También podría gustarte
- Introducción MoliendaDocumento26 páginasIntroducción MoliendaJose Luis Torbisco MirandaAún no hay calificaciones
- Capitulo VII BALANCE METALÚGICO EN CIRCUITOS DE FLOTACIONDocumento20 páginasCapitulo VII BALANCE METALÚGICO EN CIRCUITOS DE FLOTACIONnlinaresg95% (75)
- Calculos Metalurgicos en Procesamiento de MineralesDocumento14 páginasCalculos Metalurgicos en Procesamiento de Mineralesmakoskenya15Aún no hay calificaciones
- Guia #4 Razon de ReducciónDocumento3 páginasGuia #4 Razon de ReducciónFederico AlbertoAún no hay calificaciones
- Cytec 1-61Documento56 páginasCytec 1-61Alexis Diaz Quispe80% (5)
- Camaron de RioDocumento19 páginasCamaron de RioQuenta MariBelAún no hay calificaciones
- Ebook en PDF REPARACIONES BASICAS DE FONTANERIA PDFDocumento48 páginasEbook en PDF REPARACIONES BASICAS DE FONTANERIA PDFDaneryslove StardollAún no hay calificaciones
- Split FactorDocumento10 páginasSplit FactorGustavo CaleroAún no hay calificaciones
- Flotacion: Teoria y Balance MetalúrgicoDocumento16 páginasFlotacion: Teoria y Balance MetalúrgicoRichardSaavedra100% (12)
- Por Que Se Usa Como Parametro de Granulometria El 80Documento26 páginasPor Que Se Usa Como Parametro de Granulometria El 80gabrielAún no hay calificaciones
- Variables de ProcesoDocumento36 páginasVariables de ProcesoJunior CastañedaAún no hay calificaciones
- Calculos MetalurgicosDocumento20 páginasCalculos MetalurgicosJose Condori Mendoza80% (10)
- Balance de MoliendaDocumento26 páginasBalance de MoliendaGabriel Inostroza Medina100% (7)
- Simulacion de FlotacionDocumento16 páginasSimulacion de Flotacionjjar26h100% (6)
- Curso de Hidrometalurgia Del Au, Ag y CuDocumento31 páginasCurso de Hidrometalurgia Del Au, Ag y Cunickel de la cruz fortuna100% (12)
- Capitulo Ii Agentes Quimicos de FlotacionDocumento48 páginasCapitulo Ii Agentes Quimicos de Flotacionnlinaresg100% (11)
- HS-FR-037 Inspecciòn de InstalacionesDocumento3 páginasHS-FR-037 Inspecciòn de InstalacionesAlimentos Tipicos del TolimaAún no hay calificaciones
- ABC de GeografiaDocumento4 páginasABC de GeografiaCampos Daniel VivancoAún no hay calificaciones
- Concentración de MineralesDocumento47 páginasConcentración de MineralesJoaquin Jose Abarca Rodriguez100% (11)
- Elaboracion Taller Rap 2 Preliminares Del MantenimientoDocumento7 páginasElaboracion Taller Rap 2 Preliminares Del MantenimientoJuan Alexis Bonilla. S100% (2)
- Proyecto Inversion RECICLAJE PET - JavierDocumento35 páginasProyecto Inversion RECICLAJE PET - Javier1020aa100% (2)
- Avances Mediante El Uso de Celdas ColumnasDocumento21 páginasAvances Mediante El Uso de Celdas Columnasnickel de la cruz fortuna100% (7)
- Conductividad HidraulicaDocumento53 páginasConductividad HidraulicabrelynAún no hay calificaciones
- Balance y Ajuste de DatosDocumento81 páginasBalance y Ajuste de DatosDi Marco67% (3)
- 1 - IntroduccionDocumento29 páginas1 - IntroduccionH Marquez R Graciela100% (1)
- Fórmulas Usadas en FlotaciónDocumento31 páginasFórmulas Usadas en FlotaciónAlejandro Cornide Barrios67% (3)
- Molienda y ClasificacionDocumento52 páginasMolienda y Clasificacionroleding100% (3)
- Info - PCM.8 Planta PilotoDocumento15 páginasInfo - PCM.8 Planta PilotoluiguiAún no hay calificaciones
- Taller 2-Informe Métodos de Ruta Crítica y PERT PDFDocumento8 páginasTaller 2-Informe Métodos de Ruta Crítica y PERT PDFAdalberto Vega ContrerasAún no hay calificaciones
- Eval. Moli. 23 - 06 - 2004Documento18 páginasEval. Moli. 23 - 06 - 2004GIOVANNI VIDAL MORALES100% (2)
- Cianuracion Por AgitacionDocumento20 páginasCianuracion Por Agitacionnickel de la cruz fortuna96% (23)
- Correccion de Analisis Por Multiplicadores de LagrangeDocumento103 páginasCorreccion de Analisis Por Multiplicadores de LagrangeLuis Velasquez100% (3)
- CUENCA HuancaneDocumento21 páginasCUENCA HuancanePaul AlfonsoAún no hay calificaciones
- Glosario Del Manual de Formulas QuimicasDocumento5 páginasGlosario Del Manual de Formulas QuimicasLeonel Roberth Conde MamaniAún no hay calificaciones
- Curvas Caracteristicas y Diagramas de Explotacion de Bombas HidraulicasDocumento16 páginasCurvas Caracteristicas y Diagramas de Explotacion de Bombas HidraulicaspablopelaAún no hay calificaciones
- Carla - Ortega Dpqef20202Documento7 páginasCarla - Ortega Dpqef20202Carla AndreaAún no hay calificaciones
- Parciales de Hidraulica (Bombas)Documento10 páginasParciales de Hidraulica (Bombas)José Alberto Campos MartinezAún no hay calificaciones
- Validación y Ajuste de Modelo BaseDocumento5 páginasValidación y Ajuste de Modelo BaseCuando la dictadura es un hecho, la Revolución es un derechoAún no hay calificaciones
- Jurado Pla Juan José TallernRAPn2n2022Documento6 páginasJurado Pla Juan José TallernRAPn2n2022Juan José JuradoAún no hay calificaciones
- Informe de Laboratorio 2 Mec. Fluidos PDFDocumento14 páginasInforme de Laboratorio 2 Mec. Fluidos PDFHarold BarcasnegrasAún no hay calificaciones
- 1.OU-Variables de Proceso-2020Documento43 páginas1.OU-Variables de Proceso-2020Cristian Salas CapizoAún no hay calificaciones
- Metalurgia 1 Tarea ProblemasDocumento6 páginasMetalurgia 1 Tarea ProblemasJ Quispe Montañez0% (1)
- Taller RAP 2 GESTION DEL MANTENIMIENTODocumento8 páginasTaller RAP 2 GESTION DEL MANTENIMIENTOJairo Duff Mendoza100% (1)
- Laboratorio HidraulicosDocumento5 páginasLaboratorio HidraulicosWilliam Steven Triana GarciaAún no hay calificaciones
- Boquilla de FlujoDocumento14 páginasBoquilla de FlujoNicolas AmadoAún no hay calificaciones
- Optimización Del Proceso de FlotacionDocumento45 páginasOptimización Del Proceso de FlotacionRomario HSAún no hay calificaciones
- Actividad 2. Ruta Critica y PertDocumento10 páginasActividad 2. Ruta Critica y PertJOHN GUZMANAún no hay calificaciones
- Taller RAP 2 Actividad 2 Gestion de Mantenimientdd ErickDocumento8 páginasTaller RAP 2 Actividad 2 Gestion de Mantenimientdd Erickmarco ureñaAún no hay calificaciones
- Labo 2 de Termica PINTODocumento11 páginasLabo 2 de Termica PINTOJose Montenegro SotoAún no hay calificaciones
- Ensayo en Turbinas de AccionDocumento12 páginasEnsayo en Turbinas de Acciondiex0980% (1)
- Francis Turbine Blade Design - En.esDocumento13 páginasFrancis Turbine Blade Design - En.esJuan ZavalaAún no hay calificaciones
- PRACTICA Curva Bomba+problema SEDE CIDADEDocumento8 páginasPRACTICA Curva Bomba+problema SEDE CIDADEDaniel Peña PugaAún no hay calificaciones
- Analisis NodalDocumento4 páginasAnalisis NodaljunorAún no hay calificaciones
- Influencia Del # de Reynolds Sobre Las Curvas Adimensionales de Una BombaDocumento6 páginasInfluencia Del # de Reynolds Sobre Las Curvas Adimensionales de Una BombaEDUARDOAún no hay calificaciones
- Practica 01 - Flujo y Diseño de TuberiasDocumento15 páginasPractica 01 - Flujo y Diseño de Tuberiashenry cabrera ciezaAún no hay calificaciones
- Semana 8 Grafica Multivari-22-JulioDocumento3 páginasSemana 8 Grafica Multivari-22-JuliojuanAún no hay calificaciones
- Informe 2 Turbina PeltonDocumento8 páginasInforme 2 Turbina PeltonclaytonAún no hay calificaciones
- T-03 Caudal y Presión ConstanteDocumento11 páginasT-03 Caudal y Presión ConstanteluisAún no hay calificaciones
- Prepación Mecánica de MineralesDocumento15 páginasPrepación Mecánica de MineralesROBERTO JAIR ALEJOS LLULLUYAún no hay calificaciones
- Tercera Practica Calificada de Diseño 2Documento6 páginasTercera Practica Calificada de Diseño 2Jhon Choquehuanca BenegasAún no hay calificaciones
