También podría gustarte
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- Procesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109De EverandProcesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Máquinas, herramientas y materiales de procesos básicos de fabricación. FMEE0108De EverandMáquinas, herramientas y materiales de procesos básicos de fabricación. FMEE0108Aún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (2)
- Curso Centro de MaqDocumento126 páginasCurso Centro de MaqIván HernándezAún no hay calificaciones
- Fagor 8055Documento338 páginasFagor 8055Luis Jaramillo100% (1)
- Fanuc - Manual Guide I - El Fresado Hecho FacilDocumento126 páginasFanuc - Manual Guide I - El Fresado Hecho Facilbetitox0% (1)
- B 64604SP 2 - 01 PDFDocumento510 páginasB 64604SP 2 - 01 PDFPau Villanueva100% (1)
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Programacion CNCDocumento80 páginasProgramacion CNCCristhian Cañizares100% (4)
- CNC Fanuc 654Documento16 páginasCNC Fanuc 654Will NevesAún no hay calificaciones
- Fanuc Prog CentroDocumento27 páginasFanuc Prog CentroClaudio Salcedo CoaquiraAún no hay calificaciones
- Manual de Torno CNCDocumento50 páginasManual de Torno CNCHector Sancy Lopez100% (1)
- B-63874SP 03 Manual Guide IDocumento843 páginasB-63874SP 03 Manual Guide Ijimi jove pumaAún no hay calificaciones
- Memorias Torno AvanzadoDocumento99 páginasMemorias Torno Avanzadomfmejiab100% (2)
- Simulación de Audiencia Formulación de Cargos Aplicando El Artículo 192 Del Código Orgánico Integral PenalDocumento6 páginasSimulación de Audiencia Formulación de Cargos Aplicando El Artículo 192 Del Código Orgánico Integral PenalMarcelMoreiraAún no hay calificaciones
- Manual de Programacion Torno CNC Con Fanuc Series 0iDocumento16 páginasManual de Programacion Torno CNC Con Fanuc Series 0iJubert Angelo Ramos Paredes100% (1)
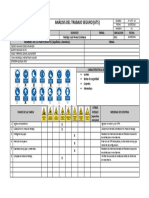
- ATS FormatoDocumento1 páginaATS FormatoYEYOSSSSSSSAún no hay calificaciones
- Manual HAAS Fresadora PDFDocumento285 páginasManual HAAS Fresadora PDFAntonio Lara MuñozAún no hay calificaciones
- Curso Fanuc 2015-2016Documento40 páginasCurso Fanuc 2015-2016Cristian Rojas Ulloa100% (2)
- Ciclos de Torneado FanucDocumento15 páginasCiclos de Torneado Fanucjuan carlos Rojas0% (1)
- MacrosDocumento3 páginasMacrosHector Sancy Lopez100% (1)
- Programación ParamétricaDocumento24 páginasProgramación Paramétricajc7024Aún no hay calificaciones
- Presentacion Torno Okuma.Documento14 páginasPresentacion Torno Okuma.Oswaldo NeaveAún no hay calificaciones
- Curso Torno CNCDocumento69 páginasCurso Torno CNCAlberto Garcia100% (1)
- Manual Curso VIMS 2011Documento119 páginasManual Curso VIMS 2011Ruben Jordan Rivera100% (1)
- Curso Centro de Maquinado MazatrolDocumento125 páginasCurso Centro de Maquinado MazatrolAlejandro GonzalezAún no hay calificaciones
- RIP Packet TracerDocumento8 páginasRIP Packet TracerRoel Rodas100% (1)
- 12 Fanuc Oi Mate D MecanizadoDocumento421 páginas12 Fanuc Oi Mate D MecanizadoJuan Manuel Berrelleza LopezAún no hay calificaciones
