También podría gustarte
- 3.1 Deshidratación Con Glicol - DiseñoDocumento52 páginas3.1 Deshidratación Con Glicol - Diseñohugohelo100% (1)
- Balance de materia orientado a procesosDe EverandBalance de materia orientado a procesosAún no hay calificaciones
- Wabco FrenosDocumento34 páginasWabco Frenosemilio AlonsAún no hay calificaciones
- Proceso de DeshidrataciónDocumento52 páginasProceso de DeshidrataciónEly RodvasAún no hay calificaciones
- Procesos Del GasDocumento70 páginasProcesos Del GasCeleste LugoAún no hay calificaciones
- Deshid 1Documento48 páginasDeshid 1Carlos E. Lam Rodríguez100% (1)
- Normas Imcoc - Clima Organizacional PDFDocumento34 páginasNormas Imcoc - Clima Organizacional PDFdianamorabonillaAún no hay calificaciones
- Estudio de Caso #1 Planta de Procesamiento de Gas Natural - Ajuste de Dew PointDocumento43 páginasEstudio de Caso #1 Planta de Procesamiento de Gas Natural - Ajuste de Dew PointpsycopaulAún no hay calificaciones
- Gas Natural Licuado (GNL)Documento105 páginasGas Natural Licuado (GNL)Zeugirdor YddurAún no hay calificaciones
- Tesis Gas NaturalDocumento173 páginasTesis Gas Naturalnandito2011100% (3)
- Tecnología TurboexpanderDocumento6 páginasTecnología TurboexpanderVanessa GuerraAún no hay calificaciones
- Deshidratacion (Diapositivas)Documento60 páginasDeshidratacion (Diapositivas)adolfoAún no hay calificaciones
- Acrostic OsDocumento4 páginasAcrostic OsIng. Dante Omar Panta Carranza0% (1)
- Descripción Del Proceso de La Planta de Turbo Expander de La Planta Separadora de Rio GrandeDocumento5 páginasDescripción Del Proceso de La Planta de Turbo Expander de La Planta Separadora de Rio GrandeRobertoCarlosDaza100% (4)
- DeshidratacionDocumento65 páginasDeshidratacionCamilo Moreno100% (2)
- Ajuste de Punto de Rocio de HCDocumento46 páginasAjuste de Punto de Rocio de HCdanielh776Aún no hay calificaciones
- Optimización de Unidad de Estabilización de Condensados de Gas NaturalDocumento7 páginasOptimización de Unidad de Estabilización de Condensados de Gas NaturalJorge Rodriguez HerreraAún no hay calificaciones
- Grupo 4 Regeneracion Del GlycolDocumento9 páginasGrupo 4 Regeneracion Del GlycolpattosolangAún no hay calificaciones
- Ajuste de Punto de Rocio Gas NaturalDocumento6 páginasAjuste de Punto de Rocio Gas NaturalCamila PardoAún no hay calificaciones
- Extracción de Líquidos Del Gas NaturalDocumento55 páginasExtracción de Líquidos Del Gas NaturalRodrigoAún no hay calificaciones
- Planta Dew PointDocumento5 páginasPlanta Dew Pointjuan carlos suaAún no hay calificaciones
- Planta Dew PointDocumento9 páginasPlanta Dew PointVanessa GuerraAún no hay calificaciones
- FS - U4 - 401B - Control Del Punto de RocioDocumento37 páginasFS - U4 - 401B - Control Del Punto de RocioJorge Torrez Rojas100% (2)
- Unidad de MegDocumento7 páginasUnidad de MegNicandroGonzalesAún no hay calificaciones
- Fraccionamiento PDFDocumento38 páginasFraccionamiento PDFFabiolaVincentiAún no hay calificaciones
- Endulzamiento de Gas NaturalDocumento38 páginasEndulzamiento de Gas NaturalEver Chiri ChoqueAún no hay calificaciones
- Estabilizacion de CondensadoDocumento18 páginasEstabilizacion de CondensadoCarlos Maximo Rosado CastellanosAún no hay calificaciones
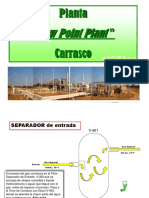
- EJ Dew Point Plant CarrascoDocumento8 páginasEJ Dew Point Plant CarrascoHernan Guerrero AgueroAún no hay calificaciones
- Dew PointDocumento36 páginasDew PointSergio Daniel Valdez AcostaAún no hay calificaciones
- Turbo ExpanderDocumento5 páginasTurbo ExpanderbrionyleslyAún no hay calificaciones
- Tipos de GlicolesDocumento7 páginasTipos de GlicolesMiguel Angel Lopez50% (2)
- Torres DeshidratadoraDocumento3 páginasTorres DeshidratadoraHector VeraAún no hay calificaciones
- Asociación de Proveedores de Procesadores de GasDocumento20 páginasAsociación de Proveedores de Procesadores de GasWilmar Andres Rodas Castro0% (1)
- Ajuste Del Punto de RocioDocumento32 páginasAjuste Del Punto de RocioGustavo Alexis Leon PerezAún no hay calificaciones
- ESTABILIZACION DE CONDENSADOsasasDocumento18 páginasESTABILIZACION DE CONDENSADOsasasFlavio Villca Choque100% (4)
- SEPARADOR - BIFASICO - HORIZONTAL - EjercicioDocumento18 páginasSEPARADOR - BIFASICO - HORIZONTAL - EjercicioSofía MecónAún no hay calificaciones
- Torres de Deshidratacion 1Documento9 páginasTorres de Deshidratacion 1Luis Ruiz PimentelAún no hay calificaciones
- Tema 4 GNL y Licuefaccion Del GNDocumento64 páginasTema 4 GNL y Licuefaccion Del GNSaulo Caceres Larico100% (1)
- Procesamiento Del Gas Natural y Recuperacion de CondensadosDocumento38 páginasProcesamiento Del Gas Natural y Recuperacion de CondensadosNoelNiquen0% (1)
- Ejercicio de Endulzamiento Del Gas NaturalDocumento3 páginasEjercicio de Endulzamiento Del Gas NaturalRuddy David Acarapi Callisaya100% (1)
- Planta Dew PointDocumento7 páginasPlanta Dew PointAlejandro Aguilar100% (1)
- Informe-Medidores de Caudadl de FlujoDocumento16 páginasInforme-Medidores de Caudadl de FlujojhonAún no hay calificaciones
- Deshidratacion (Diapositivas)Documento60 páginasDeshidratacion (Diapositivas)gfgfggfghfgf100% (1)
- Ajuste de Punto de RosioDocumento7 páginasAjuste de Punto de RosioAnonymous T5jCOqoAún no hay calificaciones
- Procesamiento Del Gas Natural y Recuperacion de CondensadosDocumento7 páginasProcesamiento Del Gas Natural y Recuperacion de CondensadosNoelia Ferrel ArnezAún no hay calificaciones
- Cap 3 DeshidratacionDocumento107 páginasCap 3 DeshidratacionAdemar Cruz MancillaAún no hay calificaciones
- Refrigeracion Gpsa TraducidoDocumento27 páginasRefrigeracion Gpsa TraducidoEzequiel GallardoAún no hay calificaciones
- Diseño de Una Torre ContactoraDocumento15 páginasDiseño de Una Torre ContactoraBrayan Yeysson Becerra Acosta100% (1)
- Evaluación Del Sistema de Deshidratación Con Glicol DelDocumento144 páginasEvaluación Del Sistema de Deshidratación Con Glicol DelWilfredo Suarez TorresAún no hay calificaciones
- Fraccionamiento Del Gas NaturalDocumento49 páginasFraccionamiento Del Gas NaturalMarcos Polo YucraAún no hay calificaciones
- Estudio de Caso Planta Vuelta GrandeDocumento22 páginasEstudio de Caso Planta Vuelta GrandeDanilo JuradAún no hay calificaciones
- Estabilización de CondensadoDocumento8 páginasEstabilización de CondensadoCristian Mauricio Burgoa Rodríguez100% (3)
- Deshidratacion Del GasDocumento19 páginasDeshidratacion Del GasLiliana ZabalaAún no hay calificaciones
- Tarea Tabla de GlicolesDocumento18 páginasTarea Tabla de GlicolesRominaAún no hay calificaciones
- Deshidaratacion Del Gas WilDocumento23 páginasDeshidaratacion Del Gas WilCarlos Paco MamaniAún no hay calificaciones
- N° 5 Gas Deshidratacion TEGDocumento95 páginasN° 5 Gas Deshidratacion TEGNabi AlAún no hay calificaciones
- Cap 8 AbsorcionDocumento12 páginasCap 8 AbsorcionRichard Caparicona MamaniAún no hay calificaciones
- Deshidratación Con Glicol - Planta de Gas CamiriDocumento18 páginasDeshidratación Con Glicol - Planta de Gas CamiriBryanAún no hay calificaciones
- Ingenieria Unidades de Deshidratacion de Gas NaturalDocumento57 páginasIngenieria Unidades de Deshidratacion de Gas NaturalMauricio E Campo RAún no hay calificaciones
