También podría gustarte
- Cuestiones Examen SMNDocumento16 páginasCuestiones Examen SMNMelaniaAún no hay calificaciones
- Diferencia Entre Cable y Alambre ElectricoDocumento7 páginasDiferencia Entre Cable y Alambre ElectricoLaparra25Aún no hay calificaciones
- Fibra Óptica ExpocisionDocumento3 páginasFibra Óptica ExpocisionEdarlis DíazAún no hay calificaciones
- 04 Métodos de Fabricación Fibra OpticaDocumento39 páginas04 Métodos de Fabricación Fibra OpticaBrayan PeraltaAún no hay calificaciones
- Redes Opticas - Trabajo de Investigacion 1Documento6 páginasRedes Opticas - Trabajo de Investigacion 1SoniaAún no hay calificaciones
- Manual Construcción FO LlerenaÁngelDocumento17 páginasManual Construcción FO LlerenaÁngelNey MolinaAún no hay calificaciones
- RM Tarea 4Documento8 páginasRM Tarea 4carlosAún no hay calificaciones
- Conceptos Básicos: Fibra OpticaDocumento22 páginasConceptos Básicos: Fibra OpticaAlejandro CaballeroAún no hay calificaciones
- Técnicas de Fabricación de Fibras Ópticas - KecaldDocumento15 páginasTécnicas de Fabricación de Fibras Ópticas - KecaldKenny CalderonAún no hay calificaciones
- Fibra OpticaDocumento11 páginasFibra OpticaCarolina De La Cruz Contreras100% (1)
- Aguilar Semiconductor EsDocumento5 páginasAguilar Semiconductor EsJOSE ANTONIO AGUILAR GONZALEZAún no hay calificaciones
- Planilla Tarea Semana 4 Resistencia de MaterialesDocumento8 páginasPlanilla Tarea Semana 4 Resistencia de MaterialesCESAR EDUARDO CALDERON RIOS100% (4)
- PCVDDocumento4 páginasPCVDManuelMesiasPaucarSilvaAún no hay calificaciones
- ACTIVIDAD1Documento8 páginasACTIVIDAD1Luis Angel CarballoAún no hay calificaciones
- Tarea Semana 4Documento11 páginasTarea Semana 4Jorge Lorke Castillo CortezAún no hay calificaciones
- Ceramicos Amorfos Covalentes, Propiedades ElectricasDocumento9 páginasCeramicos Amorfos Covalentes, Propiedades ElectricasMARCO GABRIEL SANCHEZ CHURAPAAún no hay calificaciones
- Fabricacion de Fibra ÓpticaDocumento6 páginasFabricacion de Fibra ÓpticaJhosep AD100% (1)
- Juan PabloBerrios Tarea4 RMDocumento5 páginasJuan PabloBerrios Tarea4 RMJuan Pablo Berrios RojasAún no hay calificaciones
- El VidrioDocumento6 páginasEl Vidrioadan partida cavazosAún no hay calificaciones
- Control Semana 4 Resistencia de Los MaterialesDocumento5 páginasControl Semana 4 Resistencia de Los Materialesmarco antonio lemus lazzusAún no hay calificaciones
- Circuitos Integrados DigitalesDocumento20 páginasCircuitos Integrados DigitalesDavid EspinoAún no hay calificaciones
- Circuitos IntegradosDocumento4 páginasCircuitos Integradosjuan pablo de la torreAún no hay calificaciones
- CUESTIONARIO Procesos de Fabricación Cerámicos PDFDocumento3 páginasCUESTIONARIO Procesos de Fabricación Cerámicos PDFAllenAún no hay calificaciones
- Tarea 14Documento2 páginasTarea 14olimpo.mateoAún no hay calificaciones
- Wa0011.Documento17 páginasWa0011.Gustavo RomeroAún no hay calificaciones
- Eduardo - Candia - Tarea4 ResistenciaDocumento5 páginasEduardo - Candia - Tarea4 ResistenciaEduardo candiaAún no hay calificaciones
- 1 Parcial Resuelto de Ciencias 2022 + Pregutnas de Años AnterioresDocumento8 páginas1 Parcial Resuelto de Ciencias 2022 + Pregutnas de Años AnterioresE-printCentrosDeCopiadoVeterinariaAún no hay calificaciones
- Monolítico CIDocumento7 páginasMonolítico CIMilagro Ester HerreraAún no hay calificaciones
- GUIA de ESTUDIO Respondida YanniDocumento16 páginasGUIA de ESTUDIO Respondida Yanniyannifer mercadoAún no hay calificaciones