- Manual de Usuario Torno CNC Con GSK 980 TDC - Taller - CNC - Profesor - Lucas - Caula.Documento8 páginasManual de Usuario Torno CNC Con GSK 980 TDC - Taller - CNC - Profesor - Lucas - Caula.Tachi Duboscq0% (1)
- Guia Rapida Centro MecanizadoDocumento32 páginasGuia Rapida Centro Mecanizadojeyson cleider chacon castilloAún no hay calificaciones
- Intertech Fanuc Prog TornoDocumento52 páginasIntertech Fanuc Prog Tornovittor66100% (1)
- Control Numerico Fanuc Oi Mate TCDocumento4 páginasControl Numerico Fanuc Oi Mate TCoctavio100% (1)
- Programación en CNC Control FANUCDocumento91 páginasProgramación en CNC Control FANUCangelyAún no hay calificaciones
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Actividad Integradora 5Documento4 páginasActividad Integradora 5Daniela Torres86% (14)
- Manual FanucDocumento6 páginasManual FanucCarlos AlbertoAún no hay calificaciones
- Manual Programacion Fanuc Ot 559bf7f32a4f3Documento17 páginasManual Programacion Fanuc Ot 559bf7f32a4f3Metalurgica VISILUAún no hay calificaciones
- Apuntes Torno CNCDocumento24 páginasApuntes Torno CNCSuli ZgzAún no hay calificaciones
- Manufactura Avanzada Programacion de Tor PDFDocumento33 páginasManufactura Avanzada Programacion de Tor PDFleobardo chichinoAún no hay calificaciones
- Fagor CNCDocumento60 páginasFagor CNCLuis JaramilloAún no hay calificaciones
- Manual de Programacion Torno CNC Con Fanuc Series 0iDocumento16 páginasManual de Programacion Torno CNC Con Fanuc Series 0iJorge Robles100% (3)
- B 64604SP 1 - 01 PDFDocumento466 páginasB 64604SP 1 - 01 PDFGASTÓN ANDRÉS BALTIERRA CARTESAún no hay calificaciones
- (Muy Bueno) FI Manual Torno CNC Ual 2012 2013Documento42 páginas(Muy Bueno) FI Manual Torno CNC Ual 2012 2013Linux ManAún no hay calificaciones
- Manual Fanuc OiDocumento38 páginasManual Fanuc OiDavid196033% (3)
- Lathe Programming Workbook TraducidoDocumento153 páginasLathe Programming Workbook TraducidoIsaac ChávezAún no hay calificaciones
- GUIA 4 - Enrutamiento Estático y Encapsulamiento PPPDocumento7 páginasGUIA 4 - Enrutamiento Estático y Encapsulamiento PPPRaul MedinaAún no hay calificaciones
- Operacion KiwaDocumento8 páginasOperacion KiwaParrato MasAún no hay calificaciones
- Anexo Manual Fanuc Torno CNCDocumento13 páginasAnexo Manual Fanuc Torno CNCarturo_23eAún no hay calificaciones
- CODIGOS G y MDocumento7 páginasCODIGOS G y Mmmuriel uribe100% (1)
- CNC 021Documento29 páginasCNC 021Dany EscobarAún no hay calificaciones
- Cimco Edit 6 (Es)Documento286 páginasCimco Edit 6 (Es)Luis MoralesAún no hay calificaciones
- FS0i FPlusDocumento16 páginasFS0i FPlusvictorsa1972Aún no hay calificaciones
- Fanuc TornoDocumento20 páginasFanuc TornoRisotto RancheroAún no hay calificaciones
- MH CNC-v8Documento268 páginasMH CNC-v8But Alex100% (1)
- Fanu Modelo ADocumento18 páginasFanu Modelo ADeysi CardenasAún no hay calificaciones
- Curso Fresa CNC CompletoDocumento36 páginasCurso Fresa CNC CompletoFiore UgoAún no hay calificaciones
- CNC-Programación Manual en Control FANUC Oi Mate Tc.Documento10 páginasCNC-Programación Manual en Control FANUC Oi Mate Tc.Smah Hams M100% (1)
- Manual CNC PDFDocumento80 páginasManual CNC PDFAdrian Vargas SanchezAún no hay calificaciones
- Curso Eia Iso CmaqDocumento102 páginasCurso Eia Iso CmaqAbelon Ni SeAún no hay calificaciones
- Presentación CNC 5Documento30 páginasPresentación CNC 5Paulo Lorca VargasAún no hay calificaciones
- Curso Programación Fanuc para Puma 240Documento40 páginasCurso Programación Fanuc para Puma 240Carlos CasAún no hay calificaciones
- CNC WinUnisoftDocumento26 páginasCNC WinUnisoftHoppet0% (1)
- Guia Bases de DatosDocumento17 páginasGuia Bases de DatosKekoYomaAún no hay calificaciones
- Metodos de Evaluacion Tecnica de Las PropuestasDocumento3 páginasMetodos de Evaluacion Tecnica de Las PropuestasAdriiana RodríguezAún no hay calificaciones
- X-Rite Fundamentos Basicos Color Es PDFDocumento2 páginasX-Rite Fundamentos Basicos Color Es PDFSel GarciaAún no hay calificaciones
- EGC MecatronicaDocumento23 páginasEGC MecatronicaOswald muñozAún no hay calificaciones
- Cuál Es La Relación Entre Una Organización y Sus Sistemas de InformaciónDocumento7 páginasCuál Es La Relación Entre Una Organización y Sus Sistemas de InformaciónJohaysturizAún no hay calificaciones
- Teoría de ModularidadDocumento27 páginasTeoría de ModularidadNicky BurgosAún no hay calificaciones
- CITEF Esp3Documento2 páginasCITEF Esp3Daniel VilcapomaAún no hay calificaciones
- Guía Completa Certificación PMO-CP - v3Documento5 páginasGuía Completa Certificación PMO-CP - v3Reinaldo Carreño RodriguezAún no hay calificaciones
- 11 Trucos para JdownloaderDocumento8 páginas11 Trucos para JdownloaderneptalgAún no hay calificaciones
- XiaomiDocumento7 páginasXiaomiEl oso SocialistaAún no hay calificaciones
- Utilizando Spring MVC Bean ValidationDocumento7 páginasUtilizando Spring MVC Bean ValidationHugo GonzalezAún no hay calificaciones
- La CurtosisDocumento3 páginasLa CurtosisHilda Lopez PaganAún no hay calificaciones
- Navegacion Bibliogafia y TwiterosDocumento20 páginasNavegacion Bibliogafia y Twiterosgyb365Aún no hay calificaciones
- Producto Académico 3 - Trabajo ColaborativoDocumento2 páginasProducto Académico 3 - Trabajo ColaborativoDavidz PalmaAún no hay calificaciones
- 1P SolDocumento3 páginas1P SolAlberto Martínez de MurgaAún no hay calificaciones
- Error Absoloto, EtcDocumento17 páginasError Absoloto, EtccarlosAún no hay calificaciones
- El Sisytema Solar y Ejemplo de CurriculumDocumento3 páginasEl Sisytema Solar y Ejemplo de Curriculumjose fernando lopez martinezAún no hay calificaciones
- Comandos LinuxDocumento4 páginasComandos LinuxMoises CusihuamanAún no hay calificaciones
- Ensayo Sofia Plus Wilmar VasquezDocumento3 páginasEnsayo Sofia Plus Wilmar Vasquezfilelife_ltdaAún no hay calificaciones
- Trazabilidad de RequerimientosDocumento6 páginasTrazabilidad de Requerimientosanlex dguezAún no hay calificaciones
- S9-Ensamblaje de Elementos UnidimensionalesDocumento12 páginasS9-Ensamblaje de Elementos UnidimensionalesAlexander Diaz BarbozaAún no hay calificaciones
- Extreme Programming (XP) : Grupo 03Documento56 páginasExtreme Programming (XP) : Grupo 03Dessio Eduardo Herrera ChávezAún no hay calificaciones
- Mapa ConceptualDocumento4 páginasMapa Conceptualanyeskei50% (2)
- PLC Con 16f84Documento5 páginasPLC Con 16f84Gaston Solorza LeyvaAún no hay calificaciones