- Tema 5 - Deshidratacion Del GasDocumento31 páginasTema 5 - Deshidratacion Del GasDaniel SoloAún no hay calificaciones
- Tema 5 - Deshidratacion Del GasDocumento31 páginasTema 5 - Deshidratacion Del GasLuis Alberto Senzano TercerosAún no hay calificaciones
- Calculo de Balance de CalderaDocumento2 páginasCalculo de Balance de CalderaCamilo Santiago CardozoAún no hay calificaciones
- Cap 10 PelDocumento17 páginasCap 10 PelrichardAún no hay calificaciones
- ESTUDIO IMPACTO AMBIENTAL Apemipe)Documento77 páginasESTUDIO IMPACTO AMBIENTAL Apemipe)Winder Damian Juarez SegoviaAún no hay calificaciones
- Caso MarroquinerasDocumento4 páginasCaso Marroquinerassandraa64100% (1)
- Informe de Practicas N°1 Sector Publico - MARLON THIPODocumento23 páginasInforme de Practicas N°1 Sector Publico - MARLON THIPOSoledad Margoth Yucra VilcaAún no hay calificaciones
- ExpedienteDocumento37 páginasExpedienteVerito VeroAún no hay calificaciones
- Unac-Planeamiento-Tarea 1-Tarazona JorgeDocumento8 páginasUnac-Planeamiento-Tarea 1-Tarazona Jorgetarazona levanoAún no hay calificaciones
- EstadisticaDocumento15 páginasEstadisticaLUANIS PEREZ MENDOZAAún no hay calificaciones
- Quimica 3° Grado - 2TDocumento21 páginasQuimica 3° Grado - 2TvianeyAún no hay calificaciones
- CcSs5p U02 MurciaDocumento10 páginasCcSs5p U02 MurciaUsuario1999Aún no hay calificaciones
- 19 Mod1 SoljunDocumento7 páginas19 Mod1 SoljunalejandroAún no hay calificaciones
- Patologias FachadaDocumento19 páginasPatologias FachadaAdriiAn BetancOurtAún no hay calificaciones
- 3° Sem9 Ppoint Planeación Proyectos Darukel 23-24Documento15 páginas3° Sem9 Ppoint Planeación Proyectos Darukel 23-24Janeth CeronAún no hay calificaciones
- Consejos para Aprender Un IdiomaDocumento2 páginasConsejos para Aprender Un IdiomaPaola Colina GuillenAún no hay calificaciones
- El HospitalDocumento28 páginasEl HospitalYenifer Huamani AncasiAún no hay calificaciones
- Resolucion 01 - Sistema de Medida AngularDocumento11 páginasResolucion 01 - Sistema de Medida AngularBreyAún no hay calificaciones
- Ficha de Aprendizaje N°3 - Ii DiseñaDocumento3 páginasFicha de Aprendizaje N°3 - Ii DiseñaKiaraAún no hay calificaciones
- VaricoceleDocumento25 páginasVaricoceleNubia GonzalezAún no hay calificaciones
- Urit 12Documento2 páginasUrit 12publycolorAún no hay calificaciones
- Evidencia 1 Administracion de Las OperacionesDocumento15 páginasEvidencia 1 Administracion de Las OperacionesFranklin FouchetAún no hay calificaciones
- 11° Teorías ÉticasDocumento15 páginas11° Teorías ÉticasLore CeAún no hay calificaciones
- Informe S6 Informática-SEMINARIODocumento4 páginasInforme S6 Informática-SEMINARIOOscar Orlando Fernandez CorreaAún no hay calificaciones
- M-Sig-02 Manual de Indicadores SG-SSTDocumento3 páginasM-Sig-02 Manual de Indicadores SG-SSTCESA AUGUSTO ARIZA ALVAREZAún no hay calificaciones
- GeosferaDocumento7 páginasGeosferaJHOEL SORIA HUAYCAAún no hay calificaciones
- Principales Etapas Del Desarrollo Histórico Del Movimiento Hacia La CalidadDocumento9 páginasPrincipales Etapas Del Desarrollo Histórico Del Movimiento Hacia La CalidadRaul VerdugoAún no hay calificaciones
- Practica 5-Chacon SofiaDocumento11 páginasPractica 5-Chacon SofiaSOFIA CHACON PARRAAún no hay calificaciones
- Derechos Humanos BásicoDocumento76 páginasDerechos Humanos BásicoysandovalmAún no hay calificaciones
- Práctica 8Documento10 páginasPráctica 8Alberto HernándezAún no hay calificaciones
- Actividad 3 Pedro SeñaDocumento11 páginasActividad 3 Pedro SeñaPedro BerrioAún no hay calificaciones