- Gestión Del Mantenimiento Industrial 1 Preliminares Del Mantenimiento IndustrialDocumento4 páginasGestión Del Mantenimiento Industrial 1 Preliminares Del Mantenimiento Industrialkillerkool666Aún no hay calificaciones
- Taller RAP 2Documento7 páginasTaller RAP 2Camila TaleroAún no hay calificaciones
- Documento 2Documento6 páginasDocumento 2Lina marcelaAún no hay calificaciones
- Informe Bomba Centrifuga Lab OpeDocumento15 páginasInforme Bomba Centrifuga Lab OpeSIAHO de VenezuelaAún no hay calificaciones
- Taller 2Documento9 páginasTaller 2MelanyPinillaAún no hay calificaciones
- Examen Segundo Parcial - Productividad de PozosDocumento20 páginasExamen Segundo Parcial - Productividad de PozosPablo uriel VargasAún no hay calificaciones
- Configuración de Una Boquilla Convergente para Alimentar Una Turbina Tesla Conservando El Flujo en Régimen LaminarDocumento6 páginasConfiguración de Una Boquilla Convergente para Alimentar Una Turbina Tesla Conservando El Flujo en Régimen LaminarPabloAún no hay calificaciones
- Informe 4 Perdidas Por AccesoriosDocumento23 páginasInforme 4 Perdidas Por AccesoriosMateoAún no hay calificaciones
- Agua Oxigenada en El JardínDocumento1 páginaAgua Oxigenada en El JardínDaniel TacaAún no hay calificaciones
- Informe de Prueba de Jarras de La Empresa AgroberriesDocumento11 páginasInforme de Prueba de Jarras de La Empresa AgroberriesJhon Wilfredo Zamora ParedesAún no hay calificaciones
- TDR RequerimientosDocumento18 páginasTDR RequerimientosJhohan Zuniga PimentelAún no hay calificaciones
- Juvenal RejasDocumento8 páginasJuvenal RejasCarolina VerasteguiAún no hay calificaciones
- Canal Obras HidraulicasDocumento12 páginasCanal Obras HidraulicashfgdsfAún no hay calificaciones
- Informe de CachimayoDocumento7 páginasInforme de CachimayoJORGE LUIS BELLIDO BRAVOAún no hay calificaciones
- VALORIZACIÓNDocumento4 páginasVALORIZACIÓNAntonio SanchezAún no hay calificaciones
- 3 Especificaciones Tecnicas - Mitigación Del Medio Ambiente Sunec ListoDocumento5 páginas3 Especificaciones Tecnicas - Mitigación Del Medio Ambiente Sunec ListoIsai Alcantara VillaAún no hay calificaciones
- Tarea 7Documento19 páginasTarea 7Nelson RamosAún no hay calificaciones
- IsometricasDocumento1 páginaIsometricasGerardo YañezAún no hay calificaciones
- Separadores Villa Señor de Los MilagrosDocumento19 páginasSeparadores Villa Señor de Los MilagrosPavel Tovar MalasquezAún no hay calificaciones
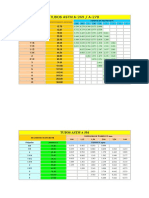
- TubosDocumento7 páginasTubosPablo Angel ToiaAún no hay calificaciones
- Ohsas 18000 PDFDocumento36 páginasOhsas 18000 PDFjessica fernandez gutierrezAún no hay calificaciones
- Esp. Tecnicas Ambiental 20220727 114028 926Documento9 páginasEsp. Tecnicas Ambiental 20220727 114028 926Hierson Mego MezaAún no hay calificaciones
- Memoria DescriptivaDocumento7 páginasMemoria DescriptivaJose Miguel Benavente MendezAún no hay calificaciones
- Plan de Trabajo Cambio Valvula 12Documento3 páginasPlan de Trabajo Cambio Valvula 12DEYSIAún no hay calificaciones
- Historia Choloma y Lopez ArellanoDocumento7 páginasHistoria Choloma y Lopez ArellanoLuis AritaAún no hay calificaciones
- Presa de Baja CaliforniaDocumento7 páginasPresa de Baja CaliforniaPanchito BautistaAún no hay calificaciones
- Energía GeotérmicaDocumento8 páginasEnergía GeotérmicaOrianaDoriaAún no hay calificaciones
- Tipos de Crudos y Sus Principales Propiedades FisicoquímicasDocumento10 páginasTipos de Crudos y Sus Principales Propiedades FisicoquímicasYemaldo Valdivia M.Aún no hay calificaciones
- Sobrecimiento (Concreto)Documento2 páginasSobrecimiento (Concreto)SabrinaYoveraAún no hay calificaciones
- Insatisfaccion de Las Necesidades Basicas de Amplias Capas de La Poblacion 1Documento2 páginasInsatisfaccion de Las Necesidades Basicas de Amplias Capas de La Poblacion 1Ramirez Sanchez LeticiaAún no hay calificaciones