Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Material Tuberia CEPSA
Material Tuberia CEPSA
Cargado por
psantanderdTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Material Tuberia CEPSA
Material Tuberia CEPSA
Cargado por
psantanderdCopyright:
Formatos disponibles
COPIA NO CONTROLADA
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 1 de 60
ESP-1300-1
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
4 3 2 1 0 REV.
31-dic-06 31-may-06 31-mar-05 30-sep-04 6-may-03 FECHA
MMNG MMNG MMNG MMNG MMNG REALIZADO
MMNG MMNG MMNG MMNG MMNG APROBADO
JMV JMV JMV JMV JMV VB
REVISADO=<R4>;ELIMINADO=TACHADO
DESCRIPCIN
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 2 de 60
INDICE
1 GENERALIDADES .................................................................................................................... 5 1.1 1.2 1.3 2 Objeto................................................................................................................................. 5 mbito de aplicacin........................................................................................................ 5 Cdigos, reglamentos y normas de aplicacin ............................................................. 5
MATERIALES: CLASES DE TUBERIAS.................................................................................. 6 2.1 2.2 Denominacin ................................................................................................................... 6 Formato: Seleccin de Clase........................................................................................... 8 Encabezamiento .......................................................................................................... 8 Definicin de Servicios ................................................................................................ 8 Relacin Schedule-Rating para accesorios forjados ................................................... 9 Conexiones y Ramales. Ensamblajes ....................................................................... 10 Condiciones de Diseo Mecnico: Criterios de Seleccin ........................................ 10 Espesores.................................................................................................................. 12 Normas de Materiales................................................................................................ 12 Juntas Espirometlicas.............................................................................................. 13 Filtros ......................................................................................................................... 14 Vlvulas ..................................................................................................................... 14
2.2.1 2.2.2 2.2.3 2.2.4 2.2.5 2.2.6 2.2.7 2.2.8 2.2.9 2.2.10 3
SERVICIOS.............................................................................................................................. 16 3.1 3.2 3.3 3.4 3.5 3.6 Hidrocarburos Procesos General.................................................................................. 16 Hidrocarburos + Hidrgeno (H2) ................................................................................... 16 Hidrocarburos + Sulfhdrico (SH2) Hmedo................................................................. 16 Aguas Acidas .................................................................................................................. 17 Amina ............................................................................................................................... 17 <R4>Sosa Custica......................................................................................................... 17
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 3 de 60
3.7 3.8 3.9 3.10 3.11 3.12
Hidrocarburos + Aromticos ......................................................................................... 17 Hidrocarburos + Cloruros .............................................................................................. 17 Proceso AROMAX ......................................................................................................... 17 Hidrocarburos en servicio de Vaco .......................................................................... 18 <R4>Acido Fluorhdrico.............................................................................................. 18 Servicios Combinados................................................................................................ 18 Hidrocarburos + SH2 hmedo + H2 .......................................................................... 18 Hidrocarburos + Aromticos + H2 ............................................................................. 18 Proceso AROMAX + Aromticos ............................................................................. 18 Hidrocarburos + Cloruros + Aromticos .................................................................... 18 Hidrocarburos + Cloruros + H2.................................................................................. 18 Vapor ............................................................................................................................ 18 Condensado................................................................................................................. 19 Vapor Recalentado...................................................................................................... 19 Agua Alimentacin Calderas...................................................................................... 19
3.12.1 3.12.2 3.12.3 3.12.4 3.12.5 3.13 3.14 3.15 3.16 4
LISTADOS DE MATERIALES POR CLASE........................................................................... 20
ANEXO A: RELACION CON CLASES ANTIGUAS....................................................................... 21 ANEXO B: TABLAS DE COMBINACION DE DIAMETROS ......................................................... 26 ANEXO C: COMPONENTES.......................................................................................................... 33 ANEXO D: CLASES DE TUBERIAS.............................................................................................. 60
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 4 de 60
INTERPRETACIN DE LAS REVISIONES
Los prrafos marcados con el smbolo: <Rn> donde n corresponde al nmero de revisin, son los prrafos objeto de modificacin (ampliacin o cambio) en el citado nmero de revisin. Por claridad, los prrafos eliminados en la ltima revisin con respecto a la anterior, aparecern con un doble tachado (doble tachado), para aparecer eliminados definitivamente en la siguiente revisin. Cuando la revisin sea de un orden tal que cambie sustancialmente todo el contenido de la especificacin, el objeto de sta ser Revisin general, y por claridad los cambios no vendrn marcados de esta manera, al considerarse en esencia, una nueva redaccin de la especificacin.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 5 de 60
GENERALIDADES
1.1 Objeto Esta especificacin determina los materiales de tuberas a utilizar segn los servicios definidos. Los materiales se especifican en las clases de tuberas incluidas al final de este documento. En el anexo A se incluye una relacin entre clases antiguas y nuevas de CEPSA. Las clases antiguas incluidas en esta relacin quedan anuladas y no se debern utilizar para proyectos nuevos.
1.2 mbito de aplicacin La presente especificacin es de aplicacin a todos los proyectos a realizar dentro del mbito de las COMPAIAS DEL GRUPO CEPSA, bajo cualquiera de las modalidades posibles de contratacin.
1.3 Cdigos, reglamentos y normas de aplicacin Las especificaciones y normas utilizadas son: ASME B31.3: Tubera de Procesos. ASME B16.5: Bridas para tuberas y Accesorios con Bridas (1/2 hasta 24). ASME B16.9: Accesorios de soldadura a tope de acero. ASME B16.10: Dimensiones Cara a Cara y Extremo a Extremo de Vlvulas. ASME B16.11: Accesorios forjados, Socket Weld y Roscados. ASME B16.20: Juntas Metlicas para Bridas. ASME B16.25: Extremos para soldadura a tope. ASME B16.34: Vlvulas con extremos bridados, roscados y para soldar. ASME B16.47: Bridas de Acero para Dimetros Grandes (26 hasta 60). ASME B36.10: Tubera de Acero con soldadura y sin soldadura. ASME B36.19: Tubera de Acero Inoxidable. ASME B46.1: Textura Superficial. MSS-SP-95: Swages. MSS-SP-97: Accesorios para Ramales de Acero Carbono Calmado. API 6D: Especificacin para Vlvulas de Lneas (compuerta, bola y retencin) API-598: Inspeccin y pruebas de Vlvulas. API-600: Vlvulas de Compuerta de Acero con extremos bridados y para soldar. API-602: Vlvulas de Compuerta de Acero Compactas con extremos bridados, roscados, para soldar y extendidos.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 6 de 60
BS-5351: Especificacin para Vlvulas de Bola para la Industria de Petrleo y Petroqumica.
BS-6755-1: Pruebas de Vlvulas: Requerimientos de Pruebas de Presin para Produccin.
UNE-EN-ISO 1461.
Procedimientos CEPSA: PRE-0055 Elaboracin de la Lista de Lista de Lneas. PRE-0314 Codificacin Materiales de Tuberas.
En el supuesto de que exista cualquier divergencia entre las especificaciones y normas mencionadas y lo requerido en esta especificacin, se deber poner en conocimiento de CEPSA, quien se reserva el derecho de decidir en cada caso lo que proceda.
MATERIALES: CLASES DE TUBERIAS
La definicin de los materiales se realiza a travs de las clases de tuberas.
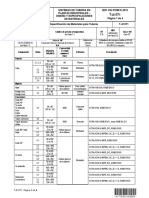
2.1 Denominacin La denominacin de una clase est compuesta por 7 caracteres alfanumricos segn el siguiente cdigo LNNNLLL donde L es una letra y N es un nmero. Empezando de izquierda a derecha el significado de estos caracteres es: L: Tipo de material. Los valores posibles son:
DENOMINACION A B C <R4>D <R4>E <R4>F G K L M <R4>O <R4>P
DESCRIPCION ACERO CARBONO CALMADO ACERO CARBONO ACERO ALEADO 1 % CR % MO ACERO ALEADO 2 % CR 1% MO ACERO ALEADO 5% CR % MO ACERO ALEADO 9 CR 1% MO ACERO CARBONO GALVANIZADO ACERO INOXIDABLE 321 ACERO INOXIDABLE 304L ACERO INOXIDABLE 316L ACERO INOXIDABLE 347 MONEL
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 7 de 60
R S T
ACERO CALMADO BAJAS TEMPERATURAS HASTELLOY C TITANIO
NN: Rating de bridas. Los valores posibles son:
DENOMINACION 01 03 06 09 15 <R4>25
DESCRIPCION 150# 300# 600# 900# 1500# 2500#
N: Sobreespesor de corrosin. Los valores posibles son:
DENOMINACION 0 2 4 5
DESCRIPCION 1,5 mm 3 mm 4,5 mm 6 mm
Para el Titanio la denominacin 0 corresponde a 1 mm y para el Hastelloy C la denominacin 2 corresponde a 2,5 mm.
L: Saltos de Presin dentro de un mismo rating. La letra A indica los lmites de presin de diseo ms bajos de su rating. La letra ms alta dentro de un rating corresponde a las condiciones ms altas dentro del mismo.
LL: Servicio de una clase. Puede haber una o dos letras.
Ej.: La clase A030AA indica una clase de material acero carbono calmado, con rating de bridas 300#, con un sobreespesor de corrosin de 1,5mm, con los lmites de presin de diseo ms bajos de su clase correspondiente al salto A y servicio de procesos en general correspondiente a la letra A.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 8 de 60
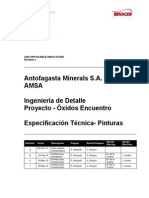
2.2 Formato: Seleccin de Clase Las clases de un mismo material se agrupan en una sola especificacin correspondiente al material. El formato incluye para todas las clases de un mismo material todos los componentes indicados en el apartado anterior. Los componentes definidos para las clases se detallan en el Anexo C. El formato se detalla a continuacin:
2.2.1
Encabezamiento
El encabezamiento de todas las hojas es el siguiente:
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
01 = 150#
Hoja 1 de 3 B
15 = 1500# 25 = 2500#
ACERO CARBONO
03 = 300# 06 = 600# 09 = 900#
0 = 1,5 mm
2 = 3 mm
4 = 4,5 mm
5 = 6 mm
Se indica el nmero de hoja, el material, la letra correspondiente al material (primer carcter de todas las clases), y los cdigos del rating (segundo y tercer carcteres) y sobreespesores de corrosin (cuarto carcter), indicado como CA (Corrosion Allowance).
2.2.2
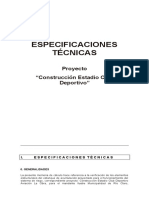
Definicin de Servicios
Se describen los posibles servicios para el material especificado. Se indica para cada servicio, su cdigo (sexto y sptimo carcter de la clase), su descripcin, la combinacin de los ratings y sobreespesores de corrosin definidos para ese servicio, si el material lleva tratamiento trmico post-soldadura en montaje, y las notas asociadas. Cuando el servicio requiera tratamiento trmico, las tuberas con clases para este servicio llevarn dicho tratamiento, que ser segn lo indicado en el cdigo ASME B31.3 y sin ninguna excepcin, o bien se har referencia a una especificacin particular de CEPSA. <R4>Cuando el servicio no requiera tratamiento trmico, se seguir lo indicado en el cdigo ASME B31.3, que lo puede requerir por ejemplo en aceros al carbono a partir de cierto espesor. Aunque el servicio no requiera tratamiento trmico, puede ser necesario segn se indique en la ingeniera bsica.
Ej.: Para servicio de hidrocarburos fuera del rea de procesos slo se incluyen las clases de
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 9 de 60
150# y 300# para sobreespesores de corrosin de 1,5 y 3 mm. La clase B032AA indica una clase del material Acero Carbono, de 300#, sobreespesor de corrosin 3 mm, el salto de presin indicado A y servicio A.
SERVICIO DESCRIPCION
A DE PROCESOS AGUA DE PLANTA, AGUA
RATINGs
CAs
0, 2
PWHT NOTAS
NO 1, 2, 3, 4
HIDROCARBUROS FUERA DEL AREA 01, 03
SCI 01, 03
0, 2
NO
1, 2, 3, 4
(COLUMNA HUMEDA) AIRE DE PLANTA Y NITROGENO B AGUA DE REFRIGERACION 01, 03 01 0, 2 0, 2, 4 NO NO 1, 2, 3, 4 1, 2, 3, 4
A continuacin se describen las notas asociadas a cada servicio:
NOTAS
1
DESCRIPCION
El contenido mximo en carbono para todos los materiales usados en uniones soldadas no exceder del 0.25% C y el carbono equivalente no pasar del 0.42%
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24 a menos que se indique la posibilidad de utilizar otro material, en cuyo caso se tendr en cuenta plazo de entrega y costo. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior
3 4
Los accesorios que se utilicen con soldadura irn 100% radiografiados Para dimetros igual o superior a 26 se puede utilizar API 5L B SAW
2.2.3
Relacin Schedule-Rating para accesorios forjados
Se expone una tabla donde se indica el rating para accesorios forjados segn el schedule especificado por la clase para los dimetros donde se utilicen dichos accesorios forjados.
Ej.: Para la clase B032AA el rating de un coupling de 2 sera de 3000#, ya que para tubera de 2 y menores el schedule es 80.
ACCESORIOS FORJADOS SCHEDULE 80
160
RATING 3000#
6000#
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 10 de 60
2.2.4
Conexiones y Ramales. Ensamblajes
Se expone una tabla donde se indica los tipos de conexiones segn los dimetros de colectores y ramales, y los tipos de unin para el ensamblaje segn dimetros de tuberas y accesorios.
CONEXIONES Y RAMALES (1) DIAMETRO COLECTOR
IGUALES DE A 24 A 2 3 A 24 3 A 24 A 1.1/2 A 2 3 A 24
RAMAL
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 3 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
A continuacin se describen las notas asociadas:
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
2.2.5
Condiciones de Diseo Mecnico: Criterios de Seleccin
Se expone una tabla con las condiciones de diseo mecnico (presin y temperatura) del material, sin tener en cuenta el servicio. <R4>Se establece el rango de temperaturas de utilizacin de las clases, fuera del cual no es aplicable. Para el acero carbono calmado (A) y acero carbono (B), existe una columna inicial de temperatura mnima, ya que depende del espesor. Para el resto de materiales dicha temperatura se indica en el rango de temperaturas. <R4>A partir de las condiciones de diseo mecnico de una lnea, indicadas en la Lista de Lneas segn PRE-0055, se selecciona la clase a utilizar. Los datos para entrar en la tabla son sobreespesor de corrosin, presin y temperatura de diseo mecnico. De entre las filas del sobreespesor de corrosin establecido y entrando en la columna de temperatura de diseo se selecciona la primera fila cuya presin de diseo sea igual o superior a la de diseo de la Lnea. La fila seleccionada junto con el servicio definen completamente la clase de tuberas de la Lnea.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 11 de 60
Cuando una temperatura est situada entre dos valores de la tabla, la presin se obtendr por interpolacin lineal. <R4>En la seleccin de las clases se podr aplicar el siguiente criterio con el objeto de reducir el nmero total de clases necesarias en un proyecto: Para clases de acero carbono calmado, hasta 4 se seleccionar siempre el salto mximo del rating correspondiente a las condiciones de diseo de la lnea. Por ejemplo, si las condiciones de diseo permiten seleccionar la clase A060CA, y si el dimetro de la lnea es de 4 o inferior, la clase que se seleccionar ser la A060EA. Para clases de acero aleado 1.1/4%Cr, hasta 3 se seleccionar siempre el salto mximo del rating correspondiente a las condiciones de diseo de la Lnea, es decir, si por ejemplo las condiciones de diseo permiten seleccionar la clase C062AH, si el dimetro de la lnea es de 3 o inferior la clase que se seleccionar ser la C062CH. <R4>Para todos los materiales, si para el salto dentro de un rating correspondiente a las condiciones de diseo de la lnea, el schedule del dimetro de la lnea es el mismo que para el salto mximo de dicho rating, se seleccionar el salto mximo. Por ejemplo, si las condiciones de diseo permiten seleccionar la clase A060CA, y si el dimetro de la lnea es de 10, como el schedule para el salto C es el mismo que para el salto mximo E, la clase que se seleccionar ser la A060EA.
<R4>Ej.: Para un servicio de hidrocarburo fuera del rea de procesos, con sobreespesor de corrosin de 3 mm, y para una temperatura de diseo de 100C y una presin de diseo de 30 kg/cm2, la clase que se debe seleccionar es B032AA. Si el dimetro de la lnea fuera 10, como el schedule que le corresponde es el mismo que el de la clase B032BA, se podra seleccionar esta clase. Si el dimetro de la lnea fuera 12, como el schedule que le corresponde es distinto al de la clase B032BA, se mantendra la clase B032AA.
CONDICIONES DE DISEO DENOMINACION CLASE
Mater B Rating 01 03 01 CA 0 0 2 Salto A A B A
TEMPERATURA DISEO (C) T mn
-29 -29 -29 -29
Mn a 38
100
150
200
250
PRESION DISEO (kg/cm2)
20 27 38,1 18,9 18 27 38,1 18 16,1 27 38,1 16,1 14 27 38,1 14 12,3 25,8 36,4 12,3
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 12 de 60
03 01
2 4
A B A
-29 -12,8 -29
31,7 43 18,1
31,7 43 18
31,7 43 16,1
31,7 43 14
30,3 41,1 12,3
2.2.6
Espesores
<R4>Se expone una tabla con los schedules para cada dimetro y para cada clase a utilizar. Estos schedules han sido calculados segn ASME B31.3 para presin interior. La soportacin y estrs de la lnea ser calculada teniendo en cuenta esta circunstancia. Para el servicio de vaco se verificar segn ASME B31.3 durante la fase de ingeniera que el schedule indicado en la clase es adecuado. El dato para entrar en la tabla es el nombre de la clase sin tener en cuenta el servicio. Si en algn cuadro aparece la letra C, se proceder a calcular el espesor segn cdigo ASME B.31.3 para las condiciones de diseo de la tubera.
Ej.: Para la clase seleccionada anteriormente B032AA se selecciona la fila en donde la denominacin de clase coincide con B032A. Para una tubera, codo, o cualquier otro accesorio de 10 le corresponde un schedule de 40.
ESPESORES DENOMINACION CLASE
Mater Rating 01 03 B 01 03 01 CA 0 0 2 2 4 Salto A A B A A B A 80 80 80 80 80 80 160 40 40 40 40 40 40 80 40 40 40 40 40 40 80 40 40 40 40 40 40 80 40 40 40 40 40 40 80 20 20 40 20 40 40 40
2 y men 2.1/ 2 3 4
DIAMETRO (PULGADAS)
6 8 10 12 14 16 18 20 24
SCHEDULE
20 20 40 20 40 40 40 20 20 STD 20 STD XS STD 20 20 30 20 30 XS 30 20 20 30 20 30 40 30 20 20 XS 20 XS XS STD 20 20 30 20 30 40 30 20 20 XS 20 XS 40 XS
2.2.7
Normas de Materiales
Se expone una tabla con los materiales a utilizar segn el componente (tubera, brida, ...). Los datos para entrar en la tabla son el componente, el dimetro, el rating, el sobreespesor de corrosin y el servicio. Al entrar en la tabla se selecciona la fila que cumpla con los datos mencionados y se obtiene el material a utilizar, su norma dimensional y las notas asociadas. El rating de las bridas ser el correspondiente a la clase seleccionada.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 13 de 60
Ej.: Para la clase seleccionada anteriormente B032AA, el material de la tubera para cualquier dimetro ser A-106 B, el material de una te de 8 sern A-234 WPB, el material de una brida SW de 2 ser A-105, el material de una reduccin de 10x8 podr ser de A234 WPB o A-234 WPB W (soldada), y as sucesivamente.
