También podría gustarte
- Merloni Elettrodomes Caso AnalisisDocumento10 páginasMerloni Elettrodomes Caso AnalisisrichtrAún no hay calificaciones
- Analisis de RatiosDocumento17 páginasAnalisis de RatiosrichtrAún no hay calificaciones
- Ceres Gardening CompanyDocumento27 páginasCeres Gardening Companyrichtr56% (9)
- Manual de Ensayos Tecnologia Del ConcretoDocumento66 páginasManual de Ensayos Tecnologia Del ConcretoSusan Rosmeri Rojas TafurAún no hay calificaciones
- Gestion Efectiva de AlmacenesDocumento62 páginasGestion Efectiva de AlmacenesrichtrAún no hay calificaciones
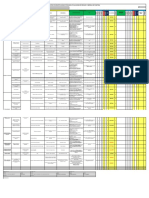
- GLFS00042 VE 03 Formato Matriz IPERC - ALMACÉN TÉCNICO 2022Documento2 páginasGLFS00042 VE 03 Formato Matriz IPERC - ALMACÉN TÉCNICO 2022richtrAún no hay calificaciones
- Trabajo Clinica SanosDocumento13 páginasTrabajo Clinica SanosrichtrAún no hay calificaciones
- Bose Corporation El Programa JiDocumento7 páginasBose Corporation El Programa JirichtrAún no hay calificaciones
- Logistica T3Documento20 páginasLogistica T3richtrAún no hay calificaciones
- ALMACENES - Ricocan PDFDocumento4 páginasALMACENES - Ricocan PDFrichtrAún no hay calificaciones
- Tratamiento de Aguas Residuales de La Industria Cementera UniconDocumento7 páginasTratamiento de Aguas Residuales de La Industria Cementera Uniconrichtr100% (1)
- Ishikawa Bose CorporationDocumento12 páginasIshikawa Bose CorporationrichtrAún no hay calificaciones
- Esquema de Planeamiento EstrategicoDocumento1 páginaEsquema de Planeamiento EstrategicorichtrAún no hay calificaciones
- Recomendaciones, Conclusiones 3MDocumento4 páginasRecomendaciones, Conclusiones 3MrichtrAún no hay calificaciones
- Concentrado de CobreDocumento23 páginasConcentrado de Cobrerichtr100% (1)
- Diagnóstico EmpresarialDocumento15 páginasDiagnóstico EmpresarialrichtrAún no hay calificaciones
- Identificacion de Los CompetidoresDocumento2 páginasIdentificacion de Los CompetidoresrichtrAún no hay calificaciones
- Guia Control Datos BAsicos Del MercadoDocumento3 páginasGuia Control Datos BAsicos Del MercadorichtrAún no hay calificaciones
- Matriz de Posicion CompetitivaDocumento1 páginaMatriz de Posicion CompetitivarichtrAún no hay calificaciones
- Catalogo DynamicDocumento72 páginasCatalogo DynamicrichtrAún no hay calificaciones
- Metodos de Riego en MexicoDocumento49 páginasMetodos de Riego en MexicoAlejandraAún no hay calificaciones
- Manual de Servicio - EspañolDocumento38 páginasManual de Servicio - EspañolJean Carlo Chávez ChávezAún no hay calificaciones
- Problemas Resueltos de CapacitoresDocumento6 páginasProblemas Resueltos de Capacitoresrodrigo gomez apaza0% (1)
- Conceptos y Clasificación de Los CostosDocumento17 páginasConceptos y Clasificación de Los CostosFranklin SaldanaAún no hay calificaciones
- Inen 685Documento34 páginasInen 685miguelrgoAún no hay calificaciones
- Antapaccay Informe FinalDocumento17 páginasAntapaccay Informe FinaljorgeAún no hay calificaciones
- MÁQUINAS Motrices TermicasDocumento6 páginasMÁQUINAS Motrices TermicasmorihnoAún no hay calificaciones
