Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Gestion de Mantenimiento Final
Cargado por
Yordi Diaz0 calificaciones0% encontró este documento útil (0 votos)
13 vistas23 páginasTítulo original
Gestion de Mantenimiento Final (1)
Derechos de autor
© © All Rights Reserved
Formatos disponibles
PDF, TXT o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF, TXT o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
13 vistas23 páginasGestion de Mantenimiento Final
Cargado por
Yordi DiazCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF, TXT o lea en línea desde Scribd
Está en la página 1de 23
INGENIERA INDUSTRIAL
Mantenimiento: El Nuevo Paradigma
Gestin de mantenimiento
Pavel Luis Garcia Ribina
Yordi Diaz Callo
Juan Diego Torres Berroa
Adrian Alexandr Rojas Llerena
9 SEMESTRE
2014
Los alumnos declaran haber realizado el presente trabajo de
acuerdo a las normas de la Universidad Catlica San Pablo
________ ________ ________ ________
FIRMA FIRMA FIRMA FIRMA
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 2
INTRODUCCION
Hoy en da el hablar sobre gestin es sinnimo de constantes cambios. Toda organizacin est en
la obligacin de adaptarse a los cambios de toda ndole como organizacin, diseo, tecnologa y
en especial del mantenimiento.
Un paradigma nos puede indicar el concepto de esquema formal de organizacin y ser utilizado
como un conjunto de teoras. Nuestro trabajo presenta una apreciacin de 15 paradigmas en reas
clave de cambios los cuales las organizaciones deben de prestar mucha atencin. A su vez,
hacemos una apreciacin de los nuevos paradigmas que son planteados observando y
mencionando los beneficios de ellos a la organizacin
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 3
MANTENIMIENTO: EL NUEVO PARADIGMA
MXIMA 1
ANTIGUA
El mantenimiento se ocupa de la preservacin de los activos fsicos
MODERNA
El mantenimiento se ocupa de la preservacin de las funciones de los activos
Para los ingenieros el tener un activo que funciona correctamente significa tener una eficiencia en
la planta. En este paradigma todos coincidimos que cuando se realiza un mantenimiento preventivo
a un equipo no solo se est preservando al activo fsico en s, sino que tambin estamos
realizando un cuidado de las funciones de dichos activos. As es como se toma conciencia en el
verdadero cuidado que se brinda al activo, es decir, debemos prestar atencin a lo que el activo
hace, ms que en lo que el activo es. Para ello es necesario conocer todas las caractersticas de
los activos y a su vez conocer todas las funciones que realiza.
Muchas veces tambin pensamos que al tener un activo fsico en buen estado y brindar los
mantenimientos preventivos adecuados estamos asegurando que el proceso y por ende el
volumen de produccin va por buen camino. Pero no solo el preservar el activo fsico garantiza
eso, sino que, tambin se relaciona con cuestiones como la calidad del producto, el servicio al
cliente, economa y eficiencia de operacin, control, contencin, confort, proteccin, cumplimiento
de normas del medio ambiente, integridad estructural e inclusive el aspecto fsico del activo.
Un ejemplo que podemos mencionar es el de un motor elctrico diseado para 110V. Si este es
conectado a una fuente de corriente de 220V, se quemaran las bobinas del inductor y el motor por
ende quedara inservible. Es por eso que el operador conozca muy bien las caractersticas del
motor.
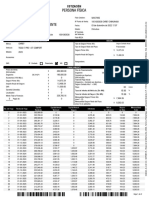
Motor para compresor de 5 HP, Velocidad del Motor 1750
RPM, Tipo de Motor Elctrico - Marca del Motor Siemens -
Fases Monofsico - Voltaje 110.
Es necesario saber las caractersticas del equipo
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 4
MXIMA 2
ANTIGUA
El mantenimiento de rutina es para prevenir fallos
MODERNA
El mantenimiento de rutina es para evitar, reducir o eliminar las consecuencias de los fallos
Cuando ocurren fallos en la planta, estas originan perdidas de toda ndole para la empresa ya sean
de materia econmica, produccin, calidad, seguridad, etc. Todos estos fallos cuestan tiempo y
cuestan dinero. Si algn fallo genera consecuencias muy serias, lo tratamos a arreglar a toda costa
y si no tiene consecuencias serias entonces no se podra tomar alguna accin preventiva.
Entonces se puede decir que las consecuencias de los fallos son mucho ms importantes que sus
caractersticas tcnicas.
En este punto es donde se aplica el mantenimiento proactivo que, en este caso, evita, reduce o
elimina las consecuencias de un fallo. La revisin formal de los fallos concentra la atencin en
realizar las tareas de mantenimiento que tienen un mayor impacto en el funcionamiento de la
organizacin y reduce la atencin a aquellos fallos con baja incidencia.
Por ejemplo si en una lnea de fajas transportadoras uno de los rodillos llega a averiarse, no
tendra consecuencia en la produccin, es decir, no sera necesario parar la lnea para arreglar un
rodillo sino que esperaramos un tiempo para dar el mantenimiento a toda la lnea. Pero si ya
fueran varios rodillos ah s sera necesario parar la lnea y arreglarlo.
Un solo rodillo averiado no es motivo para detener la
produccin, se esperara para hacer un mantenimiento
general de lnea. No es un problema que tenga mucha
incidencia en la produccin
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 5
MXIMA 3
ANTIGUA
El principal objetivo de la funcin mantenimiento es el de optimizar la disponibilidad de planta al
mnimo costo.
MODERNA
El mantenimiento afecta todos los aspectos de efectividad del negocio, riesgo, seguridad,
integridad del medio ambiente, uso eficiente de la energa, calidad de producto y servicio al cliente.
No solamente disponibilidad de planta y costo.