TUBERIAS Y ACCESORIOS ELEMENTO
TUBERIA
DIAM
TODOS 10 A 24
RAT
TODOS TODOS
CAs
TODOS TODOS
SERV
TODOS TODOS
MATERIAL
A-106 B
API-5L B ERW
NORMA
ASME B36.10
NOTAS
CODOS TES CAPS
BW SW
2.1/2 A 24 10 A 24 A 2
TODOS TODOS TODOS
TODOS TODOS TODOS
TODOS TODOS TODOS
A-234 WPB
A-234 WPB W A-105
ASME B16.9 ASME B16.11
WN SW BRIDAS LWN CIEGA ORIFIC
2.1/2 A 24 A 2 1 A 4 A 24 1 A 24
TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS
A-105
A-105
A-105 A-105 A-105
ASME B16.5
ASME B16.36
3 A 24 REDUCCIONES 10 A 24
TODOS TODOS
TODOS TODOS
TODOS TODOS
A-234 WPB
ASME B16.9
A-234 WPBW
A-105 A-105 A-105 A-105 A-105 ASME B16.11 MSS-SP-97 MSS-SP-95
SWAGE WELDOLET SOCKOLET ELBOLET COUPLING
A 3 2.1/2 A 24 3 2.1/2 A 24 A 2
TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS
FIGURAS 8 ESPACIADORES DISCOS CIEGOS
TODOS TODOS TODOS
TODOS TODOS TODOS
TODOS TODOS TODOS
TODOS TODOS TODOS
A-516 G60 A-516 G60 A-516 G60
1 1 1
ESPARRAGOS TUERCAS
TODOS TODOS
TODOS TODOS
TODOS TODOS
TODOS TODOS
A-193 B7 A-194 2H
ASME B18.2.1 ASME B18.2.2
2 2
2.2.8
Juntas Espirometlicas
Se expone una tabla con las juntas espirometlicas a utilizar. Los datos para entrar en la tabla son el dimetro, el rating, el sobreespesor de corrosin y el servicio. Al entrar en la tabla se selecciona la fila que cumpla con los datos mencionados y se obtiene los materiales
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 14 de 60
de la junta a utilizar, su norma dimensional y las notas asociadas.
Ej.: Para la clase seleccionada anteriormente B032AA, la junta a utilizar para cualquier dimetro ser con material de fleje 316L y relleno de grafito.
JUNTAS ESPIROMETALICAS DIAM
TODOS A 16 18 A 24
RATINGs
01 03 03
CAs
TODOS TODOS TODOS
SERV
FLEJE TODOS TODOS TODOS 316L 316L 316L
MATERIAL
RELLENO GRAFITO GRAFITO GRAFITO 316L AN. INT.
NORMA
NOTAS
ASME B16.20
A continuacin se describen las notas asociadas a las tres tablas anteriores:
NOTAS
1 2 3
DESCRIPCION
STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de orificio para clases de 150# sern de 300#
2.2.9
Filtros
Se expone una tabla con los filtros a utilizar. Los datos para entrar en la tabla son el material, el rating, el sobreespesor de corrosin, el servicio y el tipo de filtro. Al entrar en la tabla se selecciona la fila que cumpla con los datos mencionados y se obtiene el cdigo del filtro. Las descripciones de los filtros se especifican en la especificacin ESP-1300-22.
Ej.: Para la clase seleccionada anteriormente B032AA, el filtro de baera lnea para cualquier dimetro especificado en la descripcin del filtro ser el FBL-2.
FILTROS DENOMINACION CLASE
Material
B
TEMPORALES
Servicio Cnicos Troncocon
A, B A, B FTC-1 FTC-2 FTTC-1 FTTC-2
BAERA
Lnea
FBL-1
Y
FY-101 FY-101
Rating
01 03
CA
0, 2, 4 0, 2, 4
Salto
TODOS TODOS
Codo
FBC-1 FBC-2
FBL-2
2.2.10 Vlvulas Se exponen varias tablas con las vlvulas a utilizar. La primera tabla es para vlvulas de compuerta y de bola y la segunda para vlvulas de globo y retencin, y en el caso de Acero
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 15 de 60
Carbono Calmado se aade otra tabla para vlvulas de asiento de fuelle y de macho ascendente. Los datos para entrar en la tabla son el material, el rating, el sobreespesor de corrosin, el servicio y el tipo de vlvula. Al entrar en la tabla se selecciona la fila que cumpla con los datos mencionados y se obtiene el cdigo de la vlvula. Las descripciones de las vlvulas se especifican en la especificacin ESP-1300-21.
Ej.: Para la clase seleccionada anteriormente B032AA, la vlvula de globo SW para cualquier dimetro especificado en la descripcin de la vlvula ser la G-101.
VALVULAS DENOMINACION CLASE
Material Rating
01 03
COMPUERTA
Forjada
SW BRID (3) C-102 C-102 C-103 C-101 C-105 C-101
BOLA (1)
Forjada
SW B-101 B-122 B-101
CA
0, 2 4 0, 2
Salto
TODOS TODOS TODOS
Servicio
A, B B A, B
Fundida
BRID C-1 C-1 C-2
Fundida
BRID B-1 B-1 B-3 B-2 B-2 B-4
VALVULAS DENOMINACION CLASE
Material Rating
01 B 03
GLOBO
Forjada
SW G-101 G-102
RETENCION (4)
Fundida
BRID G-1 G-1 G-2
CA
0, 2 4 0, 2
Salto
TODOS TODOS TODOS
Servicio
A, B B A, B
Forjada
SW R-180 R-186 R-180
Fundida
BRID R-1 R-1 R-2
G-101
VALVULAS DENOMINACION CLASE
Material Rating
B 01
MARIPOSA (5)
Servici o
B
Fundida Entre Bridas
MR-2
CA
0, 2, 4
Salto
TODOS
A continuacin se describen las notas asociadas a las dos tablas anteriores.
NOTAS
1
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 16 de 60
Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc)
3 4 5
Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Las vlvulas de mariposa slo se podrn utilizar para temperatura de operacin inferior a 140C y para dimetros igual o superior a 8
SERVICIOS
3.1 Hidrocarburos Procesos General Cualquier corriente de procesos que contenga hidrocarburos.
3.2 Hidrocarburos + Hidrgeno (H2) Cualquier corriente de procesos, con independencia de la existencia o no de hidrocarburos, donde se cumpla que la presin parcial de H2 sea superior a 100 psia (7 kg/cm2 absoluto), con independencia de la temperatura. Para las clases de acero carbono calmado y acero aleado de 1.1/4%Cr, las vlvulas suministradas debern cumplir los requerimientos de inspeccin incluidos en la especificacin ESP-1300-4.
3.3 Hidrocarburos + Sulfhdrico (SH2) Hmedo Cualquier corriente de procesos, con independencia de la existencia o no de hidrocarburos, donde se cumpla simultneamente: Exista agua en fase lquida o posibilidad que sta condense por una bajada de temperatura. Exista cido sulfhdrico. La presin total del gas sea igual o superior a 65 psia (4,67 kg/cm2 absoluto) y la presin parcial de sulfhdrico en el gas no sea inferior a 0,05 psia (0,0035 kg/cm2 absoluto), la concentracin de sulfhdrico en el agua sea igual o superior a 50 ppm en peso. Para las clases de acero carbono calmado los materiales suministrados debern cumplir con la especificacin ESP-1300-2. <R4>Cualquier corriente de procesos, con independencia de la existencia o no de hidrocarburos, que contenga agua libre en fase lquida y se d alguna de las siguientes condiciones: Exista ms de 50 ppm de SH2 disuelto en el agua. El pH en el agua sea inferior a 4 y exista algo de SH2 disuelto en el agua. El pH en el agua sea superior a 7.6, exista ms de 20 ppm de cianuros (HCN) disueltos en el agua y algo de SH2 disuelto en el agua.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 17 de 60
La presin parcial de SH2 sea superior a 0,05 psia en fase gas, cuando haya fase gaseosa.
La concentracin molar de SH2 sea superior a 0,3%.
Hay que considerar todos los escenarios: operacin normal, malas operaciones, puestas en marcha y paradas, etc.
3.4 Aguas Acidas Cualquier corriente de procesos, con independencia de la existencia o no de hidrocarburos, en fase lquida donde exista agua y sulfhdrico con una concentracin igual o superior a 50 ppm en peso. Para las clases de acero carbono calmado los materiales suministrados debern cumplir con la especificacin ESP-1300-2.
3.5 Amina Cualquier corriente de procesos con monoetanolamina (MEA), dietanolamina (DEA), y otras aminas en solucin con una concentracin mayor del 2% en peso. Para las clases de acero carbono calmado los materiales suministrados debern cumplir con la especificacin ESP-1300-2, excepto el apartado que hace referencia al cumplimiento de la NACE MR 0175 para vlvulas.
3.6 <R4>Sosa Custica Cualquier corriente de procesos con cualquier concentracin de NaOH en solucin y temperatura de operacin superior a 50C.
3.7 Hidrocarburos + Aromticos Cualquier corriente de procesos con una concentracin igual o superior al 5% en peso de Benceno y/o con una concentracin igual o superior al 25% en peso de aromticos C6 a C9 y con una presin de operacin superior a 1,5 kg/cm2 absolutos.
3.8 Hidrocarburos + Cloruros <R4>Cualquier corriente de procesos con cloruros que segn la ingeniera bsica considere necesario trim de monel en las vlvulas. 3.9 Proceso AROMAX Corrientes en circuito de reaccin del proceso AROMAX.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 18 de 60
3.10 Hidrocarburos en servicio de Vaco Cualquier corriente de procesos con una presin de operacin inferior a la atmosfrica.
3.11 <R4>Acido Fluorhdrico Cualquier corriente de procesos con cualquier concentracin de cido fluorhdrico. Puede ser de dos tipos: cido fluorhdrico e hidrocarburo + trazas de cido fluorhdrico.
3.12 Servicios Combinados 3.12.1 Hidrocarburos + SH2 hmedo + H2 Cualquier corriente de procesos donde se d simultneamente los servicios definidos para Hidrocarburos + H2 y para Hidrocarburos + SH2 hmedo. 3.12.2 Hidrocarburos + Aromticos + H2 Cualquier corriente de procesos donde se d simultneamente los servicios definidos para Hidrocarburos + Aromticos y para Hidrocarburos + H2. 3.12.3 Proceso AROMAX + Aromticos Cualquier corriente de procesos donde se d simultneamente los servicios definidos para Proceso Aromax y para Hidrocarburos + Aromticos. 3.12.4 Hidrocarburos + Cloruros + Aromticos Cualquier corriente de procesos donde se d simultneamente los servicios definidos para Hidrocarburos + Cloruros y para Hidrocarburos + Aromticos. 3.12.5 Hidrocarburos + Cloruros + H2 Cualquier corriente de procesos donde se d simultneamente los servicios definidos para Hidrocarburos + Cloruros y para Hidrocarburos + Hidrgeno.
3.13 Vapor Vapor de Baja: Cualquier corriente de vapor de agua con una presin de diseo igual o inferior a 13 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 225C. La clase de tuberas a utilizar es A010AA. Vapor de Media: Cualquier corriente de vapor de agua con una presin de diseo igual o inferior a 30 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 345C. La clase de tuberas a utilizar es A030CA. Vapor de Alta: Cualquier corriente de vapor de agua con una presin de diseo igual o inferior a 55 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 413C o con una presin de diseo igual o inferior a 51 kg/cm2 manomtrica y temperatura de diseo igual o
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 19 de 60
inferior a 427C. La clase de tuberas a utilizar es A060EV.
3.14 Condensado Condensado de baja: Cualquier corriente de condensado con una presin de diseo igual o inferior a 13 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 225C y cuyo origen es una corriente de vapor de baja. La clase de tuberas a utilizar es A012AA. Condensado de media: Cualquier corriente de condensado: Con una presin de diseo igual o inferior a 13 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 225C y cuyo origen es una corriente de vapor de media. La clase de tuberas a utilizar es A012AA. Con una presin de diseo igual o inferior a 30 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 345C y cuyo origen es una corriente de vapor de media. La clase de tuberas a utilizar es A032DA. Condensado de alta: Cualquier corriente de condensado: Con una presin de diseo igual o inferior a 30 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 345C y cuyo origen es una corriente de vapor de alta. La clase de tuberas a utilizar es A032DA. Con una presin de diseo igual o inferior a 51 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 427C o con una presin de diseo de 55 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 413C y cuyo origen es una corriente de vapor de alta. La clase de tuberas a utilizar es A062DV.
3.15 Vapor Recalentado Vapor Recalentado de 600#: Cualquier corriente de vapor de agua recalentado con una presin de diseo igual o inferior a 64,5 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 475C. La clase de tuberas a utilizar es C060CV. Vapor Recalentado de 900#: Cualquier corriente de vapor de agua recalentado con una presin de diseo igual o inferior a 75,2 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 508C. La clase de tuberas a utilizar es C090BV. Vapor Recalentado de 1500#: Cualquier corriente de vapor de agua recalentado con una presin de diseo igual o inferior a 97,9 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 500C. La clase de tuberas a utilizar es C150AV.
3.16 Agua Alimentacin Calderas Baja Presin: Cualquier corriente de agua para alimentacin de calderas con una presin de
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 20 de 60
diseo igual o inferior a 44 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 150C. La clase de tuberas a utilizar es A032DA. Media Presin: Cualquier corriente de agua para alimentacin de calderas con una presin de diseo igual o inferior a 87 kg/cm2 manomtrica y temperatura de diseo igual o inferior a 233C. La clase de tuberas a utilizar es A062DA.
LISTADOS DE MATERIALES POR CLASE
La Unidad de Ingeniera dispone de la base de datos Informes Clases Tuberas en formato Access que incluye una tabla con la relacin entre cada clase de tuberas y sus materiales para todas las clases codificadas. Esta base de datos est disponible para cualquier usuario que podr obtener de forma automtica los listados de materiales para una clase determinada. <R4>Para cada material se define su cdigo SAP, su cdigo de ingeniera y una descripcin completa. El cdigo de ingeniera es una cadena de caracteres corta que identifica al material completamente, que tiene unas reglas de formacin determinadas y que slo puede ser generado por la Unidad de Ingeniera segn se describe en el procedimiento especfico PRE-0314. <R4>La base de datos contiene la relacin entre cdigo SAP y cdigo de ingeniera para todos los materiales generados por la Unidad de Ingeniera.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 21 de 60
ANEXO A: RELACION CON CLASES ANTIGUAS A continuacin se exponen las tablas de conversin de clases antiguas a las nuevas de CEPSA. El smbolo # indica que puede ser cualquier servicio segn definiciones realizadas para las clases nuevas. Cuando se proceda a utilizar una clase nueva CEPSA para sustituir a una clase antigua el responsable contrastar las posibles diferencias (materiales, schedules, juntas, vlvulas,...) y las implicaciones que puede ocasionar, as como la validez de las condiciones de diseo.
Acero Carbono Calmado
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA A150 A152 A155 A302 A323 A350 A600 A601 A620 A622 A650 A900 A920 A1500 A1510 A010A# A012A# A015A# A030C# A032D# A035C# A060B# A060E# A062A# A062D# A065C# A090A# A092B# A150A# A150B#
V150 V300 V600
A010AA A030CA A060EV
X320 X620 X625
A032DA A062DA A062DA
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 22 de 60
<R4>ALK2
A032DQA A034DQA A035CQA
<R4>ALK4 <R4>ALK5
A012AQT? A032DQT?
Acero Carbono
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA A151S B012A#
Acero Carbono Galvanizado
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA G150 G010AA
Acero Aleado 1.1/4%Cr 0,5%Mo
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA C150 C300 C320 C620 C900 C920 C1500 C010A# C030C# C032C# C062C# C090A# C092B# C150A#
B300 B601
C030C# (1) C060C# (1)
V610 V910 V1500
C060CV C090BV C150AV
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 23 de 60
(1) Las clases antiguas B300 y B601 de material acero 0,5 Mo ya no se incluye en el API941 como material a utilizar para servicio de Hidrocarburo + H2. Por este motivo la equivalencia pasa a ser el material superior permitido por esta norma y que es el acero aleado 1.1/4%Cr. Para sustituciones de lneas completas se utilizar el nuevo material, pero para sustituciones parciales se decidir en cada caso el material a utilizar teniendo en cuenta el servicio.
<R4>Acero Aleado 5%Cr
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA E320 E032C#
Acero Inoxidable 321
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA K150 K300 K601 K900 K901 K1500 K010AS K030AS K060BS K090A# K090B# K150B#
Acero Inoxidable 304L
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA L150 L300 L010AA L030BA
Acero Inoxidable 316L
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA M150 M152 M010AA M012AA
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 24 de 60
M300 M320
M030AA M032BA
<R4>Monel
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA ALK1 P032AQ
Acero Carbono Baja Temperatura
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA R150 R300 R012AA R032AA
Hastelloy C
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA HAS900 S092AA
Titanio
CLASE ANTIGUA CEPSA CLASE NUEVA CEPSA TI150 TI300 T010AA T030BA
<R4>A lo largo del tiempo, durante la ingeniera de detalle de todas las unidades de cada centro se han utilizado clases de tuberas de diversas ingenieras. A continuacin se establece a ttulo orientativo la relacin con las clases nuevas de CEPSA. <R4>Cuando se proceda a utilizar una clase nueva CEPSA para sustituir a una de dichas clases el responsable contrastar las posibles diferencias (materiales, schedules, juntas, vlvulas,...) y las implicaciones que puede ocasionar, as como la validez de las condiciones de diseo.
<R4>REFINERIA GIBRALTAR
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 25 de 60
INGENIERIA
CLASE INGENIERIA
CLASE NUEVA COMENTARIOS CEPSA P032AQ A032DQA A034DQA A035DQA
INTECSA
3MF1 3CF2
1CF4 3CF5 1CF6 3CF7
A012AQT A032DQT A010AQN A030CQN
<R4>PETRESA
INGENIERIA
CLASE INGENIERIA
CLASE NUEVA COMENTARIOS CEPSA P032AQ A034DQA A014AQT A034DQT
UOP
P3 P4 P6 P7
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 26 de 60
ANEXO B: TABLAS DE COMBINACION DE DIAMETROS Tabla 1: Las combinaciones de dimetros para tes reductoras son:
Combinacin Dimetros
3/4"x1/2" 1"x1/2" 1"x3/4" 1.1/2"x1/2" 1.1/2"x3/4" 1.1/2"x1" 2"x1/2" 2"x3/4" 2"x1" 2"x1.1/2"
Tabla 2: Las combinaciones de dimetros para reducciones concntricas y excntricas son:
Combinacin Dimetros
3"x2.1/2" 4"x2" 4"x2.1/2" 4"x3" 6"x3" 6"x4" 8"x4" 8"x6" 10"x6" 10"x8" 12"x6" 12"x8" 12"x10" 14"x8" 14"x10" 14"x12" 16"x8" 16"x10" 16"x12" 16"x14" 18"x10" 18"x12"
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 27 de 60
18"x14" 18"x16" 20"x10" 20"x12" 20"x14" 20"x16" 20"x18" 24"x12" 24"x14" 24"x16" 24"x18" 24"x20"
Tabla 3: Las combinaciones de dimetros para swages concntricos y excntricos con ambos extremos SW y para couplings reductores con extremos roscados son:
Combinacin Dimetros
3/4"x1/2" 1"x1/2" 1"x3/4" 1.1/2"x1/2" 1.1/2"x3/4" 1.1/2"x1" 2"x1/2" 2"x3/4" 2"x1" 2"x1.1/2"
Tabla 4: Las combinaciones de dimetros para swages concntricos con extremo mayor SW y extremo menor roscado son:
Combinacin Dimetros
3/4"x1/2" 1"x1/2" 1.1/2"x1/2" 2"x1/2"
Tabla 5: Las combinaciones de dimetros para swages concntricos y excntricos con extremo mayor de 3 para BW y extremo menor para SW son:
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 28 de 60
Combinacin Dimetros
3"x1" 3"x1.1/2" 3"x2"
Tabla 6: Las combinaciones de dimetros para weldolets son:
Combinacin Dimetros
2.1/2"x2.1/2" 3"x2.1/2" 3"x3" 4"x2.1/2" 4"x3" 4"x4" 6"x2.1/2" 6"x3" 6"x4" 6"x6" 8"x2.1/2" 8"x3" 8"x4" 8"x6" 8"x8" 10"x2.1/2" 10"x3" 10"x4" 10"x6" 10"x8" 10"x10" 12"x2.1/2" 12"x3" 12"x4" 12"x6" 12"x8" 12"x10" 12"x12" 14"x2.1/2" 14"x3" 14"x4"
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 29 de 60
14"x6" 14"x8" 14"x10" 14"x12" 14"x14" 16"x2.1/2" 16"x3" 16"x4" 16"x6" 16"x8" 16"x10" 16"x12" 16"x14" 16"x16" 18"x2.1/2" 18"x3" 18"x4" 18"x6" 18"x8" 18"x10" 18"x12" 18"x14" 18"x16" 18"x18" 20"x2.1/2" 20"x3" 20"x4" 20"x6" 20"x8" 20"x10" 20"x12" 20"x14" 20"x16" 20"x18" 20"x20" 24"x2.1/2" 24"x3" 24"x4" 24"x6" 24"x8" 24"x10"
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 30 de 60
24"x12" 24"x14" 24"x16" 24"x18" 24"x20" 24"x24"
Tabla 7: Las combinaciones de dimetros para sockolets son:
Combinacin Dimetros
3"x1.1/2" 3"x2"
Tabla 8: Las combinaciones de dimetros para elbolets son:
Combinacin Dimetros
2.1/2"x1.1/2" 2.1/2"x2" 3"x1.1/2" 3"x2" 4"x1.1/2" 4"x2" 6"x1.1/2" 6"x2" 8"x1.1/2" 8"x2" 10"x1.1/2" 10"x2" 12"x1.1/2" 12"x2" 14"x1.1/2" 14"x2" 16"x1.1/2" 16"x2" 18"x1.1/2" 18"x2" 20"x1.1/2" 20"x2" 24"x1.1/2" 24"x2"
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 31 de 60
Tabla 9: Las combinaciones entre dimetros de perno (D) y longitud (L) segn Rating de bridas son:
RATING 150# D
1/2" 1/2" 1/2" 1/2" 1/2" 5/8" 5/8" 5/8" 5/8" 5/8" 3/4" 3/4" 3/4" 3/4" 7/8" 7/8" 1" 1" 1" 1"
300# L
65 70 75 80 90 85 90 95 100 110 100 110 120 125 120 135 135 140 150 160
600# L
70 75 85 90 95 120 130 95 100 105 110 115 120 130 140 145 140 155 160 160 180 170 180 185 200 205 190 195 205 210 225 235 255
900# L
85 90 95 100 105 110 115 120 110 115 120 125 130 135 140 135 145 150 160 160 165 170 185 190 195 220 210 215 220 230 245 260 235
1500# L
100 110 120 130 135 140 145 150 160 135 145 150 155 160 170 165 180 185 190 195 220 185 190 210 215 230 235 250 255 275 300 265 275
2500# L
100 110 120 130 135 140 145 155 150 160 170 170 180 195 190 195 220 255 260 290 240 250 275 285 290 335 335 345 390 375 380 440 405
esp-1300-1-r4
D
1/2" 5/8" 5/8" 5/8" 5/8" 5/8" 5/8" 3/4" 3/4" 3/4" 3/4" 3/4" 3/4" 3/4" 3/4" 3/4" 7/8" 7/8" 7/8" 1" 1" 1.1/8" 1.1/8" 1.1/8" 1.1/8" 1.1/8" 1.1/4" 1.1/4" 1.1/4" 1.1/4" 1.1/4" 1.1/4" 1.1/4"
D
1/2" 5/8" 5/8" 5/8" 5/8" 5/8" 5/8" 5/8" 3/4" 3/4" 3/4" 3/4" 3/4" 3/4" 3/4" 7/8" 7/8" 7/8" 7/8" 1" 1" 1" 1" 1" 1.1/8" 1.1/8" 1.1/4" 1.1/4" 1.1/4" 1.1/4" 1.1/4" 1.1/4" 1.3/8"
D
3/4" 3/4" 7/8" 7/8" 7/8" 7/8" 7/8" 7/8" 7/8" 1" 1" 1" 1" 1" 1" 1.1/8" 1.1/8" 1.1/8" 1.1/8" 1.1/8" 1.1/8" 1.1/4" 1.1/4" 1.1/4" 1.3/8" 1.3/8" 1.3/8" 1.3/8" 1.3/8" 1.3/8" 1.3/8" 1.1/2" 1.1/2"
D
3/4" 3/4" 7/8" 7/8" 7/8" 7/8" 7/8" 7/8" 1" 1" 1" 1.1/8" 1.1/8" 1.1/8" 1.1/4" 1.1/4" 1.1/4" 1.3/8" 1.3/8" 1.3/8" 1.1/2" 1.1/2" 1.1/2" 1.5/8" 1.5/8" 1.5/8" 1.7/8" 1.7/8" 1.7/8" 2" 2" 2" 2.1/4"
D
3/4" 7/8 7/8 1 1 1.1/8 1.1/8 1.1/8 1.1/8 1.1/8 1.1/4 1.1/4 1.1/2 1.1/2 1.3/4 2 2 2 2 2.1/2 2.1/2 2.3/4 2.3/4
L
120 135 145 145 170 160 180 185 190 215 215 245 250 280 290 345 380 390 440 485 555 535 615
1.1/8" 150 1.1/8" 160 1.1/8" 175 1.1/8" 185 1.1/4" 180 1.1/4" 185 1.1/4" 190 1.1/4" 210 1.1/2" 210 1.1/2" 215 1.1/2" 230
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 32 de 60
1.1/2" 1.1/2" 1.1/2"
230 235 285
1.3/8" 1.3/8" 1.1/2" 1.1/2" 1.1/2" 1.5/8" 1.5/8" 1.5/8" 1.5/8" 1.5/8" 1.7/8" 1.7/8"
240 280 255 260 300 275 280 290 325 350 330 400
1.1/2" 1.5/8" 1.5/8" 1.5/8" 1.7/8" 1.7/8" 2" 2" 2" 2.1/2" 2.1/2" 2.1/2"
325 280 285 340 325 395 345 350 415 430 440 520
2.1/4" 2.1/2" 2.1/2" 2.3/4" 2.3/4" 3" 3" 3.1/2" 3.1/2"
480 445 525 490 590 535 635 610 730
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 33 de 60
ANEXO C: COMPONENTES A continuacin se describen los distintos componentes que se incluyen en las clases de tuberas:
Tubera Tubera BW (Butt Weld): para dimetros desde 2.1/2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La tubera se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM o API, donde se especifica composicin qumica, caractersticas
mecnicas y proceso de fabricacin. La tubera puede ser sin o con soldadura longitudinal Dimensiones Se definen mediante el dimetro nominal y el schedule que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales y ASME B36.19 adems para inoxidables Extremos Sern biselados segn ASME B16.25 para soldadura a tope
Tubera SW (Socket Weld): para dimetros desde hasta 2. La tubera se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal y el schedule que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales y ASME B36.19 adems para inoxidables
Extremos
Sern planos para soldadura Socket Weld
Tubera extremos roscados: Slo para la tubera galvanizada. Para dimetros desde hasta 2. La tubera se define por las siguientes caractersticas:
Caracterstica
Descripcin
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 34 de 60
Material
Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal y el schedule que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales
Extremos Galvanizado
Sern roscados NPT Interior y exterior segn norma UNE-EN ISO 1461 de 1999
Bridas El rating de las bridas utilizados en las clases son 150#, 300#, 600#, 900#, 1500# y 2500#. Las bridas de 900# slo existen a partir de 3. Para dimetros menores se utilizarn de 1500# segn se indica en cdigo ASME B16.5.
Bridas SW (Socket Weld): para dimetros desde hasta 2. La brida se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal, el rating y el schedule que definen completamente la brida segn la norma ASME B16.5. La cara ser RF. El extremo de conexin ser con encastre para soldadura Socket Weld
Acabado de Cara
Ser 125-250Ra segn ASME B46.1
Bridas WN (Welding Neck): para dimetros desde 2.1/2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La brida se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 35 de 60
Dimensiones
Se definen mediante el dimetro nominal, el rating y el schedule que definen completamente la brida segn la norma ASME B16.5. Para dimetros superiores a 24 se aplicar la norma ASME B16.47 Serie B. La cara ser RF. El extremo de conexin a tubera ser biselado segn ASME B16.25 para soldadura a tope
Acabado de Cara
Ser 125-250Ra segn ASME B46.1
Bridas LWN (Long Welding Neck): para dimetros desde 1 hasta 4. La brida se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal y el rating que definen completamente la brida segn la norma ASME B16.5. La cara ser RF. El extremo de conexin a tubera ser biselado segn ASME B16.25 para soldadura a tope para dimetro superior a 2 y con encastre para soldadura Socket Weld para 2 y menores
Acabado de Cara
Ser 125-250Ra segn ASME B46.1
Bridas ciegas: para dimetros desde 1/2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La brida se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal y el rating que definen completamente la brida segn la norma ASME B16.5. Para dimetros superiores a 24 se aplicar la norma ASME B16.47 Serie B. La cara ser RF.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 36 de 60
Acabado de Cara
Ser 125-250Ra segn ASME B46.1
Bridas de orificio: para dimetros desde 1 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La brida se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal, el rating y el schedule que definen completamente la brida segn la norma ASME B16.36. La cara ser RF. El extremo de conexin a tubera ser biselado segn ASME B16.25 para soldadura a tope para dimetro superior a 2 y con encastre para soldadura Socket Weld para 2 y menores
Acabado de Cara
Ser 125-250Ra segn ASME B46.1
Brida Lap-Joint: Slo para tubera de acero inoxidable. Para dimetros desde 2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La brida se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal y el rating que definen completamente la brida segn la norma ASME B16.5. Para dimetros superiores a 24 se aplicar la norma ASME B16.47 Serie B. La cara ser RF.
Acabado de Cara
Ser 125-250Ra segn ASME B46.1
Stub-end: Slo para tubera de acero inoxidable. Para dimetros desde 2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La brida se define por las
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 37 de 60
siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal, el rating y el schedule que lo definen completamente segn la norma ASME B16.9. La cara ser RF. El extremo de conexin a tubera ser biselado segn ASME B16.25 para soldadura a tope
Acabado de Cara
Ser 125-250Ra segn ASME B46.1
Tes Tes BW (Butt Weld): para dimetros desde 2.1/2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La te se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. La te puede ser sin o con soldadura
Dimensiones
Se definen mediante el dimetro nominal y el schedule que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales y ASME B36.19 adems para inoxidables. El resto de dimensiones segn norma dimensional ASME B16.9
Extremos
Sern biselados segn ASME B16.25 para soldadura a tope
Tes SW (Socket Weld): para dimetros desde hasta 2. La te se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 38 de 60
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos
Sern planos para soldadura Socket Weld
Tes extremos roscados: Slo para la tubera galvanizada. Para dimetros desde hasta 2. La te se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos Galvanizado
Sern roscados NPT hembra Interior y exterior segn norma UNE-EN ISO 1461 de 1999
Tes reductoras: para dimetros principal desde hasta 2. La te se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros principal y secundario y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos
Sern planos para soldadura Socket Weld
Caps Caps BW (Butt Weld): para dimetros desde 2.1/2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. El cap se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 39 de 60
proceso de fabricacin. El cap puede ser sin o con soldadura Dimensiones Se definen mediante el dimetro nominal y el schedule que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales y ASME B36.19 adems para inoxidables. El resto de dimensiones segn norma dimensional ASME B16.9 Extremos Sern biselados segn ASME B16.25 para soldadura a tope
Caps SW (Socket Weld): para dimetros desde hasta 2. El cap se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos
Sern planos para soldadura Socket Weld
Caps SC (Roscado): Slo para la tubera galvanizada. Para dimetros desde hasta 2. El cap se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos Galvanizado
Sern roscados NPT hembra Interior y exterior segn norma UNE-EN ISO 1461 de 1999
Codos Codos 90 RL BW (Radio Largo Butt Weld): para dimetros desde 2.1/2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. El codo se define por las siguientes caractersticas:
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 40 de 60
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. El codo puede ser sin o con soldadura
Dimensiones
Se definen mediante el dimetro nominal y el schedule que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales y ASME B36.19 adems para inoxidables. El resto de dimensiones segn norma dimensional ASME B16.9
Extremos
Sern biselados segn ASME B16.25 para soldadura a tope
Codos 90 SW (Socket Weld): para dimetros desde hasta 2. El codo se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos
Sern planos para soldadura Socket Weld
Codos 90 extremos roscados: Slo para la tubera galvanizada. Para dimetros desde hasta 2. El codo se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos Galvanizado
Sern roscados NPT hembra Interior y exterior segn norma UNE-EN ISO 1461 de 1999
Codos 45 RL BW (Radio Largo Butt Weld): para dimetros desde 2.1/2 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. El codo se define por las
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 41 de 60
siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. El codo puede ser sin o con soldadura
Dimensiones
Se definen mediante el dimetro nominal y el schedule que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales y ASME B36.19 adems para inoxidables. El resto de dimensiones segn norma dimensional ASME B16.9
Extremos
Sern biselados segn ASME B16.25 para soldadura a tope
Codos 45 SW (Socket Weld): para dimetros desde hasta 2. El codo se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos
Sern planos para soldadura Socket Weld
Codos 45 extremos roscados: Slo para la tubera galvanizada. Para dimetros desde hasta 2. El codo se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos Galvanizado
Sern roscados NPT hembra Interior y exterior segn norma UNE-EN ISO 1461 de 1999
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 42 de 60
Reducciones Reducciones concntricas BW (Butt Weld): para dimetros principal desde 3 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La reduccin se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. La reduccin puede ser sin o con soldadura
Dimensiones
Se definen mediante los dimetros nominales principal y secundario y los schedules correspondientes a ambos dimetros, que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales y ASME B36.19 adems para inoxidables. El resto de dimensiones segn norma dimensional ASME B16.9
Extremos
Sern biselados segn ASME B16.25 para soldadura a tope
Reducciones excntricas BW (Butt Weld): para dimetros principal desde 3 en adelante, aunque en las clases de tuberas slo se incluye hasta 24. La reduccin se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. La reduccin puede ser sin o con soldadura
Dimensiones
Se definen mediante los dimetros nominales principal y secundario y los schedules correspondientes a ambos dimetros, que se incluyen en las normas dimensionales ASME B36.10 para todos los materiales y ASME B36.19 adems para inoxidables. El resto de dimensiones segn norma dimensional ASME B16.9
Extremos
Sern biselados segn ASME B16.25 para soldadura a tope
Swages Swage concntrico ambos extremos SW (Socket Weld): para dimetros principal desde hasta 2. El swage se define por las siguientes caractersticas:
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 43 de 60
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros principal y secundario y el schedule correspondiente al secundario, y segn la norma dimensional MSS-SP95
Extremos
Sern planos para soldadura Socket Weld
Swage excntrico ambos extremos SW (Socket Weld): para dimetros principal desde hasta 2. El swage se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros principal y secundario y el schedule correspondiente al secundario, y segn la norma dimensional MSS-SP95
Extremos
Sern planos para soldadura Socket Weld
Swage concntrico con extremo mayor SW (Socket Weld) y extremo menor roscado: para dimetros principal desde hasta 2. El swage se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros principal y secundario y el schedule correspondiente al secundario, y segn la norma dimensional MSS-SP95
Extremos
El extremo mayor ser plano para soldadura Socket Weld y el menor ser roscado NPT hembra
Swage concntrico con extremo mayor BW (Butt Weld) y extremo menor SW (Socket Weld):
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 44 de 60
para dimetro principal de 3. El swage se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros principal y secundario y los schedules correspondientes a ambos dimetros, y segn la norma dimensional MSS-SP-95
Extremos
El extremo mayor ser biselado segn ASME B16.25 para soldadura a tope y el menor ser plano para soldadura Socket Weld
Swage excntrico con extremo mayor BW (Butt Weld) y extremo menor SW (Socket Weld): para dimetro principal de 3. El swage se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros principal y secundario y los schedules correspondientes a ambos dimetros, y segn la norma dimensional MSS-SP-95
Extremos
El extremo mayor ser biselado segn ASME B16.25 para soldadura a tope y el menor ser plano para soldadura Socket Weld
Olets Weldolets: para dimetros de colector desde 3 hasta 24. para dimetros principal desde 2.1/2. El weldolet se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros de colector y de ramal, y el schedule
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 45 de 60
correspondiente al ramal, y segn la norma dimensional MSS-SP-97 Extremos El extremo mayor se adaptar a tubera de colector y el menor ser biselado segn ASME B16.25 para soldadura a tope
Sockolets: para dimetro de colector de 3. El sockolet se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros de colector y de ramal, y el rating, 3000#, 6000# 9000#, y segn la norma dimensional MSS-SP-97
Extremos
El extremo mayor se adaptar a tubera de colector y el menor ser plano para soldadura Socket Weld
Elbolets: para dimetros de colector desde 2.1/2 hasta 24. El elbolet se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros de colector y de ramal, y el rating, 3000#, 6000# 9000#, y segn la norma dimensional MSS-SP-97
Extremos
El extremo mayor se adaptar a tubera de colector y el menor ser plano para soldadura Socket Weld
Couplings Coupling SW (Socket Weld): para dimetros desde hasta 2. El coupling se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM,
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 46 de 60
donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. Dimensiones Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11 Extremos Sern planos para soldadura Socket Weld
Half Coupling SW (Socket Weld): para dimetros desde hasta 2. El half coupling se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro y el rating, 3000# o 6000#, y segn la norma dimensional ASME B16.11
Extremos
Un extremo se adaptar a tubera de colector y otro ser plano para soldadura Socket Weld
Coupling roscado: para tubera galvanizada es para dimetros desde hasta 2 y para otros materiales para dimetro de . El coupling roscado se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos Galvanizado
Sern roscados NPT hembra Slo para el caso de tubera galvanizada. Interior y exterior segn norma UNE-EN ISO 1461 de 1999
Coupling reductor roscado: Slo para la tubera galvanizada. Para dimetros principal desde 3/4 hasta 2. El coupling reductor roscado se define por las siguientes caractersticas:
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 47 de 60
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros principal y secundario y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos Galvanizado
Sern roscado NPT hembra Interior y exterior segn norma UNE-EN ISO 1461 de 1999
Half Coupling roscado: Slo para la tubera galvanizada. Para dimetros desde hasta 2. El half coupling roscado se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante los dimetros principal y secundario y el rating, 3000#, 6000# 9000#, y segn la norma dimensional ASME B16.11
Extremos Galvanizado
Sern roscado NPT hembra Interior y exterior segn norma UNE-EN ISO 1461 de 1999
Juntas de Gafa, Discos Ciegos y Espaciadores El rating de estos componentes puede ser 150#, 300#, 600#, 900#, 1500# y 2500#. Las juntas de gafas, discos ciegos y espaciadores en clases de 900#, para dimetros a partir de 3 son de 900# mientras que para dimetros menores son de 1500#.
Juntas de gafa: para dimetros desde 1 hasta 24. La junta de gafa se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro nominal y el rating. El resto de
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 48 de 60
dimensiones segn STD-L-225 (150#), STD-L-226 (300#), STD-L-228 (600#), STD-L-229 (900#) y STD-L-230 (1500#) Utilizacin Separadores Acabado de Cara Segn STD-L-310 Segn STD-L-239 Ser 125-250Ra segn ASME B46.1
Discos ciegos: para dimetros desde 1 hasta 24. El disco ciengo se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro nominal y el rating. El resto de dimensiones segn STD-L-232 (150#), STD-L-233 (300#), STD-L-235 (600#), STD-L-236 (900#) y STD-L-237 (1500#)
Utilizacin Separadores Acabado de Cara
Segn STD-L-310 Segn STD-L-239 Ser 125-250Ra segn ASME B46.1
Espaciadores: para dimetros desde 1 hasta 24. El espaciador se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro nominal y el rating. El resto de dimensiones segn STD-L-232 (150#), STD-L-233 (300#), STD-L-235 (600#), STD-L-236 (900#) y STD-L-237 (1500#)
Utilizacin Separadores
Segn STD-L-310 Segn STD-L-239
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 49 de 60
Acabado de Cara
Ser 125-250Ra segn ASME B46.1
Esprragos y Tuercas Para bridas desde hasta 24. El esprrago se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro nominal y longitud en STD-L-10 (150#), STD-L-11 (300#), STD-L-12 (600#), STD-L-13 (900#), STD-L-14 (1500#) y STD-L-015 (2500#)
Juntas Espirometlicas El rating de juntas espirometlicas puede ser 150#, 300#, 600#, 900#, 1500# y 2500#. Para dimetros desde hasta 24. Las juntas de 900# slo existen a partir de 3. Para dimetros menores se utilizar de 1500# segn se indica en cdigo ASME B16.20.
Caracterstica Material
Descripcin Para material de anillo exterior, fleje y anillo interior se define mediante una norma de fabricacin, generalmente AISI, donde se especifica composicin qumica, caractersticas mecnicas y proceso de
fabricacin. El relleno del fleje es grafito. Dimensiones Se definen mediante el dimetro nominal y el rating que definen completamente la junta segn ASME B16.20. Para dimetros superiores a 24 se aplicar juntas para bridas segn ASME B16.47 serie B
Filtros El rating de los filtros puede ser 150#, 300# y 600#.
Filtros temporales cnicos: para dimetros desde 1 hasta 24. El filtro temporal cnico se define por las siguientes caractersticas:
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 50 de 60
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin.
Dimensiones
Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn STD-L-150 (150#), STD-L-151 (300#), STD-L-152 (600#)
Acabado de Cara
Ser 125-250 Ra segn ASME B46.1
Filtros temporales troncocnicos: para dimetros desde 1 hasta 24. El filtro temporal troncocnico se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin
Dimensiones
Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn STD-L-155 (150#), STD-L-156 (300#), STD-L-157 (600#)
Acabado de Cara
Ser 125-250 Ra segn ASME B46.1
Filtros tipo baera lnea: para dimetros desde 2 hasta 24. El filtro tipo baera lnea se define por las siguientes caractersticas:
Caracterstica Material
Descripcin Para la te, esprragos y junta espirometlica segn descripciones anteriores
Dimensiones
Se definen mediante el dimetro nominal, rating y schedule de la te. El resto de dimensiones segn STD-L-165 (150#), STD-L-166 (300#), STD-L-167 (600#)
Extremos
Bridas con acabado de cara 125-250 Ra segn ASME B46.1
Filtros tipo baera codo: para dimetros desde 2 hasta 24. El filtro tipo baera codo se
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 51 de 60
define por las siguientes caractersticas:
Caracterstica Material
Descripcin Para la te, esprragos y junta espirometlica segn descripciones anteriores
Dimensiones
Se definen mediante el dimetro nominal, rating y schedule de la te. El resto de dimensiones segn STD-L-170 (150#), STD-L-171 (300#), STD-L-172 (600#)
Extremos
Bridas con acabado de cara 125-250 Ra segn ASME B46.1
Filtros tipo Y: para dimetros desde hasta 2. El filtro tipo Y codo se define por las siguientes caractersticas:
Caracterstica
Descripcin
Material Cuerpo Se define mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin Dimensiones Extremos Se definen mediante el dimetro nominal y rating Sern planos para sodadura Socket Weld
Vlvulas El rating para vlvulas con bridas en extremos puede ser 150#, 300#, 600#, 900#, 1500# y 2500#. El rating para vlvulas con extremos SW puede ser 800#, 1500# y 2500#. La norma API-600 define el TRIM de una vlvula de compuerta como el conjunto de: husillo, superficie de asiento del cuerpo, superficie de asiento del obturador, casquillo tope y aquellas pequeas partes que estn en contacto con el fluido. El TRIM se especifica mediante un nmero segn se indica en tabla 3 del mencionado API. Las vlvulas de 900# slo existen a partir de 3. Para dimetros menores se utilizarn de 1500#. Las vlvulas de bola slo se definen para 150# y 300# y siempre llevan nipples de longitud 100mm y schedule el requerido por la clase de tuberas.
Vlvula compuerta forjada SW (Socket Weld): para dimetros desde hasta 2. La vlvula de compuerta forjada se define por las siguientes caractersticas:
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 52 de 60
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, obturador, husillo, anillos de asiento de cuerpo y obturador y pernos de unin cuerpo-tapa se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de
fabricacin. Los asientos pueden llevar un recubrimiento de una aleacin Co-Cr (stellite). En funcin de los materiales se establece el TRIM. Los materiales de la junta de unin de cuerpo-tapa sern segn se especifica para juntas espirometlicas. La empaquetadura ser de grafito mineral puro. Se puede exigir que los materiales cumplan una especificacin CEPSA. Dimensiones Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.11 Extremos Tapa Planos para soldadura Socket Weld Se define el tipo de tapa, normalmente atornillada con puente integral para 800# y 1500#, y soldada para 2500# Husillo Se define el tipo de husillo, normalmente exterior ascendente con volante fijo Asientos Obturador Accionamiento Cdigo Diseo Prototipo Se define el tipo de asientos, normalmente recambiables o integrales Se define el tipo de obturador, normalmente cua slida Se define el tipo de accionamiento, normalmente manual Se aplicarn los cdigos de diseo API-602, API-598 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
Vlvula compuerta forjada con bridas: para dimetros desde hasta 2. Esta vlvula slo se utiliza donde se requiera conexin bridada (equipos, instrumentos, ...). La vlvula de compuerta forjada se define por las siguientes caractersticas:
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, bridas de extremos, obturador, husillo, anillos de asiento de cuerpo y obturador y pernos de unin cuerpo-tapa se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 53 de 60
proceso de fabricacin. Los asientos pueden llevar un recubrimiento de una aleacin Co-Cr (stellite). En funcin de los materiales se establece el TRIM. Los materiales de la junta de unin de cuerpo-tapa sern segn se especifica para juntas espirometlicas. La empaquetadura ser de grafito mineral puro. Se puede exigir que los materiales cumplan una especificacin CEPSA. Dimensiones Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.5 y ASME B16.10 Extremos Bridas del rating de vlvulas. Las caras sern RF y el acabado ser 125-250Ra segn ASME B46.1 Tapa Husillo Se define el tipo de tapa, normalmente atornillada con puente integral Se define el tipo de husillo, normalmente exterior ascendente con volante fijo Asientos Obturador Accionamiento Cdigo Diseo Prototipo Se define el tipo de asientos, normalmente recambiables o integrales Se define el tipo de obturador, normalmente cua slida Se define el tipo de accionamiento, normalmente manual Se aplicarn los cdigos de diseo API-602, API-598 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
Vlvula compuerta fundida: para dimetros desde 2 hasta 24. Las vlvulas son bridadas. La vlvula de compuerta fundida se define por las siguientes caractersticas:
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, bridas de extremos, obturador, husillo, anillos de asiento de cuerpo y obturador y pernos de unin cuerpo-tapa se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. Los asientos pueden llevar un recubrimiento de una aleacin Co-Cr (stellite). En funcin de los materiales se establece el TRIM. Los materiales de la junta de unin de cuerpo-tapa sern para 150# sintticos desprovistos de amianto y para 300# y superiores sern
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 54 de 60
segn se especifica para juntas espirometlicas. La empaquetadura ser de grafito mineral puro. Se puede exigir que los materiales cumplan una especificacin CEPSA. Dimensiones Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.5 y ASME B16.10 Extremos Para 1500# y menores bridas del rating de vlvulas. Las caras sern RF y el acabado ser 125-250Ra segn ASME B46.1. Para 2500# los extremos sern BW biselados segn ASME B16.25 Tapa Se define el tipo de tapa, normalmente atornillada para 600# y menores y pressure-seal para 900# y mayores Husillo Se define el tipo de husillo, normalmente exterior ascendente con volante fijo Asientos Obturador Accionamiento Se define el tipo de asientos, normalmente recambiables Se define el tipo de obturador, normalmente cua flexible Se define el tipo de accionamiento. Para 150# ser manual hasta 12 y con engranaje para 14 y mayores. Para 300# ser manual hasta 10 y con engranaje para 12 y mayores. Para 600# ser manual hasta 8 y con engranaje para 10 y mayores. Para 900# y 1500# ser manual hasta 6 y con engranaje y by-pass (A-B) para 8 y mayores. Para 2500# ser manual hasta 4 y con engranaje y by-pass (A-B) para 6 y mayores Cdigo Diseo Prototipo Se aplicarn los cdigos de diseo API-600, API-598 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
Vlvula bola forjada SW (Socket Weld): para dimetros desde hasta 2. La vlvula de bola fundida se define por las siguientes caractersticas:
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, obturador y husillo se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. Los anillos de asiento de cuerpo y obturador son de tefln reforzado.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 55 de 60
Se puede exigir que los materiales cumplan una especificacin CEPSA. Dimensiones Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.11 Extremos Tapa Asientos Obturador Accionamiento Cdigo Diseo Prototipo Planos para soldadura Socket Weld Se define el tipo de tapa, normalmente integral Se define el tipo de asientos, normalmente recambiables Se define el tipo de obturador, normalmente bola flotante Se define el tipo de accionamiento, normalmente manual Se aplicarn los cdigos de diseo BS-5351, BS-6755 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
Vlvula bola fundida: para dimetros desde 2 hasta 24. Las vlvulas son bridadas. La vlvula de bola fundida se define por las siguientes caractersticas:
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, bridas de extremos, obturador, husillo y pernos de unin cuerpo-tapa se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. Los anillos de asiento de cuerpo y obturador son de tefln reforzado. Los materiales de la junta de unin de cuerpo-tapa sern segn se especifica para juntas espirometlicas. Se puede exigir que los materiales cumplan una especificacin CEPSA.
Dimensiones
Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.5 y ASME B16.10
Extremos
Bridas del rating de vlvulas. Las caras sern RF y el acabado ser 125-250Ra segn ASME B46.1
Tapa Asientos Obturador
Se define el tipo de tapa, normalmente atornillada Se define el tipo de asientos, normalmente recambiables Se define el tipo de obturador, normalmente bola flotante para 10 y menores y bola guiada para 12 y mayores
Accionamiento
Se define el tipo de accionamiento. Para 150# y 300# ser manual hasta 6 y con engranaje para 8 y mayores
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 56 de 60
Cdigo Diseo Prototipo
Se aplicarn los cdigos de diseo BS-5351, BS-6755 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
Vlvula globo forjada SW (Socket Weld): para dimetros desde hasta 2. La vlvula de globo forjada se define por las siguientes caractersticas:
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, obturador, husillo, anillos de asiento de cuerpo y obturador y pernos de unin cuerpo-tapa se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de
fabricacin. Los asientos pueden llevar un recubrimiento de una aleacin Co-Cr (stellite). En funcin de los materiales se establece el TRIM. Los materiales de la junta de unin de cuerpo-tapa sern segn se especifica para juntas espirometlicas. La empaquetadura ser de grafito mineral puro. Se puede exigir que los materiales cumplan una especificacin CEPSA. Dimensiones Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.11 Extremos Tapa Planos para soldadura Socket Weld Se define el tipo de tapa, normalmente atornillada con puente integral para 800# y 1500#, y soldada para 2500# Husillo Se define el tipo de husillo, normalmente exterior ascendente con volante fijo Asientos Obturador Se define el tipo de asientos, normalmente integrales Se define el tipo de obturador, normalmente disco de tapn desmontable Accionamiento Cdigo Diseo Prototipo Se define el tipo de accionamiento, normalmente manual Se aplicarn los cdigos de diseo API-598 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
Vlvula globo fundida: para dimetros desde 2 hasta 8. Las vlvulas son bridadas. La vlvula de globo fundida se define por las siguientes caractersticas:
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 57 de 60
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, bridas de extremos, obturador, husillo, anillos de asiento de cuerpo y obturador y pernos de unin cuerpo-tapa se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. Los asientos pueden llevar un recubrimiento de una aleacin Co-Cr (stellite). En funcin de los materiales se establece el TRIM. Los materiales de la junta de unin de cuerpo-tapa segn se especifica para juntas espirometlicas. La empaquetadura ser de grafito mineral puro. Se puede exigir que los materiales cumplan una especificacin CEPSA.
Dimensiones
Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.5 y ASME B16.10
Extremos
Para 1500# y menores bridas del rating de vlvulas. Las caras sern RF y el acabado ser 125-250Ra segn ASME B46.1. Para 2500# los extremos sern BW biselados segn ASME B16.25
Tapa
Se define el tipo de tapa, normalmente atornillada para 600# y menores y pressure-seal para 900# y mayores
Husillo
Se define el tipo de husillo, normalmente exterior ascendente con volante ascendente
Asientos Obturador Accionamiento
Se define el tipo de asientos, normalmente recambiables Se define el tipo de obturador, normalmente cnico o bola guiados Se define el tipo de accionamiento. Para 150# y 300# ser manual. Para 600# ser manual hasta 4 y con engranaje para 6 y 8. Para 900# y 1500# ser manual hasta 4 y con engranaje y by-pass (A-B) para 6 y 8. Para 2500# ser manual hasta 3 y con engranaje y bypass (A-B) para 4 y mayores.
Cdigo Diseo Prototipo
Se aplicarn los cdigos de diseo API-598 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
Vlvula retencin forjada SW (Socket Weld): para dimetros desde hasta 2. La vlvula de retencin forjada se define por las siguientes caractersticas:
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 58 de 60
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, obturador, husillo, anillos de asiento de cuerpo y pernos de unin cuerpo-tapa se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. Los asientos pueden llevar un recubrimiento de una aleacin Co-Cr (stellite). En funcin de los materiales se establece el TRIM. Los materiales de la junta de unin de cuerpo-tapa sern segn se especifica para juntas espirometlicas. La empaquetadura ser de grafito mineral puro. Se puede exigir que los materiales cumplan una especificacin CEPSA.
Dimensiones
Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.11
Extremos Tapa
Planos para soldadura Socket Weld Se define el tipo de tapa, normalmente atornillada para 800# y 1500#, y soldada para 2500#
Asientos Obturador Cdigo Diseo Prototipo
Se define el tipo de asientos, normalmente integrales Se define el tipo de obturador, normalmente bola + muelle Se aplicarn los cdigos de diseo API 6D, API-598 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
Vlvula retencin fundida: para dimetros desde 2 hasta 24. Las vlvulas son bridadas. La vlvula de retencin fundida se define por las siguientes caractersticas:
Caracterstica Materiales
Descripcin Los materiales de cuerpo y tapa, bridas de extremos, obturador, husillo, anillos de asiento de cuerpo y obturador y pernos de unin cuerpo-tapa se definen mediante una norma de fabricacin, generalmente ASTM, donde se especifica composicin qumica, caractersticas mecnicas y proceso de fabricacin. Los asientos pueden llevar un recubrimiento de una aleacin Co-Cr (stellite). En funcin de los materiales se establece el TRIM. Los materiales de la junta de unin de cuerpo-tapa segn se especifica para juntas espirometlicas.
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 59 de 60
Se puede exigir que los materiales cumplan una especificacin CEPSA. Dimensiones Se definen mediante el dimetro nominal y rating. El resto de dimensiones segn normas dimensionales ASME B16.5 y ASME B16.10 Extremos Para 1500# y menores bridas del rating de vlvulas. Las caras sern RF y el acabado ser 125-250Ra segn ASME B46.1. Para 2500# los extremos sern BW biselados segn ASME B16.25 Tapa Se define el tipo de tapa, normalmente atornillada para 600# y menores y pressure-seal para 900# y mayores Asientos Obturador Se define el tipo de asientos, normalmente recambiables Se define el tipo de obturador, normalmente clapeta oscilante para 150# y 300#, tilting tipo A para 600# y 900# y tilting tipo V para 1500# y 2500# Cdigo Diseo Prototipo Se aplicarn los cdigos de diseo API-6D, API-598 y ASME B16.34 Se puede incluir un prototipo como referencia de la vlvula
esp-1300-1-r4
ESPECIFICACIN PARA MATERIALES DE TUBERIAS: CLASES DE TUBERIAS
ESP-1300-1
Hoja 60 de 60
ANEXO D: CLASES DE TUBERIAS
esp-1300-1-r4
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A
Hoja 1 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS PROCESO GENERAL
06 = 600# 2 = 3 mm RATINGs
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
0, 2, 4, 5 0, 2, 4 0, 2 0, 2 0, 2 0, 2, 4, 5 0 0 0, 2 0, 2, 4, 5 0, 2 0, 2 0, 2, 4, 5 0, 2 2, 5 2, 5 0, 2 0, 2 5 5 5 2, 4, 5 2 0 0 0, 2
PWHT
NO NO NO NO NO NO NO NO SI NO NO NO SI SI NO NO NO NO NO NO NO NO NO NO NO NO
NOTAS
1, 2, 4 1, 2 1, 2, 4 1, 2, 4, 7 1, 2, 4, 7 1, 2, 4, 8 1, 2, 4 1, 2, 4, 5 1, 2, 6 1, 2, 3, 5, 6 1, 2, 3, 5, 6 1, 2, 3, 5, 6, 8 1, 2, 3, 6 1, 2, 3, 6 1, 2, 4 1, 2, 4 1, 2, 4, 5 1, 2, 4, 5 1, 2, 4 1, 2, 4 1, 2, 4 1, 2, 6, 9, 10, 11, 12 1, 2, 6, 10, 11, 12 1, 2 1, 2 1, 2
AO B BH C D
DO E F FB FH H L
QA QT QN T V
01, 03, 06, 09 15, 25 AGUA ALIMENTACION CALDERAS 01, 03, 06 VAPOR Y CONDENSADO BAJA 01 VAPOR Y CONDENSADO MEDIA 03 HIDROCARBUROS PROCESO GENERAL 01, 03 EN VACIO HIDROCARBUROS + AROMATICOS 01, 03, 06 HIDROCARBUROS + AROMATICOS + H2 01, 03, 06 SOSA CAUSTICA 01, 03 HIDROCARBUROS + SH2 HUMEDO, 01, 03, 06, 09 HIDROCARBUROS + H2 + SH2 HUMEDO, 15, 25 AGUAS ACIDAS HIDROCARBUROS + SH2 HUMEDO EN 01 VACIO AMINA 01, 03, 06, 09 15 HIDROCARBUROS + CLORUROS 01, 03 HIDROCARBUROS + CLORUROS + 01, 03 AROMATICOS HIDROCARBUROS + CLORUROS + H2 01, 03, 06 HIDROCARBUROS + H2 01, 03, 06, 09, 15 HIDROCARBUROS + CATALIZADOR 01 SLURRY 01 ACEITE CLARIFICADO 01 ACIDO FLUORHIDRICO (HF) 03 HIDROCARBURO + TRAZAS HF 01, 03 PROCESO ALQUILACION NO ACIDO 01, 03 ACEITE TERMICO 01, 03 VAPOR Y CONDENSADO DE ALTA 06
NOTAS
1 2
DESCRIPCION
El contenido mximo en carbono para todos los materiales usados en uniones soldadas no exceder del 0.25% C y el carbono equivalente no pasar del 0.42% Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24 a menos que se indique la posibilidad de utilizar otro material, en cuyo caso se tendr en cuenta plazo de entrega y costo. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior Los materiales cumplirn con la especificacin ESP-1300-2 Las tuberas y accesorios que se utilicen con soldadura irn 100% radiografiados Las vlvulas cumplirn con la especificacin ESP-1300-4 Para el montaje de las tuberas se aplicar la especificacin ESP-4202-2 Para vapor de baja y de media est prohibida la utilizacin de vlvulas de bola. Los purgadores, estaciones de purga, manifolds de vapor y condensado, y dems accesorios estn definidos en la ESP-1304-1 Para el servicio de Vaco, se verificar la validez del schedule segn la clase en las condiciones de diseo de vaco establecidas en la Lista de Lneas La suma de los contenidos en Nquel + Cromo + Cobre ser inferior o igual al 0,2% en peso El dimetro mnimo a utilizar es 1, incluido para venteos y drenajes Las vlvulas cumplirn con la especificacin ESP-1300-5 El schedule mnimo para 1.1/2 y menores es 160
3 4 5 6 7 8 9 10 11 12
4 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ACCESORIOS FORJADOS SCHEDULE RATING
80 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS (2) DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1 2
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051 Para el servicio QA se podr utilizar soldadura a tope desde 1.1/2. Para el servicio QT se podr utilizar soldadura a tope desde 2
4 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE
Mater Rating 01 03 CA 0 0 Salto A A B C A B C D E A B A B A A A B C D A B C D A B C A B A A A B C D A B C D E A B A B C A A A B C A B C D E A B
T mn
-29 -29 -29 -12,8 -12,8 -12,8 0,6 0,6 0,6 8,9 11,7 17,2 20,6 Calc. -29 -29 -29 -12,8 -12,8 -12,8 0,6 0,6 8,9 8,9 11,7 17,2 17,2 20,6 Calc. -29 -29 -29 -12,8 -12,8 0,6 0,6 8,9 8,9 8,9 11,7 17,2 17,2 20,6 Calc. Calc. -29 -29 -12,8 0,6 0,6 0,6 5,6 8,9 8,9 11,7 17,2
CONDICIONES DE DISEO TEMPERATURA DISEO (C) Mn 100 150 200 250 300 325 350 a 38 PRESION DISEO (kg/cm2)
20 31,8 42,2 52,1 54 64,7 74,1 85,5 92,8 122,1 154,7 185,6 249,8 323,1 20 22,3 33,1 42,7 52,1 53,4 65,3 81,9 104,1 107,3 136 156,2 170,2 234,6 293,4 20 21,3 30,6 41,1 48,8 53 69,4 86,9 96,3 101,5 132,2 153,3 167,2 212,8 259,7 264,2 20 20,4 35,7 52,1 53,4 66,9 82,6 90,5 96,2 121 146,8 18 31,8 42,2 47,5 54 64,7 74,1 85,5 92,8 122,1 142,6 185,6 237,6 323,1 18 22,3 33,1 42,7 47,5 53,4 65,3 81,9 95 107,3 136 142,5 170,2 234,6 293,4 18 21,3 30,6 41,1 47,5 53 69,4 86,9 95 95 132,2 142,5 167,2 212,8 237,5 264,2 18 20,4 35,7 47,5 53,4 66,9 82,6 90,5 95 121 142,5 16,1 31,8 42,2 46 54 64,7 74,1 85,5 91,9 122,1 137,9 185,6 229,8 323,1 16,1 22,3 33,1 42,7 45,9 53,4 65,3 81,9 91,9 107,3 136 137,8 170,2 229,8 293,4 16,1 21,3 30,6 41,1 45,9 53 69,4 86,9 91,9 91,9 132,2 137,8 167,2 212,8 229,8 264,2 16,1 20,4 35,7 45,9 53,4 66,9 82,6 90,5 91,9 121 137,8 14 31,8 42,2 44,6 54 64,7 74,1 85,5 89,3 122,1 134 185,6 223,3 323,1 14 22,3 33,1 42,7 44,6 53,4 65,3 81,9 89,3 107,3 133,9 133,9 170,2 223,3 293,4 14 21,3 30,6 41,1 44,6 53 69,4 86,9 89,3 89,3 132,2 133,9 167,2 212,8 223,3 264,2 14 20,4 35,7 44,6 53,4 66,9 82,6 89,3 89,3 121 133,9 12,3 30,3 40,3 42,7 51,6 61,8 70,8 81,6 85,5 116,6 128,3 177,2 213,8 308,5 12,3 21,3 31,6 40,8 42,7 51 62,4 78,2 85,5 102,4 128,2 128,2 162,5 213,8 280,2 12,3 20,4 29,2 39,3 42,7 50,6 66,3 83 85,5 85,5 126,2 128,2 159,7 203,2 213,8 252,2 12,3 19,5 34,1 42,7 51 63,8 78,9 85,5 85,5 115,6 128,2 10,4 28,2 37,5 40,5 47,9 57,4 65,8 75,8 81,1 108,3 121,9 164,7 203 286,7 10,4 19,8 29,4 37,9 40,5 47,4 57,9 72,7 81,1 95,2 120,7 121,8 151 203 260,4 10,4 18,9 27,1 36,5 40,5 47,1 61,6 77,1 81,1 81,1 117,3 121,8 148,4 188,8 203 234,4 10,4 18,1 31,7 40,5 47,4 59,3 73,3 80,3 81,1 107,4 121,8 9,4 27,3 36,3 39,4 46,4 55,7 63,7 73,5 78,9 105 118,4 159,6 197,4 277,8 9,4 19,2 28,5 36,7 39,4 45,9 56,2 70,5 78,9 92,2 116,9 118,3 146,3 197,4 252,3 9,4 18,3 26,3 35,4 39,4 45,6 59,7 74,7 78,9 78,9 113,7 118,3 143,8 183 197,4 227,1 9,4 17,5 30,7 39,4 45,9 57,5 71 77,8 78,9 104,1 118,3 8,5 26,8 35,6 38,3 45,6 54,6 62,5 72,1 76,5 103 114,9 156,6 191,5 272,7 8,5 18,8 27,9 36 38,3 45,1 55,1 69,1 76,5 90,5 114,8 114,9 143,6 191,5 247,6 8,5 18 25,8 34,7 38,3 44,8 58,6 73,4 76,5 76,5 111,6 114,9 141,1 179,6 191,5 222,9 8,5 17,2 30,1 38,3 45,1 56,4 69,7 76,4 76,5 102,2 114,9
375
400
425
06
09 15 25 01 03
0 0 0 2 2
06
09 15 A 25 01 03
2 2 2 4 4
06
09 15 25 01 03
4 4 4 5 5
06
09
7,5 25,4 33,8 37,1 43,2 51,8 59,3 68,4 74,1 97,7 111,3 148,5 185,4 258,6 7,5 17,8 26,5 34,2 37,1 42,7 52,3 65,6 74,1 85,9 108,9 111,2 136,2 185,3 234,9 7,5 17,1 24,5 32,9 37,1 42,4 55,6 69,6 74,1 74,1 105,8 111,2 133,8 170,3 185,3 211,5 7,5 16,3 28,6 37,1 42,8 53,5 66,1 72,5 74,1 96,9 111,2
6,6 20,5 27,3 34,8 34,8 41,8 47,8 55,2 59,9 78,8 99,8 119,7 161,3 208,5 6,6 14,4 21,4 27,5 34,5 34,5 42,1 52,9 69,2 69,2 87,8 106,2 109,8 151,4 189,4 6,6 13,8 19,7 26,5 31,5 34,2 44,8 56,1 62,1 65,5 85,3 98,9 107,9 137,3 167,6 170,5 6,6 13,1 23 34,5 34,5 43,1 53,3 58,4 62,1 78,1 94,7
5,6 17,3 23,1 29,3 29,5 35,4 40,5 46,7 50,7 66,7 84,5 101,4 136,6 176,6 5,6 12,2 18,1 23,3 29,2 29,2 35,7 44,8 58,6 58,6 74,3 88 93 128,2 160,4 5,6 11,6 16,7 22,5 26,7 29 37,9 47,5 52,6 55,5 72,2 83,8 91,4 116,3 141,9 144,4 5,6 11,1 19,5 29,2 29,2 36,5 45,1 49,5 52,5 66,1 80,2
4 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 4 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE
Mater Rating 01 03 CA 0 0 Salto A A B C A B C D E A B A B A A A B C D A B C D A B C A B A A A B C D A B C D E A B A B C A A A B C A B C D E A B
2
80 80 80 80 160 160 160 160 160 160 160 XXS XXS XXS 80 80 80 80 80 160 160 160 160 160 160 160 XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS
2.1/2
3
40 40 40 40 40 40 40 40 40 80 160 160 160 XXS 40 40 40 80 80 80 80 80 80 160 160 160 160 XXS XXS 80 80 80 80 80 160 160 160 160 160 160 160 160 XXS XXS XXS 160 160 160 160 160 160 160 160 160 160 XXS
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
40 40 40 40 40 40 40 40 40 80 160 160 160 XXS 40 40 40 40 40 80 80 80 80 160 160 160 160 XXS XXS 80 80 80 80 80 80 80 160 160 160 160 160 160 XXS XXS XXS 80 80 80 160 160 160 160 160 160 160 160 40 40 40 40 40 40 40 80 80 80 160 160 160 XXS 40 40 40 40 40 40 80 80 80 80 160 160 160 XXS XXS 80 80 80 80 80 80 80 80 160 160 160 160 160 XXS XXS XXS 80 80 80 80 80 160 160 160 160 160 160 20 20 20 40 40 40 40 80 80 80 100 120 160 20 20 40 40 40 40 80 80 80 80 100 120 120 160 40 40 40 80 80 80 80 80 100 100 120 120 160 160 20 20 20 40 40 40 60 60 60 80 100 120 160 20 20 40 40 40 40 60 60 80 80 100 120 120 160 40 40 40 60 60 60 60 80 100 100 120 120 160 160 20 20 STD STD STD XS XS XS 60 80 100 120 160 20 20 STD STD XS XS XS 60 80 80 100 120 120 160 STD STD STD XS XS XS 60 80 80 100 120 120 160 160 20 20 20 30 30 XS XS 60 60 80 100 120 160 20 20 30 30 XS XS XS 60 80 80 100 120 120 160 30 30 30 XS XS XS 60 80 80 100 100 120 160 160
16
20 20 30 40 40 40 60 60 60 80 100 120 160 20 20 30 40 40 40 60 60 80 80 100 120 120 160 30 30 40 40 60 60 60 80 80 80 100 120 160 160
18
STD STD STD XS XS 40 60 60 60 80 100 120 160 STD STD STD XS 40 40 60 60 80 80 100 120 120 160 STD STD XS XS 40 60 60 80 80 80 100 120 120 160
20
20 20 30 30 30 40 60 60 60 80 100 120 160 20 20 30 30 40 40 60 60 80 80 100 120 120 160 20 20 30 40 40 60 60 80 80 80 100 120 120 160
24
20 20 XS 40 40 40 60 60 60 80 100 120 160 20 20 XS 40 40 40 60 60 80 80 100 120 120 160 XS XS XS 40 40 60 60 80 80 80 100 120 120 160
06
09 15 25 01 03
0 0 0 2 2
06
09 15 A 25 01 03
2 2 2 4 4
06
09 15 25 01 03
4 4 4 5 5
06
09
40 40 40 40 80 80 80 80 80 160 160 XXS XXS XXS 40 40 40 80 80 80 80 80 160 160 160 160 XXS XXS XXS 80 80 80 160 160 160 160 160 160 160 160 160 XXS XXS XXS XXS 160 160 160 160 XXS XXS XXS XXS XXS XXS XXS
80 80 80 80 80 80 100 100 120 120 160
40 40 60 60 60 80 100 100 100 120 160
STD STD XS 60 60 80 80 100 100 120 120
XS XS XS 60 60 80 80 100 100 100 120
40 40 40 60 60 80 80 80 100 100 120
XS XS 40 60 60 60 80 80 100 100 120
30 30 40 60 60 60 80 80 80 100 120
XS XS 40 60 60 60 80 80 80 100 120
NOTAS
1
4 REV
DESCRIPCION
Los schedules en cursiva corresponden a modificaciones respecto a la revisin anterior de la especificacin
31/12/06 FECHA MMNG REALIZADO MMNG APROBADO JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 5 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS
DIAMET RATINGs
TODOS 20 A 24 TODOS 01, 03 TODOS 01, 03 TODOS TODOS TODOS TODOS TODOS TODOS TODOS 01, 03 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
TUBERIAS Y ACCESORIOS CAs SERVICIO MATERIAL
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
A,AO,B,BH,F,FB,FH,H,L
NORMA
ASME B36.10
NOTAS
A-106 B A-672 C65 Cl 22 A-234 WPB A-234 WPB W A-105 A-105 A-105 A-105 A-105 A-105 A-234 WPB A-234 WPB W A-105 A-105 A-105 A-105 A-105 A-516 G 60 A-516 G 60 A-516 G 60 A-193 B7 A-193 B7M A-194 2H A-194 2HM
BW SW WN SW LWN CIEGA ORIFIC
2.1/2 A 24 20 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 3 A 24 20 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS TODOS TODOS
TODOS
A,AO,B,BH,F,FB,FH,H,L
ASME B16.9 ASME B16.11 1 1, 5 1, 5 1, 5 1, 4
TODOS TODOS TODOS TODOS TODOS TODOS TODOS
A,AO,B,BH,F,FB,FH,H,L
BRIDAS
ASME B16.5 ASME B16.36 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS (no QA) QA,QT,QN TODOS (no QA) QA,QT,QN
1, 2 1, 2 1, 2 ASME B18.2.1 3 3 3 ASME B18.2.2 3
DIAMETROS
TODOS A 16 18 A 24 TODOS TODOS A 16 18 A 24 TODOS TODOS TODOS TODOS A 16 18 A 24
RATINGs CAs
01 03 03 06, 09, 15, 25 01 03 03 06, 09, 15, 25 01, 03, 06 03 01 03 03 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
FLEJE A,AO,B,BH,H,L,T A,B,BH,H,T A,B,BH,H,T A,B,BH,H,V D,DO,E D,DO,E D,DO,E D,DO,E
C,F,FB,FH
NORMA
AN. INT.
NOTAS
RELLENO GRAFITO GRAFITO GRAFITO GRAFITO GRAFITO GRAFITO GRAFITO GRAFITO GRAFITO
316L 316L 321 321 MONEL MONEL MONEL MONEL MONEL
316L ASME B16.20 321 MONEL MONEL
1 5, 6
QA QT, QN QT, QN QT, QN
MONEL
NOTAS
1 2 3 4 5 6
DESCRIPCION
Las bridas, juntas espirometlicas, figuras en 8, espaciadores, y discos ciegos de 2.1/2 y menores sern de 1500# para clases de 900# STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de orificio para clases de 150# sern de 300# La clase de 300# para el servicio QA incluye bridas de 600# para dimetros de 1 y menores Para temperatura de diseo inferior o igual a 232C el anillo interior podr ser PTFE GORE-TEX GR con espesor de 9 mm. El dimetro exterior de este anillo ser 1 mm superior al dimetro interior de la junta espirometlica.
4 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 6 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
DENOMINACION CLASE Rating CA Salto Servicio
01 0, 2, 4, 5 TODOS
FILTROS TEMPORALES Cnicos Troncocon
FTC-1 FTC-1 FTC-1-1 FTC-1 FTC-1 FTC-2 FTC-2 FTC-2-1 FTC-2 FTC-42 FTC-2 FTC-3 FTC-3-1 FTC-3 FTTC-1 FTTC-1 FTTC-1-1 FTTC-1 FTTC-1 FTTC-2 FTTC-2 FTTC-2-1 FTTC-2 FTTC-42 FTTC-2 FTTC-3 FTTC-3-1 FTTC-3
BAERA Lnea Codo
FBL-1 FBL-37 FBL-1-1 FBL-42 FBL-46 FBL-2 FBL-48 FBL-2-1 FBL-43 FBL-45 FBL-47 FBL-3 FBL-3-1 FBL-44 FBC-1 FBC-37 FBC-1-1 FBC-42 FBC-46 FBC-2 FBC-48 FBC-2-1 FBC-43 FBC-45 FBC-47 FBC-3 FBC-3-1 FBC-44
TIPO Y
FY-101 FY-117 FY-101-1 FY-117 FY-117 FY-101 FY-117 FY-101-1 FY-117 FY-118 FY-117 FY-101 FY-101-1 FY-117
A 03 0, 2, 4, 5 TODOS
06
0, 2, 4, 5
TODOS
A,AO,B,BH,H,L,T C D,DO,E F,FB,FH,QN QT A,AO,B,BH,H,T C D,E F,FB,FH,QN QA QT A,B,BH,H,V D,DO,E FH
DENOMINACION CLASE Material Rating CA Salto
VALVULAS COMPUERTA (4) Forjada Fundida Servicio
SW BRID (3)
C-102 C-240 C-242 C-246 C-201 C-171 C-274 C-173 C-201 C-261 C-270 C-212 C-163 C-166 C-102 C-240 C-171 C-173 C-201 C-261 C-191 C-103 C-278 C-243 C-247 C-262 C-176 C-177 C-262 C-263 C-271 C-213 C-282 C-164 C-167 C-103 C-278 C-176 C-177 C-262 C-263 C-282
Forjada
SW
B-101 B-126 B-101 B-123 B-117 B-127 B-117
BOLA (1) Fundida
BRID
B-1 B-62 B-1 B-50 B-46 B-64 B-46 B-2 B-63 B-2 B-51 B-47 B-65 B-47
BRID
0, 2 01
TODOS
4, 5
TODOS
0, 2
TODOS
03
4, 5
TODOS
A AO B BH C D DO E F FB FH H QN QT T A AO D E F FB L A AO B BH C D E F FB FH H QA(6,7) QN QT T A AO D E F FB QA(6,7)
C-101 C-239 C-241 C-245 C-178 C-170 C-273 C-172 C-249 C-260 C-266 C-211 C-162 C-158 C-165 C-105 C-277 C-174 C-175 C-280 C-281 C-190 C-101 C-239 C-241 C-245 C-178 C-170 C-172 C-249 C-260 C-266 C-211 C-157 C-162 C-158 C-165 C-105 C-277 C-174 C-175 C-280 C-281 C-157
C-1 C-517 C-518 C-521 C-77 C-73 C-539 C-74 C-77 C-530 C-534 C-95 C-67 C-57 C-71 C-1 C-517 C-73 C-74 C-77 C-530 C-85 C-2 C-541 C-519 C-522 C-531 C-75 C-76 C-531 C-532 C-536 C-96 C-56/C-70 C-68 C-58 C-72 C-2 C-541 C-75 C-76 C-531 C-532 C-56/C-70
B-123
B-50
B-51
B-122 B-130 B-120 B-120
B-1 B-46 B-46
B-2 B-47 B-47
B-101 B-101 B-123 B-117 B-117
B-3 B-3 B-52 B-48 B-48
B-4 B-4 B-53 B-49 B-49
B-123
B-52
B-53
B-122 B-120 B-120
B-3 B-48 B-48
B-4 B-49 B-49
4 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 7 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE Material Rating CA Salto
VALVULAS COMPUERTA (4) Forjada Fundida Servicio
SW BRID (3)
C-104 C-244 C-248 C-180 C-179 C-272 C-214 C-146 C-104 C-180 C-179 C-106 C-192 C-193 C-216 C-106 C-192 C-193 C-106 C-192 C-193 C-216 C-106
Forjada
SW
BOLA (1) Fundida
BRID
BRID
0, 2 06
TODOS
4, 5 A 0, 2 09 (2) 4, 5
TODOS
TODOS
TODOS
15
0, 2 4
TODOS TODOS
A B BH D E FH H V A D E A D E H A D E A D E H A
C-101 C-241 C-245 C-202 C-203 C-266 C-211 C-169 C-105 C-174 C-175 C-105 C-204 C-205 C-215 C-283 C-284 C-285 C-105 C-174 C-175 C-215 C-283
C-3 C-520 C-523 C-79 C-78 C-538 C-97 C-46 C-3 C-79 C-78 C-4/C-6 C-86/C-88 C-87/C-89 C-98/C-99 C-4/C-6 C-86/C-88 C-87/C-89 C-6 C-88 C-89 C-99 C-6
VALVULAS DENOMINACION CLASE Material
A
Rating
25
CA
0, 2 4
Salto
TODOS TODOS
Servicio
A D A
COMPUERTA (4) Forjada Fundida
SW
C-283 C-284 C-283
BW
C-543 C-544 C-543
DENOMINACION CLASE Material Rating CA Salto
VALVULAS GLOBO Forjada Fundida Servicio
SW BRID
G-1 G-517 G-518 G-521 G-77 G-73 G-539 G-74 G-77 G-530 G-534 G-95 G-68 G-58 G-1 G-517 G-73 G-74 G-77 G-530 G-85 A AO B BH C D DO E F FB FH H QN QT T A AO D E F FB L G-101 G-170 G-171 G-172 G-137 G-133 G-183 G-134 G-173 G-179 G-182 G-159 G-130 G-127 G-102 G-185 G-135 G-136 G-186 G-187 G-144
RETENCION (5) Forjada Fundida
SW
R-180 R-180 R-180 R-211 R-187 R-182 R-182 R-183 R-222 R-222 R-229 R-211 R-231 R-172 R-180 R-186 R-186 R-184 R-185 R-230 R-230 R-186
BRID
R-1 R-1 R-1 R-96 R-75 R-71 R-71 R-72 R-75 R-75 R-525 R-96 R-66 R-55 R-1 R-1 R-1 R-71 R-72 R-75 R-75 R-83
0, 2
TODOS
01
4, 5
TODOS
4 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 8 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE Material Rating CA Salto
VALVULAS GLOBO Forjada Fundida Servicio
SW BRID
A AO B BH C D E F FB FH H QA(6,7) G-101 G-170 G-171 G-172 G-137 G-133 G-134 G-173 G-179 G-182 G-159 G-123/G-124 G-188 G-125/G-126 G-130 G-127 G-102 G-185 G-135 G-136 G-186 G-187 G-123/G-124 G-188 G-125/G-126 G-101 G-171 G-172 G-149 G-150 G-182 G-159 G-132 G-102 G-135 G-136 G-102 G-151 G-152 G-160 G-189 G-190 G-191 G-102 G-135 G-136 G-160 G-189 G-2 G-541 G-519 G-522 G-531 G-75 G-76 G-531 G-532 G-536 G-96 G-56/G-71 G-57/G-72 G-69 G-59 G-2 G-541 G-75 G-76 G-531 G-532 G-56/G-71 G-57/G-72 G-3 G-520 G-523 G-79 G-78 G-538 G-97 G-46 G-3 G-79 G-78 G-4/G-6 G-86/G-88 G-87/G-89 G-98/G-99 G-4/G-6 G-86/G-88 G-87/G-89 G-6 G-88 G-89 G-99 G-6
RETENCION (5) Forjada Fundida
SW
R-180 R-180 R-180 R-211 R-187 R-182 R-183 R-222 R-222 R-229 R-211 R-171/R-232
BRID
R-2 R-2 R-2 R-97 R-523 R-73 R-74 R-523 R-523 R-527 R-97 R-54/R-69
0, 2
TODOS
03
QN QT T A AO D E F FB QA(6,7)
4, 5 A
TODOS
R-231 R-172 R-180 R-186 R-186 R-184 R-185 R-230 R-230 R-171/R-232
R-67 R-56 R-2 R-2 R-2 R-73 R-74 R-523 R-523 R-54/R-69
0, 2 06
TODOS
4, 5
TODOS
0, 2 09 (2) 4, 5
TODOS
TODOS
15
0, 2 4
TODOS TODOS
A B BH D E FH H V A D E A D E H A D E A D E H A
R-180 R-180 R-211 R-203 R-204 R-229 R-211 R-180 R-186 R-184 R-185 R-186 R-205 R-206 R-212 R-233 R-234 R-235 R-186 R-184 R-185 R-212 R-233
R-3 R-3 R-98 R-77 R-76 R-529 R-98 R-95 R-3 R-77 R-76 R-4/R-6 R-84/R-86 R-85/R-87 R-99/R-501 R-4/R-6 R-84/R-86 R-85/R-87 R-6 R-86 R-87 R-501 R-6
DENOMINACION CLASE Material
A
Rating
25
CA
0, 2 4
Salto
TODOS TODOS
VALVULAS GLOBO Forjada Fundida Servicio
SW BW
A D A G-189 G-190 G-189 G-543 G-544 G-543
RETENCION (5) Forjada Fundida
SW
R-233 R-234 R-233
BW
R-530 R-531 R-530
4 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 9 de 9 A
ACERO CARBONO CALMADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE Material
A
Rating
01 03
CA
0 5 0
Salto
TODOS TODOS TODOS
VALVULAS MACHO ASCENDENTE Fundida Servicio
BRID MA-1 T L T
ASIENTO CON FUELLE Forjada Fundida
SW AF-7 AF-5 BRID AF-8 AF-6
NOTAS
1 2 3 4 5 6
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente La vlvula C-157 es hasta 1. La vlvula C-282 es de 600# hasta 1. La vlvula C-56 es desde 1.1/2 hasta 2. Las vlvulas G-123 y G-125 son hasta 1. La vlvula G-124 es de 300# bridada hasta 1. Las vlvulas G-188 y G126 son de 600# hasta 1. Las vlvulas G-56 y G-57 son desde 1.1/2 hasta 2. La vlvula R-171 es hasta 1. La vlvula R-232 es de 600# bridada hasta 1. La vlvula R-54 es desde 1.1/2 hasta 2. La temperatura mxima de diseo para las vlvulas C-157, C-282, C-56, C-70, G-123, G-124, G-188, G-56 y G-71 es 232C
4 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A
Hoja 1 de 4 B
ACERO CARBONO
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS PROCESO GENERAL FUERA DEL AREA DE PROCESOS AGUA DE PLANTA, AGUA SCI (COLUMNA HUMEDA) AIRE DE PLANTA Y NITROGENO AGUA DE REFRIGERACION AGUA DE REFRIGERACION
06 = 600# 2 = 3 mm RATINGs
01 03 01 03 01, 03 03 01
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
0, 2, 4 0, 2 0, 2, 4 0, 2 0, 2 0, 2 0, 2, 4
PWHT
NO NO NO NO NO
NOTAS
1, 2, 3, 4 1, 2, 3, 4 1, 2, 3, 4 1, 2, 3, 4 1, 2, 3, 4
NOTAS
1 2
DESCRIPCION
El contenido mximo en carbono para todos los materiales usados en uniones soldadas no exceder del 0.25% C y el carbono equivalente no pasar del 0.42% Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24 a menos que se indique la posibilidad de utilizar otro material, en cuyo caso se tendr en cuenta plazo de entrega y costo. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior Los accesorios que se utilicen con soldadura irn 100% radiografiados Para dimetros igual o superior a 26 se puede utilizar API 5L B SAW
3 4
ACCESORIOS FORJADOS SCHEDULE RATING
80 160 3000# 6000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 4 B
ACERO CARBONO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE
Mater Rating 01 03 B 01 03 01 CA 0 0 2 2 4 Salto A A B A A B A
T mn
-29 -29 -29 -29 -29 -12,8 -29
CONDICIONES DE DISEO TEMPERATURA DISEO (C) Mn 100 150 200 250 a 38 PRESION DISEO (kg/cm2)
20 27 38,1 18,9 31,7 43 18,1 18 27 38,1 18 31,7 43 18 16,1 27 38,1 16,1 31,7 43 16,1 14 27 38,1 14 31,7 43 14 12,3 25,8 36,4 12,3 30,3 41,1 12,3
DENOMINACION CLASE
Mater Rating 01 03 B 01 03 01 CA 0 0 2 2 4 Salto A A B A A B A
2
80 80 80 80 80 80 160
2.1/2
3
40 40 40 40 40 40 80
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
40 40 40 40 40 40 80 40 40 40 40 40 40 80 20 20 40 20 40 40 40 20 20 40 20 40 40 40 20 20 STD 20 STD XS STD 20 20 30 20 30 XS 30
16
20 20 30 20 30 40 30
18
20 20 XS 20 XS XS STD
20
20 20 30 20 30 40 30
24
20 20 XS 20 XS 40 XS
40 40 40 40 40 40 80
NOTAS
1
DESCRIPCION
Los schedules en cursiva corresponden a modificaciones respecto a la revisin anterior de la especificacin
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 4 B
ACERO CARBONO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
TODOS 10 A 24 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS A-106 B API-5L B ERW A-234 WPB A-234 WPB W A-105 A-105 A-105 A-105 A-105 A-105 A-234 WPB A-234 WPB W A-105 A-105 A-105 A-105 A-105 A-516 G60 A-516 G60 A-516 G60 A-193 B7 A-194 2H
NORMA
ASME B36.10
NOTAS
BW SW WN SW LWN CIEGA ORIFIC
2.1/2 A 24 10 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 3 A 24 10 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS
ASME B16.9 ASME B16.11
BRIDAS
ASME B16.5 ASME B16.36 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 1 1 1 ASME B18.2.1 2 ASME B18.2.2 2 3
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
DIAMETROS
TODOS A 16 18 A 24
RATINGs
01 03 03
CAs
TODOS TODOS TODOS
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
TODOS TODOS TODOS FLEJE 316L 316L 316L RELLENO GRAFITO GRAFITO GRAFITO AN. INT.
NORMA
ASME B16.20 316L
NOTAS
NOTAS
1 2 3
DESCRIPCION
STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de orificio para clases de 150# sern de 300#
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 4 de 4 B
ACERO CARBONO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
B
DENOMINACION CLASE Rating CA Salto
01 03 0, 2, 4 0, 2, 4 TODOS TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
A, B A, B FTC-1 FTC-2 FTTC-1 FTTC-2
BAERA Lnea Codo
FBL-1 FBL-2 FBC-1 FBC-2
TIPO Y
FY-101 FY-101
DENOMINACION CLASE Material
B
Rating
01 03
CA
0, 2 4 0, 2
Salto
TODOS TODOS TODOS
VALVULAS COMPUERTA (4) Forjada Fundida Servicio
A, B B A, B SW C-101 C-105 C-101 BRID (2) C-102 C-102 C-103 BRID C-1 C-1 C-2
Forjada
SW B-101 B-122 B-101
BOLA (1) Fundida
BRID B-1 B-1 B-3 B-2 B-2 B-4
DENOMINACION CLASE Material
B
Rating
01 03
CA
0, 2 4 0, 2
Salto
TODOS TODOS TODOS
VALVULAS GLOBO Forjada Fundida Servicio
A, B B A, B SW G-101 G-102 G-101 BRID G-1 G-1 G-2
RETENCION (3) Forjada Fundida
SW R-180 R-186 R-180 BRID R-1 R-1 R-2
DENOMINACION CLASE Material
B
Rating
01
CA
0, 2, 4
Salto
TODOS
VALVULAS MARIPOSA (5) Fundida Servicio
B Entre Bridas MR-2
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Las vlvulas de mariposa slo se podrn utilizar para temperatura de operacin inferior a 140C y para dimetros igual o superior a 8
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
D
Hoja 1 de 6 C
ACERO ALEADO 1 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS + SH2 HMEDO, HIDROCARBUROS + H2 + SH2 HUMEDO, AGUAS ACIDAS, T OPERACION < 450C HIDROCARBUROS + H2 T OPERACION < 450C HIDROCARBUROS + H2 T OPERACION 450C VAPOR RECALENTADO
06 = 600# 2 = 3 mm RATINGs
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs PWHT
SI
NOTAS
1, 2, 4, 5, 6
01, 03, 06, 09, 15 0, 2, 4, 5
H HT V
01, 03, 06, 09, 15 0, 2, 4, 5 09, 15 06, 09, 15 0, 2 0
SI SI SI
1, 2, 5 1, 3, 5 1, 3
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24 a menos que se indique la posibilidad de utilizar otro material, en cuyo caso se tendr en cuenta plazo de entrega y costo. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior Los materiales cumplirn con la especificacin ESP-1300-3 Los materiales cumplirn con la especificacin ESP-1300-3 con requerimiento adicional para Temperatura de Operacin igual o superior a 450C Para el montaje de las tuberas se aplicar la especificacin ESP-4202-2 Las vlvulas cumplirn con la especificacin ESP-1300-4 Las vlvulas irn certificadas segn NACE MR 0103
2 3 4 5 6
ACCESORIOS FORJADOS SCHEDULE RATING
80 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 6 C
ACERO ALEADO 1 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE
Mater Rating 01 03 CA 0 0 Salto A A B C A B C A B A B A A B C A B C A B A B A A B C A B C A B A B A A B C A B C A B
-29 a 38
20,1 31,8 42,2 52,7 64,7 92,8 105,4 122 154,7 185,5 249,8 20,1 33,1 42,7 52,7 65,3 81,9 105,4 136 158,2 170,2 230,8 20,1 30,6 41,1 52,7 69,4 86,9 105 122,3 158,2 163,6 212,8 20,1 31,7 40,3 52,7 66,8 82,6 105,4 121,1 151
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 350 400 450 PRESION DISEO (kg/cm2)
19,8 31,3 41,6 52,7 63,8 91,5 105,4 120,3 152,5 182,9 246,3 19,8 32,6 42,1 52,6 64,4 80,8 105,4 134,1 158,2 167,8 227,5 19,8 30,1 40,5 52,3 68,4 85,7 103,5 120,6 158,2 161,3 209,8 19,8 31,2 39,7 52,7 65,9 81,4 104,4 119,4 148,9 18 29,6 39,3 50,2 60,2 86,4 105 113,6 144 172,7 232,6 18 30,8 39,7 49,7 60,8 76,3 99,8 126,6 157,4 158,4 214,9 18 28,5 38,3 49,4 64,6 80,9 97,7 113,9 149,9 152,3 198,1 18 29,5 37,5 49,7 62,2 76,9 98,5 112,7 140,6 16,1 28,6 38 48,6 58,2 83,5 101,5 109,8 139,2 166,9 224,7 16,1 29,8 38,4 48 58,7 73,7 96,5 122,4 152,1 153,1 207,6 16,1 27,5 37 47,7 62,4 78,2 94,4 110,1 144,8 147,2 191,4 16,1 28,5 36,2 48 60,1 74,3 95,2 108,9 135,9 14 27,8 37 47,3 56,7 81,3 97,7 107 135,6 162,6 218,9 14 29 37,4 46,8 57,2 71,8 94 119,2 146,7 149,1 202,3 14 26,8 36 46,5 60,8 76,2 92 107,2 141,1 143,3 186,5 14 27,8 35,3 46,8 58,5 72,4 92,7 106,1 132,4 12,3 27,4 36,4 46,6 55,8 80,1 94,5 105,3 133,5 160,1 215,5 12,3 28,6 36,8 46,1 56,3 70,7 92,5 117,4 141,7 146,8 199,1 12,3 26,4 35,5 45,8 59,9 75 90,5 105,6 138,9 141,1 183,6 12,3 27,3 34,8 46,1 57,6 71,2 91,3 104,5 130,3 10,4 26,7 35,6 43,7 54,5 78,2 87,3 102,8 130,3 156,2 210,4 10,4 27,9 35,9 43,7 55 69 87,3 114,5 131,1 143,3 194,4 10,4 25,7 34,6 43,7 58,4 73,2 87,3 103 131,1 137,7 179,2 10,4 26,7 33,9 43,7 56,3 69,5 87,3 102 127,2 8,5 25,5 33,9 41 52 74,5 81,9 98 123,1 149 200,6 8,5 26,6 34,3 41 52,4 65,8 81,9 109,2 123,1 136,6 185,3 8,5 24,5 33 41 55,7 69,8 81,9 98,2 123,1 131,3 170,8 8,5 25,4 32,3 41 53,6 66,3 81,9 97,2 121,3 6,6 24,1 32,1 37,2 49,2 70,5 74,7 92,7 112 140,9 186,7 6,6 25,1 32,4 37,2 49,6 62,2 74,7 103,3 112 129,3 175,3 6,6 23,2 31,2 37,2 52,7 66 74,7 92,9 112 124,3 161,7 6,6 24,1 30,6 37,2 50,7 62,7 74,7 91,9 114,8
500
538
550
575
06 09 15 01 03
0 0 0 2 2
06 09 C 15 01 03
2 2 2 4 4
06 09 15 01 03
4 4 4 5 5
06 09
5 5
4,6 2,8 23,1 16,8 30,8 22,3 34,3 26,2 47,2 34,2 67,7 49 69 52,5 88,9 64,4 103,4 78,7 135,2 97,9 172,3 131,1 4,6 2,8 24,1 17,5 31,1 22,5 34,3 26,2 47,6 34,5 59,7 43,2 69 52,5 99,1 71,8 103,4 78,7 124,1 89,8 168,3 121,9 4,6 2,8 22,3 16,1 30 21,7 34,3 26,2 50,6 36,6 63,4 45,9 69 52,5 89,1 64,6 103,4 78,7 119,3 86,3 155,1 112,4 4,6 2,8 23,1 16,7 29,4 21,3 34,3 26,2 48,7 35,3 60,2 43,6 69 52,5 88,2 63,9 103,4 78,7
1,4 9,9 13,2 15,1 20,3 29,1 30,3 38,3 45,5 58,2 75,9 1,4 10,4 13,4 15,1 20,5 25,7 30,3 42,6 45,5 53,4 72,4 1,4 9,6 12,9 15,1 21,8 27,2 30,3 38,3 45,5 51,3 66,7 1,4 9,9 12,6 15,1 20,9 25,9 30,3 38 45,5
8,5 11,3 12,9 17,4 24,9 25,9 32,8 38,8 49,8 64,75 8,9 11,4 12,9 17,5 22 25,9 36,5 38,8 45,7 62 8,2 11 12,9 18,6 23,3 25,9 32,8 38,8 43,9 57,2 8,5 10,8 12,9 17,9 22,2 25,9 32,5 38,8
5,9 7,8 8,9 12,1 17,3 17,9 22,7 26,9 34,6 44,9 6,1 7,9 8,9 12,2 15,3 17,9 25,3 26,9 31,7 43 5,7 7,6 8,9 12,9 16,2 17,9 22,8 26,9 30,5 39,6 5,9 7,5 8,9 12,5 15,4 17,9 22,5 26,9
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 6 C
ACERO ALEADO 1 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE
Mater Rating 01 03 CA 0 0 Salto A A B C A B C A B A B A A B C A B C A B A B A A B C A B C A B A B A A B C A B C A B
2
80 80 80 80 160 160 160 160 160 XXS XXS 80 80 80 80 160 160 160 160 160 XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS XXS
2.1/2
3
40 40 40 40 40 80 80 160 160 160 XXS 40 80 80 80 80 80 80 160 160 XXS XXS 80 80 80 80 160 160 160 160 XXS XXS XXS 160 160 160 160 160 160 160 XXS XXS
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
40 40 40 40 40 80 80 80 160 160 160 40 40 40 40 80 80 80 160 160 160 160 80 80 80 80 160 160 160 160 160 XXS XXS 80 80 160 160 160 160 160 160 XXS 40 40 40 40 40 80 80 80 160 160 160 40 40 40 40 80 80 80 160 160 160 160 80 80 80 80 80 80 160 160 160 160 XXS 80 80 80 80 160 160 160 160 160 20 20 20 40 40 80 80 80 100 120 160 20 40 40 40 80 80 80 100 120 120 160 40 40 80 80 80 80 100 120 160 160 160 80 80 80 80 80 100 120 120 160 20 20 20 40 40 60 80 80 100 120 160 20 40 40 40 60 60 80 100 120 120 160 40 40 60 60 60 80 100 100 160 160 160 60 60 60 60 80 100 100 120 160 20 20 STD STD XS 60 80 80 100 120 160 20 STD STD XS XS 60 80 100 120 120 160 STD STD XS XS 60 80 100 100 120 160 160 STD XS XS 60 80 80 100 120 160 20 20 20 30 XS 60 80 80 100 120 160 20 30 30 XS XS 60 80 100 120 120 160 30 30 XS XS 60 80 100 100 120 120 160 XS XS XS 60 80 80 100 100 120
16
20 20 30 40 40 60 80 80 100 120 160 20 30 40 40 60 60 80 100 120 120 160 30 40 40 60 60 80 100 100 120 120 160 40 40 60 60 80 80 100 100 120
18
STD STD STD XS 40 60 80 80 100 120 160 STD STD XS 40 60 60 80 100 120 120 160 STD XS XS 60 60 80 100 100 120 120 160 XS XS 40 60 60 80 100 100 120
20
20 20 30 30 40 60 80 80 100 120 160 20 30 30 40 60 60 80 100 120 120 160 30 30 40 60 60 80 80 100 120 120 160 30 40 40 60 60 80 100 100 120
24
20 20 XS 40 40 60 80 80 100 120 160 20 XS 40 40 60 60 80 100 120 120 160 XS XS 40 60 60 80 80 100 120 120 160 XS 40 40 60 60 80 100 100 120
06 09 15 01 03
0 0 0 2 2
06 09 C 15 01 03
2 2 2 4 4
06 09 15 01 03
4 4 4 5 5
06 09
5 5
40 40 40 40 80 80 80 160 160 XXS XXS 80 80 80 80 80 80 80 160 160 XXS XXS 80 160 160 160 160 160 160 160 XXS XXS XXS 160 160 160 160 XXS XXS XXS XXS XXS
NOTAS
1
DESCRIPCION
Los schedules en cursiva corresponden a modificaciones respecto a la revisin anterior de la especificacin
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 4 de 6 C
ACERO ALEADO 1 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS BW SW WN SW LWN CIEGA ORIFIC
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
TODOS 18 A 24 2.1/2 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 3 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS TODOS 01, 03 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS 09, 15 09, 15 TODOS TODOS TODOS TODOS TODOS H TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
NORMA
NOTAS
A-335 P11 ASME B36.10 A-691 Gr 1Cr Cl 22 A-234 WP11-S A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-234 WP11-S A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-182 F11 Cl. 2 A-387 G11 Cl 1 A-387 G11 Cl 1 A-387 G11 Cl 1 A-193 B16 A-194 Gr. 4 ASME B16.9 ASME B16.11 2 2 2 2 2, 5
BRIDAS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
ASME B16.5 ASME B16.36 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
2, 3 2, 3 2, 3 4 4
DIAMETROS
TODOS A 16 18 A 24 TODOS TODOS A 16 18 A 24 TODOS
RATINGs
01 03 03 06, 09, 15 01 03 03 06, 09, 15
CAs
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
FLEJE H H H H D D D D, HT, V 316L 316L 321 321 RELLENO GRAFITO GRAFITO GRAFITO GRAFITO 321 316L AN. INT.
NORMA
NOTAS
1 1 1 1, 2
ASME B16.20
NOTAS
1 2 3 4 5
DESCRIPCION
Para temperatura de operacin superior a 400C las juntas espirometlicas sern de material de fleje y anillo interior en 321 Las bridas, juntas espirometlicas, figuras en 8, espaciadores, y discos ciegos de 2.1/2 y menores sern de 1500# para clases de 900# STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de orificio para clases de 150# sern de 300#
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 5 de 6 C
ACERO ALEADO 1 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
DENOMINACION CLASE Rating CA Salto
01 0, 2, 4, 5 0, 2, 4, 5 0, 2, 4, 5 TODOS TODOS TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
H D H D H D FTC-6-1 FTC-6-1 FTC-7-1 FTC-7-1 FTC-8-1 FTC-8-1 FTTC-6-1 FTTC-6-1 FTTC-7-1 FTTC-7-1 FTTC-8-1 FTTC-8-1
BAERA Lnea Codo
FBL-6-1 FBL-39-1 FBL-7-1 FBL-40-1 FBL-8-1 FBL-38-1 FBC-6-1 FBC-39-1 FBC-7-1 FBC-40-1 FBC-8-1 FBC-38-1
TIPO Y
FY-103-1 FY-103-1 FY-103-1 FY-103-1 FY-103-1 FY-103-1
03 06
DENOMINACION CLASE Material Rating
01 4, 5 0, 2 03 4, 5 0, 2 06 C 4, 5 TODOS TODOS TODOS TODOS TODOS
CA
0, 2
Salto
TODOS
Servicio
D H D H D H D H D H V D H D H HT V D H D H HT V D H
VALVULAS COMPUERTA (4) Forjada Fundida
SW C-232 C-217 C-233 C-220 C-232 C-217 C-233 C-220 C-194 C-218 C-251 C-195 C-220 C-233 C-219 C-236 C-252 C-197 C-221 C-195 C-220 C-237 C-253 C-197 C-221 BRID (3) C-234 C-228 C-234 C-229 C-235 C-230 C-235 C-231 C-196 C-222 C-254 C-196 C-223 C-198 C-224 C-238 C-255 C-198 C-225 C-198 C-224 C-238 C-255 C-198 C-225 BRID C-507 C-509 C-507 C-510 C-508 C-511 C-508 C-512 C-90 C-501 C-525 C-90 C-502 C-91/C-92 C-513/C-514 C-515/C-516 C-526/C-527 C-91/C-92 C-503/C-504 C-92 C-514 C-516 C-527 C-92 C-504
Forjada
SW B-124 B-124 B-125 B-125 B-124 B-124 B-125 B-125
BOLA (1) Fundida
BRID B-54 B-58 B-54 B-58 B-56 B-60 B-56 B-60 B-55 B-59 B-55 B-59 B-57 B-61 B-57 B-61
0, 2 09 (2) 4, 5
TODOS
TODOS
0, 2 15 4
TODOS
TODOS
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 6 de 6 C
ACERO ALEADO 1 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE Material Rating
01 4, 5 0, 2 03 4, 5 0, 2 06 C 4, 5 TODOS TODOS TODOS TODOS TODOS
CA
0, 2
Salto
TODOS
Servicio
D H D H D H D H D H V D H D H HT V D H D H HT V D H
VALVULAS GLOBO Forjada Fundida
SW G-166 G-161 G-146 G-164 G-166 G-161 G-146 G-164 G-145 G-162 G-174 G-146 G-164 G-167 G-163 G-168 G-175 G-147 G-165 G-146 G-164 G-169 G-176 G-147 G-165 BRID G-507 G-509 G-507 G-510 G-508 G-511 G-508 G-512 G-90 G-501 G-525 G-90 G-502 G-91/G-92 G-513/G-514 G-515/G-516 G-526/G-527 G-91/G-92 G-503/G-504 G-92 G-514 G-516 G-527 G-92 G-504
RETENCION (5) Forjada Fundida
SW R-218 R-213 R-200 R-216 R-218 R-213 R-200 R-216 R-199 R-214 R-223 R-200 R-216 R-219 R-215 R-220 R-224 R-201 R-217 R-200 R-216 R-221 R-225 R-201 R-217 BRID R-508 R-510 R-508 R-511 R-509 R-512 R-509 R-513 R-90 R-502 R-519 R-90 R-503 R-91/R-92 R-514/R-515 R-516/R-517 R-520/R-521 R-91/R-92 R-504/R-505 R-92 R-515 R-517 R-521 R-92 R-505
0, 2 09 (2) 4, 5
TODOS
TODOS
0, 2 15 4
TODOS
TODOS
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
D
Hoja 1 de 3 D
ACERO ALEADO 2 Cr 1 Mo
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS + SH2 HMEDO, HIDROCARBUROS + H2 + SH2 HUMEDO, AGUAS ACIDAS HIDROCARBUROS + H2
06 = 600# 2 = 3 mm RATINGs
15, 25
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
2
PWHT
SI
NOTAS
1, 2, 3, 4, 5
15
SI
1, 2, 4
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24 a menos que se indique la posibilidad de utilizar otro material, en cuyo caso se tendr en cuenta plazo de entrega y costo. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior Los materiales cumplirn con la especificacin ESP-1300-3 Para el montaje de las tuberas se aplicar la especificacin ESP-4202-2 Las vlvulas cumplirn con la especificacin ESP-1300-4 Las vlvulas irn certificadas segn NACE MR 0103
2 3 4 5
ACCESORIOS FORJADOS SCHEDULE RATING
80 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
DENOMINACION CLASE
Mater Rating D 15 25 CA 2 2 Salto A B C A
-29 a 38
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 350 400 450 PRESION DISEO (kg/cm2)
500
538
550
575
170,2 167,4 156,9 153,2 152,3 230,8 227 212,8 207,7 206,6 263,7 263,7 262,7 255,7 248,2 293,3 288,6 270,5 264 262,6
152,3 206,6 236,4 262,6
152,3 206,6 218,6 262,6
152,3 205,1 205,1 262,6
152,3 186,7 186,7 262,5
127,9 98 66,1 172,3 133 89,7 172,3 143,7 94 220,5 169 114,1
56,2 76,3 79,7 97
37,9 51,4 53,6 65,3
DENOMINACION CLASE
Mater Rating D 15 25 CA 2 2 Salto A B C A
2
XXS XXS XXS XXS
2.1/2
3
XXS XXS XXS XXS
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
160 160 XXS XXS 160 160 XXS XXS 120 160 120 160 120 160 120 160
16
120 160
18
120 160
20
120 160
24
120 160
XXS XXS XXS XXS
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 3 D
ACERO ALEADO 2 Cr 1 Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS BW SW WN SW LWN CIEGA ORIFIC
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
TODOS 2.1/2 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 3 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS A-335 P22 A-234 WP22-S A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-234 WP22-S A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-182 F22 Cl. 3 A-387 G22 Cl 1 A-387 G22 Cl 1 A-387 G22 Cl 1 A-193 B16 A-194 Gr. 4
NORMA
ASME B36.10 ASME B16.9 ASME B16.11
NOTAS
BRIDAS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
ASME B16.5 ASME B16.36 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 2 2 2 ASME B18.2.1 1, 3 ASME B18.2.2 1, 3
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
DIAMETROS
TODOS TODOS
RATINGs
15, 25 15, 25
CAs
TODOS TODOS
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
H D FLEJE 316L 321 RELLENO GRAFITO GRAFITO AN. INT. 316L 321
NORMA
NOTAS
1
NOTAS
1 2 3
DESCRIPCION
Para temperatura de operacin superior a 400C las juntas espirometlicas sern de material de fleje y anillo interior en 321 STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 3 D
ACERO ALEADO 2 Cr 1 Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE Material Rating
D 15
CA
2
Salto
TODOS
Servicio
D H
VALVULAS COMPUERTA (4) Forjada Fundida
SW C-286 C-288 BRID (3) C-287 C-289 BRID C-545 C-546
Forjada
SW
BOLA (1) Fundida
BRID
VALVULAS DENOMINACION CLASE Material Rating
D 25
CA
2
Salto
TODOS
Servicio
D
COMPUERTA (4) Forjada Fundida
SW
C-290
BW
C-547
DENOMINACION CLASE Material Rating
D 15
CA
2
Salto
TODOS
Servicio
D H
VALVULAS GLOBO Forjada Fundida
SW G-192 G-193 BRID G-545 G-546
RETENCION (5) Forjada Fundida
SW R-236 R-237 BRID R-532 R-533
DENOMINACION CLASE Material Rating
D 25
CA
2
Salto
TODOS
Servicio
D
VALVULAS GLOBO Forjada Fundida
SW G-194 BW G-547
RETENCION (5) Forjada Fundida
SW R-238 BW R-534
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A AO
Hoja 1 de 3 E
ACERO ALEADO 5 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBURO PROCESO GENERAL HIDROCARBURO PROCESO GENERAL EN VACIO
06 = 600# 2 = 3 mm RATINGs
03 03
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
2, 5 2, 5
PWHT
SI SI
NOTAS
1 1
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24 a menos que se indique la posibilidad de utilizar otro material, en cuyo caso se tendr en cuenta plazo de entrega y costo. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior
ACCESORIOS FORJADOS SCHEDULE RATING
80 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
DENOMINACION CLASE
Mater Rating 03 E 03 5 CA 2 Salto A B C A B C
-29 a 38
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 350 400 450 500 538 550 575 600 PRESION DISEO (kg/cm2)
21,8 36,5 52,3 20 34,9 52,3 20,1 33,6 48,1 18,4 32,1 48,1 19,4 32,4 46,4 17,7 31 46,5 19,2 32,1 45,9 17,5 30,7 46 19,1 31,9 45,7 17,4 30,5 45,7 18,8 31,5 43,7 17,2 30,1 43,7 18,4 30,8 41 16,8 29,5 41 14,7 24,6 35,2 13,4 23,5 35,2 13,6 22,8 32,6 12,4 21,8 32,6 10,1 16,8 21,8 9,2 16,1 21,8 6,4 5,6 10,7 9,5 13,9 12,2 5,9 5,2 10,3 9,1 13,9 12,2 4,2 7 9 3,8 6,7 9 2,9 4,9 6,3 2,6 4,7 6,3
22,3 37,3 52,7 20,4 35,7 52,7
DENOMINACION CLASE
Mater Rating 03 E 03 5 CA 2 Salto A B C A B C
2
160 160 160 XXS XXS XXS
2.1/2
3
40 40 40 160 160 160
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
40 40 40 80 80 160 40 40 40 80 80 80 20 40 40 80 80 80 20 40 40 40 60 60 20 STD XS STD XS 60 20 30 XS XS XS 60
16
20 30 40 40 40 60
18
STD XS 40 XS 40 60
20
20 30 40 30 40 60
24
20 XS 40 XS 40 60
40 40 40 160 160 160
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 3 E
ACERO ALEADO 5 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS BW SW WN SW LWN CIEGA ORIFIC
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
TODOS 18 A 24 2.1/2 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 3 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS A-335 P5 A-691 Gr 5Cr Cl 22 A-234 WP5-S A-182 F5 A-182 F5 A-182 F5 A-182 F5 A-182 F5 A-182 F5 A-234 WP5-S A-182 F5 A-182 F5 A-182 F5 A-182 F5 A-182 F5 A-387 G5 Cl 1 A-387 G5 Cl 1 A-387 G5 Cl 1 A-193 B16 A-194 Gr. 4
NORMA
ASME B36.10 ASME B16.9 ASME B16.11
NOTAS
BRIDAS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
ASME B16.5 ASME B16.36 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 1 1 1 ASME B18.2.1 2 ASME B18.2.2 2
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
DIAMETROS
A 16 18 A 24
RATINGs
03 03
CAs
TODOS TODOS
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
TODOS TODOS FLEJE 321 321 RELLENO GRAFITO GRAFITO AN. INT. 321
NORMA
NOTAS
NOTAS
1 2
DESCRIPCION
STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 3 E
ACERO ALEADO 5 Cr Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
E
DENOMINACION CLASE Rating CA Salto
03 2, 5 TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
A, AO FTC-12 FTTC-12
BAERA Lnea Codo
FBL-12 FBC-12
TIPO Y
FY-105
DENOMINACION CLASE Material Rating
03 E 03 5 TODOS
CA
2
Salto
TODOS
Servicio
A AO A AO
VALVULAS COMPUERTA (4) Forjada Fundida
SW C-187 C-291 C-189 C-293 BRID (3) C-188 C-292 C-188 C-292 BRID C-84 C-548 C-84 C-548
Forjada
SW
BOLA (1) Fundida
BRID
DENOMINACION CLASE Material Rating
03 E 03 5 TODOS
CA
2
Salto
TODOS
Servicio
A AO A AO
VALVULAS GLOBO Forjada Fundida
SW G-142 G-196 G-143 G-197 BRID G-84 G-548 G-84 G-548
RETENCION (5) Forjada Fundida
SW R-196 R-196 R-197 R-197 BRID R-82 R-82 R-82 R-82
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A AO
Hoja 1 de 3 F
ACERO ALEADO 9 Cr 1 Mo
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS Y PRODUCTOS CORROSIVOS HIDROCARBUROS Y PRODUCTOS CORROSIVOS EN VACIO
06 = 600# 2 = 3 mm RATINGs
03 03
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
5 5
PWHT
SI SI
NOTAS
1 1
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24 a menos que se indique la posibilidad de utilizar otro material, en cuyo caso se tendr en cuenta plazo de entrega y costo. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior
ACCESORIOS FORJADOS SCHEDULE RATING
80 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
DENOMINACION CLASE
Mater Rating F 03 CA 5 Salto A B
-29 a 38
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 350 400 450 500 538 550 575 600 PRESION DISEO (kg/cm2)
5,4 7,3
35,7 34,9 32,1 31 30,7 30,5 30,1 29,5 23,5 21,8 19,4 13,1 11,3 7,9 52,7 52,3 48,1 46,5 46 45,7 43,7 41 35,2 32,6 28,7 17,8 15,3 10,7
DENOMINACION CLASE
Mater Rating F 03 CA 5 Salto A B
2
XXS XXS
2.1/2
3
160 160
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
80 160 80 80 80 80 60 60 XS 60 XS 60
16
40 60
18
40 60
20
40 60
24
40 60
160 160
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 3 F
ACERO ALEADO 9 Cr 1 Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS BW SW WN SW LWN CIEGA ORIFIC
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
TODOS 18 A 24 2.1/2 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 3 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS A-335 P9 A-691 Gr 9Cr Cl 22 A-234 WP9-S A-182 F9 A-182 F9 A-182 F9 A-182 F9 A-182 F9 A-182 F9 A-234 WP9-S A-182 F9 A-182 F9 A-182 F9 A-182 F9 A-182 F9 A-387 G9 Cl 1 A-387 G9 Cl 1 A-387 G9 Cl 1 A-193 B16 A-194 Gr. 4
NORMA
ASME B36.10 ASME B16.9 ASME B16.11
NOTAS
BRIDAS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
ASME B16.5 ASME B16.36 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 1 1 1 ASME B18.2.1 2 ASME B18.2.2 2
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
DIAMETROS
A 16 18 A 24
RATINGs
03 03
CAs
TODOS TODOS
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
TODOS TODOS FLEJE 321 321 RELLENO GRAFITO GRAFITO AN. INT. 321
NORMA
NOTAS
NOTAS
1 2
DESCRIPCION
STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 3 F
ACERO ALEADO 9 Cr 1 Mo
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
E
DENOMINACION CLASE Rating CA Salto
03 5 TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
A, AO FTC-14 FTTC-14
BAERA Lnea Codo
FBL-14 FBC-14
TIPO Y
FY-106
DENOMINACION CLASE Material Rating
E 03
CA
5
Salto
TODOS
Servicio
A AO
VALVULAS COMPUERTA (4) Forjada Fundida
SW C-294 C-296 BRID (3) C-295 C-297 BRID C-549 C-550
Forjada
SW
BOLA (1) Fundida
BRID
DENOMINACION CLASE Material Rating
E 03
CA
5
Salto
TODOS
Servicio
A AO
VALVULAS GLOBO Forjada Fundida
SW G-197 G-198 BRID G-549 G-550
RETENCION (5) Forjada Fundida
SW R-239 R-239 BRID R-535 R-535
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A
Hoja 1 de 2 G
ACERO CARBONO GALVANIZADO
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
AGUA POTABLE, AGUA SCI (COLUMNA SECA), AIRE INSTRUMENTOS
06 = 600# 2 = 3 mm RATINGs
01
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
0
PWHT
NO
NOTAS
1
NOTAS
1
DESCRIPCION
Todos los materiales, excepto las vlvulas, irn galvanizados interior y exteriormente. El gavanizado estar de acuerdo con las normas UNE-EN ISO 1461 de 1999. Las tuberas y accesorios de 2 y menores sern de extremos roscados NPT.
ACCESORIOS FORJADOS SCHEDULE RATING
80 3000#
COLECTOR
A 2 2.1/2 A 6
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 6 A 1.1/2 A 2
SOLUCION
TE TE REDUCTORA HALF-COUPLING O THREDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 6
TIPO DE UNION
COUPLING ROSCADO SOLDADURA A TOPE O UNION BRIDADA
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051. El Thredolet se utilizar en los casos donde se indique Sockolet en dichos estndares
DENOMINACION CLASE
Mater Rating G 01 CA 0 Salto A
-29 a 38
20
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 100 PRESION DISEO (kg/cm2)
18
DENOMINACION CLASE
Mater Rating G 01 CA 0 Salto A
2
80
2.1/2
3
40
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
40 40
16
18
20
24
40
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 2 G
ACERO CARBONO GALVANIZADO
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS BW SCR WN SCR CIEGA ORIFIC
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
A 6 2.1/2 A 6 A 2 2.1/2 A 6 A 2 A 6 1 A 6 3 A 6 A 2 A 2 A 2 A 2 TODOS TODOS TODOS TODOS TODOS 01 01 01 01 01 01 01 01 01 01 01 01 01 01 01 01 01 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 A A A A A A A A A A A A A A A A A API 5L B A-234 WPB A-105 A-105 A-105 A-105 A-105 A-234 WPB A-105 A-105 A-105 A-105 A-285 Gr C A-285 Gr C A-285 Gr C A-193 B7 A-194 2H
NORMA
ASME B36.10 ASME B16.9 ASME B16.11
NOTAS
BRIDAS
ASME B16.5 ASME B16.36 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 1 1 1 ASME B18.2.1 2 ASME B18.2.2 2 3
REDUCCIONES COUPLING RED THREDOLET UNIONES COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
DIAMETROS
TODOS
RATINGs
01
CAs
0
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
A FLEJE 316L RELLENO GRAFITO AN. INT.