- Estabilidad Quimica ViscosidadDocumento8 páginasEstabilidad Quimica ViscosidadJorge CárdenasAún no hay calificaciones
- Parcial 1 - HidraulicaDocumento8 páginasParcial 1 - HidraulicaFran JuarezAún no hay calificaciones
- Introducion Parte 1Documento29 páginasIntroducion Parte 1Jose Mauricio Villca LopezAún no hay calificaciones
- Analisis y Calidad de AguaDocumento29 páginasAnalisis y Calidad de AguaDayana Moreno TaquioAún no hay calificaciones
- Sistemas y Componentes Combustible Excavadora 336DDocumento2 páginasSistemas y Componentes Combustible Excavadora 336DmarioAún no hay calificaciones
- Manual de Prevencion de Riesgos Del GuardiaDocumento18 páginasManual de Prevencion de Riesgos Del GuardiaCristian FernandezAún no hay calificaciones
- Aerodinamica Helicopteros 2020Documento227 páginasAerodinamica Helicopteros 2020Ivan IvanAún no hay calificaciones
- 3732-Texto Del Artículo-13566-1-10-20171010Documento6 páginas3732-Texto Del Artículo-13566-1-10-20171010Alberto Suárez DomínguezAún no hay calificaciones
- Documento - Completo - Extraccion Enzimatica Aceites IIDocumento194 páginasDocumento - Completo - Extraccion Enzimatica Aceites IIPinkerton JD ICAún no hay calificaciones
- Actividad 2Documento5 páginasActividad 2Esteban Getial50% (2)
- Fundamentos de NeumaticaDocumento180 páginasFundamentos de NeumaticaAntonio Garcia RiosAún no hay calificaciones
- Difusion de Aire PDFDocumento8 páginasDifusion de Aire PDFterrazas.danielAún no hay calificaciones
- Fotosintesis 2018Documento115 páginasFotosintesis 2018jairo lopez100% (1)
- Catálogo de Páginas Interactivas PERUEDUCA 2013Documento21 páginasCatálogo de Páginas Interactivas PERUEDUCA 2013DAT. Carlos Cortegana100% (1)
- Recepción e Inspección de Materia PrimaDocumento5 páginasRecepción e Inspección de Materia PrimaErick EscobarAún no hay calificaciones
- Factor Varplus2Documento4 páginasFactor Varplus2Felipe Zarate SimonAún no hay calificaciones
- Manual Motores Diesel Sistemas Sobrealimentacion Lubricacion Refrigeracion EncendidoDocumento244 páginasManual Motores Diesel Sistemas Sobrealimentacion Lubricacion Refrigeracion EncendidoYG Iveth100% (3)
- Heladas BlancasDocumento5 páginasHeladas BlancasEduardo FimbresAún no hay calificaciones
- PLANIFICACIÓN MICROCURRICULAR FISICA Tercer Año de Bachillerato Técnico en Agropecuaria, FIP. Producción Agropecuaria "B"Documento29 páginasPLANIFICACIÓN MICROCURRICULAR FISICA Tercer Año de Bachillerato Técnico en Agropecuaria, FIP. Producción Agropecuaria "B"Christian TorresAún no hay calificaciones
- Redaccion Tecnica de Linderos Predio Madre La PiñataDocumento2 páginasRedaccion Tecnica de Linderos Predio Madre La PiñataDiomar SanabriaAún no hay calificaciones
- Diseño y Desarrollo de Banco de Ensayos para Piezas Impresas en 3D - TFM-I-1516Documento96 páginasDiseño y Desarrollo de Banco de Ensayos para Piezas Impresas en 3D - TFM-I-1516YoAún no hay calificaciones
- Modelo de Expansion Del Sistema Electrico TradeoffDocumento10 páginasModelo de Expansion Del Sistema Electrico Tradeoffeangeli6408Aún no hay calificaciones