También podría gustarte
- ¿Cuáles Son Las Normas Básicas Del Dibujo Técnico - CAD2X3Documento5 páginas¿Cuáles Son Las Normas Básicas Del Dibujo Técnico - CAD2X3Paula RamirezAún no hay calificaciones
- ÁRBOLES Y EJES PresentacionDocumento18 páginasÁRBOLES Y EJES PresentacionElba Elena GuerreroAún no hay calificaciones
- TP8 Prob4Documento3 páginasTP8 Prob4Marcos HernandezAún no hay calificaciones
- Practica 1 VernierDocumento6 páginasPractica 1 VernierÁngel Ayala NonatoAún no hay calificaciones
- Regimen Transitorio MaquinasDocumento62 páginasRegimen Transitorio MaquinasCésar VélezAún no hay calificaciones
- Teoria de RodamientosDocumento34 páginasTeoria de RodamientosMarcos Astete Egoavil100% (1)
- Tarea4 Programación CiclosDocumento8 páginasTarea4 Programación Ciclosjohn gomezAún no hay calificaciones
- Analisis de Fallas ListoDocumento11 páginasAnalisis de Fallas Listojose diazAún no hay calificaciones
- Practica 2B Analisis Cinematico de Aceleracion-1953550-Ima-Br104Documento7 páginasPractica 2B Analisis Cinematico de Aceleracion-1953550-Ima-Br104Abdiel MoralesAún no hay calificaciones
- Diseño de Resortes 1Documento17 páginasDiseño de Resortes 1CarlosAún no hay calificaciones
- Guia 0.2Documento24 páginasGuia 0.2Andres rodriguezAún no hay calificaciones
- Transformadores TrifasicosDocumento10 páginasTransformadores TrifasicosEstiven MariscalAún no hay calificaciones
- Diagrama de La Máquina de Turbina de Gas Con RegeneradorDocumento3 páginasDiagrama de La Máquina de Turbina de Gas Con RegeneradorOsmel Graterol100% (1)
- ME56A Auxiliar 4 RodamientosDocumento5 páginasME56A Auxiliar 4 RodamientosNick Luis Curi SegoviaAún no hay calificaciones
- TorqueDocumento6 páginasTorquePaul QuimbiambaAún no hay calificaciones
- Movimiento Periodico Sistema Masa - ResorteDocumento6 páginasMovimiento Periodico Sistema Masa - ResorteangelaAún no hay calificaciones
- Convertidor DC - DC Boost de 12 A 24 VoltDocumento5 páginasConvertidor DC - DC Boost de 12 A 24 VoltManuel Alexander Jauregui BonifacioAún no hay calificaciones
- Aerorreactores Master - Tema 1 - Actuaciones - V2-CompressedDocumento125 páginasAerorreactores Master - Tema 1 - Actuaciones - V2-CompresseddavidAún no hay calificaciones
- Mecanismos ArticuladosDocumento31 páginasMecanismos ArticuladosFrancisco Javier Villate GaonaAún no hay calificaciones
- Teoria de ValvulasDocumento51 páginasTeoria de ValvulasanyeloAún no hay calificaciones
- Sistema de Alimentación de CombustibleDocumento15 páginasSistema de Alimentación de CombustibleAndrea PascuasAún no hay calificaciones
- Formulario DinamicaDocumento4 páginasFormulario DinamicaJorge QuinteroAún no hay calificaciones
- Centros Instantaneos y Centros de Rotacion de VehiculosDocumento21 páginasCentros Instantaneos y Centros de Rotacion de VehiculosDorian Rivas100% (1)
- Dinamica y EstaticaDocumento88 páginasDinamica y EstaticaMargarita_Este_1407Aún no hay calificaciones
- Par MotorDocumento2 páginasPar MotorgiselaAún no hay calificaciones
- Automatizacion Neumatica IndustrialDocumento18 páginasAutomatizacion Neumatica IndustrialPablo Berrios PerezAún no hay calificaciones
- Tabla de Verdad de Pic Contador BinarioDocumento14 páginasTabla de Verdad de Pic Contador BinariojaviertdzoAún no hay calificaciones
- Significado y Función de DCA4Documento1 páginaSignificado y Función de DCA4Luis SanchezAún no hay calificaciones
- Arboles y Ejes PDFDocumento15 páginasArboles y Ejes PDFandresAún no hay calificaciones
- Cálculos de Sistemas ISUZU 4BD1Documento15 páginasCálculos de Sistemas ISUZU 4BD1Luis Andres Ayala NasturAún no hay calificaciones
- 14-Registros y ContadoresDocumento12 páginas14-Registros y Contadoreswemy92Aún no hay calificaciones