Los costos de parada en una planta afectan a la produccin lo cual se ve reflejado en un aumento
de los costos operativos de produccin. En tiempos recientes existen mejores equipos que traen
consigo que la confiabilidad y disponibilidad se han transformado en cuestiones clave. Tambin
hoy en da el costo de mantenimiento se est incrementando ocupando el primer o segundo lugar
de costos de produccin. Los tiempos de paradas y costos de mantenimiento son los nicos
objetivos significativos de mantenimiento; sin embargo hoy en da el mantenimiento encierra ms
objetivos.
El mantenimiento debe preocuparse por los estndares de servicio y a calidad de los productos. El
mantenimiento tambin debe preocuparse y tener por objeto velar por la seguridad laboral y por el
cuidado del medio ambiente. Tambin el mantenimiento debe cuidar en si la maquinaria. Estos tres
puntos encierran los aspectos de la salud fsica, financiera y competitiva de la empresa. Esto a su
vez implica que los profesionales de mantenimiento deben equiparse y capacitarse junto con sus
empleadores para poder cumplir los objetivos de mantenimiento en todos los aspectos de la
empresa.
Por ejemplo en un taller mecnico se emplean muchos
aceites y qumicos para poder realizar sus funciones a
los automviles. Es muy importante que la empresa sepa
que hacer con esos desperdicios, deben de seguir un
tratamiento y no simplemente botarlos a la basura o
alcantarillado. Se deben de tener polticas de
mantenimiento que no contaminen el medio ambiente
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 6
MXIMA 4
ANTIGUA
La mayora de los equipos son ms propensos a fallar cuando envejecen.
MODERNA
La mayora de los fallos no son ms probables cuando el equipo envejece.
Anteriormente se pensaba que exista una relacin entre las fallas y el tiempo de uso o de servicio
del equipo en cuestin sim embargo a lo largo del tiempo trascurrido el incremento de la
tecnologa u el uso d esta han creado ms variables que no se toman en cuenta a la hora de hacer
un histrico de datos, si bien es cierto para equipos de poca complejidad y en condiciones
similares la aseveracin antigua tiene respaldo y coherencia.
Para esta poca los equipos que tiene estas caractersticas son reducidos la gran mayora de
equipos de la actualidad tienen abundante cantidad de tems a evaluar lo que hace difcil llegar a
obtener un patrn de fallas ya que cada mquina tiene diferentes estados y caractersticas a lo
largo de su vida til lo que hace poco confiable comparar un estado con otro lo cual no permi te
obtener un histrico de datos.
Para tal efecto se ha desarrollado una serie de patrones que muestran diferente comportamiento
como por ejemplo: la curva de la baera, luego una curva donde se eleva la cantidad de fallos al
final de la vida til, luego una curva que crece lentamente a lo largo del tiempo, el siguiente tiene
un poca probabilidad inicial y luego un nivel constante, luego un patrn que tiene una probabilidad
constante, y por ultimo una probabilidad alta al inicio y luego una probabilidad baja y constante.
Ahora bien estudios realizados han demostrado que al menos 68% de equipos sigue una
distribucin explicada al final es decir, El patrn que comienza con una alta probabilidad para
decaer a una probabilidad baja y constante.
Estos resultados contradicen las creencias iniciales que explican que la probabilidad de fallas est
relacionada con el tiempo de servicio. Bajo esta creencia se tena en mente que se reducira la
probabilidad de fallo cuando se realizan restauraciones ms frecuentes lo cual en la realidad no se
da lo que lleva a un alto costo de mantenimiento que tiene un resultado intil en la disponibilidad
del equipo, por otra parte cada vez que se realiza una restauracin se crea la posibilidad de crear
un nuevo tem que cause un fallo y que no necesariamente una maquina al ser reparada
continuara con la misma probabilidad de fallo.
Para optimizar las inversiones realizadas en el mantenimiento es que se pas de un
mantenimiento correctivo y preventivo a un predictivo que en base de una serie de exmenes se
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 7
determina la condicin del esquipo y ms que adivinar se estudia que reparaciones si necesita la
mquina.
Concluyendo se puede afirmar que los fallos siguen una aleatoriedad tanto en el tiempo de
ocurrencia como en el tem que ocasiona el fallo y para tal efecto hay que estar listo para cualquier
eventualidad mientras los recursos alcancen
Como se muestra en la siguiente figura te tiene varios comportamiento y la mayor parte de estos el
89% son fallas que no esta relacionadas con la edad.
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 8
MXIMA 5
ANTIGUA
Para desarrollar un programa de mantenimiento exitoso es necesario disponer de buenos datos
estadsticos sobre ratios de fallos (historial).
MODERNA
Las decisiones sobre el control de fallos de los equipos casi siempre tendrn que ser tomadas con
datos inadecuados sobre ratios de fallo.
La cantidad de personas que se desarrollan en el campo del mantenimiento toman como mejor
referencia para realizar polticas y estrategias los datos histricos de eventualidades y fallos de
sus plantas y como ya se demostr en el paradigma anterior es imprudente tomar en cuenta datos
que de por si son poco fiables.
Dimensin de la muestra y evolucin
Ya que las maquinarias no son puestas en marchar simultneamente lo que ocasione que los
datos tomados no son suficientes para generalizar los resultados al resto de la maquinaria. Otro
punto de vista a tomar en cuenta es el constante cambio que sufren las maquinarias a la largo de
su vida til lo que quiere decir que una configuracin especifica solo dura un tiempo reducido lo
que no permite comparar los datos con sucesos anteriores ya que la configuracin ha cambiado.
Complejidad
En una planta se tiene el manejo de gran cantidad de equipos y maquinaria y cada uno tiene una
configuracin y estado de fallas distinto y de distinta ndole lo cual no permite desarrollar una
descripcin analtica completa
Informacin de los fallos
En una empresa se presenta diferentes situaciones de fallos mientras uno poltica dicta retirar o
sacar de servicio una maquinaria porque es probable que falle entra parte solo re retirar cuando
falle, siendo en ambos casos la misma maquinaria.
Esta situacin tiene como resultado dos series de datos muy distintas aunque a primera vista
podran per tener al mismo histrico de datos.
La contradiccin total
Si nuestro histrico de datos se actualiza constantemente con nuevos datos esto lleva a pensar
que no se est haciendo actividades de prevencin o por lo menos no son efectivas ya que existe
gran cantidad de fallos que se registran.
Un punto de vista importante es que se desarrollen polticas en base a estos histrico de datos y
por encima de ellos se determine estadsticamente el porcentaje de fallos que podran provocar
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 9
muertes, lo que nos lleva a pensar que el valor de la vida de un hombre es cuantificable y
aceptable bajo la menor estadstica sin embargo es absurdo solo pensado, la vida de un hombre
no tiene precio.
Pero como disear policas si no se toma en cuenta los histricos de datos que son compuestos de
una serie de acontecimientos dentro de ellos accidentes y muertes que son analizados
sistemticamente con el fin de corregir los errores y predecir algunos otros, lo contradictorio es que
no se pueden analizar sucesos que no ocurrieron por lo tanto se tiene que esperar un suceso
funesto para lograr obtener informacin en otras palabras el costo de un vida es necesario para
lograr establecer polticas.
Para aumentar la contraccin y teniendo como base lo anterior dicho se puede hacer anlisis de
fallas cuando se dan y estas tenemos permitido tenerlas si no son crticas, por esa razn se toleran
pero por la misma razn es insulso gastar recursos en maquinarias que no son crticas a pesar de
la gran cantidad de datos.
Como podemos observas los causantes de accidentes ms alto son altos son maquinarias y
equipos junto con herramientas lo cual nos lleva a la conclusin que estos accidentes han
provocado que las empresas se preocupen por estos incidentes luego de haber ocurrido y no antes
con lo cual la generacin de polticas se vuelve reactiva y no proactiva ya que tiene como base la
acumulacin de informacin que asu vez es reunida a partir de incidentes de este tipo por lo tanto
si no ocurrieran este tipo de incidentes existiran policas para contrarrestarlas?
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 10
MXIMA 6
ANTIGUA
Hay tres tipos bsicos de mantenimiento: Predictivo - Preventivo - Correctivo
MODERNA
Hay cuatro tipos bsicos de mantenimiento: Predictivo - Preventivo - Correctivo Detectivo
Se han desarrollado una gran cantidad de estrategias en base a los mantenimientos predictivo,
preventivo y correctivo. A lo largo del tiempo se ha enfocado en solo estas tres formas de
contrarrestar las fallas y cada una de ellas es importante.
Pero se ha djalo de lado una serie de actividades de mantenimiento que no pertenecen a ningn
grupo de los mantenimientos antes mencionados, nos referimos a las actividades detectivas, o
verificacin funcional y se busca determinar si algo ha fallado.
Este tipo de mantenimiento es muy importante realizarlo porque da a conocer fallos que no saltan
a la vista o que estn ocultos. Bajo esta premisa el 40% de los fallos son categorizan como fallos
ocultos por otra parte solo el 20% de todos los fallos son posibles de monitorear y verificar su
condicin y an ms alomarte que solo la mitad de estos fallos son rentables desde el punto de
vista de mantenimiento.
Para tales estadsticas an falta aclarar que las estrategias establecidas en un programa de
mantenimiento solo atienden a un tercio de las fallas ocurridas en
planta
Ejemplo: si se revisan las bolsas de aire de un automvil para
constatar si funcionan, esta actividad no es un mantenimiento
correctivo, preventivo o predictivo sin embargo se realiza para evitar
una catstrofe.
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 11
MXIMA 7
ANTIGUA
La frecuencia con que se realizan las tareas a-condicin-de debe basarse en la frecuencia de la
falla y/o la criticidad del tem.
MODERNA
La frecuencia con que se realizan las tareas a-condicin-de debe basarse en la duracin del
perodo de desarrollo de la falla (tambin conocido como tiempo de demora hasta la falla
intervalo P-F).
Se tiene establecido de actividades predictivas debe estar relacionada directamente con la
frecuencia de fallos y su criticidad. Ambas no son ciertas por una simple razn las fallas no se
producen repentinamente, es decir que la falla tiene un periodo de desarrollo desde que se
presenta los primeros sntomas hasta que provoca una falla en s mismas, en este tiempo es
posible detectar la falla bajo actividades de monitoreo.
Las primeros sntomas se les denomina fallo potencial (P) y su desarrollo culmina en una falla
funcional o la falla en si mismas (F), mayormente conocida como intervalo P-F
En este periodo de tiempo se puede tomar acciones para que no contine la falla y es en base a
este periodo de tiempo con que se debe establecer la frecuencia de actividades de mantenimiento
predictivo, dicha frecuencia puede ser establecida bajo varias unidades de medicin ya sean
tiempo (desde minutos hasta aos) o siclos de trabajo (al final de un turno de trabajo).
Por lo general se establece periodos de tiempo de que encuentras en la mitad del intervalo P-F. Lo
que permite encontrar la falla y permitir desarrollar acciones contra esta para evitar el fallo
funcional.
Pero puede elegirse diferentes fracciones del intervalo P-F pero se tiene que tomar en cuenta que
si el intervalo P-F es demasiado corto para un chequeo o si el intervalo es demasiado corto para
tomar acciones.
Ejemplo
Si fallan los palieres de auto que son componentes
del sistema de direccin y suspensin estos
empiezan a fallar 1 ao antes (aproximadamente y
dependiendo el uso del auto) pero comienzan a
producir ruido 6 meces antes de producirse la falla,
este periodo de tiempo suficiente para intervenir el
vehculo y repara los palieres evitando un
accidente
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 12
MXIMA 8
ANTIGUA
En caso de ser tcnicamente factible tanto una tarea de restauracin o reemplazo a intervalos fijos
(preventiva), como una tarea a condicin de (predictiva), generalmente la primera es ms
econmica y efectiva que la basada en la condicin.
MODERNA
En caso de ser tcnicamente factible tanto una tarea de restauracin o reemplazo a intervalos fijos
(preventiva), como una tarea a condicin de (predictiva), sta ltima es generalmente ms
econmica y efectiva a lo largo de la vida del activo.
En la prctica restauramos o reemplazamos componentes que eventualmente sobreviviran un
tiempo ms. Este tiempo podra ser de 30%: es decir que por decisin limitamos la vida til de los
componentes sujetos a mantenimiento preventivo. A pesar del programa de mantenimiento
preventivo ocurren fallos ms o menos frecuentes por tardar en la restauracin o reemplazo por
haber llegado o sobrepasado el lmite probable de vida til, es decir sobre-estimando la vida til
del componente. Entonces del 10 al 30% de sobre-mantenimiento implica un costo intil de 20% en
repuestos y otro tanto en mano de obra y dems costos necesarios para instalarlos.
Con un mantenimiento predictivo, en cambio, slo se proceder a la intervencin a condicin de
que es necesaria, ahorrando el exceso de repuestos y mano de obra para su instalacin y al
mismo tiempo asegurando de no tardar para la intervencin.
Existe toda la gama de elementos vlidos y necesarios para el Mantenimiento Predictivo: Vibracin,
Termografa, Anlisis de lubricante, etc. Lo importante es que si queremos ser costo-eficientes,
debemos analizar cada modo de fallo para asegurarnos que la solucin propuesta para ese modo
de fallo es la mejor alternativa.
Encontramos casos frecuentes en que el mantenimiento predictivo es tcnicamente viable, sin
embargo no merece la pena realizarlo. Es decir que el costo de efectuar la prediccin, ser mayor
que el costo de dejar que la falla ocurra. Entonces no debe ser realizado salvo que traiga consigo
otros fallos secundarios cuyas consecuencias sean inadmisibles (por seguridad, medio ambiente o
costos operativos).
Ejemplo:
En el caso del reemplazo de una leva que sufre considerable desgaste. La frecuencia
preestablecida en funcin de la supuesta vida til del elemento es cada seis meses, es decir se
reemplaza la leva cada seis meses sin tener en cuenta la condicin en la que se encuentra.
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 13
Se muestra claramente la ventaja del predictivo es ms econmico que el preventivo.
MXIMA 9
ANTIGUA
Los incidentes serios, accidentes catastrficos que implican fallos mltiples de equipos,
generalmente son el resultado de mala suerte actos de Dios, y por lo tanto son inmanejables.
MODERNA
La probabilidad de un fallo mltiple es, en buena medida, una variable manejable, especialmente
en sistemas protegidos.
Anteriormente se tena la idea que era imposible analizar los sistemas industriales a detalle de tal
forma que se pudieran controlar o manejar los riesgos y las fallas, esto era costoso.
Existen actualmente herramientas que determinan probabilidades acumuladas de fallos y niveles
de riesgo en sistemas complejos. A medida que nuestros equipos se vuelven ms complejos, la
cantidad de formas en las que pueden fallar es grande. Para eliminar (o al menos reducir) estas
consecuencias, cada vez se usan ms dispositivos de proteccin automticos.
Considerar fijos los fallos de la funcin protegida y los fallos del equipo de proteccin hace que se
tenga la idea que los fallos mltiples sean manejables con modificar el sistema, respaldndolo con
ms proteccin o reemplazando componentes por otros ms confiables.
Pero se ha demostrado que tambin se pueden controlar estas fallas mltiples utilizando polticas
adecuadas de mantenimiento sobre la funcin protegida y el equipo de proteccin haciendo
manejable sus probabilidades de falla.
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 14
No se tiene un rango de probabilidad de riesgo aceptable, la decisin depende del nivel de
consecuencias, normas dadas por una autoridad o por las personas que utilizan los sistemas.
Ejemplo:
Considere un puente gra que trabaja en un depsito de productos inflamables. Si se produjera un
cortocircuito o una sobrecarga del circuito elctrico que genere un chispazo y no existiera ninguna
proteccin, podra producirse un incendio que destruyera el depsito, las instalaciones y casas
vecinas y probablemente cause vctimas fatales.
Esto puede evitarse de dos maneras:
Implementando una rutina de mantenimiento proactivo integral diseado para prevenir la
falla del circuito elctrico del puente gra.
Instalando una proteccin como ser fusibles, llaves termo-magnticas o disyuntores que
desconecten el circuito lo antes posible o detectores de humo que disparen una alarma o
accionen un sistema para combatir el fuego. En el primer caso, la nica consecuencia de
un cortocircuito es una breve detencin de la mquina mientras se corrige el problema, con
lo que la poltica de mantenimiento ms costo-eficaz podra ser simplemente dejar se
produzca la sobretensin. Pero esta poltica slo es vlida mientras que el mecanismo de
proteccin funcione eliminando o minimizando las consecuencias, con lo que debe hacerse
lo necesario para asegurar que esto suceda as.
En la figura se puede observar esta supuesta falla en la conexin elctrica lo cual origina una falla
en cadena.
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 15
MXIMA 10
ANTIGUA
La forma ms rpida y segura de mejorar el comportamiento de un activo existente que no es
confiable es mejorar su diseo.
MODERNA
Casi siempre es ms costo-eficaz tratar de mejorar el comportamiento de un activo no confiable
mejorando la forma en que es operado y mantenido, revisando el diseo slo si tal solucin no
logra el comportamiento deseado.
Al momento de realizar las actividades de mantenimiento para los activos descubrimos cuntos
problemas se pudieron evitar si estos activos se hubiesen diseado de una manera diferente, pero
debemos analizar si esto realmente es la mejor decisin, o posiblemente es que al activo no se le
realizan prcticas de mantenimiento adecuadas.
Antes de optar por rediseo, se deben analizar algunos aspectos:
El tiempo que lleva la modificacin, el costo y la complejidad del rediseo.
Adecuar las actividades de mantenimiento a la realidad, condiciones y estado actual del
activo.
No hay garanta que el nuevo diseo cumpla con la funcionalidad esperada.
Distinguir diseo deseable con diseo indispensable o factible.
En conclusin, no es que no se deba decidir por el rediseo, sino que no se debe considerar esa
alternativa como la nica o la principal, se debe analizar ms profundamente otras opciones. Hay
casos en que aun realizando un programa de mantenimiento adecuado y bien definido para el
activo no se llega a la meta esperada, es entonces donde se toma otras opciones en las cuales se
llegara al rediseo.
Ejemplo:
Se cuenta con una fresadora en una industria metal-mecnica y las estadsticas nos informan que
esta mquina falla cada cuatro meses. El personal de produccin con gran frecuencia se encuentra
con estos inconvenientes de falla y reporta al rea de mantenimiento. El jefe de mantenimiento
muy molesto y cansado cada cuatro meses tiene que realizar las acciones de correccin
respectivas, llegando a la conclusin de que el diseo de la fresadora est equivocado y propone a
logstica gestione el rediseo de este equipo.
Logstica le brinda el presupuesto que se tiene a disposicin y el precio que costar dicho rediseo.
Sin embargo recientemente a la empresa haba ingresado un estudiante de ingeniera industrial
para hacer prcticas al rea de mantenimiento, l enterado de este suceso propone modificar las
polticas de mantenimiento en esa fresadora especfica para as hacer un anlisis de costos en
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 16
comparacin con la propuesta de rediseo. Al hacer las modificaciones adecuando correctamente
el programa y acciones de mantenimiento para el equipo, se increment la disponibilidad del
equipo, llegando a la conclusin que fue ms eficiente realizar un mejor programa de
mantenimiento que el optar por el rediseo.
MXIMA 11
ANTIGUA
Para la mayora de los activos pueden desarrollarse polticas genricas de mantenimiento.
MODERNA
Las polticas genricas solamente deben aplicarse en activos idnticos cuyo contexto operacional,
funciones y parmetros de prestacin deseados tambin sean idnticos.
Los programas de mantenimiento genricos son solamente aplicables en equipos con igual
contexto operativo, funciones y estndares de rendimiento porque al aplicarlos en diferentes
condiciones la poltica genrica de mantenimiento no logra su pleno potencial manifestndose en
averas espontneas tambin disminuyendo la disponibilidad del equipo y por consiguiente la
produccin de la empresa no ser la esperada.
Estas condiciones diferentes en equipos iguales demandan exigencias totalmente distintas por lo
que prcticamente se los considerara a los equipos ya no como tal y por lo tanto los programas de
mantenimiento tambin lo sern.
El aplicar una poltica genrica de mantenimiento a equipos iguales en condiciones diferentes, es
como mandar a hacer un terno en un sastre, tiene que ser a la medida; porque no es lo mismo
hervir agua en Arequipa que hervir agua en Caman.
Las situaciones que se deben tomar en cuenta para aplicar una poltica de mantenimiento en
activos similares son:
Los activos son los mismos pero las funciones que realizan tienen distinta exigencia en
calidad.
Los activos son los mismos y tienen diferente posicionamiento
Los activos son los mismos pero tienen funciones diferentes
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 17
Los activos son los mismos y las consecuencias en sus fallas son diferentes.
Ejemplo:
Consideremos el mismo equipo de marcado de tarjeta en la asistencia de los trabajadores en la
minera Southern Per. Un equipo se posiciona en Ilo (fundicin) y el otro equipo se ubica en
Cuajone (mina), ambos equipos iguales. El plan de mantenimiento no ser el mismo por lo que en
Ilo al ser costa es un ambiente de alta humedad, por el contrario en Cuajone no sucede lo mismo.
Otro aspecto a considerar es la cantidad de uso que se le da (exigencia en funcin y calidad), esto
depende del nmero de trabajadores que laboran y la poltica administrativa en cada zona. Con
esto se tendr un cuidado especial al momento de practicar polticas genricas en activos iguales.
MXIMA 12
ANTIGUA
Las polticas de mantenimiento deben ser elaboradas por directores y gerentes y los planes de
mantenimiento establecidos por especialistas calificados o por contratistas externos (concepto de
arriba hacia abajo).
MODERNA
Las polticas de mantenimiento deben ser establecidas por las personas que estn ms cerca de
los activos. La responsabilidad de la Direccin y Gerencia es de proveer las herramientas que les
permitan tomar las decisiones correctas y asegurar que esas decisiones sean sensatas y
defendibles.
Tanto el paradigma antiguo y moderno en mi punto de vista deben ir de la mano, ya que ambas
buscan un objetivo comn. Los directores y gerentes, especialistas muy capacitados y las
personas que trabajan en planta deben unir y sumar sus esfuerzos en una misma direccin,
aplicando uno de los pilares del TPM que es la mejora orientada.
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 18
En muchas ocasiones el departamento de planificacin se encarga de la recopilacin de
programas de mantenimiento para todas las instalaciones de una planta donde ponan mucha
entrega en su trabajo dedicando mucho esfuerzo, tiempo y energa, pero en muchos casos dichos
programas funcionaban en teora, sin embargo al momento de llegar a la prctica (ponerla en una
planta), fracasaba. Esto se deba a dos motivos principales:
Validez tcnica: esto nos hace referencia a los encargados de la planificacin de estos
programas, que no eran hombres que se encontraban en un contacto permanente con las
mquinas y equipos, por este motivo es que ellos no son lo suficientemente capacitados para
realizar estos programas por su manera de pensar que no siempre se acoplaba a la realidad,
muchas veces con un conocimiento incompleto o inadecuado. Y como consecuencia final se
encuentra que las personas encargadas de ejecutar y poner en prctica estos programas lo
encontraban incorrecto o irrelevante.
Esto nos muestra que al realizar un programa de mantenimiento debe ser realizado tanto por
hombres encargados de la planificacin junto a hombres que ejecutan y llevan a la prctica este
programa, para lograr con esto un entendimiento entre ambas partes sobre cmo es que funciona
en la realidad.
Pertenencia: en muchas ocasiones los supervisores como los operarios consideran a los
programas de mantenimiento como un papel burocrtico cuyo uso es poco efectivo, donde
muchas veces al momento que llega a la planta eran devueltos por que se vea que no estaba
enfocado a la realidad, podemos notar de ello que hay una falta de inters de ambas partes, ms
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 19
aun de los trabajadores en planta. Entonces lo que se tiene que mejorar es la total participacin, y
para eliminar esa falta de participacin se incorpora al proceso de determinacin de estrategias de
mantenimiento a las personas que trabajen con las mquinas y equipos, ya que ellos son los ms
capacitados en saber cmo es que funcionan dichas mquinas, que es lo que falla, y que acciones
tomar para repararlo.
Lo ideal es hacer que en las reuniones siempre participen los operarios para que puedan dar sus
puntos de vista y sus propuestas de mejora a diferentes problemas, con ello se obtendrn
programas de mantenimiento de validez tcnica superior a lo pensado, tambin en el momento de
obtener los resultados, todos se identificaran con estos resultados con lo cual no solo crece la
organizacin, sino que tambin crece mi recurso humano
MXIMA 13
ANTIGUA
El departamento de mantenimiento puede desarrollar un programa de Mantenimiento exitoso y
perdurable por su cuenta.
MODERNA
Un Programa de Mantenimiento slo puede ser exitoso y perdurable si es desarrollado por
Mantenimiento y Usuarios de los activos, trabajando juntos.
En este paradigma estamos ms de acuerdo con la mxima moderna ya que nos habla de un
trabajo en equipo. Como sabemos Mantenimiento trata de asegurar que los activos continen
funcionando de acuerdo con los parmetros de funcionamiento que son requeridos por los
usuarios, estos usuarios son las personas de Produccin u Operaciones.
Como estudiamos en el pilar del TPM que nos habla sobre el mantenimiento autnomo. Hoy en
da podemos ver que si ocurre un problema, el rea de mantenimiento culpa al rea de produccin
por la ocurrencia de este problema, y lo mismo ocurre en el rea de produccin que culpa al rea
de mantenimiento, sin embargo de quien es la culpa?
Ambos departamentos deben definir claramente y consensuar sus respectivas funciones y derribar
las barreras entre ellos a travs de la mutua confianza y apoyo. Este es el nico modo de crear un
lugar de trabajo libre de fallos y dificultades.
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 20
Entonces la mxima moderna de mantenimiento empieza preguntndole a los usuarios sobre qu
es lo que ellos quieren, ya que ellos son nuestros usuarios, entonces debemos satisfacer sus
necesidades con objetividad con lo requerido.
Aqu nuevamente hacemos mencin a una filosofa muy importante en mantenimiento, el TPM
(Mantenimiento Productivo Total) el Total nos hace referencia a que debe unir esfuerzos toda la
planilla de la organizacin, debe apoyar tanto mantenimiento, usuarios, y todos en la organizacin
para lograr un nivel de productividad lo ms alto posible en el uso de maquinarias, equipos, etc.
Para lograr a satisfacer las necesidades de nuestros clientes es importante que ellos estn
dispuestos a especificar de manera clara, objetiva y con mucha precisin lo que requieren, es su
accin a realizar para que mantenimiento asegure el cumplimiento de lo requerido. Es
importantes que tanto usuarios y mantenimiento deben verificar que el activo sea capaz de cumplir
con los requerimientos.
Se tiene que buscar trabajar de manera ordenada, clara y en equipo entre el mantenimiento y los
usuarios, ah se notara una gran disminucin de perdidas, y el cumplir nuestros programas de
mantenimiento exitoso y perdurable
Si se logra la participacin en todas las etapas del proceso, esa notable barrera rpidamente
desaparece entre los dos departamentos que entonces comienzan a funcionar generalmente por
primera vez como un verdadero equipo.
MXIMA 14
ANTIGUA
Los fabricantes y proveedores de equipos estn en las mejores condiciones para desarrollar
programas de mantenimiento para nuevos activos fsicos.
MODERNA
Los fabricantes y proveedores de equipos solamente pueden desempear un papel limitado
aunque importante en el desarrollo de programas de mantenimiento.
Es obvio que la labor del fabricante como la del proveedor es fundamental para el desarrollo de
programas de mantenimiento, ya que ellos son los que ms conocen diferentes caractersticas que
presentan los equipos, piezas que usan, problemas que pueden presentar. Sin embargo en la
realidad podramos mencionar que cumple un papel limitado ya que los programas de
mantenimiento que desarrollan son muy genricos y muchas veces poco analticos.
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 21
Cuando compramos un activo, empieza cuando hacemos el pedido al proveedor, y se debe asignar
un programa de mantenimiento que est incluida en la compra. El fabricante se supone que est al
tanto del equipo y posee todo conocimiento del mismo y puede desarrollar un programa de
mantenimiento adecuado para sus equipos.
Pero lo que se ve en realidad por lo general es que el proveedor no cuenta con mejor informacin
que los programadores de mantenimiento respecto a un contexto operacional del equipo, como
parmetros de funcionamiento requerido, modos de fallo y efectos propios del contexto
operacional, las consecuencias de los fallos y habilidad con la que operan y mantienen los equipos.
Lo cual mucho de los fabricantes desconoce estos aspectos. Por ello el resultado es que los
programas desarrollados por los fabricantes son muchas veces genricos.
Hay que tener en cuenta que hay otros factores externos que puedan pasar desapercibido, por
ejemplo cuando los fabricantes de equipos especifican los programas de mantenimiento que tienen
un objetivo beneficioso para ellos y no para el comprador, un claro ejemplo es cuando la nica
intencin del fabricante es vender repuestos, otro caso tambin es cuando los fabricantes
comprometen los recursos para que ellos se hagan cargo del mantenimiento.
Cuando existen estos tipos de objetivos, y si aumentamos a ello un desconocimiento de contextos
operacionales conlleva a que programas de mantenimiento suministrado por proveedores tenga
una alta tendencia al sobre mantenimiento. Cabe resaltar que no todos los fabricantes tienen esa
expectativa ya que alguno si buscan ofrecer ejecutar un mantenimiento y proteccin con total
honestidad y profesionalismo.
En la actualidad los profesionales del mantenimiento ven estas diferentes situaciones, sin embargo
se continua el proceso de solicitar al proveedor programas de mantenimiento, muchas veces para
seguir contando con la garanta y con el respaldo del vendedor.
Como indica en el resumen de este mximo, nos menciona sobre un grupo de usuarios, quienes
resuelven este problema aplicando un enfoque diferente a lo normal pero a la vez que resulta lo
ms conveniente para nosotros, ya que solicitan al fabricante la participacin de tcnicos que
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 22
tengan los conocimientos del trabajo en campo y con los conocimientos requeridos para que
puedan trabajar conjuntamente con las personas que son las que operan y se encargan del
mantenimiento de los equipos en el dio a da para que as, con el trabajo en equipo se puedan
desarrollar programas satisfactorios para ambas partes
MXIMA 15
ANTIGUA
Es posible encontrar de entrada una solucin rpida para nuestros problemas de eficacia del
mantenimiento.
MODERNA
Los problemas del mantenimiento obtienen su mejor solucin trabajando en dos etapas:
1. Cambiando la forma en que las personas piensan,
2. Logrando que apliquen esa nueva manera de pensar, a la resolucin de problemas
tcnicos de proceso - un paso por vez.
Los problemas de mantenimiento no deben ser resueltos de mala manera o hacerlo por hacer.
Debemos de cortarlos de raz, ya que si no lo hacemos de esta forma volveremos a tener los
mismos problemas en un futuro, lo ms seguro es que en un futuro cercano. Para analizar causas
existen muchos mtodos conocidos como los ya revisados en clases, hay diferentes diagramas y
cuadros que nos ayudan, tales como el diagrama de Pareto, realizar la espina de pescado o
diagrama de causa y efecto, diagramas de Gantt, entre otros.
Si nos enfocamos como dice la mxima antigua a encontrar una solucin rpida a nuestros
problemas, lo ms probable es que solucionemos solo por el momento, pero eso no nos garantiza
la confiabilidad que pueda presentar mi equipo. Nos damos cuenta que hay muchas mximas que
deben cambiar las organizaciones tradicionales para poder adoptar a las mximas modernas,
como este caso, pero es obvio que no se logra de un da para el otro, sino que toma un tiempo. El
problema en muchas empresas es que es ms lo que se preocupan por cuanto tiempo tardare en
implementar los cambios, o cunto dinero tendr que gastar, el cual no es un gasto sino una
Gestin del Mantenimiento Universidad Catlica San Pablo
Pgina 23
inversin para la organizacin. Debe haber un cambio desde la parte ms alta de la organizacin,
es ah tambin donde empieza el gran cambio y cuando ellos hayan entendido capacitar a todos en
la empresa a que abran sus mentes y piensen en lo que realmente es bueno para todos.
Hay diferentes factores que me impiden avanzar tales como cuando las empresas quieren obtener
resultados lo ms antes posible, o cuando nos vemos metidos en presiones financieras o legales y
la constante presin de la competencia, todo esto conlleva a caer en una trampa mortal, esta es el
de caer en atajos. Una atajo es senda o lugar por donde se abrevia el camino, procedimiento o
medio rpido, que muchas veces nos ayudan a salir de un problema, sin embargo no siempre es el
mejor camino a tomar, y por consiguiente me llevara a caer en serios problemas.
Por ello el optar por tomar atajos en mantenimiento no es una buena opcin, no hace mi proceso el
ms seguro y confiable. Por ello lo mencionamos como contraproducente, ya que un atajo igual
toma un tiempo, el cual es destinado a reinventar acciones en vez de arrancar con la tarea de
mejorar el desempeo de los activos desde el principio y evitar problemas futuros. Tambin porque
los atajos acaban en sub optimizaciones lo cual hace que no se note los cambios que buscamos o
que estos cambios no ocurran del todo como es lo que esperamos.
El xito ser seguro si se empieza eliminando nuestros problemas uno a uno, sin saltar ni obviar
ninguno por ms mnimo e insignificante que sea, y hoy en da contamos con filosofas nuevas,
herramientas para lograr el cambio, sistemas de calidad entre otros para lograr objetivos
planteados.
También podría gustarte
- Proyecto de SIMULACIONDocumento11 páginasProyecto de SIMULACIONYordi DiazAún no hay calificaciones
- Acordes para BajoDocumento97 páginasAcordes para BajoJavier Bello Carrillo89% (9)
- IM TF Final 1Documento30 páginasIM TF Final 1Yordi DiazAún no hay calificaciones
- Analisis de Refrigerante de CarroDocumento18 páginasAnalisis de Refrigerante de CarroYordi DiazAún no hay calificaciones
- Comp Araci OnDocumento10 páginasComp Araci OnYordi DiazAún no hay calificaciones
- Factores de ProductividadDocumento12 páginasFactores de ProductividadYordi Diaz0% (1)
- 8 Sistema de Gestion de La CalidadDocumento134 páginas8 Sistema de Gestion de La CalidadRubi Peña SuncionAún no hay calificaciones
- TrabaDocumento25 páginasTrabaYordi DiazAún no hay calificaciones
- TrabaDocumento20 páginasTrabaYordi DiazAún no hay calificaciones
- IM TF Final 1Documento30 páginasIM TF Final 1Yordi DiazAún no hay calificaciones
- Monografia AdmiiDocumento23 páginasMonografia AdmiiYordi DiazAún no hay calificaciones
- Mantenimientoindustrial Vol1 Sistematico PDFDocumento6 páginasMantenimientoindustrial Vol1 Sistematico PDFRodrigo Efe Ferreira Soto100% (1)
- Trabajo MC Donald'sDocumento12 páginasTrabajo MC Donald'sYordi DiazAún no hay calificaciones
- Conservación de AlimentosDocumento169 páginasConservación de AlimentosIgnacio MarínAún no hay calificaciones
- MINCETURDocumento65 páginasMINCETURpercysantiagoAún no hay calificaciones
- Libro BI Competir Con InformacionDocumento393 páginasLibro BI Competir Con InformacionYordi DiazAún no hay calificaciones
- Codigo de Colores y SeñalizacionDocumento4 páginasCodigo de Colores y SeñalizacionEdwin Quina ValenciaAún no hay calificaciones
- Laboratorio N°04 - Ley de OhmDocumento18 páginasLaboratorio N°04 - Ley de OhmRod WilmerAún no hay calificaciones
- Presentacion RRMFADocumento3 páginasPresentacion RRMFAAlejandro PerezAún no hay calificaciones
- XXXXXXX CDocumento22 páginasXXXXXXX CFritz CcamsayaAún no hay calificaciones
- Manual Autocad I Ing Electrica PDFDocumento48 páginasManual Autocad I Ing Electrica PDFDavid UquicheAún no hay calificaciones
- Mercado VitivinícolaDocumento27 páginasMercado VitivinícolaAlejandro RavazzaniAún no hay calificaciones
- AUDITORIA Agencias CalificadorasDocumento3 páginasAUDITORIA Agencias CalificadorasJhojana Honorio FerroAún no hay calificaciones
- 2 RISC y CISC - En.es PDFDocumento21 páginas2 RISC y CISC - En.es PDFGerald AburtoAún no hay calificaciones
- PROYECTO EMPRENDIMIENTO PROFESIONAL-FASE 1 - 1 - Tagged (2)Documento6 páginasPROYECTO EMPRENDIMIENTO PROFESIONAL-FASE 1 - 1 - Tagged (2)YULY ARACELI SALAS GALVEZAún no hay calificaciones
- Amortizacion - 2022-12-03T170825.442Documento2 páginasAmortizacion - 2022-12-03T170825.442Sergio GomezAún no hay calificaciones
- Formulario 790 007 SGMP Es Es-Auxilio-judicialDocumento4 páginasFormulario 790 007 SGMP Es Es-Auxilio-judicialSarita SanchezAún no hay calificaciones
- Diagrama de Bloques PEPSUDocumento24 páginasDiagrama de Bloques PEPSUFender UgaldeAún no hay calificaciones
- Costos y Presupuestos BDocumento21 páginasCostos y Presupuestos BAlejandro Cruz Bayona100% (1)
- Reglamento Interno de Segutidad y Salud en El TrabajoDocumento16 páginasReglamento Interno de Segutidad y Salud en El TrabajothaniaAún no hay calificaciones
- Absuelo Acuasacion Velasquez Ultimoo (Autoguardado)Documento32 páginasAbsuelo Acuasacion Velasquez Ultimoo (Autoguardado)Jossimar Bocanegra100% (1)
- Ejecucion de Credito Fiscal MonografiaDocumento2 páginasEjecucion de Credito Fiscal MonografiaYUCUYARAún no hay calificaciones
- Código de Comercio VenezolanoDocumento7 páginasCódigo de Comercio VenezolanoIsabel Herrera67% (3)
- DIRECTORIODocumento59 páginasDIRECTORIORodrigo Enrique Maldonado Flores100% (1)
- Tema5. Fuentes de Corriente y Cargas Activas.Documento14 páginasTema5. Fuentes de Corriente y Cargas Activas.saiwor100% (3)
- Medicina Familiar 4Documento9 páginasMedicina Familiar 4IGNACIO ALEJANDRO GONZÁLEZ GUTIÉRREZAún no hay calificaciones
- Instructivo 1 Programacion y ReprogramacionDocumento65 páginasInstructivo 1 Programacion y ReprogramacionDaniela GarcíaAún no hay calificaciones
- NB Matematicas - Financieras p1 U1 Clas2 Taller - 1Documento3 páginasNB Matematicas - Financieras p1 U1 Clas2 Taller - 1Vanessa LopezAún no hay calificaciones
- Certificacion Gestion Integral Del Riesgo de DesastresDocumento2 páginasCertificacion Gestion Integral Del Riesgo de Desastresricardo martinezAún no hay calificaciones
- Modelo Operativo de Estimación de Recarga y EvapotranspiraciónDocumento8 páginasModelo Operativo de Estimación de Recarga y EvapotranspiraciónJuan José Aparicio PorresAún no hay calificaciones
- Guia Octavo Sistema ExcretorDocumento6 páginasGuia Octavo Sistema ExcretorDaniella Alejandra Moya SaavedraAún no hay calificaciones
- Congreso de La Republica: El PeruanoDocumento1 páginaCongreso de La Republica: El PeruanoDiario Oficial El PeruanoAún no hay calificaciones
- Capacidad de Un ProcesoDocumento4 páginasCapacidad de Un ProcesoStefy MosqueraAún no hay calificaciones
- Carbonatos CristalografiaDocumento35 páginasCarbonatos CristalografiaGiancarlo Centurion CamachoAún no hay calificaciones
- Introducción A La Elaboración Del Presupuesto de CapitalDocumento26 páginasIntroducción A La Elaboración Del Presupuesto de CapitalRayza AcuñaAún no hay calificaciones
- Quartus IIDocumento34 páginasQuartus IIVictor MargueizAún no hay calificaciones