- Resistencia de Materiales 5Documento4 páginasResistencia de Materiales 5julioAún no hay calificaciones
- Fabricación de SemiconductoresDocumento6 páginasFabricación de SemiconductoresAdán Américo Rivas QuispeAún no hay calificaciones
- Manuel Cordero Tarea S4Documento9 páginasManuel Cordero Tarea S4Manuel Cordero HernandezAún no hay calificaciones
- RiveraAlvarezEdgar T1Documento9 páginasRiveraAlvarezEdgar T1Edgar RiveraAún no hay calificaciones
- Resumen Tesis ElectroquímicaDocumento4 páginasResumen Tesis ElectroquímicaFanny MartínezAún no hay calificaciones
- Trabajo de Circuitos IntegradosDocumento38 páginasTrabajo de Circuitos IntegradosraspirosAún no hay calificaciones
- Tarea 4 Semana Iacc Resistencia MaterialesDocumento6 páginasTarea 4 Semana Iacc Resistencia MaterialesIgnacio Carvajal CortésAún no hay calificaciones
- Tarea S4Documento6 páginasTarea S4familia50% (2)
- Resistencia de Los Materiales Semana 4: Ingeniería IndustrialDocumento6 páginasResistencia de Los Materiales Semana 4: Ingeniería IndustrialTu clasico GameplayAún no hay calificaciones
- ElectrodeposicionDocumento6 páginasElectrodeposicionAdgue Gallegos CardenasAún no hay calificaciones
- David - Aguilera - Tarea 4Documento7 páginasDavid - Aguilera - Tarea 4David Eric Aguilera NuñezAún no hay calificaciones
- Jorge - Sanhueza - Tarea 4Documento7 páginasJorge - Sanhueza - Tarea 4Jorge Sanhueza MargottaAún no hay calificaciones
- 02-Fabricacion de Circuitos IntegradosDocumento16 páginas02-Fabricacion de Circuitos IntegradoshenrysaloAún no hay calificaciones
- Reporte Celdas Solares de SilicioDocumento6 páginasReporte Celdas Solares de SilicioCamilo Andrés PeñaAún no hay calificaciones
- Reactores de Fusión NuclearDocumento317 páginasReactores de Fusión NuclearPascual RiveraAún no hay calificaciones
- Pasos de Fabricación de Un CircuitoDocumento3 páginasPasos de Fabricación de Un CircuitoSam OcampoAún no hay calificaciones
- Problemario Tema 6 - Parte 1Documento3 páginasProblemario Tema 6 - Parte 1luisalejandropiñapijalAún no hay calificaciones
- Tarea S4 Resistencia de MaterialesDocumento7 páginasTarea S4 Resistencia de MaterialesIsrael LavinAún no hay calificaciones
- Fabricación de Circuitos IntegradosDocumento8 páginasFabricación de Circuitos IntegradosSantiago CastilloAún no hay calificaciones
- Proceso de La Fabricación de Los Circuitos IntegradosDocumento11 páginasProceso de La Fabricación de Los Circuitos IntegradosBrenda BarriosAún no hay calificaciones
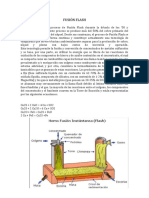
- Fusión FlashDocumento8 páginasFusión FlashAlex Ronaldy Araujo Gonzales100% (1)
- Tecnicas de DopadoDocumento6 páginasTecnicas de DopadoJorge A. Rubio100% (1)
- 2do NanoparticulasDocumento5 páginas2do NanoparticulasLeticiaAún no hay calificaciones
- Apuntes 1er UnidadDocumento8 páginasApuntes 1er UnidadJESSI MALDONADOAún no hay calificaciones
- Fabricación de Circuitos IntegradosDocumento3 páginasFabricación de Circuitos IntegradosGabriela RamírezAún no hay calificaciones
- Deposicion de Peliculas DelgadasDocumento11 páginasDeposicion de Peliculas DelgadasCarlos Soto ValleAún no hay calificaciones
- Capìtulo 11 Schey Metalurgia de PolvosDocumento21 páginasCapìtulo 11 Schey Metalurgia de PolvosMiguel Angel López NavarreteAún no hay calificaciones
- Problemario Tema 6 - Parte 1Documento3 páginasProblemario Tema 6 - Parte 1GiulianaAún no hay calificaciones
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones