiento ambiental y las oportunidades de beneficio econmico.
ASME.- Que significa American Society of Mechanical Engineers (Sociedad
Americana de Ingenieros Mecnicos). Es una asociacin profesional, que adems
ha generado un cdigo de diseo, construccin, inspeccin y pruebas para
equipos. Entre otros, calderas y recipientes a presin. Este cdigo tiene
aceptacin mundial y es usado en todo el mundo.
AWS.- (American Welding Society o Sociedad Americana de Soldadura) Sociedad
no lucrativa que regula los estndares industriales de soldadura.
NOM.- Se entiende por Norma Oficial Mexicana (NOM), segn el apartado XI del
artculo tercero de la Ley Federal sobre Metrologa y Normalizacin, 1 toda aquella
2
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
"regulacin tcnica de observancia obligatoria expedida por las dependencias
competentes, conforme a las finalidades establecidas en el artculo 40 (de esa
misma ley), que establece reglas, especificaciones, atributos, directrices,
caractersticas o prescripciones aplicables a un producto, proceso, instalacin,
sistema, actividad, servicio o mtodo de produccin u operacin, as como
aquellas relativas a terminologa, simbologa, embalaje, marcado o etiquetado y
las que se refieran a su cumplimiento o aplicacin".
Una NOM tiene el mismo poder que una ley. La mayor parte de las leyes
mexicanas incluyen varias NOM, algunas leyes incluyen muchas de ellas. Cada
una de las NOM atiende un tipo especfico de actividades. En el caso especfico
de las NOM relativas a productos, describen todos los reglamentos que son
obligatorios en cuanto a su uso, manejo, descripcin, mantenimiento y garanta, a
fin de poder venderse en el mercado mexicano.
PARTES QUE FORMAN LA NOM
El nombre de cada una de las NOM consta de las siguientes partes:
la sigla "NOM"
el nmero especfico de la norma
la sigla de la secretara de Estado a la que corresponde
el ao en que entr en vigor
Por ejemplo:
NOM-122-STPS-1996 Norma Oficial Mexicana nmero 12 de la Secretara del
Trabajo y Previsin Social (STPS) que entr en vigor en 1996.
NOM-003-CNA-1996: Norma Oficial Mexicana nmero 003 de la Comisin
Nacional del Agua (CNA) que entr en vigor en 1996. Estipula los requisitos para
la construccin de pozos de extraccin de agua para prevenir la contaminacin de
acuferos.
1.1. RECIPIENTES A PRESIN.
Se considera como un recipiente a presin cualquier vasija cerrada que sea capas
de almacenar un fluido a presin manomtrica, ya sea presin interna o de vaci,
independientemente de su forma o dimensiones.
Existen numerosos tipos de recipientes que se utilizan en las plantas industriales o
de procesos. Algunos de estos tienen la finalidad de almacenar sustancias que se
dirigen o convergen de algn proceso, este tipo de recipientes son llamados en
3
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
general tanques. Los diferentes tipos de recipientes que existen, se clasifican de la
siguiente manera:
POR SU USO.
Los podemos dividir en recipientes de almacenamiento y en recipientes de
procesos.
Los primeros nos sirven nicamente para almacenar fluidos a presin y de
acuerdo con sus servicios son conocidos como tanques de almacenamiento,
tanques de da, tanques acumuladores, etc.
POR SU FORMA.
Los recipientes a presin pueden ser cilndricos o esfricos. Los primeros son
horizontales o verticales y pueden tener en algunos casos, chaquetas para
incrementar o decrecer la temperatura de los fluidos segn sea el caso.
Los esfricos se utilizan generalmente como tanques de almacenamiento, y se
recomiendan para almacenar grandes volmenes esfricos a altas presiones.
Puesto que la forma esfrica es la forma natural que toman los cuerpos al ser
sometidos a presin interna esta sera la forma ms econmica para almacenar
fluidos a presin sin embargo en la fabricacin de estos es mucho ms cara a
comparacin de los recipientes cilndricos.
1.1.2 TIPOS DE RECIPIENTES DE ACUERDO A SU GEOMETRIA.
A) RECIPIENTES ABIERTOS.
Los recipientes abiertos son comnmente utilizados como tanque igualador o de
oscilacin como tinas para dosificar operaciones donde los materiales pueden ser
decantados como: desecadores, reactores qumicos, depsitos, etc.
Obviamente este tipo de recipiente es ms que el recipiente cerrado de una misma
capacidad y construccin. La decisin de que un recipiente abierto o cerrado es
usado depender del fluido a ser manejado y de la operacin. Estos recipientes
son fabricados de acero, cartn, concreto. Sin embargo en los procesos
industriales son construidos de acero por su bajo costo inicial y fcil fabricacin.
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
B) RECIPIENTES CERRADOS.
Fluidos combustibles o txicos o gases finos deben ser almacenados en
recipientes cerrados. Sustancias qumicas peligrosas, tales como cidos o sosa
custica son menos peligrosas si son almacenadas en recipientes cerrados.
C) TANQUES CILINDRICOS DE FONDO PLANO.
El diseo en el tanque cilndrico vertical operando a la presin atmosfrica, es el
tanque cilndrico con un techo cnico y un fondo plano descansando directamente
en una cimentacin compuesta de arena, grava o piedra triturada. En los casos
donde se desea usar una alimentacin de gravedad, el tanque es levantado arriba
del terreno y el fondo plano debe ser incorporado por columnas y vigas de acero.
D) RECIPIENTES CILNDRICOS HORIZONTALES Y VERTICALES CON
CABEZAS FORMADAS.
Son usados cuando la presin de vapor del lquido manejado puede determinar un
diseo ms resistente. Varios cdigos han sido desarrollados o por medio de los
esfuerzos del API y el ASME para gobernar el diseo de tales recipientes. Una
gran variedad de cabezas formadas son usadas para cerrar los extremos de los
recipientes cilndricos. Las cabezas formadas incluyen la semiesfrica, elptica,
toriesfrica, cabeza estndar comn y toricoidal. Para propsitos especiales de
placas planas son usadas para cerrar un recipiente abierto. Sin embargo las
cabezas planas son raramente usadas en recipientes grandes.
E) RECIPIENTES ESFERICOS.
El almacenamiento de grandes volmenes bajo presiones materiales es
normalmente de los recipientes esfricos. Las capacidades y presiones utilizadas
varan grandemente. Para los recipientes mayores el rango de capacidad es de
1000 hasta 25000 Psi (70.31 - 1757.75 Kg/cm), y de 10 hasta 200 Psi (0.7031 14.06 Kg/cm) para los recipientes menores.
Cuando una masa dada de gas esta almacenada bajo la presin es obvio que el
volumen de almacenamiento requerido ser inversamente proporcional a la
presin de almacenamiento.
En general cuando para una masa dada, el recipiente esfrico es ms econmico
para grandes volmenes y bajas presiones de operacin.
A presiones altas de operacin de almacenamiento, el volumen de gas es
reducido y por lo tanto en tipo de recipientes cilndricos es ms econmico.
5
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
1.2 .TIPOS DE TAPAS.
Los recipientes sometidos a presin pueden estar construidos por diferentes tipos
de tapas o cabezas. Cada una de estas es ms recomendable a ciertas
condiciones de operacin y costo monetario.
A) TAPAS PLANAS.
Se utilizan para recipientes sujetos a presin atmosfrica, generalmente, aunque
en algunos casos se usan tambin en recipientes a presin. Su costo entre las
tapas es el ms bajo. Se utilizan tambin como fondos de tanques de
almacenamiento de grandes dimensiones.
B) TAPAS TORIESFERICAS.
Son las de mayor aceptacin en la industria, debido a su bajo costo y a que
soportan grandes presiones manomtricas, su caracterstica principal es que el
radio del abombado es aproximadamente igual al dimetro. Se pueden fabricar en
dimetros desde 0.3 hasta 6 metros. (11.8 - 236.22 pulgadas.).
C) TAPAS SEMIELIPTICAS.
Son empleadas cuando el espesor calculado de una tapa toriesfrica es
relativamente alto, ya que las tapas semielpticas soportan mayores presiones que
las toriesfricas. El proceso de fabricacin de estas tapas es troquelado, su silueta
describe una elipse relacin 2:1, su costo es alto y en Mxico se fabrican hasta un
dimetro mximo de 3 m.
D) TAPAS SEMIESFERICAS.
Utilizadas exclusivamente para soportar presiones crticas, como su nombre lo
indica, su silueta describe una media circunferencia perfecta, su costo es alto y no
hay lmite dimensional para su fabricacin.
E) TAPA 80:10.
Ya que en Mxico no se cuentan con prensas lo suficientemente grande, para
troquelar tapas semielpticas 2:1 de dimensiones relativamente grandes, hemos
optado por fabricar este tipo de tapas, cuyas caractersticas principales son: El
radio de abombado es el 80% de dimetro y el radio de esquina o de nudillos es
igual a el 10% del dimetro. Estas tapas las utilizamos como equivalentes a la
semielptica 2:1.
6
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
F) TAPAS CONICAS.
Se utilizan generalmente en fondos donde pudiese haber acumulacin de slidos y
como transiciones en cambios de dimetro de recipientes cilndricos. Su uso es
muy comn en torres fraccionadoras o de destilacin, no hay lmites en cuanto a
dimensiones para su fabricacin y su nica limitacin consiste en que el ngulo de
vrtice no deber de ser calculado como tapa plana.
G) TAPAS TORICONICAS.
A diferencia de las tapas cnicas, este tipo de tapas tienen en su dimetro, mayor
radio de transicin que no deber ser menor al 6% del dimetro mayor 3 veces
el espesor. Tiene las mismas restricciones que las cnicas a excepcin de que en
Mxico no se pueden fabricar con un dimetro mayor de 6 ms.
H) TAPAS PLANAS CON CEJA.
Estas tapas se utilizan generalmente para presin atmosfrica, su costo es
relativamente bajo, y tienen un lmite dimensional de 6 m. De dimetro mximo.
I) TAPAS NICAMENTE ABOMBADAS.
Son empleadas en recipientes a presin manomtrica relativamente baja, su costo
puede considerarse bajo, sin embargo, si se usan para soportar presiones
relativamente altas, ser necesario analizar la concentracin de esfuerzos
generada, al efectuar un cambio brusco de direccin.
1.3 CLASES DE MATERIALES.
A) ACEROS AL CARBN.
Es el ms disponible y econmico de los aceros, recomendables para la mayora
de los recipientes donde no existen altas presiones ni temperaturas.
B) ACEROS DE BAJA ALEACIN.
Como su nombre lo indica, estos aceros contienen bajos porcentajes de
elementos de aleacin como nquel, cromo, etc. Y en general estn fabricados
para cumplir condiciones de uso especfico. Son un poco ms costosos que los
aceros al carbn. Por otra parte no se considera que sean resistentes a la
corrosin, pero tienen mejor comportamiento en resistencia mecnica para rangos
ms altos de temperaturas respecto a los aceros al carbn.
7
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
C) ACEROS DE ALTA ALEACIN.
Comnmente llamados aceros inoxidables. Su costo en general es mayor que
para los dos anteriores. El contenido de elementos de aleacin es mayor, lo que
ocasiona que tengan alta resistencia a la corrosin.
D) MATERIALES NO FERROSOS.
El propsito de utilizar este tipo de materiales es con el fin de manejar sustancias
con alto poder corrosivo para facilitar la limpieza en recipientes que procesan
alimentos y proveen tenacidad en la entalla en servicios a baja temperatura.
CATEGORAS DE EXPOSICIN
Zona A: Para grandes ciudades donde por lo menos el 50% de los edificios
excede a 70' pies de altura.
Zona B: reas urbanas suburbanas y boscosas.
Zona C: Para terreno abierto como terraceras donde cualquier obstruccin sea
menor a 30' pies.
Zona D: Para reas costeras, planas, incluye aquellas reas localizadas como
mnimo a 10 veces la altura de la estructura.
1.4. GAS LICUADO DE PETRLEO (GLP).
Es un hidrocarburo, derivado del Petrleo, que se obtiene durante el proceso de
refinacin de otro derivado denominado gasolina, se produce en estado de vapor
pero se convierte en lquido mediante COMPRESIN y ENFRIAMIENTO
simultneos de estos vapores, necesitndose 273 litros de vapor para obtener un
litro de gas lquido.
El gas al ser comprimido y enfriado se condensa hasta convertirse en lquido, en
cuyo estado se le transporta y maneja desde las refineras, a las plantas de
almacenamiento y de estas a los usuarios, ya sea por auto-tanques o recipientes
porttiles, en donde el gas sale en estado de vapor para poder ser utilizado en
calderas y aparatos domsticos.
Los principales Gases que forman el Gas L. P. son el PROPANO y BUTANO, que
se distinguen entre s por su composicin qumica, presin, punto de ebullicin y
en su poder calorfico (o de calentamiento).
8
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Caractersticas:
Permanece en estado gaseoso a temperatura normal y presin atmosfrica.
Se almacena y transporta en estado lquido mantenindolo bajo presin en
los tanques.
No tiene color, es transparente como el agua en su estado lquido.
No tiene olor, cuando se produce y lica, pero se le agrega una sustancia
de olor penetrante para detectarlo cuando se fugue, llamada etil
mercaptano.
Es muy inflamable, cuando se escapa y se vaporiza se enciende
violentamente con la menor llama o chispa.
Es excesivamente fro, porque cuando se licu se le someti a muy bajas
temperaturas de bajo 0C, por lo cual, al contacto con la piel producir
siempre quemaduras de la misma manera que lo hace el fuego.
En estado lquido: 1 litro de GLP es equivalente a 273 litros en estado
gaseoso.
No es venenoso ni corrosivo y se disuelve en muchos otros productos.
Punto de Ebullicin
GLP: 20 a 25C bajo cero
Peso Especfico
En estado vapor: 1 litro de GLP pesa 2 gramos, 1 litro de aire pesa 1
gramo.
En estado lquido: 1 litro de GLP pesa 500 gramos, 1 litro de agua pesa
1000 gramos.
1.5. NECESIDADES DEL USUARIO.
Para el diseo de un recipiente a presin se deben tener ciertas caractersticas
para su calculo y elaboracin las cuales son dadas por el cliente a quien se la va
a fabricar dicho contenedor, en el siguiente captulo se har el clculo de un
recipiente a presin con las siguientes caractersticas , necesidades y limitaciones
A qu presin va a estar sometido el recipiente: 100 psi.
A que temperatura ser expuesto. La temperatura de trabajo es
temperatura ambiente (71.6F).
Tipo de fluido que se va a almacenar: Gas Licuado de Petrleo (gas LP).
Volumen o capacidad de almacenamiento: 900
Material (disponible en la ciudad Mxico)
Tipo de cabezales.
9
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Accesorios operativos y de mantenimiento: Bridas. Manmetro, dispositivo
para purgar, vlvulas, etc.
Confiabilidad.
Costos (material)
El recipiente deber cumplir con las normas y cdigos (ASME)
LIMITACIONES.
El recipiente no estar expuesto a altas temperaturas.
El recipiente no ocasione daos a la atmsfera.
Durabilidad del recipiente.
Costos del mantenimiento.
Tolerancias de corrosin.
Acabado superficial.
El volumen contenido no llegar a su punto mximo de almacenamiento.
No deje que el GLP tenga contacto con la piel. El GLP es almacenado en
un tanque que est diseado para guardarlo en estado lquido bajo presin.
No permita que el GLP se acumule en reas por debajo del suelo, como
sera el caso de una fosa para cambio de aceite o alineamiento de llantas,
el GLP desplaza al oxgeno y en su lugar queda una mezcla aire
combustible que podra ser muy peligroso.
Nunca realice algn mantenimiento al servicio del tanque o alguna
reparacin que se sospeche pudiera contener cualquier mnima cantidad de
GLP dentro. Antes que cualquier vlvula o marcador de combustible o
flotador debe ser separado o removido del tanque el GLP y deber ser
evacuado en su totalidad del interior del mismo.
1.6 SUMARIO DEL CAPTULO I.
En este captulo se realiz una introduccin a los tipos de normas aplicables en los
recipientes sometidos a presin; una de stas es el CDIGO ASME SECCIN
VIII, DIVISIN 1 que se refiere al diseo, construccin, inspeccin y pruebas para
este tipo de contenedores y calderas. Otra de las normas que se hace referencia
10
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
en la NOM-122-STPS-1996, la cual se refiere a las condiciones de seguridad e
higiene para el funcionamiento de los recipientes a presin y generadores de
vapor o calderas que operan en los centros de trabajo.
Adems de los tipos de normas tambin se hizo referencia a los tipos de
recipientes a presin as como los tipos de tapas y clases de materiales.
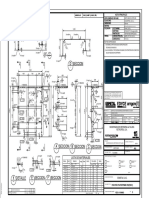
Figura 1 Tipos de recipientes.
Figura 1.1 Tipos de tapas.
Figura 1.3 Clase de materiales.
11
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
CAPTULO II
MEMORIA DE CLCULO
12
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
2. CLCULO DEL CUERPO DEL RECIPIENTE Y TAPAS EN BASE A LA
PRESIN INTERNA.
El clculo y la fabricacin del recipiente est basada en el cdigo ASME
(AMERICAN SOCIETY OF MECHANICAL ENGINEERS) Seccin VIII, Divisin 1
esta norma, cubre el diseo, la seleccin de materiales, la fabricacin, la
inspeccin, las pruebas, los criterios de aprobacin y la documentacin resultante
de las distintas etapas a cumplir.
Al calcular un recipiente cilndrico horizontal por presin interna, es necesario
realizar independientemente el clculo del cuerpo y las tapas.
A continuacin se realizar el clculo de un recipiente horizontal con las siguientes
especificaciones:
2.1 TAMAO PTIMO DEL RECIPIENTE.
Para construir un recipiente capacidad con el mnimo de material, debe
determinarse la relacin correcta de la longitud al dimetro.
La relacin ptima de la longitud al dimetro puede hallarse mediante el
procedimiento siguiente:
Primero se obtiene el valor de
por la siguiente ecuacin.
(2.1)
Donde:
= Presin de diseo
=Margen de corrosin
.
.
=Esfuerzo permitido a la tensin del material
=Eficiencia de la soldadura .
Una vez obtenido el valor de , la longitud ser obtenido por la siguiente
ecuacin:
(2.2)
Donde:
= Volumen del recipiente
.
=Dimetro interior del recipiente
13
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
A continuacin se determinar la longitud de un recipiente con las caractersticas
que se mencionan a continuacin.
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
ASUNTO:
Clculo del tamao ptimo de un
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
REALIZ:
FERNANDO ABOYTES C.
CLIENTE: SEPI-IPN
Recipiente a presin.
FECHA: 2010/05/25
RESULTADOS.
Para obtener el tamao ptimo de un recipiente a presin se utilizarn
las ecuaciones anteriores.
DATOS:
MATERIAL SA-516-70
Operaciones.
Con
este
valor
obtenemos
un
dimetro
(ver grafica A1 del anexo)
Con la ecuacin (2.1) se obtiene la longitud del recipiente.
interior
2.1.2 Clculo del espesor del cuerpo y cabezas en funcin de las
dimensiones interiores del recipiente.
La presin de operacin es a la que va a estar sometido el recipiente normalmente
por lo que, la presin de diseo se emplea para disear el recipiente. Se
recomienda disear un recipiente y sus componentes para una presin mayor que
la de operacin. Este requisito se satisface utilizando una presin de diseo de
10% ms que la operacin de trabajo, la que sea mayor.
14
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
MEMORIA DE CLCULOS
IPN.ESIME.AZC.
ASUNTO:
Clculo del espesor del cuerpo y
cabezas
UNIDADES:
Sistema Ingles
REALIZ:
FERNANDO ABOYTES C.
En funcin de las dimensiones
interiores.
FECHA: 2010/05/25
CLIENTE: SEPI-IPN
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
Por medio de la siguiente ecuacin se obtiene el espesor del cuerpo.
(2.3)
En cuanto al espesor de la cabeza si utiliza la siguiente ecuacin.
(2.4)
RESULTADOS.
DATOS:
MATERIAL SA-516-70
Operaciones.
Sin margen de corrosin.
.
Con margen de corrosin.
.
Placa seleccionada.
.
Sin margen de corrosin.
Con margen de corrosin.
Placa seleccionada.
2.2 CLCULO POR PRESIN EXTERNA.
Los recipientes que habrn de fabricarse para trabajar sujetos a presiones
externas de
o menores, y que llevarn la placa con el smbolo para
15
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
indicar que cumple con las reglas para presin externa, debern disearse para
una presin externa mxima permitida de
o 25 por ciento ms que la
presin externa, segn qu valor sea menor.
Fig. 2.1 Recipiente a presin.
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
CLIENTE: SEPI-IPN
ASUNTO:
Clculo por
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
REALIZ:
FERNANDO ABOYTES C.
Presin externa.
FECHA: 2010/05/25
La presin mxima de trabajo est dada por la siguiente ecuacin.
(2.5)
Para obtener el factor
se consigue con la ayuda del factor
obtener este factor se utilizan las siguientes relaciones.
y para
(2.6)
(2.7)
RESULTADOS.
DATOS:
Dimetro exterior=
Distancia entre tangentes=
Temperatura de diseo
Operaciones.
16
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Sustituyendo valores en las ecuaciones anteriores
3.44
136.4
El factor
se obtiene con la grafica A2 del anexo con los valores
obtenidos anteriormente
Con el factor y la temperatura de diseo se obtiene el factor
de la
grafica A3 del anexo.
Entonces la presin mxima de trabajo ser:
Como la presin admitida
es mayor que la
presin de diseo
el
espesor del casco es
adecuado.
2.3 ESFUERZOS EN LOS RECIPIENTES CON DOS SILLETAS.
Un recipiente horizontal soportado en silletas se comporta como una viga
simplemente apoyada con las siguientes consideraciones:
1.- Las condiciones de carga son diferentes cuando consideramos el recipiente
total o parcialmente lleno.
2.- Los esfuerzos en el recipiente son funcin del ngulo de agarre de las silletas.
3.- Las cargas generadas por el peso propio del recipiente estn combinadas con
otras cargas.
Se recomienda calcular las reacciones en las silletas, considerando el peso del
recipiente lleno de agua.
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
ASUNTO:
Clculo del volumen y
REALIZ:
FERNANDO ABOYTES C.
Peso del recipiente.
FECHA: 2010/05/25
CLIENTE: SEPI-IPN
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
El volumen total de recipiente esta dado por la siguiente ecuacin.
(2.8)
17
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Donde
es el volumen del cuerpo
(2.9)
El peso total del recipiente esta dado por la siguiente ecuacin
Donde
(2.11)
(2.12)
(2.13)
(2.14)
es el peso del recipiente
El peso del agua est dado por
(2.15)
RESULTADOS.
DATOS:
Distancia entre tangentes=
Radio interior=
Espesor=
Operaciones.
Sustituyendo valores en la ecuacin 2.9
.
El volumen de las tapas es obtenido de la tabla A1 del anexo
Sustituyendo en la ecuacin 2.8
.
.
Sustituyendo valores en la ecuacin 2.14
.
Peso de la cabeza. (Ver tabla A2 de anexos con espesor de la placa,
dimetro del recipiente y tipo de cabezas en este caso 5/8 y 84 pulgadas
respectivamente con cabezas elipsoidal 2:1)
.
Sustituyendo en la ecuacin 2.13
.
Para el peso del agua se utiliza la ecuacin 2.15
.
El peso total ser obtenido por la ecuacin 2.11
.
Los recipientes cilndricos horizontales soportados por medio de silletas, estn
sometidos a los siguientes tipos de refuerzos:
1.- Esfuerzos longitudinales por Flexin.
2.- Esfuerzos de Corte Tangenciales.
3.- Esfuerzos Circunferenciales.
En seguida se realizar el clculo de los esfuerzos mencionados anteriormente
considerando lo siguiente:
18
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Los valores positivos obtenidos en las ecuaciones indican que se trata de
esfuerzos a tensin y los valores de signo negativo nos indican que son elementos
que trabajan a compresin.
Fig. 2.2 Clculo de esfuerzos.
Ref. Diseo y clculo de recipientes a presin LEN ESTRADA JUAN MANUEL.
ESFUERZOS LONGITUDINALES POR FLEXIN.
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
ASUNTO:
Clculo de esfuerzos longitudinales
CLIENTE: SEPI-IPN
PRODUCTO:
Por flexin en las silletas y en la mitad
Recipiente a presin
FERNANDO ABOYTES C.
del claro.
horizontal para almacenar
FECHA: 2010/05/25
gas LP
No de Ecuacin.
El esfuerzo longitudinal por flexin en las silletas esta dado por.
REALIZ:
(2.16)
El esfuerzo longitudinal por flexin en la mitad del claro est dado por
(2.17)
(2.18)
(2.19)
(2.20)
(2.21)
(2.22)
RESULTADOS.
DATOS:
Distancia entre tangentes=
Modulo de
19
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
elasticidad=2
Esfuerzo del casco=
Radio exterior=
Eficiencia de la costura=
Espesor=
Dimetro interior=
Peso
total
del
recipiente
Angulo de contacto=
Valor obtenido de la tabla A3 del
anexo=
Operaciones.
Sustituyendo valores en la ecuacin 2.18 donde
en una silleta.
es la caga soportada
.
Sustituyendo en la ecuacin 2.19 donde
colocar las silletas.
es la distancia optima para
.
es la altura de la cabeza se obtiene por la ecuacin 2.20
Sustituyendo valores en la ecuacin 2.16.
El esfuerzo por presin interna ser calculado por la ecuacin 2.20
Sustituyendo valores en la ecuacin 2.17 para obtener el esfuerzo en la
mitad del claro
20
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
La condicin en las
silletas se cumple
A tensin, la suma de
y el esfuerzo debido a la presin interna
, no
debe ser mayor que el esfuerzo permitido del material del casco
multiplicado por la eficiencia de la costura circunferencial.
17500
En la mitad del claro
tambin
La condicin en las
silletas se cumple
A compresin, el esfuerzo debido a la presin interna
menos
no
deber ser mayor que la mitad del punto de fluencia a compresin del
material que el valor dado por la ecuacin 2.22.
En la mitad del claro
tambin
ESFUERZO CORTANTE TANGENCIAL.
IPN.ESIME.AZC.
UNIDADES:
Sistema Internacional
REALIZ:
FERNANDO ABOYTES C.
MEMORIA DE CLCULOS
CLIENTE: SEPI-IPN
ASUNTO:
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
Clculo del esfuerzo cortante
tangencial
FECHA: 2010/05/25
El esfuerzo cortante tangencial en el casco.
(2.23)
El esfuerzo cortante tangencial en la cabeza.
(2.24)
Esfuerzo cortante tangencial adicional en la cabeza.
(2.25)
Las ecuaciones anteriores son aplicadas, si se cumple la siguiente
condicin.
(2.26)
DATOS:
RESULTADOS.
Radio exterior=
Espesor=
Espesor
sin
corrosin=
21
margen
de
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Angulo de contacto=
Valor obtenido de la tabla A3 del
anexo=
Valor obtenido de la tabla A3 del
anexo=
Carga en una silleta
Distancia optima para colocar las
silletas=
Esfuerzo
por
presin
interna
=
Operaciones.
Sustituyendo valores en la ecuacin 2.26.
.
Como la condicin anterior se cumple los esfuerzos cortantes
tangenciales sern los siguientes.
Esfuerzo cortante tangencial en el casco.
.
.
Esfuerzo cortante tangencial en la cabeza.
No debe exceder en ms de 0.8 veces el esfuerzo permitido del
material del recipiente. Esta condicin se cumple ya que 17500
donde
es el esfuerzo permitido y en los dos esfuerzos
anteriormente calculados no sobrepasa est valor.
Esfuerzo cortante tangencial adicional en la cabeza.
Ms el esfuerzo divido a la presin interna no deber de exceder en
ms de 1.25 veces el esfuerzo permitido para el material de la cabeza .El
esfuerzo debido a la presin interna esta dado por la ecuacin 2.21.
22
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
ESFUERZO CIRCUNFERENCIAL.
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
CLIENTE: SEPI-IPN
ASUNTO:
PRODUCTO:
Recipiente a presin
Clculo del esfuerzo circunferencial.
FERNANDO ABOYTES C.
horizontal para almacenar
FECHA: 2010/05/25
gas LP
No de Ecuacin.
Las siguientes ecuaciones sern utilizadas si se cumple la siguiente
condicin.
(2.27)
Esfuerzo circunferencial en el cuerno de la silleta.
REALIZ:
(2.28)
Esfuerzo circunferencial en la parte inferior de las silletas.
(2.29)
DATOS:
RESULTADOS.
Radio exterior=
Espesor=
Ancho de la silleta=
Angulo de contacto=
Valor obtenido de la tabla A4 del
anexo=
Valor obtenido de la tabla A3 del
anexo=
Carga en una silleta
Distancia entre tangentes=
Esfuerzo
por
presin
interna
=
Operaciones.
Sustituyendo valores en la ecuacin 2.27.
.
Como la condicin anterior se cumple los esfuerzos circunferenciales
sern los siguientes.
Esfuerzo circunferencial en el cuerno de la silleta.
23
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
No debe ser mayor de 1.50 veces el valor del esfuerzo a la tensin del
material del casco, este valor es de
por lo que esta
condicin se cumple.
Esfuerzo circunferencial en la parte inferior de las silletas.
No debe ser mayor de 0.5 veces el punto de fluencia a compresin
del material del casco.
2.4 CLCULO DE OREJAS DE IZAJE.
Con el fin de transportar, localizar, dar mantenimiento, etc., A los recipientes a
presin, es necesario equiparlos por lo menos con dos orejas de izaje, el espesor
de stas se calcula a continuacin.
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
ASUNTO:
Clculo del espesor de las
REALIZ:
FERNANDO ABOYTES C.
Orejas de izaje.
FECHA: 2010/05/25
CLIENTE: SEPI-IPN
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
El espesor de las orejas de izaje es obtenido por la siguiente ecuacin.
(2.30)
DATOS:
RESULTADOS.
Peso del equipo vacio=
Esfuerzo a la tensin del material de
las orejas=
Distancia mostrada en la figura 2.1
=
Operaciones.
Sustituyendo valores en la ecuacin 2.30 para obtener el espesor
mnimo de la oreja de izaje.
.
24
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Fig. 2.3 Orejas de izaje (dimensiones dadas en pulgadas).
Ref. Diseo y clculo de recipientes a presin LEN ESTRADA JUAN MANUEL.
Es conveniente verificar que el espesor del recipiente ser suficiente para soportar
las fuerzas aplicadas en la oreja de izaje, el espesor mnimo requerido en el
cuerpo o en la placa de respaldo de la oreja ser calculado adems ser
verificada que el rea aplicada de soldadura para fijar las orejas sea suficiente.
IPN.ESIME.AZC.
UNIDADES:
Sistema Internacional
MEMORIA DE CLCULOS
ASUNTO:
Clculo del espesor de la placa de
respaldo
CLIENTE: SEPI-IPN
PRODUCTO:
Y reas de soldadura en las orejas de
Recipiente a presin
FERNANDO ABOYTES C.
izaje.
horizontal para almacenar
FECHA: 2010/05/25
gas LP
No de Ecuacin.
Espesor mnimo requerido en la placa de respaldo o en el cuerpo.
REALIZ:
(2.31)
rea de soldadura aplicada.
(2.32)
rea de soldadura requerida.
25
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
(2.33)
DATOS:
RESULTADOS.
Peso del equipo vacio=
Esfuerzo a la tensin del cuerpo o
placa de respaldo=
Distancia mostrada en la figura 2.1
=
Espesor de la oreja de izaje=
Operaciones.
Sustituyendo valores en la ecuacin 2.31 para obtener el espesor
mnimo de la placa de respaldo
.
Sustituyendo en la ecuacin 2.32
Sustituyendo en la ecuacin 2.33
La siguiente condicin siempre se debe cumplir.
2.5 BOQUILLAS EN LOS RECIPIENTES A PRESIN.
Todos los recipientes a presin debern estar provistos de boquillas y conexiones
de entrada y salida del producto, vlvula de seguridad, entrada de hombre, drene,
etc. De acuerdo con el tipo de recipiente a presin que se vaya a disear, ste
puede tener una o varias boquillas de las antes mencionadas.
Para instalar una boquilla, en un recipiente a presin, es necesario hacer un
agujero en el cuerpo o tapa en que se vaya a instalar. Al efectuar este agujero se
est quitando rea y las lneas de esfuerzos que pasaban por el rea que
quitamos pasarn tangentes al agujero practicado. Para evitar fallas en la periferia
de donde se practica el agujero, es necesario reponer el material que se le retiro.
El requisito bsico es que en torno a la abertura, el recipiente debe reforzarse con
una cantidad igual a la que se quito para hacer la abertura. El refuerzo puede
formar parte del recipiente y de la boquilla en forma integral o bien puede ser un
parche adicional.
Algunos fabricantes siguen una prctica simple usando parches de refuerzo con
un rea de seccin transversal igual al rea de metal que se elimin para la
26
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
abertura. Esto da origen a un exceso en el refuerzo, pero resulta ms econmico
al persistir de los clculos.
A continuacin se realizar el clculo de las reas mencionadas anteriormente:
CLCULO DE REFUERZO DE ABERTURAS (DRENE).
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
ASUNTO:
Clculo de refuerzo de abertura para
REALIZ:
Drene
FERNANDO ABOYTES C.
FECHA: 2010/05/25
CLIENTE: SEPI-IPN
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
Para el clculo del refuerzo se utilizaran las siguientes ecuaciones
1.- Clculo del espesor requerido por del casco .
(2.34)
2.- Clculo del espesor real del cuerpo.
(2.35)
3.- Clculo del espesor del cuello de boquilla por presin interna.
(2.36
Donde
se obtiene de la siguiente formula.
(2.37)
(2.38)
4.- Clculo del espesor real de la boquilla
.
(2.39)
5.- Clculo del lmite de refuerzo por dentro
(2.40)
6.- Clculo de la parte que penetra la boquilla
.
(2.41)
7.- Clculo del lmite de refuerzo por fuera
(2.42)
8.- Clculo del radio de la placa de refuerzo
(2.43)
9.- Clculo del rea del agujero del recipiente .
(2.44)
10.- Clculo de las reas que actan como refuerzo
.
(2.45)
27
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
11.- Clculo exceso en el cuello de la boquilla
.
(2.46)
12.- Clculo del rea que penetra
.
(2.47)
13.-Clculo del rea del cordn de soldadura
.
(2.48)
14.- cuando no requiere refuerzo se debe cumplir lo siguiente.
(2.49)
15.- Clculo del rea disponible
.
(2.50)
16.- Clculo de placa de refuerzo
.
(2.51)
RESULTADOS.
DATOS:
Material del recipiente
SA-516-70
Presin de diseo=
Radio interior del recipiente=
Esfuerzo a la tensin del material
del recipiente =
eficiencia de la soldadura =
Corrosin permitida=
Boquilla de
ced.160
de dimetro
SA-106-B
Esfuerzo a la tensin del material
del tubo =
Espesor
tubo=
nominal
del
Operaciones.
Sustituyendo valores en la ecuacin 2.34
Sin margen de corrosin.
.
Con margen de corrosin.
.
Placa seleccionada.
Sustituyendo valores en la ecuacin 2.35
Sustituyendo valores en la ecuacin 2.37 y 2.38
.
.
Sustituyendo valores en la ecuacin 2.36
.
Sustituyendo valores en la ecuacin 2.39
.
28
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Sustituyendo valores en la ecuacin 2.40
.
Sustituyendo valores en la ecuacin 2.41
.
Sustituyendo valores en la ecuacin 2.42
Sustituyendo valores en la ecuacin 2.43
Sustituyendo valores en la ecuacin 2.44
Sustituyendo valores en la ecuacin 2.45
Sustituyendo valores en la ecuacin 2.46
Sustituyendo valores en la ecuacin 2.47
Sustituyendo valores en la ecuacin 2.48
Sustituyendo valores en la ecuacin 2.49
No se requiere de
Un parche de refuerzo.
CLCULO DE REFUERZO DE ABERTURAS (SALIDA DEL PRODUCTO).
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
ASUNTO:
Clculo de refuerzo de abertura para
REALIZ:
FERNANDO ABOYTES C.
salida del producto.
FECHA: 2010/05/25
CLIENTE: SEPI-IPN
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
Para el clculo del refuerzo se utilizaran las siguientes ecuaciones
1.- Clculo del espesor requerido por del casco .
(2.34)
2.- Clculo del espesor real del cuerpo.
(2.35)
3.- Clculo del espesor del cuello de boquilla por presin interna.
(2.36
Donde
se obtiene de la siguiente formula.
29
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
(2.37)
(2.38)
4.- Clculo del espesor real de la boquilla
.
(2.39)
5.- Clculo del lmite de refuerzo por dentro
(2.40)
6.- Clculo de la parte que penetra la boquilla
.
(2.41)
7.- Clculo del lmite de refuerzo por fuera
(2.42)
8.- Clculo del radio de la placa de refuerzo
(2.43)
9.- Clculo del rea del agujero del recipiente .
(2.44)
10.- Clculo de las reas que actan como refuerzo
.
(2.45)
11.- Clculo exceso en el cuello de la boquilla
.
(2.46)
12.- Clculo del rea que penetra
.
(2.47)
13.-Clculo del rea del cordn de soldadura
.
(2.48)
14.- cuando no requiere refuerzo se debe cumplir lo siguiente.
(2.49)
15.- Clculo del rea disponible
.
(2.50)
16.- Clculo de placa de refuerzo
.
(2.51)
RESULTADOS.
DATOS:
Material del recipiente
SA-516-70
Presin de diseo=
Radio interior del recipiente=
Esfuerzo a la tensin del material
del recipiente =
eficiencia de la soldadura =
Corrosin permitida=
Boquilla de
ced.160
de dimetro
SA-106-B
Esfuerzo a la tensin del material
del tubo =
30
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Espesor
tubo=
nominal
del
Operaciones.
Sustituyendo valores en la ecuacin 2.34
Sin margen de corrosin.
.
Con margen de corrosin.
.
Placa seleccionada.
Sustituyendo valores en la ecuacin 2.35
Sustituyendo valores en la ecuacin 2.37 y 2.38
.
.
Sustituyendo valores en la ecuacin 2.36
.
Sustituyendo valores en la ecuacin 2.39
.
Sustituyendo valores en la ecuacin 2.40
.
Sustituyendo valores en la ecuacin 2.41
.
Sustituyendo valores en la ecuacin 2.42
Sustituyendo valores en la ecuacin 2.43
Sustituyendo valores en la ecuacin 2.44
Sustituyendo valores en la ecuacin 2.45
Sustituyendo valores en la ecuacin 2.46
Sustituyendo valores en la ecuacin 2.47
Sustituyendo valores en la ecuacin 2.48
Sustituyendo valores en la ecuacin 2.49
Como la condicin no se
cumple
Es necesario un parche
de refuerzo.
31
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Sustituyendo valores en la ecuacin 2.50
Sustituyendo valores en la ecuacin 2.51
.
Como el dimetro
relativamente pequeo
colocara una placa
refuerzo
de
dimetro.
es
se
de
de
2.6 REGISTRO DE HOMBRE.
Cuando se requiere tener acceso al interior de un recipiente a presin, ya sea para
mantenimiento, carga o descarga de slidos, etc., es necesario instalar en l un
registro de hombre. El dimetro mnimo para este tipo de registros es de 16
pulgadas, aunque ste no es muy recomendable por que dificulta el rpido acceso
al interior del equipo, lo usual es instalar registros de 18 20 pulgadas de
dimetro. Ya que al abrir un registro de este tipo los operadores tendran que
cargar la tapa y stas son muy pesadas, se recomienda instalar un pescante en la
tapa de cada registro.
Los cuellos para los registros de hombre, deben ser calculados como los cilindros
de pared delgada. Las placas de refuerzo, en los registros de hombre, sern
calculadas con el mismo criterio como si se tratase de una boquilla cualquiera.
Fig. 2.4 Clculo de refuerzos para boquillas.
Ref. Diseo y clculo de recipientes a presin LEN ESTRADA JUAN MANUEL
A continuacin se realizara el clculo para el registro de inspeccin.
32
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
ASUNTO:
Clculo de refuerzo de abertura para
REALIZ:
Registro de hombre.
FERNANDO ABOYTES C.
FECHA: 2010/05/25
CLIENTE: SEPI-IPN
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
Para el clculo del refuerzo se utilizaran las siguientes ecuaciones
1.- Clculo del espesor requerido por del casco .
(2.34)
2.- Clculo del espesor real del cuerpo.
(2.35)
3.- Clculo del espesor del cuello de boquilla por presin interna.
(2.36
Donde
se obtiene de la siguiente formula.
(2.37)
(2.38)
4.- Clculo del espesor real de la boquilla
.
(2.39)
5.- Clculo del lmite de refuerzo por dentro
(2.40)
6.- Clculo de la parte que penetra la boquilla
.
(2.41)
7.- Clculo del lmite de refuerzo por fuera
(2.42)
8.- Clculo del radio de la placa de refuerzo
(2.43)
9.- Clculo del rea del agujero del recipiente .
(2.44)
10.- Clculo de las reas que actan como refuerzo
.
(2.45)
11.- Clculo exceso en el cuello de la boquilla
.
(2.46)
12.- Clculo del rea que penetra
.
(2.47)
13.-Clculo del rea del cordn de soldadura
.
(2.48)
14.- cuando no requiere refuerzo se debe cumplir lo siguiente.
(2.49)
33
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
15.- Clculo del rea disponible
.
(2.50)
16.- Clculo de placa de refuerzo
.
(2.51)
RESULTADOS.
DATOS:
Material del recipiente
SA-516-70
Presin de diseo=
Radio interior del recipiente=
Esfuerzo a la tensin del material
del recipiente =
eficiencia de la soldadura =
Corrosin permitida=
Boquilla de
ced.40
de dimetro
SA-106-B
Esfuerzo a la tensin del material
del tubo =
Espesor
tubo=
nominal
del
Operaciones.
Sustituyendo valores en la ecuacin 2.34
Sin margen de corrosin.
.
Con margen de corrosin.
.
Placa seleccionada.
Sustituyendo valores en la ecuacin 2.35
Sustituyendo valores en la ecuacin 2.37 y 2.38
.
.
Sustituyendo valores en la ecuacin 2.36
.
Sustituyendo valores en la ecuacin 2.39
.
Sustituyendo valores en la ecuacin 2.40
.
Sustituyendo valores en la ecuacin 2.41
.
Sustituyendo valores en la ecuacin 2.42
Sustituyendo valores en la ecuacin 2.43
34
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Sustituyendo valores en la ecuacin 2.44
Sustituyendo valores en la ecuacin 2.45
Sustituyendo valores en la ecuacin 2.46
Sustituyendo valores en la ecuacin 2.47
Sustituyendo valores en la ecuacin 2.48
Sustituyendo valores en la ecuacin 2.49
Como la condicin no se
cumple
Es necesario un parche
de refuerzo.
Sustituyendo valores en la ecuacin 2.50
Sustituyendo valores en la ecuacin 2.51
.
2.6.1 CLCULO DE LA TAPA PLANA PARA REGISTRO DE HOMBRE.
El tipo de tapa ser una brida ciega ya que se usan para cerrar los extremos de
boquillas, tuberas y vlvulas. Desde el punto de vista de presin interna y fuerzas
ejercidas sobre los pernos, estas bridas, principalmente en tamaos grandes, son
las que estn sujetas a esfuerzos mayores. Al instalar las bridas ciegas debe
tomarse en consideracin la temperatura y el golpe de ariete, si existiera.
IPN.ESIME.AZC.
UNIDADES:
Sistema Ingles
MEMORIA DE CLCULOS
CLIENTE: SEPI-IPN
ASUNTO:
Clculo de la tapa plana para
PRODUCTO:
Recipiente a presin
horizontal para almacenar
gas LP
No de Ecuacin.
REALIZ:
FERNANDO ABOYTES C.
Registro de hombre.
FECHA: 2010/05/25
Para el clculo del refuerzo se utilizaran las siguientes ecuaciones
1.- Clculo del ancho del empaque .
(2.52)
2.- Seleccionar el material del empaque para obtener el valor de
ver tabla A 5.
35
y de
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
3.- Ancho efectivo del asentamiento del empaque lo utilizaremos de
acuerdo al tipo de cara
ver tabla A6 del anexo. Para este caso se
utilizaran las siguientes ecuaciones.
(2.53)
4.- Ancho efectivo del asentamiento del empaque .
(2.54)
(2.55)
5.- Localizacin de la cara de reaccin
(2.56)
6.- Carga total en los tornillos
el que resulte mayor de
y
(2.57)
(2.58)
7.- Clculo rea transversal neta requerida de los tornillos en
condiciones de operaciones .
(2.59)
8.- Clculo distancia radial de la lnea de centros de barrenos a la lnea
de reaccin del empaque .
(2.60)
9.- Clculo del espesor mnimo requerido en la tapa .
(2.61)
10.- Clculo de la carga total de los tornillos
(2.62)
11.- Clculo del espesor mnimo requerido en la tapa cuando la presin
es igual a cero. .
DATOS:
Material de la brida
Numero de tornillos
(2.63)
RESULTADOS.
SA-105
Esfuerzo a la tencin del material de
la brida=
Dimetro exterior=
Dimetro interior=
Dimetro del circulo de
barrenos=
20
Dimetro de los barrenos=
eficiencia de la soldadura =
Constante a dimensional
36
los
que
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
depende la forma de unin entre la
tapa y cilindro
.
asbesto comprimido de
Esfuerzo permisible del material de
los tornillos =
Material de los tornillos
Operaciones.
SA-193-B37
Sustituyendo valores en la ecuacin 2.52
Sustituyendo valores en la ecuacin 2.53
Sustituyendo valores en la ecuacin 2.54 y 2.55
Como
.es mayor que
Sustituyendo valores en la ecuacin 2.56
.
Sustituyendo valores en la ecuacin 2.57 y 2.58.
.
Entonces
Sustituyendo valores en la ecuacin 2.59.
Sustituyendo valores en la ecuacin 2.60.
Sustituyendo valores en la ecuacin 2.61
Sin margen de corrosin.
.
Con margen de corrosin.
.
Sustituyendo valores en la ecuacin 2.62
Sustituyendo valores en la ecuacin 2.63
Cuando la presin e igual
a cero.
Sin margen de corrosin.
.
37
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Con margen de corrosin.
.
.
2.7 ACCESORIOS.
Los accesorios que se van a colocar en el recipiente son los siguientes:
Vlvula de entrada y salida del producto.
Termmetro
Manmetro
Indicador de nivel
Vlvula de seguridad o de alivio
VLVULA DE BOLA DE ENTRADA Y SALIDA DE PRODUCTO.
El diseo y construccin de la vlvula aseguran una prdida mnima de presin
por friccin.
La esfera flotante est alojada entre dos asientos de diseo especial patentado
que son, en s mismos, verdaderos cojinetes auto-ajustables a las condiciones de
temperatura, presin y desgaste. Cuando el canal de paso de la esfera se torna a
la posicin de "cerrado", se efecta un bloqueo absoluto en ambas superficies de
cierre, lo cual permite que la vlvula mantenga el nivel de presin o vaco con igual
efectividad, cualquiera que sea la direccin de flujo. "Doble sello" significa un
sellado perfecto, sin fugas, an en sistemas de operacin continua.
Un cuarto de vuelta a la palanca es suficiente para operar la vlvula de su posicin
de apertura total a la de cierre completo.
No requiere lubricacin ni estn dotadas de muelles o cojinetes que acaban
perdiendo efectividad por efectos de corrosin. Las vlvulas de bola OYM se
ajustan a normas establecidas y aceptadas, en cuanto a dimensiones de tubera
de tamaos determinados.
Las vlvulas de bola OYM "Doble Sello" son ideales para reemplazar vlvulas
costosas de macho, compuerta, globo y otros tipos convencionales.
CARACTERSTICAS SOBRESALIENTES.
Accionamiento completo con un cuarto de vuelta
Gran capacidad de flujo en cualquier direccin
Eliminacin de fugas
Lubricacin innecesaria
38
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Mantenimiento mnimo
Operacin manual o automtica
Construccin en una sola pieza
Sellos de diseo patentado
Sin muelles ni resortes
Fcil acoplamiento de actuadores
Disponibilidad de refacciones
Modelo A 150F de 3" a 6".
Sus caractersticas principales son su gran capacidad de flujo, la construccin
nica del cuerpo, de una sola pieza, su cierre perfecto y hermtico. Pueden
operarse manualmente o para acoplarse a equipos de operadores neumticos,
hidrulicos o elctricos.
Fig. 2.5 Vlvula de bola modelo 150F.
Ref. Catalog de vlvulas marca OYM en Mxico.
Tabla 2.1 Partes de la vlvula de bola ver fig. (2.5).
No. Parte
Nombre
1
Cuerpo
2
Inserto o tapa cuerpo
3
Esfera
4
Vstago
5
Asiento cuerpo
6
Sello cuerpo
7
Sello vstago
8
Anillo vstago
9
Placa Bonete
10
Tuerca Hex.
11
Esprrago Tornillo de Bonete
12
Placa tope
13
Sello de emergencia del vstago AZ
14
Anillo de retencin
16
Tuerca del Bonete
18
Anillo de compresin
20
Espaciador
22
Cruceta
39
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Tabla 2.2 Dimensiones de la vlvula de bola ver fig. (2.5).
DIMENSIONES APROXIMADAS EN PULGADAS
Tamao de la
Vlvula
3
4
6
Tamao de la
Vlvula
3
4
6
8
9
10 1/2
G1
G2
3 1/4
7 1/2
6
2 5/16
6 1/4
4
9
7 1/2
3 1/8
6 7/8
5
11
9 1/2
4 1/2
8 9/16
DIMENSIONES APROXIMADAS EN PULGADAS
6 1/4
6 7/8
9 7/16
PESO (kg)
CV
7 7/8
8 7/8
9 13/16
3 3/8
4
4 7/8
3/4
3/4
7/8
4
8
8
7/8
7/8
1
3/16
1
1 1/16
17.400
32.400
53.200
350
775
1000
VLVULA DE SEGURIDAD.
Su funcin es permitir que escape cualquier exceso de presin generado dentro
de un recipiente, antes que dicha sobrepresin ponga en riesgo su personal,
instalaciones y equipo.
La vlvula de seguridad es un dispositivo automtico para aliviar presin activado
por la presin esttica que ejerce el fluido contenido en un recipiente o tubera al
cual esta comunicada la vlvula. Las vlvulas de seguridad se caracterizan por su
rpida accin de abertura (disparo) hasta que alcanza su carrera total
(desplazamiento total del disco), es utilizada bsicamente para servicio en vapor,
aire o gases.
Construccin de alta calidad para trabajo pesado, su diseo facilita el
mantenimiento y disminuye costos.
CARACTERISTICAS DE DISEO:
Descarga lateral para servicio de vapor, aire o gas
Presin mxima de operacin: 21.1 Kg/cm (300 psi)
Temperatura mxima de operacin: 208C (406F)
Medida desde 1" X 2 hasta 8 X 10.
Conexiones bridadas 150# 300# ANSI a la entrada por 150# ANSI a la
salida.
Vlvulas con interiores en acero inoxidable.
Fabricacin especial de vlvulas totalmente en acero inoxidable tipo 316.
Vlvulas con asiento y disco en acero inoxidable.
Disponible con asientos suaves (viton, buna, EPDM, etc.).
Disponible con tapn, boquilla completa, bonete abierto y/o mordaza de
prueba.
Diseada para uso en vapor seccin I y VIII del cdigo ASME.
Para uso en aire o gases seccin 8 del cdigo ASME.
40
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Para aplicaciones en calderas y generadores de vapor, recipientes a
presin, compresores, tanques y lneas para gas e industrias de procesos
en general
MANOMETRO.
Los manmetros son los instrumentos utilizados para medir la presin de fluidos
(lquidos y gases). Lo comn es que ellos determinen el valor de la presin
relativa, aunque pueden construirse tambin para medir presiones absolutas.
Todos los manmetros tienen un elemento que cambia alguna propiedad cuando
son sometidos a la presin, este cambio se manifiesta en una escala o pantalla
calibrada directamente en las unidades de presin correspondientes.
Fig.2.6 Manmetro modelo S (ver dimensiones en la tabla8).
Ref. Catalog de Manmetros serie PGI SWAGELOK.
Datos tcnicos:
Rangos de la esfera:
De vaco a 0 bar hasta vaco a 9 bar
De vaco a 0 psi hasta vaco a 200 psi
De vaco a 0 MPa hasta vaco a 1,5 MPa Manmetros para presin positiva
Esfera de 100 mm (4 pulg.)
Adaptador a tubo Swagelok de 12 mm y 1/2 pulg.
NPT macho de 1/4 y 1/2 pulg.
41
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TERMMETRO.
Apropiados para tanques de cualquier tamao de servicio de Gas LP o NH3, su
indicador de 2" de dimetro lee temperaturas comprendidas entre -40 y 320 F.
Son resistentes al agua y la suciedad. Solicite el modelo J701 para 1/2" MNPT por
4" de largo (102 mm), o el J701 para un 1/2" NPT por 6" de largo (152 mm).
Fig. 2.7 Termmetro modelo.
Ref. Catalog ACOGAS.
INDICADOR DE NIVEL.
Descripcin
Indicador de nivel de tanque de almacenamiento de gas estacionario o de
carburacin, cartula reemplazable de plstico irrompible, el movimiento de la
aguja indicadora es provocado por flujo magntico, diferentes longitudes desde 8"
hasta 46" y con aprobacin U.L.
Conexin en el Tanque: 1 NPT Roscado
Presin de trabajo: 26.4 kg/cm2 (375 psi).
Fig. 2.8 Indicador de nivel serie 8900.
Ref. Catalog medidores internacionales ROCHESTER.
42
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
2.8 SUMARIO DEL CAPTULO II.
En este captulo se realiz el clculo de un recipiente a presin horizontal, las
frmulas estn basadas con respecto al cdigo ASME SECCION VIII, DIVISION 1
para presin interna. Primeramente se obtuvo el espesos del cuerpo del recipiente
posteriormente el espesor de las cabezas que en este caso fueron tapas
semielipticas 2:1, este tipo de tapas son fabricadas en Mxico y soportan
presiones mayores que las toriesfericas.
El clculo por presin externa es realizado para saber si es necesario usar anillos
atiezadores.
Una vez obtenido los valores anteriores es necesario colocar unas silletas para
soportar el recipiente, desde el punto de vista esttico y econmico se prefiere el
uso de dos silletas, la ubicacin de las silletas en ningn caso debe de exceder 2
veces la longitud del recipiente, esta distancia es de la tangente de la cabeza a la
silleta. El ngulo de contacto mnimo sugerido por el cdigo ASME es de 120
grados. Los recipientes soportados por silletas estn sujetos a los siguientes
esfuerzos:
ESFUERZO FLEXIONANTE LONGITUDINAL.
ESFUERZO CORTANTE TANGENCIAL.
ESFUERZO CIRCUNFERENCIAL.
Las aberturas en los recipientes son elaboradas con el fin de colocar los
accesorios correspondientes como son vlvulas, termmetro, manmetro,
indicador de nivel, registro de inspeccin etc. Las empresas que fabrican los
recipientes se limitan en el clculo del rea de material removido debido a que
tienen un ahorro econmico.
43
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
CAPTULO III
SOLDADURA Y
PRUEBAS EN LOS
RECIPIENTES SUJETOS
A PRESIN.
44
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
3. SOLDADURA EN RECIPIENTES A PRESIN.
El procedimiento ms utilizado actualmente en la fabricacin de recipientes a
presin es el de soldadura, el cual elimin el sistema de remachado que se us
hasta hace algunos aos.
Todas las soldaduras sern aplicadas mediante el proceso de arco elctrico
sumergido, el cual puede ser manual o automtico, En cualquiera de los dos
casos, deber tener penetracin completa y se deber eliminar la escoria dejada
por un cordn de soldadura, antes de aplicar el siguiente.
Con el fin de verificar si una soldadura ha sido bien aplicada se utilizan varias
formas de inspeccin, entre ellas est el de radiografiado, la prueba de lquidos
penetrantes y algunas veces se utiliza el ultrasonido.
La prueba ms comnmente utilizada es el radiografiado, ste puede ser total o
por puntos. Cuando practicamos el radiografiado por puntos en recipientes a
presin, debemos tomar por lo menos, una radiografa por cada 15 metros de
soldadura y la longitud de cada radiografa ser de 15 centmetros como mnimo.
Antes de aplicar cualquier soldadura, en recipientes a presin, debemos preparar
un Procedimiento de Soldadura para cada caso en particular, el cual nos indica la
preparacin, dimetro del electrodo, etc., para cada tipo y espesor de material.
Debemos tambin hacer pruebas a los soldadores para asegurarnos que la
soldadura ser aplicada por personal debidamente calificado. Estas pruebas y
procedimientos debern apegarse estrictamente a las recomendaciones hechas
por el Cdigo A.S.M.E., Seccin IX "Welding and Brazing Qualifications."
El material de aporte, de la soldadura, deber ser compatible con el material base
a soldar. Los electrodos ms comnmente utilizados para soldar recipientes a
presin de acero al carbn, son el 6010 y el 7018.
Cuando aplicamos soldadura en recipientes a presin de acero inoxidable, es
necesario utilizar gas inerte y se recomienda pasivar las soldaduras con una
solucin a base de cido ntrico y cido clorhdrico.
Debemos tratar de evitar los cruces de dos o ms cordones de soldadura. La
distancia mnima entre dos cordones paralelos ser de 5 veces el espesor de la
placa, sin embargo, cuando sea inevitable el cruce de dos cordones, el Cdigo
A.S.M.E., Seccin VIII Divisin 1, nos recomienda radiografiar una distancia
mnima de 102 milmetros a cada lado de la interseccin.
45
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Se recomienda no aplicar soldadura a un recipiente a presin despus de haber
sido relevado de esfuerzos.
3.1 DISEO DE JUNTAS SOLDADAS
Condicin de diseo.
Recipientes a presin en los que el examen radiogrfico completo no es
obligatorio UW 11 (b).
Tipo de soldadura.
Todas las juntas a tope deben ser hachas por doble cordn de soldadura o por
otro medio con el que se obtenga la misma calidad del metal de soldadura
depositada sobre las superficies interior y exterior de la pieza. Si se emplea placa
de respaldo, debe quitarse sta despus de terminar la soldadura.
Juntas a tope de un solo cordn con tira de respaldo que queda en su lugar
despus de soldar UW 11 (b).
Examen radiogrfico.
Juntas a tope examinada por zonas. UW-12 (b).
Las secciones de recipientes sin costura y las cabezas con juntas longitudinales,
circunferenciales y en bridas o parches de refuerzo, deben disearse para
esfuerzo circunferencial con un valor de esfuerzo del material del 85%.
Eficiencia de junta.
0.85 para juntas a tope hechas por doble cordn de soldadura.
0.80 para juntas a tope de un solo cordn de soldadura con tira de respaldo.
Tratamiento trmico despus de la soldadura.
Por la norma UCS 56.
3.1.2 REGLAS DE LAS NORMAS CON RELACIN A DIFERENTES
ESPESORES DE PARED DEL RECIPIENTE.
Espesor de pared: 5/8 pulgada.
Notas aplicables:
Las aberturas sencillas soldadas para tubo hasta de 2 pulgadas, no
requieren esfuerzos.
Espesor mximo para soldadura a tope: 1/8 de pulgada.
Es aceptable la junta a traslape de un solo filete completo con soldadura de
tapn para unin circunferencial.
Son aceptables las juntas a traslape de un solo filete completo sin
soldaduras de tapn para la sujecin de cabezas convexas hacia el lado de
presin a los cascos.
46
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Es aceptable la junta a tope sencilla soldada sin solera de respaldo para
uniones circunferenciales no mayores de 24 pulgadas de dimetro exterior.
Para unin circunferencial son aceptables las juntas a traslape de doble
filete completo.
3.2 PRUEBAS EN RECIPIENTES A PRESIN
Durante la fabricacin de cualquier recipiente a presin, se efectan diferentes
pruebas para llevar a cabo un control de calidad aceptable, estas pruebas son,
entre otras, Radiografiado, Pruebas de partculas magnticas, Ultrasonido,
Pruebas con lquidos penetrantes, etc.
Este tipo de pruebas, como se mencion anteriormente, son efectuadas durante la
fabricacin y el departamento de Control de Calidad de cada compaa es
responsable de que estas pruebas se lleven a cabo.
En este captulo describiremos de una manera muy breve, las pruebas que se les
deber aplicar a los recipientes sometidos a presin una vez que se han
terminado de fabricar, esta prueba se denomina prueba hidrosttica, ya que
generalmente es el tipo de prueba que se aplica, aunque tambin existe la prueba
neumtica.
3.2.1 PRUEBA HIDROSTTICA.
Consiste en someter el recipiente a presin una vez terminado, a una presin 1.5
veces la presin de diseo y conservar esta presin durante un tiempo suficiente
para verificar que no haya fugas en ningn cordn de soldadura, como su nombre
lo indica, esta prueba se lleva a cabo con lquido, el cual generalmente es agua.
Cuando se lleva a cabo una prueba hidrosttica en un recipiente a presin, es
recomendable tomar las siguientes precauciones:
Por ningn motivo debe excederse la presin de prueba sealada en la
placa de nombre.
En recipientes a presin usados, con corrosin en cualquiera de
sus componentes, deber reducirse la presin
de prueba
proporcionalmente.
Siempre que sea posible, evtese hacer pruebas neumticas, ya que
adems de ser peligrosas, tienden a daar los equipos.
3.2.2 PRUEBAS NEUMTICAS.
Las diferencias bsicas entre este tipo de pruebas y la prueba hidrosttica,
consisten en el valor de la presin de prueba y el fluido a usar en la misma, la
presin neumtica de prueba es alcanzada mediante la inyeccin de gases.
47
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Como ya dijimos anteriormente, no es recomendable efectuar pruebas
neumticas, sin embargo, cuando se haga indispensable la prctica de este tipo
de prueba, se debern tomar las siguientes precauciones:
Las pruebas neumticas deben sobrepasar con muy poco la presin de
operacin, el Cdigo A.S.M.E., recomienda que la presin de prueba
neumtica sea como mximo 1.25 veces la mxima presin de trabajo
permisible y definitivamente deben evitarse en recipientes a presin
usados.
En las pruebas neumticas con gases diferentes al aire, deben usarse
gases no corrosivos, no txicos, incombustibles y fciles de identificar
cuando escapan. El Fren es un gas recomendable para efectuar las
pruebas neumticas.
La mayora de los gases para pruebas neumticas, se encuentran en
recipientes a muy alta presin, por lo tanto, es indispensable que se
extremen las precauciones al transvasarlos al recipiente a probar, pues
puede ocurrir un incremento excesivo en la presin de prueba sumamente
peligrosa.
3.3 SUMARIO DEL CAPTULO III.
La soldadura es uno de los puntos importante dentro de la industria ya que con
este mtodo se puede lograr la unin y continuacin de de piezas o componentes
de grandes dimensiones. Para los recipientes sujetos a presin la unin ser por
medio del procedimiento de arco elctrico ya sea manual o automtico. Para
verificar que la soldadura este correctamente aplicada ser sometido una serie de
pruebas o inspecciones, una de ellas es el mtodo de radiografiado, las cual pude
ser por puntos o total. Se relazar pruebas a los soldadores para saber que los
recipientes sern unidos por una persona capacitada en el proceso de unin.
El diseo de las juntas esta dado por las condiciones de diseo de la cual se
derivan los siguientes puntos:
Tipo de soldadura.
Examen radiogrfico.
Eficiencia de la junta.
Tratamiento trmico despus de la soldadura.
Una vez terminado el recipiente es sometido a una serie de pruebas de control de
calidad para verificar que el contenedor no tenga ninguna fuga o falla en los
materiales. Las aplicada es la prueba hidrosttica que consiste en someter al
recipiente a una presin 1.5 veces la presin de diseo y verificar que no tenga
fugas en los cordones de soldadura.
48
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
CAPTULO IV
NORMA OFICIAL
MEXICANA
NOM-122-STPS-1996.
49
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
4. NORMA OFICIAL MEXICANA NOM-122-STPS-1996, RELATIVA A LAS
CONDICIONES DE SEGURIDAD E HIGIENE PARA EL FUNCIONAMIENTO DE
LAS RECIPIENTES SUJETOS A PRESIN.
Esta Norma Oficial Mexicana establece los requisitos mnimos de seguridad e
higiene con que deben contar los recipientes sujetos a presin y los generadores
de vapor o calderas que se instalen en los centros de trabajo, as como las
caractersticas de las inspecciones que se realicen con el fin de vigilar el
cumplimiento de esta Norma.
Campo de aplicacin.
Esta Norma Oficial Mexicana es de observancia obligatoria en los centros de
trabajo donde se utilicen los recipientes sujetos a presin y generadores de vapor
o calderas a que la misma se refiere.
Excepciones.
Para efectos de esta Norma, los equipos que cuenten al menos con una de las
caractersticas citadas en este punto, quedan exceptuados del trmite de
autorizacin de funcionamiento por esta Secretara, debiendo cumplir con los
dems puntos de la presente Norma:
Recipientes sujetos a presin:
Los recipientes sujetos a presin con un dimetro interior menor a 152 mm.
Que contengan agua con temperatura inferior a 70 C, y un volumen menor
a 450 litros.
Los que trabajen a presin atmosfrica en el centro de trabajo donde estn
instalados
Los interenfriadores de compresores y carcasas de bombas.
Recipientes a presin, los cuales son partes integrales o componentes de
dispositivos mecnicos de rotacin o reciprocants, tales como bombas,
compresores, turbinas, generadores, cilindros hidrulicos o neumticos y
mquinas en general.
Los que trabajan con agua o aire a una presin menor de 5 kg/cm2.
Los recipientes sujetos a presin para lquidos criognicos con dimetro
interior menor a 1000 mm y con una capacidad menor a los 1000 lts.
50
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
4.1 OBLIGACIONES DEL PATRN Y TRABAJADORES.
OBLIGACIONES DEL PATRN.
1.- Tener autorizados por la Secretara los equipos y conservar su vigencia de
autorizacin de funcionamiento durante la vida til de los equipos, as como el
documento sealado en el numeral 6.1, de la solicitud para la autorizacin del
funcionamiento del equipo (ver formato N-122-2 del anexo).
2.- Manifestar a la Direccin General de Seguridad e Higiene en el Trabajo o a la
Delegacin correspondiente, por escrito, en la solicitud de autorizacin de
funcionamiento del equipo, anexo del formato N-122-2, el tipo de pruebas
alternativas que se sugiere se practiquen al (los) equipo(s), en sustitucin de las
pruebas hidrosttica o hidrosttica-neumtica, de conformidad con el artculo 8o.
del Reglamento Federal de Seguridad, Higiene y Medio Ambiente de Trabajo,
anexando, en idioma espaol, la justificacin tcnica y la metodologa para su
desarrollo. Dicha prueba debe contener los criterios de aceptacin/rechazo, de
acuerdo al cdigo de diseo del equipo o su equivalente.
Contar con el personal capacitado para la operacin y mantenimiento de los
equipos.
3.- Elaborar y establecer por escrito un manual de seguridad e higiene para la
operacin y mantenimiento de los equipos, sus accesorios y dispositivos,
conforme al artculo 130 prrafo tercero del Reglamento Federal de Seguridad,
Higiene y Medio Ambiente de Trabajo.
El manual debe contener: Medidas de seguridad durante el arranque, operacin,
paro, y para el mantenimiento de los equipos, dispositivos, accesorios y equipos
auxiliares, as como los procedimientos para el control y manejo en situaciones de
emergencia y retorno a condiciones normales.
4.- Difundir el manual entre los trabajadores encargados de la operacin,
mantenimiento y seguridad.
5.- Marcar o pintar en un lugar visible del equipo, el nmero de control que la
Secretara le asign y entreg por escrito al momento de su autorizacin. Queda
prohibido alterar, cambiar o desaparecer dicho nmero.
6.- Aislar, proteger e identificar los equipos y tuberas que se encuentren a
temperaturas extremas en las reas de trnsito de los trabajadores y en las reas
de operacin de los equipos, conforme a las Normas Oficiales Mexicanas NOM028-STPS-1993 y NOM-114-STPS-1993.
51
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
7.- Dar aviso a la Direccin o a la Delegacin correspondiente cuando se pretenda
modificar la instalacin o las condiciones de operacin de los equipos, de acuerdo
al artculo 33 del Reglamento Federal de Seguridad, Higiene y Medio Ambiente de
Trabajo.
8.- Conservar el registro por cada equipo o grupos de ellos interconectados,
conforme al artculo 37 del Reglamento Federal de Seguridad, Higiene y Medio
Ambiente de Trabajo, (ver gua tcnica de referencia para los datos del registro
que est en el anexo).
10.-Solicitar al fabricante del equipo el certificado de fabricacin, la memoria de
clculo y dibujo indicados en el numeral 6.1 del formato N-122-2.
11.-En caso de que el patrn no cuente con la documentacin anterior, para los
efectos de la autorizacin deber presentar constancia de la memoria de clculo y
dibujo del equipo, elaborados por un ingeniero calificado, con base a los datos
tcnicos del equipo.
OBLIGACIONES DE LOS TRABAJADORES.
1.-Participar en los cursos de capacitacin y adiestramiento para el manejo de los
equipos.
2.- Realizar las anotaciones correspondientes que seala el punto 8 de las
obligaciones del patrn , consignando y reportando las condiciones de operacin
de los equipos, as como cualquier alteracin que pueda causar algn accidente o
desperfecto.
3.- Operar los equipos de conformidad con lo establecido en los manuales de
procedimientos de seguridad proporcionados por el patrn.
4.2 PROCEDIMIENTO PARA LA AUTORIZACIN DE FUNCIONAMIENTO DE
LOS EQUIPOS.
1.-Para el funcionamiento de los equipos en los centros de trabajo, el patrn debe
avisar o solicitar autorizacin de funcionamiento a la Secretara, conforme a lo
siguiente:
A. Dar aviso por escrito a la Secretara antes de la fecha de
inicio del funcionamiento de los equipos, adjuntando
dictamen expedido por la Unidad de Verificacin
debidamente acreditada, que certifique que los mismos
cuentan con las condiciones de seguridad y los dispositivos
52
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
establecidos en la presente Norma, o
B. Solicitar por escrito a la Direccin General de Seguridad e
Higiene en el Trabajo o a la Delegacin correspondiente,
autorizacin para el funcionamiento de los equipos, a fin de
que, previa inspeccin practicada por la Direccin o la
Delegacin correspondiente y satisfechos los requisitos
previstos en el Reglamento Federal de Seguridad, Higiene y
Medio Ambiente de Trabajo y en el formato N-122-2 de la
presente Norma, se otorgue la autorizacin correspondiente.
En ambos casos la Secretara asignar un nmero de control a cada equipo a
travs de oficio.
2.- El aviso y el dictamen a que se refiere el inciso 1. A debe presentarse en la
Direccin General de Seguridad e Higiene en el Trabajo o en la Delegacin
correspondiente, en los formatos identificados como AVISO Y DICTAMEN (ver en
el anexo estos formatos). La autoridad contar con un plazo de 5 das hbiles para
reconocer el dictamen exhibido y asignar el nmero de control correspondiente.
3.- Cuando el trmite de autorizacin se realice conforme al inciso 1. B, una vez
cubiertos los requisitos establecidos en el formato N-122-2, la Secretara otorgar
una autorizacin provisional conforme a lo establecido en el artculo 31 del
Reglamento Federal de Seguridad, Higiene y Medio Ambiente de Trabajo.
Dicha autorizacin provisional ser valida hasta en tanto se realice la inspeccin
previa, en la que se practicarn las pruebas hidrostticas o hidrosttica-neumtica
o las pruebas alternativas que haya solicitado el patrn en sustitucin de aquellas,
y que hayan sido debidamente autorizadas previamente por la Secretara en los
trmino de lo dispuesto por el artculo 8o. del Reglamento Federal de Seguridad,
Higiene y Medio Ambiente de Trabajo.
Si como resultado de la inspeccin referida, sta es favorable en el sentido de que
los equipos cumplen con las condiciones de seguridad de esta Norma, el acta de
inspeccin correspondiente se considerar como el documento de autorizacin
definitiva de funcionamiento.
4.-La autorizacin de funcionamiento a que se refiere el punto 1 de esta seccin
tendr una vigencia de 10 aos para equipos nuevos y de 5 aos para equipos
usados.
53
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
5.-Antes del vencimiento de los plazos mencionados, para obtener la continuidad
de la vigencia de autorizacin de funcionamiento, el patrn deber presentar a la
Direccin o Delegacin correspondiente dictamen expedido por una unidad de
verificacin acreditada que certifique que los equipos continan con las
condiciones de seguridad y los dispositivos establecidos en la presente Norma, o
solicitar una visita de inspeccin a la Direccin o Delegacin correspondiente.
Si el dictamen de la unidad de verificacin o el acta de la visita de inspeccin a
que se refiere el prrafo anterior, es favorable en el sentido de que los equipos
cumplen con las condiciones de seguridad de esta Norma, dichos documentos se
considerarn como constancia de la continuidad de la vigencia de la autorizacin
de funcionamiento.
7.-Si del resultado de las visitas de inspeccin se detectara que los equipos no
renen las condiciones de seguridad que establece esta Norma, la Direccin o
Delegacin correspondiente ordenar se subsanen las deficiencias identificadas y
colocar un aviso que indique:
SECRETARIA DEL TRABAJO Y PREVISION SOCIAL
Direccin General de Inspeccin Federal del Trabajo
Delegacin Federal del Trabajo en el Estado de ________
El funcionamiento del presente equipo no ha sido autorizado por la S.T.P.S., por lo que su
operacin, de seguirse efectuando, quedar bajo la exclusiva responsabilidad del usuario.
Esta medida se toma de acuerdo al acta No._____________ de fecha ___________ con
fundamento en los artculos 32 y 34 del Reglamento Federal de Seguridad, Higiene y Medio
Ambiente de Trabajo.
En caso de que el patrn no cumpla con lo ordenado por quin realiza la inspeccin, en
relacin a las deficiencias encontradas, se le considerar reincidente, procediendo conforme a
lo que seala el artculo 512-D de la Ley Federal del Trabajo y se ordenar la baja definitiva
del equipo, cancelndose la autorizacin de funcionamiento, sin perjuicio de lo sealado en el
artculo 164 del Reglamento Federal de Seguridad, Higiene y Medio Ambiente de Trabajo
Ref. NORMA OFICIAL MEXICANA NOM-122-STPS-1996.
8.-Si como resultado de la inspeccin se detecta que los equipos ya no son
susceptibles de reparacin alguna y representan un riesgo inminente para la
seguridad de los trabajadores o del centro de trabajo, se cancelar la autorizacin
de funcionamiento, sealndose este hecho en el acta correspondiente, debiendo
el patrn notificarlo conforme al siguiente numeral.
9.- Cuando un equipo deje de operar definitivamente, el patrn deber notificarlo a
la Direccin General de Seguridad e Higiene en el Trabajo o a la Delegacin
54
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
correspondiente en un lapso no mayor a 15 das hbiles y presentar copia de la
constancia del nmero de control asignado al equipo.
10.- Los recipientes sujetos a presin que contengan fluidos criognicos,
instalados temporal o definitivamente se sujetarn en lo especfico al apndice de
la presente Norma.
4.3 CONDICIONES DE SEGURIDAD E HIGIENE.
1.- Los equipos deben ser instalados en lugares en donde los riesgos sean
mnimos, considerando los procesos, las condiciones de operacin e instalacin,
los fluidos utilizados y las atmsferas circundantes al equipo, resguardados de
impactos por maquinaria o equipo mvil, de acuerdo con los estndares
industriales y las normas oficiales mexicanas de la Secretara del Trabajo y
Previsin Social NOM-005-STPS-1993, NOM-008-STPS-1993 y NOM-009-STPS1993. En las subestaciones elctricas las condiciones de seguridad e higiene se
sujetarn a la NOM-001-SEMP-1994.
2.- Las estructuras que soporten a los equipos deben ser construidas para resistir
los esfuerzos trasmitidos a ellas por cargas o expansiones de los equipos. Cuando
se encuentren expuestas a cualquier fuente de calor o corrosin, deben
construirse y protegerse para que no sean afectadas.
3.- La presin de operacin de los equipos no debe exceder a la presin de
calibracin de las vlvulas de seguridad sealada en la autorizacin de los
mismos.
4.- Los equipos deben instalarse libres de impactos y vibraciones, con iluminacin
y ventilacin permanente, adecuadas a los procesos que realicen conforme a las
NOM-016-STPS-1993, NOM-024-STPS-1993 y NOM-025-STPS-1993.
5.-Los pisos y accesos a los equipos deben mantenerse libres de obstculos y
materiales que entorpezcan el libre acceso, de tal manera que sea posible realizar
fcilmente maniobras en su cercana.
6.- Los accesos a los dispositivos de seguridad y equipos auxiliares deben
mantenerse libres en todo momento.
55
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
DE LOS DISPOSITIVOS DE SEGURIDAD EN LOS EQUIPOS.
1.- La presin de operacin debe estar ubicada en el tercio medio de la escala de
la cartula del manmetro.
2.- Los recipientes deben protegerse con vlvulas de seguridad o de alivio de
presin, discos de ruptura u otros dispositivos, calculados tcnicamente y
construidos con materiales para resistir las condiciones del servicio a que se
destinen.
3.- Los recipientes sujetos a presin deben tener instalados en su cuerpo, tubera
o tablero de control, manmetros o vacumetros calibrados peridicamente.
4.-El desfogue de fluidos txicos, inflamables y explosivos, a travs de dispositivos
de seguridad, deber sealarse en el manual de seguridad para evitar riesgos a
los trabajadores, medio ambiente de trabajo y atmsfera en general.
5.-El desarrollo de la memoria de clculo debe efectuarse de acuerdo al cdigo
utilizado en el diseo del equipo y, a falta de ste, adoptando una metodologa
tcnica que permita conocer y justificar las presiones de operacin del equipo.
6.-La vigilancia del cumplimiento de esta Norma corresponde a la Secretara del
Trabajo y Previsin Social.
4.4 INSPECCIONES A LOS EQUIPOS
Disposiciones generales.
1.- Durante el desahogo de la inspeccin, el inspector debe ordenar las medidas
de seguridad necesarias para que los equipos se ajusten a las disposiciones de
esta Norma, las que debe asentar en el acta, sealando el plazo para su
cumplimiento, el cual no debe exceder de 30 das naturales.
2.- En relacin al plazo referido en el punto anterior el patrn puede promover la
ampliacin del mismo, justificando su solicitud ante la Direccin o la Delegacin
correspondiente, antes del vencimiento del plazo sealado.
3.- Cuando el equipo presente condiciones de riesgo inminente que amerite su
paro inmediato, el inspector deber asentarlas en el acta de inspeccin,
hacindolo del conocimiento del patrn y de la Comisin de Seguridad e Higiene
del centro de trabajo.
56
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
4.- Si durante las inspecciones de condiciones generales de seguridad e higiene,
se detectan equipos operando sin haber cumplido con los requisitos de
autorizacin de funcionamiento de esta Norma, el inspector debe colocar en
dichos equipos el aviso sealado en el punto 7 de la autorizacin de
funcionamiento de los equipos.
Las inspecciones que se practiquen a los equipos sern las siguientes:
1.- La inspeccin inicial. Es la que se realiza despus de otorgada la autorizacin
provisional de funcionamiento, misma que debe efectuarse en un trmino no
mayor de seis meses, a efecto de otorgar la autorizacin definitiva de
funcionamiento, y comprender las siguientes fases:
Reconocimiento del equipo.
El inspector notificar e instruir al patrn, cuando menos con 72 horas de
anticipacin, a fin de que prepare el equipo para efectuar la inspeccin
correspondiente.
El inspector har una revisin ocular del equipo para constatar que los datos
contenidos en la autorizacin provisional concuerden fsicamente con el equipo
instalado.
Pruebas tcnicas
A.
El inspector debe atestiguar el desarrollo de las pruebas
autorizadas por la Direccin General de Seguridad e Higiene
en el Trabajo o la Delegacin correspondiente, para verificar
que el equipo instalado cumple con los requisitos de
seguridad establecidos en esta Norma.
B.
Quien realice la inspeccin o la verificacin debe constatar
que sus accesorios, controles, dispositivos de seguridad y
equipos auxiliares operen de acuerdo a lo establecido en el
manual de seguridad e higiene correspondiente
C. Quien realice la inspeccin o verificacin debe constatar que
los dispositivos de seguridad estn calibrados de acuerdo a
los valores indicados en la autorizacin del equipo.
D. Al concluir la inspeccin se deber elaborar el acta y entregar
al patrn una copia con firmas autgrafas de los que
intervinieron en ella.
57
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
4.- Inspeccin peridica, debe efectuarse cada 12 meses.
5.- Inspeccin extraordinaria.
Esta inspeccin se debe efectuar por cualquiera de las razones siguientes:
A. Para investigar causas relacionadas con riesgos de trabajo
ocurridos y provocados por el equipo instalado en el centro
de trabajo.
B. Cuando el patrn pretenda modificar la instalacin o las
condiciones de operacin de los equipos.
C. Solicitud del patrn, para la continuidad de la vigencia de la
autorizacin de funcionamiento de los equipos.
D. Para prevenir alguna condicin anormal en el equipo a
solicitud de la Comisin de Seguridad e Higiene en los
centros de trabajo.
E. De oficio y a peticin de los trabajadores.
6.- Inspeccin de comprobacin.
Es aquella que tiene por objeto verificar que las medidas de seguridad,
reparacin o adecuacin de un equipo sealadas en una inspeccin inicial,
peridica o extraordinaria, son o no cumplidas en los trminos de esta Norma.
4.5 SUMARIO DEL CAPTULO IV.
La Norma Oficial Mexicana Numero 12 de la Secretaria de Trabajo y Prevencin
Social que en entro en vigor en 1996 (NOM-12-STPS-1996) hace referencia a los
condiciones de seguridad e higiene pera el funcionamiento de recipientes sujetos
a presin que operen en los centros de trabajo.
Uno de los puntos que estables e esta norma son las obligaciones tanto del patrn
como de los trabajadores, algunas de las obligaciones del patrn es tener
autorizado el funcionamiento del equipo que en este caso es un recipiente a
presin, contar con el personal capacitado para dar mantenimiento al equipo,
elaborar un manual para la operacin y mantenimiento del recipiente, tener la
memoria de clculo y dibujos del contenedor.
58
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
En caso de que las condiciones de seguridad e higiene del equipo no sea
adecuado se le colocara un aviso en el que indica que no se autoriza su
funcionamiento.
Los equipos deben ser instalados en lugares en donde los riesgos sean mnimos.
Las estructuras que soportan los equipos deben ser construidas para resistir los
esfuerzos transmitidos a ellas por cargas.
Los recipientes deben protegerse con vlvulas de seguridad o de alivio de presin,
adems deben de contar con manmetros, o vacuometros que deben de ser
calibrados peridicamente.
Los equipos sern sometidos a inspecciones que realizaran las autoridades
correspondientes.
59
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
CAPTULO V
COTIZACIN.
60
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
5 COTIZACION DEL RECIPIENTE A PRESIN.
Una cotizacin es averiguar el coto total o parcial de un producto que se quiere
adquirir. Al a hacer una compra de material se tiene que hacer una cotizacin con
dos o tres proveedores para saber quin de ellos te ofrece el mejor precio, buena
calidad, tiempo de entrega, garanta, formas de pago etc.
Mano de obra.
Se entiende por mano de obra el coste total que representa el montante de
trabajadores que tenga la empresa incluyendo los salarios y todo tipo de
impuestos que van ligados a cada trabajador. La mano de obra es un elemento
muy importante, por lo tanto su correcta administracin y control determinar de
forma significativa el costo final del producto o servicio.
Mano de obra directa: es la mano de obra consumida en las reas que
tienen una relacin directa con la produccin o la prestacin de algn
servicio. Es la generada por los obreros y operarios calificados de la
empresa.
Mano de obra indirecta: es la mano de obra consumida en las reas
administrativas de la empresa que sirven de apoyo a la produccin y al
comercio.
Mano de obra de gestin: es la mano de obra que corresponde al personal
directivo y ejecutivo de la empresa.
Mano de obra comercial: es la mano de obra generada por el rea
comercial de la empresa
Los materiales o suministros son los elementos bsicos que se transforman en
productos terminados a travs del uso de la mano de obra y de los costos
indirectos
de
fabricacin
en
el
proceso
de
produccin.
Los costos de los materiales puede ser directos o indirectos, los materiales
directos son aquellos que pueden identificarse con la produccin de un artculo
terminado, que pueden asociarse fcilmente al producto y que representan un
costo importante del producto terminado. Ej.: el acero utilizado en la fabricacin de
automvil.
Los materiales indirectos son los dems materiales o suministros involucrados en
la produccin de un artculo que no se clasifican como materiales directos. Ej: el
pegamento que se emplea en la fabricacin de muebles. Los materiales indirectos
son considerados como costos indirectos de fabricacin.
61
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
La mayora de los fabricantes cuentan con un departamento de compras cuya
funcin es hacer pedidos de materias primas y suministros necesarios para la
produccin. El gerente del departamento de compra es responsable de garantizar
que los artculos pedidos renan los estndares de calidad establecidos por la
compaa que se adquieran al precio ms bajo y se despachen a tiempo.
Economa de la soldadura.
La preparacin de los bordes en V, que pueden hacerse a sople, es siempre ms
econmica que la preparacin para juntas en J o en U.
La preparacin en V doble requiere solo de la mitad del metal de soldadura
depositada de la que requiere la preparacin en V sencilla.
Al aumentar el tamao de una soldadura en filete, su resistencia aumenta en
proporcin directa, mientras el metal de soldadura depositado aumenta en
proporcin al cuadrado de su tamao.
La soldadura de baja calidad hace necesaria la utilizacin de placa de mayor
espesor para el recipiente. El que sea ms econmico utilizar soldadura de mayor
resistencia y placa ms delgada o lo contrario, depende del tamao del recipiente,
del equipo de soldadura.
Los recipientes no debern pintarse, a menos que haya una indicacin en el
pedido; la aplicacin de pintura tiene un costo considerable por lo que la seleccin
de pintura y preparacin que van ms all de los aspectos tcnicos se convierte
naturalmente en un problema de economa.
El costo de la pintura esta normalmente entre 25 y 30 por ciento o menos del costo
que representa pintar una estructura, de donde se deriva la ventaja de utilizar
pintura de alta calidad. El 60 por ciento o ms del costo del total de un trabajo de
pintura se encuentran en la preparacin de la superficie y el costo de preparacin
a diferentes grados varia en proporcin de 1, 10 o 12. Por ejemplo, el costo de
limpieza con chorro de arena es alrededor de 10 o 12 mayor que el de limpieza
manual con cepillo de alambre. El costo de preparacin de la superficie debe
equilibrarse con el incremento de la vida til del recipiente.
Es necesario tener en cuenta las consecuencias econmicas de seguridad del
personal y del equipo en caso de que se llegaran a presentar fallas inesperadas.
Es conveniente tener en cuenta la produccin nacional de materiales para la
construccin de recipientes a presin, ya existira la posibilidad de utilizar los
materiales de que se dispone sin tener grandes tiempos de entrega y a un costo
menor que las importaciones.
62
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Por lo general, a un alto costo de material le corresponde un alto costo de
fabricacin.
Un material de propiedades mecnicas y resistencia a la corrosin menores,
requiere de mantenimiento e inspecciones frecuentes lo cual implica tiempo fuera
de servicio y mayores gastos por este concepto.
Cumplir con el mayor nmero de requisitos tcnicos es lo ms importante para un
material y ya que de esto depende el funcionamiento correcto y seguro del equipo.
Los requisitos econmicos lo cumplen los materiales que impliquen los menores
gastos como son los iniciales, de operacin y mantenimiento, sin que por este
concepto se tenga que sacrificar el requisito tcnico, que es el ms importante.
El costo del recipiente a presin se relazara desacuerdo a los costos del mercado,
en la siguiente tabla se muestra los precios de la construccin del recipiente como
sus accesorios, vlvulas, termmetro, manmetro etc.
DESCRIPCION
ACCESORIO
PROPIEDADES
CANTIDAD
TAPA ELIPSOIDAL
2:1
CASCO ROLADO
ACERO SA-516-70
ACERO SA-516-70
ACERO ASTM A-36
SA-106
SILLETAS
DIAMETROINTERIOR DE 84
PULG.
DIAMETRO INTERIOR DE
84 PULG..
DIAMETRO DE 84 PULG.
REGISTRO DE
HOMBRE
TERMOMETRO
HORIZONTAL
MANOMETRO
TIPO PESCANTE DE 24
PULG.
PARA PULG. MNPT POR
4 PULG DE LARGO
PARA PULG MNPT
VALVULA DE
ENTRADA
VALVULA DE
SALIDA
VALVULA DE
SEGURIDAD
INDICADOR DE
NIVEL
VALVULA DE
DRENE
BRIDA SOLDABLE
DIAMETRO NOMINAL DE 4
PULG..
DIAMETRO NOMINAL DE
PULG..
DIAMETRO NOMINAL DE
4PULG.
1BRIDADO 1 PULG. NPT
ROSCADO
DIAMETRO NOMINAL DE 5
PULG.
DIAMETRO NOMINAL DE 4
PULG.
DIAMETRO NOMINAL DE 5
PULG.
DIAMETRO NOMINAL DE 24
PULG.
BRIDA SOLDABLE
BRIDA SOLDABLE
PRECIO
POR
PIEZA
16,000.00
TOTAL
32,000.00
160,000.00
160,000.0
0
4500
6300
6300
WIKA , R 0-120 C, ZISE 9
1,750.00
1,750.00
MODELO S SERIE PGI
SWAGELOK
VLVULA DE BOLA MODELO 150F
MARCA OYM
VLVULA DE BOLA MODELO 150F
MARCA OYM
MODELO 34V.
400.00
400.00
4,000.00
4,000.00
4,000.00
4,000.00
6,141.00
6,141.00
SERIE 8900 ROCHESTER.
1,400.00
1,400.00
VALVULA MARIPOSA ARI TIPO
WAFER TYCO.
ACERO SA-105
8,578.00
8,578.00
319
1,400.00
ACERO SA-105
508
508
ACERO SA-105
7,987.00
7,987.00
PINTURA
9000
4,500.00
4,500.00
EMPAQUE
EMPAQUE
ASBESTO CON UN LIGADO
415
415.00
TORNILLO
DIAMETRO DE1 1/8
ACERO SA-193-B7
20
20
400.00
RADIOGRAFIADO
POR ZONAS
8000.00
8,000.00
COPLE
COPLE ROSCADO DE 1/2
PULG. NPT
100
200.00
SA-105
63
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
COPLE
COPLE ROSCADO DE 1 1/2
PULG. NPT
SA-106
MANO DE OBRA CALIFICADA
150
150.00
COSTO
MENSUA
L
8,750.00
36,000.00
OBREROS
1715.00
12,000.00
INGENIEROS
10,000.00
40,000.00
OTOS COSTOS
15,000.00
GASTOS
INESPERADOS
COSTOS DE
MANIOBRA
30,000.00
25,000.00
TOTAL
459,129.00
Al comparar ste precio con la compra de un recipiente a presin en los estados
unidos que aproximadamente esta en 60000 dlares ms el costo del transporte
se estara ahorrando un 60% del costo si se fabrica en la ciudad de Mxico.
5.1 SUMARIO DEL CAPTULO V.
En este captulo se realiz una pequea cotizacin de un recipiente a presin y los
costos y ahorros que se pueden lograr un su fabricacin.
Una empresa siempre busca la manera de ahorrar y evitar gastos innecesarios
uno de ellos es la buena eleccin de la materia prima en el caso de los recipientes
se busca que el material cumpla con las especificaciones necesarias para que
este sea seguro en su uso ya que si se compra un material que no cumpla con las
caractersticas correspondientes (resistencia mecnica y a la corrosin) implicara
gastos innecesarios como el hacerle mantenimiento e inspecciones seguidas. La
soldadura de baja calidad hace necesaria la utilizacin de placa de mayor espesor
para el recipiente. En cuanto a la pintura aplicable si es que es necesario pintar el
recipiente el 60 por ciento o ms del costo del total de un trabajo de pintura se
encuentran en la preparacin de la superficie y el costo de preparacin a
diferentes grados varia en proporcin de 1, 10 o 12.
La mano de obra es uno de los puntos importantes en la fabricacin de cualquier
producto por lo tanto su correcta administracin y control determinar de forma
significativa el costo final del producto o servicio. El costo de produccin tiene dos
caractersticas opuestas, que algunas veces no estn bien entendidas en los
pases en vas de desarrollo. La primera es que para producir bienes uno debe
gastar; esto significa generar un costo. La segunda caracterstica es que los
costos deberan ser mantenidos tan bajos como sea posible y eliminados los
innecesarios. Esto no significa el corte o la eliminacin de los costos
indiscriminadamente.
64
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
CONCLUSIONES.
En el presente trabajo se realiz el clculo de un recipiente sometido a presin
para almacenar gas LP, para poder aplicar alguna de las normas y cdigos para
su fabricacin y funcionamiento, como son el cdigo ASME Seccin VIII, Divisin 1
y la Norma Oficial Mexicana NOM-122-STPS-1996.
Con este trabajo se pudo obtener conocimientos sobre el diseo de los
recipientes a presin horizontales como son el clculo del cuerpo, cabezas, orejas
de izaje, silletas y boquillas con base al cdigo ASME.
Tambin sobre la nom-122-stps-1996 que se refiere a las condiciones de
seguridad e higiene, ya que cuando una empresa instala un recipiente sujeto a
presin debe cumplir con ciertas condiciones de uso y obligaciones, los requisitos
que se deben presentar ante la delegacin correspondiente para que tenga
conocimiento del equipo que se va a instalar, para que dichas autoridades
autoricen y verifique su correcto funcionamiento, as como verificar que la empresa
cuente con el personal calificado para su instalacin y mantenimiento del equipo,
uno de los puntos importantes sobre esta norma es que la empresa que quiera
colocar un recipiente sujeto a presin debe pedirle al fabricante un certificado de
fabricacin, la memoria de clculo y dibujos , encaso de que no se cuente con
esos documentos, se debe de presentar una constancia de la memoria de clculo
y dibujos del equipo elaborados por un ingeniero calificado, con base a los datos
tcnicos del equipo.
Un aspecto importante es considerar la mayor eficiencia al menor costo, esto se
conseguir sin descuidar las medidas de seguridad pertinentes.
Finalmente si hizo uso de programas de diseo como AUTOCAD y SOLIDWORKS
para la realizacin de los dibujos del recipiente, en especial SOLIDWORKS puesto
que actualmente es uno de los software ms utilizados en la industria metal
mecnica
Retomando el objetivo general planteado al inicio de sta tesis se puede concluir
lo siguiente:
Existen diferentes normas que son aplicadas en los diseos de diferentes
mecanismos o dispositivos as como para su funcionamiento y condiciones de uso
y servicio, por lo tanto en esta tesis se cumpli con el objetivo debido a que se
diseo un recipiente a presin en base al cdigo ASME; tambin se hizo
referencia a las condiciones de seguridad e higiene en base a la NOM-122-STPS1996 para recipientes sometidos a presin.
65
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
ANEXOS
66
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
GRAFICA A1. Tamao ptimo del recipiente
Ref. Manual de recipientes a presin MEGYESY, EUGENE F.
67
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
GRAFICA A2. Para obtener el factor A
Ref. Manual de recipientes a presin MEGYESY, EUGENE F.
68
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
GRAFICA A3. Para obtener el factor B
Ref. Manual de recipientes a presin MEGYESY, EUGENE F.
69
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TABLA A1. Volumen de cascos y cabezas.
Ref. Manual de recipientes a presin MEGYESY, EUGENE F.
70
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TABLA A2. Peso de cascos y cabezas
Ref. Manual de recipientes a presin MEGYESY, EUGENE F.
71
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TABLA A3. Valores de la constante K
Ref. Manual de recipientes a presin MEGYESY, EUGENE F.
72
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TABLA A4. Valores de la constante
K6
Ref. Manual de recipientes a presin MEGYESY, EUGENE F.
73
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TABLA A5. Valores del factor de empaque m y el esfuerzo y
Ref. Diseo y clculo de recipientes a presin LEN ESTRADA JUAN MANUEL.
74
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TABLA A6. Ancho efectivo del asentamiento del empaque de acuerdo al tipo de cara
Ref. Diseo y clculo de recipientes a presin LEN ESTRADA JUAN MANUEL.
75
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TABLA A7. Detalles de uniones para tapas planas.
Ref. Diseo y clculo de recipientes a presin LEN ESTRADA JUAN MANUEL.
76
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
TABLA A9 .Propiedades de las materiales
Ref. Manual de recipientes a presin MEGYESY, EUGENE F.
77
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Formato N-122-2
SOLICITUD PARA LA AUTORIZACION DE FUNCIONAMIENTO DEL EQUIPO
Fecha:
Nombre, denominacin o razn social de la empresa:
Domicilio en donde se encuentra instalado el equipo:
Calle:
No.
Colonia:
Delegacin:
Capacidad volumtrica:
Es manufacturado en si
Mxico:
Presin de calibracin:
Temperatura (s) de operacin:
No. de dispositivos de seguridad:
Vlvulas de seguridad: vlvulas de alivio:
Disco de ruptura:
Manmetro:
Otro (especificar):
C.P.
Presin de operacin:
no
Entidad
Federativa
Especificar pas de
origen.
5. Actividad en la que se utiliza el equipo o se vaya a utilizar.
Anexar croquis de ubicacin del equipo dentro del centro de trabajo
6. Anexar copia de la siguiente documentacin:
6.1 Copia del certificado de fabricacin, memoria de clculo del equipo conforme al catlogo
de diseo del mismo o su equivalente y dibujo del equipo con corte longitudinal y transversal,
sealando longitudes, radios, dimetros, espesores, boquillas y componentes internos y
externos.
En caso de que el patrn no cuente con la documentacin anterior, deber presentar
constancia de la memoria de clculo y dibujo del equipo elaborados por un Ingeniero
calificado, con base a los datos tcnicos del equipo.
7. Especificar tipo de pruebas alternativas y justificacin tcnica.
Nombre del Representante Legal de la
empresa
Firma
Formato N-122-2.
Ref. NORMA OFICIAL MEXICANA NOM-122-STPS-1996.
78
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Recipientes Generadores
sujetos a
de vapor o
presin
calderas
Concepto
Nmero de control del equipo.
Fecha de operacin
Turno o turnos.
Presiones indicadas en los manmetros en kPa (kg/cm2).
Temperaturas de las partes a presin.
Temperatura de los gases a la salida de los aparatos.
Temperatura del agua de alimentacin.
Presin del combustible.
Color de los humos a la salida de la chimenea.
Purgas de fondo por turno.
Purgas de columna de cristal de nivel y grifos de la columna.
Purgas de vlvulas de prueba.
Limpieza del cristal del nivel de agua.
Alarma de nivel "bajo" de columna de agua, fotocelda de paro.
Disparo de vlvula de seguridad.
Consumo de combustible.
Anlisis de agua (pH, alcalinidad, cloruros, dureza, fosfatos,
sulfitos, slice).
Observaciones generales (limpieza, roturas de sellos y de
vlvulas de seguridad)
Calibraciones, pruebas, cambios de accesorios.
Modificaciones y medidas correctivas.
Fechas de las inspecciones, nombre y firma de los inspectores,
fechas de las verificaciones y datos de la Unidad de Verificacin,
segn sea el caso
Gua tcnica de referencia para los datos del registro.
Ref. NORMA OFICIAL MEXICANA NOM-122-STPS-1996.
79
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
Formato N-122-1
AVISO DE FUNCIONAMIENTO DE EQUIPOS
Fecha:
Nombre, denominacin o razn social de la empresa:
Domicilio en donde se encuentra instalado el equipo:
Calle:
No.
Colonia:
Delegacin:
C.P.
Entidad
Federativa
5. Actividad en la que se utiliza el equipo o se vaya a utilizar.
Nombre del Representante Legal de la
empresa
Firma
AVISO DE FUNCIONAMIENTO DE EQUIPOS.
Ref. NORMA OFICIAL MEXICANA NOM-122-STPS-1996.
Formato N-122-1A
DICTAMEN DE LA UNIDAD DE VERIFICACIN.
Fecha:
Nombre, denominacin o razn social de la unidad de verificacin:
Registro STPS No.________________________________
Hemos verificado el cumplimiento de la norma de trabajo aplicable a:____________________
Nombre, denominacin o razn social de la empresa:
A los_________ das del mes de ____________ de 20_____________
Nuestra verificacin fue practicada de acuerdo a la norma NOM-122-STPS-1996 para lo
cual estamos acreditados ante la SECOFI y aprobados por la STPS y en consecuencia se
incluyeron las pruebas de laboratorio que para tal efecto marca la normatividad.
En nuestra opinin, basada en los resultados de la verificacin y las pruebas correspondientes
podemos concluir que:
(Descripcin de los resultados de la Verificacin y Salvedades detectadas)
Nombre del Representante Legal de la
Firma
empresa
Este Dictamen se firma en la Ciudad de Mxico, a los ________das de_________ de 20___
DICTAMEN DE LA UNIDAD DE VERIFICACIN.
Ref. NORMA OFICIAL MEXICANA NOM-122-STPS-1996.
80
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
BIBLIOGRAFIA.
MANUAL DE RECIPIENTES A PRESIN
MEGYESY, EUGENE F.
PRIMERA EDICIN 1989.
Manual de Vlvulas y Reguladores de Mxico.
Manual de vlvulas OYM.
Manual de medidores ROCHESTER.
Manual ACOGAS.
Catalogo NACOBRE para coples de alta presin.
DISEO Y CLCULO DE RECIPIENTES A PRESIN.
ING. JUAN MANUEL LEN ESTRADA 2001.
81
241
1192
1041
1143
1255
533
1588
1260
2654
533
1041
533
R358,72
533
LINEA TANGENTE
6167
2134
7234
1/2
8332
3X
117,475
58,738
R381
2165,35
SECCIN G-G
610
142,875
TAPAS SEMIELIPTICAS 2:1
DETALLE H
ESCALA 1 : 5
5/8
2134
R1095,37
70
12,
1382
1041
1143
1255
533
25
,9
15
D
64,63
2165,350
15,875
12,70
254
120
7132,32
15,875
CUERPO DEL RECIPIENTE
15,875
15,875
15,875
15,875
BARENO OVALADO 1-1/8X1-3/4
483
229
838
254
1880
UNION DEL RECIPIENTES Y TAPAS
1930
SILLETAS PARA RECIPIENTES HORIZONTALES
NOTAS GENERALES
75
TIP
1.- PROHIBIDA CUALQUIER ALTERACION A LOS MATERIALES Y/O DISEOS INDICADOS
EN EL PLANO, SIN LA APROBACION DEL DEPARTAMENTO CORRESPONDIENTE.
ACOT: MM.
ESC:
S/E
FECHA:
05-06-2010
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
TITULO DEL PLANO
2.- ESTAMPAR NUMERO DE PARTE ENTODAS LAS PIEZAS FABRICADAS.
3.- ELIMINAR TODODS LOS FILOS NO FUNCIONALES.
4.- AMENOS QUE SE DE OTRA INDICACION, APLICAR LAS SIGUIENTES TOLERANCIAS
DECIMALES: +/- 0.01"
ANGULARES +/- 1
DETALLE I
ESCALA 1 : 5
SUBENSAMBLE CUERPO, TAPAS SEMIELIPTICAS 2:1
Y SILLETAS.
5.- TRABAJAR SEGUN DIMENCIONES, NOTOMAR MEDIDAS A ESCALA.
DIBUJADO POR:
CANT: VER BOM
ING. FERNANDO ABOYTES C.
REVISADO POR:
ING. CARLOS LEON FRANCO
M.C. RICARDO CORTEZ
APROBADO POR:
ING.RICARDO SANCHEZ M.
8X
19,050POR TODO
R38,100
38,100
8X
3,175 X 45
25
215,899
SECCIN L-L
15,875POR TODO
TIP
9,525
TIP
214,314
252
254
185,738
163,513
143,764
64
1,588
190,499
176,200
36,513
229
23,813
TIP
TIP
3/8
1/2
TIP
127
139,700
DETALLE A
ESCALA 1 : 5
114,300
BRIDA ENTRADA Y SALIDA
DE PRODUCTO
SECCIN N-N
ESCALA 1 : 5
2
BRIDA DE DRENE
SECCIN P-P
ESCALA 1 : 5
DETALLE T
ESCALA 1 : 10
NOTAS GENERALES
102
45
3/8
33,338
1,588
157,163
134,938
116,078
23,813
OREJAS DE IZAJE
1.- PROHIBIDA CUALQUIER ALTERACION A LOS MATERIALES Y/O DISEOS INDICADOS
EN EL PLANO, SIN LA APROBACION DEL DEPARTAMENTO CORRESPONDIENTE.
ACOT: MM.
ESC:
S/E
FECHA:
05-06-2010
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
TITULO DEL PLANO
2.- ESTAMPAR NUMERO DE PARTE ENTODAS LAS PIEZAS FABRICADAS.
3.- ELIMINAR TODODS LOS FILOS NO FUNCIONALES.
4.- AMENOS QUE SE DE OTRA INDICACION, APLICAR LAS SIGUIENTES TOLERANCIAS
DECIMALES: +/- 0.01"
ANGULARES +/- 1
SUBENSAMBLE OREJAS DE IZAJE Y BRIDAS
DE DRENE ,ENTRADA Y SALIDA DE PRODUCTO
5.- TRABAJAR SEGUN DIMENCIONES, NOTOMAR MEDIDAS A ESCALA.
DIBUJADO POR:
CANT:VER BOM
ING. FERNANDO ABOYTES C.
REVISADO POR:
ING. CARLOS LEON FRANCO
M.C. RICARDO CORTEZ
APROBADO POR:
ING.RICARDO SANCHEZ M.
33
AB
48
DISCO
R9,500
14
R25
R6
DETALLE AB
ESCALA 1 : 25
286
19
20X
31,750PORTODO
TORNILLO DE OJO
31,750 POR TODO
14
749,300
38
R26
749,300
20X
104
13
51
OREJA
229
240
1.5
R229
610
813
BRIDA REGISTRO HOMBRE
51
NOTAS GENERALES
1.- PROHIBIDA CUALQUIER ALTERACION A LOS MATERIALES Y/O DISEOS INDICADOS
EN EL PLANO, SIN LA APROBACION DEL DEPARTAMENTO CORRESPONDIENTE.
80
475
BRAZO DEL PEZCANTE
CAMISA DEL TUBO
ACOT: MM.
ESC:
ACOT: S/E
FECHA:
05-06-2010
4.- AMENOS QUE SE DE OTRA INDICACION, APLICAR LAS SIGUIENTES TOLERANCIAS
DECIMALES: +/- 0.01"
ANGULARES +/- 1
5.- TRABAJAR SEGUN DIMENCIONES, NOTOMAR MEDIDAS A ESCALA.
TITULO DEL PLANO
SUBENSAMBLE REGISTRO HOMBE PEZCANTE
PARA RECIPIENTES HORIZONTALES
DIBUJADO POR:
CANT: VER BOM
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
2.- ESTAMPAR NUMERO DE PARTE ENTODAS LAS PIEZAS FABRICADAS.
3.- ELIMINAR TODODS LOS FILOS NO FUNCIONALES.
33
38
3 X 45
BRIDA TAPA
SECCIN V-V
ESCALA 1 : 15
552
323
38
49,213
47,625
692,150
813
SECCIN W-W
ESCALA 1 : 15
562
70
3/4
13
47,625
692,150
663,575
615,950
33,338
1,588
RANURA (R6)
ING. FERNANDO ABOYTES C.
REVISADO POR:
ING. CARLOS LEON FRANCO
M.C. RICARDO CORTEZ
APROBADO POR:
ING.RICARDO SANCHEZ M.
LISTA DE PARTES
ITEM
1
2
3
4
5
8
6
2
6
3
7
8
1
DESCRIPSION
CUERPO
TAPAS
SEMIELIPTICAS 2:1
OREJAS DE IZAJE
SILLETAS
BRIDA PARA
DRENE
BRIDA PARA
ENTRADA Y SALIDA
DEL PRODUCTO
COPLE PARA
MANOMETRO Y
TERMOMERO
REGISTRO HOMBRE
COPLE PARA
INDICADOR DE
NIVEL
MATERIAL
SA-516-70
SA-516-70
A-285-C
A-283-C
SA-105
CANTIDAD
1
2
2
2
1
SA-105
SA-105
SA-105
SA-105
LISTA DE ACCESORIOS
C
DESCRIPCION
VALVULAP/ENTRAD
A DE PRODUCTO
VALVULA P/SALIDA
DE PRODUCTO
TERMOMETRO
MANOMETRO
INDICADOR DE
NIVEL
VALVULA DE
ALIVIO
TIPO
CANTIDAD
MODELO
1
150F OYM
MODELO
1
150F OYM
J701
1
MODELO S
1
--1
MODELO
1
34B
DATOS DEL RECIPIENTE
TIPO
DIAMETRO INT
LONGITUD
ESPESOR
VOLUMEN
TEMPERATURA DE
OPERACION
4
E
NOTAS GENERALES
1.- PROHIBIDA CUALQUIER ALTERACION A LOS MATERIALES Y/O DISEOS INDICADOS
EN EL PLANO, SIN LA APROBACION DEL DEPARTAMENTO CORRESPONDIENTE.
ACOT: N/A
ESC:
S/E
FECHA:
CILINDRO HORIZONTAL
84 IN (2134MM).
280 IN (7112MM).
5/8 IN (15.875MM).
29242 LITROS
140 F
05-06-2010
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
TITULO DEL PLANO
2.- ESTAMPAR NUMERO DE PARTE ENTODAS LAS PIEZAS FABRICADAS.
BOM DE ENSAMBLE GENERAL
Y
LISTA DE PARTES
3.- ELIMINAR TODODS LOS FILOS NO FUNCIONALES.
4.- AMENOS QUE SE DE OTRA INDICACION, APLICAR LAS SIGUIENTES TOLERANCIAS
DECIMALES: +/- 0.01"
ANGULARES +/- 1
5.- TRABAJAR SEGUN DIMENCIONES, NOTOMAR MEDIDAS A ESCALA.
DIBUJADO POR:
CANTIDAD:
ING. FERNANDO ABOYTES C.
REVISADO POR:
ING. CARLOS LEON FRANCO
M.C. RICARDO CORTEZ
APROBADO POR:
ING.RICARDO SANCHEZ M.
También podría gustarte
- Procedimiento para Pruebas de Estanqueidad en Tanques de AlmacenamientoDocumento12 páginasProcedimiento para Pruebas de Estanqueidad en Tanques de AlmacenamientoJavier Lozano Abril93% (42)
- Señales de TransitoDocumento42 páginasSeñales de TransitoWilfredo Marin AndradeAún no hay calificaciones
- API 650-2013 (Español)Documento206 páginasAPI 650-2013 (Español)Hector Perez100% (2)
- NMX-C-192-ONNCCE-2018 Esclerómetro, ReboteDocumento15 páginasNMX-C-192-ONNCCE-2018 Esclerómetro, ReboteJosé Juan García Lagunes100% (9)
- Estanque API 650Documento66 páginasEstanque API 650Ricardo Ignacio Miranda CastilloAún no hay calificaciones
- Tesis en Base A FAMEDIDocumento127 páginasTesis en Base A FAMEDIBLL TAVERA PORTOCARREROAún no hay calificaciones
- 0407-3-MC-001 Oreja IzajeDocumento16 páginas0407-3-MC-001 Oreja IzajeLuigi Bargellini100% (3)
- Diseño de Un TanqueDocumento50 páginasDiseño de Un TanqueDEFF villaca lauraAún no hay calificaciones
- Normas Aplicables A Bombas Centrífugas PDFDocumento119 páginasNormas Aplicables A Bombas Centrífugas PDFdavih007100% (1)
- 13 Problemas de RodillosDocumento8 páginas13 Problemas de RodillosDavid Coureaux MustelierAún no hay calificaciones
- Calculo Orejas IzajeDocumento2 páginasCalculo Orejas IzajeUnknownAún no hay calificaciones
- Memoria de Calculo CompuertaDocumento22 páginasMemoria de Calculo CompuertavictorqmaunsaAún no hay calificaciones
- Orejas de Izaje TanquesDocumento7 páginasOrejas de Izaje TanquesYavana Charia100% (4)
- Informe Diario - Residente - Modelo LlenadoDocumento2 páginasInforme Diario - Residente - Modelo LlenadoWilfredo Marin AndradeAún no hay calificaciones
- Diseño de TanquesDocumento19 páginasDiseño de TanquesViole Molleturo Bermeo100% (1)
- Movimiento de Tuberia Api 1117Documento23 páginasMovimiento de Tuberia Api 1117Jhasmanny SunturaAún no hay calificaciones
- Ndt-E-Pte-05a. Examen Especifico PT Level II - Rev 00 CetreDocumento3 páginasNdt-E-Pte-05a. Examen Especifico PT Level II - Rev 00 CetreRusbel RiosAún no hay calificaciones
- Memoria de Cálculo Caballete para Contenedor de 40' PDFDocumento9 páginasMemoria de Cálculo Caballete para Contenedor de 40' PDFjessica vasquez avila100% (2)
- C+ílculo y Dise+ o de Tanques para Almacenamiento de Petroleo Seg+ N API 650Documento69 páginasC+ílculo y Dise+ o de Tanques para Almacenamiento de Petroleo Seg+ N API 650Edgar Pallo Jurado100% (3)
- Procedimiento para Seleccion de Orejas de Izado en Obra Rev 0Documento7 páginasProcedimiento para Seleccion de Orejas de Izado en Obra Rev 0gechaves1Aún no hay calificaciones
- S&S-PRO-ACC-REP-SOL-003 - Reparacion de SoldaduraDocumento7 páginasS&S-PRO-ACC-REP-SOL-003 - Reparacion de SoldaduraJosé Valles100% (1)
- Memoria de Cálculo PernosDocumento17 páginasMemoria de Cálculo PernosKevin UrielAún no hay calificaciones
- Miranda, Cristian CM: Caballero, Enrique ESDocumento49 páginasMiranda, Cristian CM: Caballero, Enrique ESarancibia_franciscoAún no hay calificaciones
- Informe Semanal de ProduccionDocumento22 páginasInforme Semanal de ProduccionWilfredo Marin Andrade100% (2)
- Cálculo Pares de AprieteDocumento3 páginasCálculo Pares de AprietetrhurtadoAún no hay calificaciones
- SEMINARIO - Diseño de Tanques API 650 - Participantes PDFDocumento185 páginasSEMINARIO - Diseño de Tanques API 650 - Participantes PDFdmagneto100% (2)
- Catalogo de Rejillas Metalicas GRATING MEISER LatamDocumento36 páginasCatalogo de Rejillas Metalicas GRATING MEISER LatamelpijuAún no hay calificaciones
- Calculo de Reacciones en Estabilizadores de Grúas MóbilesDocumento2 páginasCalculo de Reacciones en Estabilizadores de Grúas MóbilespelotoAún no hay calificaciones
- Electiva Diseño de Instalación de Aire Comprimido en La IndustriaDocumento49 páginasElectiva Diseño de Instalación de Aire Comprimido en La IndustriaDaniel FPAún no hay calificaciones
- Anclajes Epoxicos - HiltiDocumento228 páginasAnclajes Epoxicos - HiltiHermann Corzo MorgueszternAún no hay calificaciones
- Modelo de GantDocumento1 páginaModelo de GantWilfredo Marin AndradeAún no hay calificaciones
- AntorchaDocumento128 páginasAntorchaFavio Jhonny Fernandez MartinezAún no hay calificaciones
- Estado Del ArteDocumento80 páginasEstado Del Artepedro100% (1)
- Memoria de Calculo AnclajesDocumento6 páginasMemoria de Calculo AnclajesBenjamin Soto HuancaAún no hay calificaciones
- F - AstDocumento2 páginasF - AstWilfredo Marin AndradeAún no hay calificaciones
- Catalogo Hdpe Digital Alta DensidadDocumento24 páginasCatalogo Hdpe Digital Alta DensidadTeófilo Marcelo Quiñones Jara100% (1)
- Formato Acta de EntregaDocumento4 páginasFormato Acta de EntregaWilfredo Marin Andrade100% (2)
- Diseño de Pernos de AnclajeDocumento3 páginasDiseño de Pernos de AnclajeAnibal Dario Leon BalladaresAún no hay calificaciones
- Modulo 5 - Bridas y Tapas PlanasDocumento47 páginasModulo 5 - Bridas y Tapas PlanasFOSTERWHEELER100% (2)
- Documents - Tips Memoria de Calculo Orejas de Izaje Silo 60tDocumento14 páginasDocuments - Tips Memoria de Calculo Orejas de Izaje Silo 60tRick-baezAún no hay calificaciones
- Calculo de Soporte Tipo CaballeteDocumento14 páginasCalculo de Soporte Tipo Caballetekurtaxl_h100% (3)
- Especificaciones Tecnicas para Las Fabricaciones MetalicasDocumento8 páginasEspecificaciones Tecnicas para Las Fabricaciones MetalicasWilfredo Marin AndradeAún no hay calificaciones
- Trabajo Fin de Máster Máster Oficial Universitario en Prevención de Riesgos LaboralesDocumento107 páginasTrabajo Fin de Máster Máster Oficial Universitario en Prevención de Riesgos LaboralesAlexis SarangoAún no hay calificaciones
- Memoria de Cálculo Rev-00Documento21 páginasMemoria de Cálculo Rev-00Claudio VergaraAún no hay calificaciones
- Formato RFIDocumento1 páginaFormato RFIjulian_morales_24Aún no hay calificaciones
- Memoria de Cálculo Rev-00Documento52 páginasMemoria de Cálculo Rev-00Claudio VergaraAún no hay calificaciones
- Plano BarandaDocumento1 páginaPlano BarandaAnonymous PTTuiGR4Aún no hay calificaciones
- Diseno de Soldadura TanquesDocumento76 páginasDiseno de Soldadura TanquescorvissAún no hay calificaciones
- 95gma-092020 Valoracion Anomalias Ili 2578.603 - 2582.15 Gas16elcgrb 2044...Documento19 páginas95gma-092020 Valoracion Anomalias Ili 2578.603 - 2582.15 Gas16elcgrb 2044...Armando JoyaAún no hay calificaciones
- Calculo de Soldadura 2Documento8 páginasCalculo de Soldadura 2Sebastian WilchesAún no hay calificaciones
- Memoria de Cálculo Del Sistema de Seguridad y AlivioDocumento4 páginasMemoria de Cálculo Del Sistema de Seguridad y AlivioFlor GiovagnoliAún no hay calificaciones
- Balancin Separador de Cuatro PuntosDocumento27 páginasBalancin Separador de Cuatro Puntosjorge1952100% (1)
- Memoria de Calculo-Oreja de Izaje. 0 22.10.14Documento20 páginasMemoria de Calculo-Oreja de Izaje. 0 22.10.14Miguel HuamanAún no hay calificaciones
- Criterios para Diseño de Cimentaciones AnularDocumento5 páginasCriterios para Diseño de Cimentaciones AnularPabloAún no hay calificaciones
- NCh0297-63 ROSCA PDFDocumento9 páginasNCh0297-63 ROSCA PDFandreaAún no hay calificaciones
- Procedimiento Medición de Verticalidad y Asentamiento de Tanques Durante Una Prueba HidrostáticaDocumento5 páginasProcedimiento Medición de Verticalidad y Asentamiento de Tanques Durante Una Prueba Hidrostáticaporfirio ruizAún no hay calificaciones
- Anexo J-STD API 653 (2020)Documento4 páginasAnexo J-STD API 653 (2020)VICTOR ANDRES SEGOVIA CANALESAún no hay calificaciones
- Calculo de Plataforma para Bombas SumergiblesDocumento10 páginasCalculo de Plataforma para Bombas SumergiblesDaniel Herrera QuintoAún no hay calificaciones
- Puente Grua 15 ToneladasDocumento7 páginasPuente Grua 15 ToneladasAndre AliagaAún no hay calificaciones
- Calculo de AnclajesDocumento3 páginasCalculo de AnclajesPUBG MOBILE SG9Aún no hay calificaciones
- 2.3 Reglamentos IndustrialesDocumento44 páginas2.3 Reglamentos IndustrialesMARIA SERRANOAún no hay calificaciones
- Tesis IPN Sistema Contraincendio PlantaGasDocumento90 páginasTesis IPN Sistema Contraincendio PlantaGasLuisfer RamzAún no hay calificaciones
- PROY-NMX-R-000-SCFI-2016 Juntas y EmpaquesDocumento95 páginasPROY-NMX-R-000-SCFI-2016 Juntas y EmpaquesUlises Valencia PorcayoAún no hay calificaciones
- Panificadora Trigo DoradoDocumento76 páginasPanificadora Trigo Doradooskar omar romero villanueva83% (6)
- Primera EntregaDocumento25 páginasPrimera EntregaDavid SolanoAún no hay calificaciones
- DOC20191226133722ppt Extraccion Anexo IIDocumento29 páginasDOC20191226133722ppt Extraccion Anexo IICarlos VillacrizAún no hay calificaciones
- Tesis API 653Documento68 páginasTesis API 653GabrielAún no hay calificaciones
- Guillen PRDocumento155 páginasGuillen PRKebin Franklin KB RQAún no hay calificaciones
- Stps 122Documento12 páginasStps 122Cosme Alberto Alcantar GarciaAún no hay calificaciones
- Informe Diario - SupervisorDocumento1 páginaInforme Diario - SupervisorWilfredo Marin Andrade0% (1)
- Cubierta Zona Losa Deportiva - ModelDocumento1 páginaCubierta Zona Losa Deportiva - ModelWilfredo Marin AndradeAún no hay calificaciones
- Materiales de CementacionDocumento57 páginasMateriales de CementacionWilfredo Marin AndradeAún no hay calificaciones
- Trazo Item 3Documento1 páginaTrazo Item 3Wilfredo Marin AndradeAún no hay calificaciones
- Kardex Pintura Filtro BandasDocumento21 páginasKardex Pintura Filtro BandasWilfredo Marin AndradeAún no hay calificaciones
- Calculo Pintura Filtro de BandaDocumento1 páginaCalculo Pintura Filtro de BandaWilfredo Marin AndradeAún no hay calificaciones