También podría gustarte
- ECUADOR - MADERA Presentación OF y TX CE 12Documento11 páginasECUADOR - MADERA Presentación OF y TX CE 12Carlos CardenasAún no hay calificaciones
- Manual de Instalacion WPCDocumento8 páginasManual de Instalacion WPCCarlos CardenasAún no hay calificaciones
- Memoria de Calculo: Entrepiso (+4,25) STEEL - FRAME Edificios #7, 8 Y 9Documento5 páginasMemoria de Calculo: Entrepiso (+4,25) STEEL - FRAME Edificios #7, 8 Y 9Mauricio OrtegonAún no hay calificaciones
- Metodologías para El Diseño de Cadenas de SuministroDocumento9 páginasMetodologías para El Diseño de Cadenas de SuministroSussil Mejorado Tavira50% (2)
- 11 FT Manufacturas Plastico Partida 39.20 39.26Documento25 páginas11 FT Manufacturas Plastico Partida 39.20 39.26Carlos CardenasAún no hay calificaciones
- Partidas ArancelariasDocumento15 páginasPartidas ArancelariasCarlos CardenasAún no hay calificaciones
- M-O Direccion-Logistica EspDocumento12 páginasM-O Direccion-Logistica EspCarlos CardenasAún no hay calificaciones
- 21 - 1 - Industria de Transformacion de Plasticos en Ecuador - CompressedDocumento28 páginas21 - 1 - Industria de Transformacion de Plasticos en Ecuador - CompressedCarlos CardenasAún no hay calificaciones
- ProyectosDocumento31 páginasProyectosCarlos CardenasAún no hay calificaciones
- AYUDA DE PROCESO TD - TPW617 - SpanishDocumento1 páginaAYUDA DE PROCESO TD - TPW617 - SpanishCarlos CardenasAún no hay calificaciones
- Est Macro 022021Documento105 páginasEst Macro 022021Carlos CardenasAún no hay calificaciones
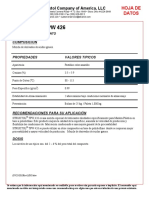
- AYUDA DE PROCESO TD - TPW426 - SpanishDocumento1 páginaAYUDA DE PROCESO TD - TPW426 - SpanishCarlos CardenasAún no hay calificaciones
- Ficha Tecnica Deck Solido Rev 1 CalidadDocumento3 páginasFicha Tecnica Deck Solido Rev 1 CalidadCarlos CardenasAún no hay calificaciones
- Calculos ReometricosDocumento18 páginasCalculos ReometricosCarlos CardenasAún no hay calificaciones
- T Ucsg Pre Tec Cia 21Documento109 páginasT Ucsg Pre Tec Cia 21Carlos CardenasAún no hay calificaciones
- LT AlkalecDocumento1 páginaLT AlkalecCarlos CardenasAún no hay calificaciones
- TermooxidacionDocumento89 páginasTermooxidacionCarlos CardenasAún no hay calificaciones
- Ensayos ASTMDocumento3 páginasEnsayos ASTMCarlos CardenasAún no hay calificaciones
- Normas ASTM Aplicables A WPCDocumento2 páginasNormas ASTM Aplicables A WPCCarlos Cardenas100% (1)
- Cómo Tratar La Madera Con BóraxDocumento4 páginasCómo Tratar La Madera Con BóraxCarlos CardenasAún no hay calificaciones
- LT Presertan Ipb 10Documento1 páginaLT Presertan Ipb 10Carlos CardenasAún no hay calificaciones
- Sistemas de Mantenimiento de Equipos de ChipeoDocumento30 páginasSistemas de Mantenimiento de Equipos de ChipeoCarlos CardenasAún no hay calificaciones
- Mantenimiento ChipeadoraDocumento4 páginasMantenimiento ChipeadoraCarlos CardenasAún no hay calificaciones
- Lista de Verificación Diaria de Arranque y MantenimientoDocumento2 páginasLista de Verificación Diaria de Arranque y MantenimientoCarlos CardenasAún no hay calificaciones
- Sistemas de Chipeo de MaderaDocumento114 páginasSistemas de Chipeo de MaderaCarlos CardenasAún no hay calificaciones
- Industria Textil PeruanaDocumento3 páginasIndustria Textil Peruananapster_4525gAún no hay calificaciones
- Practica Nº 4 Preparación de Probetas MetalográficasDocumento9 páginasPractica Nº 4 Preparación de Probetas Metalográficasmaterialesunefm100% (7)