- INFO2 JJaraIDocumento29 páginasINFO2 JJaraIJonathan Miguel Rodriguez ArandaAún no hay calificaciones
- ACERO Regiopytsa Catalogo PDFDocumento18 páginasACERO Regiopytsa Catalogo PDFNaty Castañeda CastilloAún no hay calificaciones
- Interferencia en El Conector Del Arnes Chasis - Motor Generan Perdida de ...Documento8 páginasInterferencia en El Conector Del Arnes Chasis - Motor Generan Perdida de ...Kevin VegaAún no hay calificaciones
- PDF Resistencia de Materiales de Singer 304 325 DLDocumento110 páginasPDF Resistencia de Materiales de Singer 304 325 DLGenesis Belen CenizarioAún no hay calificaciones
- Potencia y Par MotorDocumento2 páginasPotencia y Par MotorDagoviet Rmz MndzaAún no hay calificaciones
- Mecanismos de Transmision y Reduccion de MovimientoDocumento28 páginasMecanismos de Transmision y Reduccion de MovimientoJair ZambranoAún no hay calificaciones
- Materiales AeroespacialesDocumento107 páginasMateriales Aeroespacialesveroni-k-andrea100% (1)
- Análisis de Estabilidad y Modelado Eléctrico de Un Sistema de AltavozDocumento6 páginasAnálisis de Estabilidad y Modelado Eléctrico de Un Sistema de AltavozDani Ale Guerra SepúlvedaAún no hay calificaciones
- Expo TorquimetroDocumento22 páginasExpo TorquimetroJosue LlamoccaAún no hay calificaciones
- Proyecto de Elementos de Maquina Sierra Circular Melanie SanchezDocumento4 páginasProyecto de Elementos de Maquina Sierra Circular Melanie SanchezMelany SanchzAún no hay calificaciones
- Plantilla IEEE Reportes de Prácticas e InvestigaciónesDocumento3 páginasPlantilla IEEE Reportes de Prácticas e InvestigaciónesJ Adan Gonzalez LeconaAún no hay calificaciones
- 01 - Estudio de Flujo de Potencia - IntroDocumento6 páginas01 - Estudio de Flujo de Potencia - IntroJoshua Mussa RiveraAún no hay calificaciones
- Trabajo DinamicaDocumento26 páginasTrabajo DinamicajuanreyhuancaAún no hay calificaciones
- Rendimiento Motor, Favio JoséDocumento169 páginasRendimiento Motor, Favio Josédjafrok100% (2)
- Banco de PruebasaDocumento30 páginasBanco de PruebasaBruno Baldeon R100% (1)
- Equipo de Combustión InternaDocumento50 páginasEquipo de Combustión Internaravellmx100% (1)
- Practica 7 Brigada #4Documento6 páginasPractica 7 Brigada #4Cuevas Alvarado DavidAún no hay calificaciones
- Catalogo CRVL D S&P 211020Documento26 páginasCatalogo CRVL D S&P 211020Eduardo Ceja100% (1)
- Monitoreo de Cargas en Maquinas. JUAN FELIPE URIBE C.1824420Documento4 páginasMonitoreo de Cargas en Maquinas. JUAN FELIPE URIBE C.1824420JUAN FELIPE URIBE CIFUENTESAún no hay calificaciones
- Ejemplo de Diseño de Un Eje - TECSUPDocumento16 páginasEjemplo de Diseño de Un Eje - TECSUPRubén Darío Chávez GonzálezAún no hay calificaciones
- Rampa de Gas PDFDocumento3 páginasRampa de Gas PDFmicha2mcAún no hay calificaciones
- Chancadora PrimariaDocumento12 páginasChancadora PrimariaMiguel Chero MoralesAún no hay calificaciones
- Ensayo de ResorteDocumento9 páginasEnsayo de ResorteROMERO ROMAN YORDI WANDERLEYAún no hay calificaciones
- Eficiencia de Dispositivos Mecanicos y ElectricosDocumento8 páginasEficiencia de Dispositivos Mecanicos y ElectricosLorenzo TellezAún no hay calificaciones
- Mathcad - Vigas-ColumnasDocumento17 páginasMathcad - Vigas-ColumnasMarceloValeriaAún no hay calificaciones
- SIMULACIONES - Control Discreto MatlabDocumento38 páginasSIMULACIONES - Control Discreto MatlabFMS 3DAún no hay calificaciones
- Ejercicio MicrDocumento3 páginasEjercicio MicrMARIA ALEJANDRA GARCIA SAENZAún no hay calificaciones
- Calculo de Molinos 12Documento15 páginasCalculo de Molinos 12Luis DavilaAún no hay calificaciones
- Tipos de Yacimientos en El PerúDocumento7 páginasTipos de Yacimientos en El PerúLuis AngelAún no hay calificaciones
- Taller 5-ADocumento2 páginasTaller 5-ADiego CasanuevaAún no hay calificaciones
- Segunda Practica de Elementos FinitosDocumento17 páginasSegunda Practica de Elementos FinitosRicardo La Madrid VillaverdeAún no hay calificaciones
- Historia Del Marmol en El Departamento Del HuilaDocumento29 páginasHistoria Del Marmol en El Departamento Del Huilajuanchoandrade_uscoAún no hay calificaciones
- Propiedades Electricas y Magneticas de Los MaterialesDocumento8 páginasPropiedades Electricas y Magneticas de Los Materialessebas neisaAún no hay calificaciones
- Tradicional Helados + Prestigio PDFDocumento358 páginasTradicional Helados + Prestigio PDFDuvan Sanchez CanabalAún no hay calificaciones
- Trabajo Pavimentos Con Adoquines - Item 3Documento69 páginasTrabajo Pavimentos Con Adoquines - Item 3AntonioAún no hay calificaciones
- Micas y ArcillasDocumento6 páginasMicas y ArcillasBob Van den BliekAún no hay calificaciones
- Informe Curso Perforacion y VoladuraDocumento5 páginasInforme Curso Perforacion y VoladuraLedimarAcostaAún no hay calificaciones
- Diseño de Puentes de Regulación y Medición de Gas Natural Construcción Del PRMDocumento28 páginasDiseño de Puentes de Regulación y Medición de Gas Natural Construcción Del PRMTatiana Arandia GuerreroAún no hay calificaciones
- Resinas CompuestasDocumento21 páginasResinas CompuestasAndrea Mariel RodriguezAún no hay calificaciones
- La Electricidad Ha Estado Presente en El Mundo Desde SiempreDocumento3 páginasLa Electricidad Ha Estado Presente en El Mundo Desde SiempreLeider AlcalaAún no hay calificaciones
- PANELES MOVILES - ModercoDocumento3 páginasPANELES MOVILES - ModercoCamilo LuianAún no hay calificaciones
- Unidad 1 - Fundamentos de QuimicaDocumento61 páginasUnidad 1 - Fundamentos de QuimicaElenaAún no hay calificaciones
- Aviso Fachada en Alucobond PinturaDocumento8 páginasAviso Fachada en Alucobond PinturaLuis MaestreAún no hay calificaciones
- El Hiero FundidoDocumento8 páginasEl Hiero FundidoKevin AguirreAún no hay calificaciones
- Trabajo Entregable Electronica BasicaDocumento7 páginasTrabajo Entregable Electronica BasicaBrayan Alexis Gomez SuarezAún no hay calificaciones
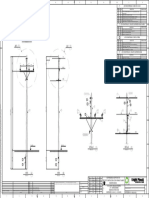
- 3711 200el 00001Documento1 página3711 200el 00001Ignacio IAAún no hay calificaciones
- MolinosDocumento22 páginasMolinosFelipe Nataren100% (1)
- GPCDOC Local TDS Chile Shell Spirax S6 AXME 75W-90 (es-CL) TDSDocumento2 páginasGPCDOC Local TDS Chile Shell Spirax S6 AXME 75W-90 (es-CL) TDSRoger ObregonAún no hay calificaciones
- P6.0 Preparación MetalográficaDocumento33 páginasP6.0 Preparación MetalográficaJesús Antonio Ríos EcheverríaAún no hay calificaciones
- Evidencia 1 QuimicaDocumento8 páginasEvidencia 1 QuimicaGerson Israel Resendiz MoralesAún no hay calificaciones
- Investigación Previa de Diels-AlderDocumento8 páginasInvestigación Previa de Diels-AlderArturo Álvarez SilvaAún no hay calificaciones
- Semana #1 Termoquímica - IiDocumento11 páginasSemana #1 Termoquímica - IiDerly Aragòn VargasAún no hay calificaciones
- Tecnologias de Obtencion de La Urea Y SYNGASDocumento19 páginasTecnologias de Obtencion de La Urea Y SYNGASRocio Mamani CastroAún no hay calificaciones
- 2do Test de Analisis Quimico FigmmDocumento24 páginas2do Test de Analisis Quimico FigmmEd LCAún no hay calificaciones
- Guía Temas SelectosDocumento135 páginasGuía Temas SelectosAlan Huertero RiveraAún no hay calificaciones
- Historial Excavadora 336D2LDocumento2 páginasHistorial Excavadora 336D2Lcesar100% (3)
- Cemento PortlandDocumento15 páginasCemento PortlandDiego RodriguezAún no hay calificaciones