- Cat LLANTAS RodaCARGA 2012 Web-1 PDFDocumento4 páginasCat LLANTAS RodaCARGA 2012 Web-1 PDFAnonymous u5PdzzAún no hay calificaciones
- Guia de Trabajo 05 - Costos de Posesión y Operación (RUBRICA)Documento7 páginasGuia de Trabajo 05 - Costos de Posesión y Operación (RUBRICA)alex50% (2)
- TEMA 21 Procesos de Maquinado para Formas RedondasDocumento43 páginasTEMA 21 Procesos de Maquinado para Formas RedondasLuis Miguel Calvo0% (2)
- Optimización de AserraderoDocumento19 páginasOptimización de AserraderoDavidIturraAún no hay calificaciones
- Uniones Autoportante 02 PDFDocumento2 páginasUniones Autoportante 02 PDFJhony MedranoAún no hay calificaciones
- Modulo 0 Temas Torneado Fresado Taladrado IntroductorioDocumento98 páginasModulo 0 Temas Torneado Fresado Taladrado IntroductorioBrayan Damian Jimenez HidalgoAún no hay calificaciones
- Barra HelicoidalDocumento12 páginasBarra HelicoidalEnzo Maximiliano Santibañez Valdivia100% (2)
- SEMANA 6. MBCFP Con Tasa de ReaprovisionamientoDocumento11 páginasSEMANA 6. MBCFP Con Tasa de ReaprovisionamientoKellie HarrisAún no hay calificaciones
- Costos 1Documento4 páginasCostos 1YENYAún no hay calificaciones
- 000 Clases de Tratamientos Termicos 2017 IDocumento17 páginas000 Clases de Tratamientos Termicos 2017 IJose Antonio Roas VelasquezAún no hay calificaciones
- Introduccion Del HierroDocumento8 páginasIntroduccion Del HierroJorge AntonioAún no hay calificaciones
- Bandas Transportadoras y Procesamiento FoodDocumento28 páginasBandas Transportadoras y Procesamiento FoodRamírez Vilca JulioAún no hay calificaciones
- CalzArte1 13Documento36 páginasCalzArte1 13Francisco Prado BarraganAún no hay calificaciones
- Especificación para El Uso de Concreto Asfáltico de Alto DesempeñoDocumento16 páginasEspecificación para El Uso de Concreto Asfáltico de Alto DesempeñoRICARDOAún no hay calificaciones
- GRPU BilbaoDocumento17 páginasGRPU BilbaoAlexander Antony Gómez Córdova100% (1)
- Martínez, Oscar y Ximénez, Daniel (1992) Reconversión en Las Empresas. Su Repercusión LaboralDocumento85 páginasMartínez, Oscar y Ximénez, Daniel (1992) Reconversión en Las Empresas. Su Repercusión LaboralNahuel Aranda EjarqueAún no hay calificaciones
- Gestion de Residuos MercadosDocumento8 páginasGestion de Residuos MercadosYesu Zea RAún no hay calificaciones
- Plan de Gestion de La CalidadDocumento8 páginasPlan de Gestion de La CalidadEddy EleazarAún no hay calificaciones
- Frutas Exoticas PDFDocumento823 páginasFrutas Exoticas PDFGabriela De PaivaAún no hay calificaciones
- Manual DomexweldDocumento39 páginasManual DomexweldLeonardo Vargas100% (1)
- Formulación de Un Problema de TesisDocumento2 páginasFormulación de Un Problema de TesisYesika RodriguezAún no hay calificaciones
- Topy Top Capacidad ExportadoraDocumento8 páginasTopy Top Capacidad ExportadoraJosé ALberto Condori SolanoAún no hay calificaciones
- Materiales Utilizados para Los Conductos PDFDocumento5 páginasMateriales Utilizados para Los Conductos PDFNoel GarciaAún no hay calificaciones
- Ficha Tecnica R-18aDocumento2 páginasFicha Tecnica R-18aEduardo José García PérezAún no hay calificaciones
- Balotario Del Curso Soldadura OxigasDocumento4 páginasBalotario Del Curso Soldadura OxigasMuñoz Sanchez EsthefanyAún no hay calificaciones
- Actividad 4 ConformadoDocumento7 páginasActividad 4 ConformadoYürîs ZäbâlëtåAún no hay calificaciones