NORMA
ASME B16.20
NOTAS
Material
G
DENOMINACION CLASE Rating CA Salto
01 0 TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
A FTC-16 FTTC-16
BAERA Lnea Codo
FBL-16 FBC-16
TIPO Y
FY-107
NOTAS
1 2 3
DESCRIPCION
STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de orificio para clases de 150# sern de 300#
DENOMINACION CLASE Material
G
Rating
01
CA
0
Salto
TODOS
VALVULAS COMPUERTA (4) Forjada Fundida Servicio
A ROSC C-168 BRID (2) C-102 BRID C-1
BOLA (1) Forjada Fundida
ROSC B-112 BRID B-1
DENOMINACION CLASE Material
G
Rating
01
CA
0
Salto
TODOS
VALVULAS GLOBO Forjada Fundida Servicio
A ROSC G-131 BRID G-1
RETENCION (3) Forjada Fundida
ROSC R-181 BRID R-1
NOTAS
1 2 3 4
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
D
Hoja 1 de 5 K
ACERO INOXIDABLE 321
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS + SH2 HUMEDO, HIDROCARBUROS + H2 + SH2 HUMEDO, AGUAS ACIDAS HIDROCARBUROS + H2 HIDROCARBUROS Y PRODUCTOS CORROSIVOS HIDROCARBUROS Y PRODUCTOS CORROSIVOS EN VACO PROCESO AROMAX PROCESO AROMAX + AROMATICOS
06 = 600# 2 = 3 mm RATINGs
09, 15, 25
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
0
PWHT
NO
NOTAS
1, 4, 5
H S SO X XB
09, 15 01,03,06,09,15 01, 03 03 03
0 0 0 2 2
NO NO NO SI SI
1, 4 1 1, 3 1, 2 1, 2
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior Para los materiales de grado 321 el contenido mnimo en carbono ser 0.04%. Los materiales de grados 321 y 321H sern suministrados con tratamiento de recocido de estabilizacin de 900C durante cuatro horas con enfriamiento posterior a 399C en 15 minutos con aire forzado. Si el material se suministra con soldadura, el tratamiento anterior ser posterior a la soldadura. El PWHT de soldaduras de montaje ser el anterior Para el servicio de Vaco, se verificar la validez del schedule segn la clase en las condiciones de diseo de vaco establecidas en la Lista de Lneas Las vlvulas cumplirn con la especificacin ESP-1300-4 Las vlvulas irn certificadas segn NACE MR 0103
3 4 5
ACCESORIOS FORJADOS SCHEDULE RATING
80S 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 5 K
ACERO INOXIDABLE 321
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE
Mater Rating 01 03 06 K 09 15 25 0 0 0 CA 0 0 0 Salto A A B A B A B A B A
-29 a 38
16,5 31,8 47,9 69,4 92,8 117,5 151,8 153,8 185,6 269,8
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 350 400 PRESION DISEO (kg/cm2)
16,5 31,8 47,9 69,4 92,8 117,5 148,6 153,8 185,6 269,8 16,5 31,8 45 69,4 90,2 117,5 135,3 153,8 185,6 269,8 16 31,8 41,8 69,4 83,6 117,5 125,3 153,8 185,6 269,8 14 31,8 39 69,4 78,1 117,2 117,2 153,8 185,6 269,8 12,3 30,9 36,7 67,4 73,4 110,2 110,2 149,4 180,2 261,8 10,4 29,5 34,7 64,5 69,6 104,4 104,4 142,9 172,4 249,6 8,5 28,3 33,2 61,8 66,4 99,7 99,7 136,9 165,2 239,5 6,6 27,3 32,2 59,6 64,4 96,6 96,6 132,2 159,5 230,9
450
500
538
4,6 26,6 31,4 58,1 62,9 94,3 94,3 128,7 155,2 226,4
2,8 26,2 28,7 57,2 57,6 86,3 86,3 126,7 143,7 220,8
1,4 25,7 25,7 56,2 50,9 76,6 76,6 124,6 128 213
DENOMINACION CLASE
Mater Rating 01 03 06 K 09 15 25 0 0 0 CA 0 0 0 Salto A A B A B A B A B A
2
80S 80S 80S 80S 80S 160 160 160 160 XXS
2.1/2
3
10S 40S 40S 40S 80S 80S 80S 80S 160 XXS
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
10S 40S 40S 40S 80S 80S 80S 80S 160 XXS 10S 40S 40S 40S 80S 80S 120 120 160 XXS 10S 20 30 40S 60 80S 100 100 120 10S 20 30 40S 80S 80 100 100 120 10S 20 30 80S 60 80 100 100 120 10S 20 30 80S 60 80 100 100 120
16
10S 20 30 60 60 80 100 100 120
18
10S 20 30 60 60 80 100 100 120
20
10S 20 30 60 60 80 100 100 120
24
10S 20 30 60 60 80 100 100 120
10S 40S 40S 40S 80S 80S 80S 160 160 XXS
Para los servicios X y XB: CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 350 400 450 500 538 550 575 600 PRESION DISEO (kg/cm2)
37,3 37,3 37,3 37,3 37,3 36,2 34,6 33,2 32 31,2 28,7 25,7 25,4 20,2 16 50,5 49,5 45 41,8 39 36,7 34,7 33,2 32,2 31,4 28,7 25,7 25,4 24,5 20,7
DENOMINACION CLASE
Mater Rating K 03 CA 2 Salto A B
-29 a 38
DENOMINACION CLASE
Mater Rating K 03 CA 2 Salto A B
2
80S 80S
2.1/2
3
40S 40S
4
40S 40S
DIAMETRO (PULGADAS) 6 8 10 12 14 SCHEDULE
40S 40S 30 40S 30 40S 30 40 30 40
16
30 40
18
30 40
20
30 40
24
XS 40
40S 40S
NOTAS
1
DESCRIPCION
Los schedules en cursiva corresponden a modificaciones respecto a la revisin anterior de la especificacin
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 5 K
ACERO INOXIDABLE 321
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
A 6 8 A 24 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS 03 03 03 03 03 01, 03 01, 03 01, 03 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS 2 2 2 2 2 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS D, H, S, SO D, H, S, SO D, H, S, SO D, H, S, SO D, H, S, SO X, XB X, XB X, XB X, XB X, XB TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS A-376 TP 321 A-358 Gr321 Cl. 1 A-403 WP 321-S A-403 WP 321-WX A-182 F321 A-182 F321 A-182 F321 A-182 F321 A-182 F321 A-182 F321 A-182 F321H A-182 F321H A-182 F321H A-182 F321H A-182 F321H A-105 A-403 WP 321-S A-403 WP 321-WX A-403 WP 321-S A-403 WP 321-WX A-182 F321 A-182 F321 A-182 F321 A-182 F321 A-182 F321 A-240 TP 321 A-240 TP 321 A-240 TP 321 A-193 B7 A-194 2H
NORMA
ASME B36.10 ASME B36.19 ASME B16.9 ASME B16.11
NOTAS
BW SW WN SW LWN CIEGA ORIFIC WN SW LWN CIEGA ORIFIC
2.1/2 A 24 8 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 2 A 24 2 A 24 8 A 24 3 A 24 8 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS
ASME B16.5 ASME B16.36 ASME B16.5 ASME B16.36 ASME B16.5 ASME B16.9
BRIDAS
1 1 1 1 1, 4 1 1 1 1 1
LAP-JOINT STUB-END
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 1, 2 1, 2 1, 2 ASME B18.2.1 3, 5 ASME B18.2.2 3, 5
DIAMETROS
TODOS 1 A 16 18 A 24 TODOS TODOS
RATINGs
01 03 03 03 06, 09, 15, 25
CAs
0 0 0 2 0
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
TODOS S, SO S, SO X, XB TODOS FLEJE 321 321 321 321 321 RELLENO GRAFITO GRAFITO GRAFITO GRAFITO GRAFITO AN. INT.
NORMA
NOTAS
321 321 321
ASME B16.20 1
NOTAS
1 2 3 4 5
DESCRIPCION
Las bridas, juntas espirometlicas, figuras en 8, espaciadores, y discos ciegos de 2.1/2 y menores sern de 1500# para clases de 900# STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de orificio para clases de 150# sern de 300# Para temperatura de operacin superior a 370C los esprragos sern A-193 B16 y las tuercas A-194 Gr. 4 cuando la unin sea Inoxidable-Acero Ferrtico o los esprragos y tuercas sern A-453 Gr. 660 cuando la unin sea InoxidableInoxidable
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 4 de 5 K
ACERO INOXIDABLE 321
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
K
DENOMINACION CLASE Rating CA Salto
01 03 06 0 0 0 TODOS TODOS TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
S, SO S, SO D, H, S FTC-24 FTC-25 FTC-26 FTTC-24 FTTC-25 FTTC-26
BAERA Lnea Codo
FBL-24 FBL-25 FBL-26 FBC-24 FBL-25 FBL-26
TIPO Y
FY-111 FY-111 FY-111
DENOMINACION CLASE Material Rating
01
CA
0 0
Salto
TODOS TODOS TODOS TODOS TODOS TODOS
VALVULAS COMPUERTA (4) Forjada Fundida Servicio
S SO S SO X XB S D H S D H S SW C-185 C-275 C-185 C-275 C-256 C-257 C-185 C-300 C-301 C-182 C-300 C-301 C-182 BRID (3) C-226 C-276 C-227 C-279 C-258 C-259 C-186 C-303 C-304 C-183 C-303 C-304 C-183 BRID C-505 C-540 C-506 C-542 C-528 C-529 C-82
Forjada
SW B-115 B-128 B-115 B-128
BOLA (1) Fundida
BRID B-28 B-66 B-30 B-29 B-67 B-31
03 2 K 06 09 (2) 0 0
C-552/C-553 C-554/C-555
15
TODOS
C-80/C-81 C-553 C-555 C-81
VALVULAS DENOMINACION CLASE Material
K
Rating
25
CA
0
Salto
TODOS
Servicio
D
COMPUERTA (4) Forjada Fundida
SW
C-302
BW
C-556
DENOMINACION CLASE Mater Rating
01
CA
0 0
Salto
TODOS TODOS TODOS TODOS TODOS
VALVULAS GLOBO Forjada Fundida Servicio
S SO S SO X XB S D H S D H S SW G-141 G-184 G-141 G-184 G-177 G-178 G-141 G-200 G-201 G-139 G-200 G-201 G-139
RETENCION (5) Forjada Fundida
SW R-195 R-195 R-195 R-195 R-226 R-226 R-195 R-241 R-242 R-192 R-241 R-242 R-192 BRID R-506 R-506 R-507 R-507 R-522 R-522 R-80 R-537/R-538 R-539/R-540 R-78/R-79 R-538 R-540 R-79
03 2 K 06 09 (2) 0 0
15
TODOS
BRID G-505 G-540 G-506 G-542 G-528 G-529 G-82 G-552/G-553 G-554/G-555 G-80/G-81 G-553 G-555 G-81
DENOMINACION CLASE Mater
K
Rating
25
CA
0
Salto
TODOS
VALVULAS GLOBO Forjada Fundida Servicio
D SW G-202 BW G-556
RETENCION (5) Forjada Fundida
SW R-243 BW R-541
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 5 de 5 K
ACERO INOXIDABLE 321
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
3 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A
Hoja 1 de 4 L
ACERO INOXIDABLE 304L
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS Y PRODUCTOS CORROSIVOS AGUA DESMINERALIZADA
06 = 600# 2 = 3 mm RATINGs
01, 03
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
0
PWHT
NO NO
NOTAS
1 1
01, 03, 06, 09, 15 0
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior
ACCESORIOS FORJADOS SCHEDULE RATING
80S 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 4 L
ACERO INOXIDABLE 304L
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE
Mater Rating 01 03 L 06 09 15 CA 0 0 0 0 0 Salto A A B A B A B A B
-29 a 38
13,8 31,7 40 67,3 77,5 101,9 117,5 128,4 154,9
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 325 350 PRESION DISEO (kg/cm2)
13,8 31,7 40 67,3 77,5 101,9 117,5 128,4 154,9 13,5 31,7 35,4 67,3 70,9 101,9 106,5 128,4 154,9 12,2 31,6 32 64 64 96 96 128,3 154,8 11,4 29,7 29,7 59,4 59,4 89,2 89,2 122,1 147,3 10,7 28 28 55,9 55,9 84 84 115,2 139 10,2 26,6 26,6 53,1 53,1 79,7 79,7 109,4 132 9,4 26 26 52 52 77,9 77,9 107 129 8,5 25,5 25,5 51 51 76,6 76,6 105 126,7
375
400
425
7,5 25,2 25,2 50,4 50,4 75,7 75,7 103,6 125
6,6 24,7 24,7 49,5 49,5 74,3 74,3 102,2 123,3
5,6 24,3 24,3 48,6 48,6 73 73 100,1 120,8
DENOMINACION CLASE
Mater Rating 01 03 L 06 09 15 CA 0 0 0 0 0 Salto A A B A B A B A B
2
80S 80S 80S 80S 80S 80S 80S 160 160
2.1/2
3
10S 40S 40S 40S 80S 80S 80S 80S 160
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
10S 40S 40S 40S 80S 80S 80S 80S 160 10S 40S 40S 40S 80S 80S 80S 120 120 10S 20 20 60 60 80S 100 100 120 10S 20 30 80S 80S 80 100 100 120 10S 30 30 80S 60 80 100 100 120 10S 20 30 60 60 80 100 100 120
16
10S 20 30 60 60 80 100 100 120
18
10S STD 30 60 60 80 100 100 120
20
10S 20 30 60 60 80 100 100 120
24
10S XS 30 60 60 80 100 100 120
10S 40S 40S 40S 80S 80S 80S 80S 160
NOTAS
1
DESCRIPCION
Los schedules en cursiva corresponden a modificaciones respecto a la revisin anterior de la especificacin
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 4 L
ACERO INOXIDABLE 304L
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
A 6 8 A 24 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS 01, 03 01, 03 01, 03 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS A-312 TP 304L A-358 Gr304L Cl. 1 A-403 WP 304L-S A-403 WP 304L-WX A-182 F304L A-182 F304L A-182 F304L A-182 F304L A-182 F304L A-182 F304L A-105 A-403 WP 304L-S A-403 WP 304L-WX A-403 WP 304L-S A-403 WP 304L-WX A-182 F304L A-182 F304L A-182 F304L A-182 F304L A-182 F304L A-240 TP 304L A-240 TP 304L A-240 TP 304L A-193 B7 A-194 2H
NORMA
ASME B36.10 ASME B36.19 ASME B16.9 ASME B16.11
NOTAS
BW SW WN SW LWN CIEGA ORIFIC
2.1/2 A 24 8 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 2 A 24 2 A 24 8 A 24 3 A 24 8 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS
BRIDAS
ASME B16.5 ASME B16.36 ASME B16.5 ASME B16.9
1 1 1 1 1, 4
LAP-JOINT STUB-END
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 1, 2 1, 2 1, 2 ASME B18.2.1 3 ASME B18.2.2 3
DIAMETROS
TODOS 1 A 16 18 A 24 TODOS
RATINGs
01 03 03 06, 09, 15
CAs
0 0 0 0
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
A A A A FLEJE 316L 316L 316L 316L RELLENO GRAFITO GRAFITO GRAFITO GRAFITO AN. INT.
NORMA
NOTAS
316L 316L
ASME B16.20 1
NOTAS
1 2 3 4
DESCRIPCION
Las bridas, juntas espirometlicas, figuras en 8, espaciadores, y discos ciegos de 2.1/2 y menores sern de 1500# para clases de 900# STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de orificio para clases de 150# sern de 300#
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 4 de 4 L
ACERO INOXIDABLE 304L
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
L
DENOMINACION CLASE Rating CA Salto
01 03 06 0 0 0 TODOS TODOS TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
A A A FTC-27 FTC-28 FTC-38 FTTC-27 FTTC-28 FTTC-38
BAERA Lnea Codo
FBL-27 FBL-28 FBL-41 FBC-27 FBC-28 FBC-41
TIPO Y
FY-112 FY-112 FY-112
DENOMINACION CLASE Material Rating
01 03 06 09 (2) 15
CA
0 0 0 0 0
Salto
TODOS TODOS TODOS TODOS TODOS
VALVULAS COMPUERTA (4) Forjada Fundida Servicio SW BRID (3) BRID
A A A A A C-132 C-132 C-132 C-199 C-199 C-133 C-134 C-135 C-200 C-200 C-31 C-32 C-83 C-93/C-94 C-94
Forjada
SW B-118 B-118
BOLA (1) Fundida
BRID B-24 B-26 B-25 B-27
DENOMINACION CLASE Material Rating
01 03 06 09 (2) 15
CA
0 0 0 0 0
Salto
TODOS TODOS TODOS TODOS TODOS
VALVULAS GLOBO Forjada Fundida Servicio
A A A A A SW G-112 G-112 G-112 G-148 G-148
RETENCION (5) Forjada Fundida
SW R-189 R-189 R-189 R-202 R-202 BRID R-31 R-32 R-81 R-93/R-94 R-94
BRID G-31 G-32 G-83 G-93/G-94 G-94
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A D
Hoja 1 de 4 M
ACERO INOXIDABLE 316L
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS Y PRODUCTOS CORROSIVOS HIDROCARBUROS +SH2 HUMEDO, HIDROCARBUROS + H2+SH2 HUMEDO, AGUAS ACIDAS
06 = 600# 2 = 3 mm RATINGs
01, 03 01
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
0, 2 0, 2
PWHT
NO NO
NOTAS
1 1, 2, 3
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior Las vlvulas cumplirn con la especificacin ESP-1300-4 Las vlvulas irn certificadas segn NACE MR 0103
2 3
ACCESORIOS FORJADOS SCHEDULE RATING
80S 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 4 M
ACERO INOXIDABLE 316L
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE
Mater Rating 01 03 M 01 03 CA 0 0 2 2 Salto A A B A A B
-29 a 38
13,8 31,7 40 16,2 31,1 36,9
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 325 350 PRESION DISEO (kg/cm2)
13,8 31,7 40 15,6 31,1 36,9 13,5 31,7 35,4 13,5 31,1 35,4 12,2 31,6 32 12,2 31,1 32 11,4 29,6 29,7 11,4 29,1 29,7 10,7 27,7 28 10,7 27,2 28 10,2 26,1 26,6 10,2 25,6 26,6 9,4 25,4 26 9,4 25 26 8,5 24,9 25,5 8,5 24,5 25,5
375
400
425
7,5 24,4 25,2 7,5 24 25,2
6,6 23,9 24,7 6,6 23,5 24,7
5,6 23,5 24,3 5,6 23,1 24,3
DENOMINACION CLASE
Mater Rating 01 03 M 01 03 CA 0 0 2 2 Salto A A B A A B
2
80S 80S 80S 80S 80S 80S
2.1/2
3
10S 40S 40S 40S 40S 40S
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
10S 40S 40S 40S 40S 40S 10S 40S 40S 40S 40S 40S 10S 20 20 20 30 40S 10S 20 30 20 30 40S 10S 30 30 20 30 40S 10S 20 30 20 30 40
16
10S 20 30 20 30 40
18
10S STD 30 20 30 XS
20
10S 20 30 20 30 30
24
10S XS 30 20 XS 30
10S 40S 40S 40S 40S 40S
NOTAS
1
DESCRIPCION
Los schedules en cursiva corresponden a modificaciones respecto a la revisin anterior de la especificacin
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 4 M
ACERO INOXIDABLE 316L
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
A 6 8 A 24 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS 01, 03 01, 03 01, 03 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS A-312 TP 316L A-358 Gr316L Cl. 1 A-403 WP 316L-S A-403 WP 316L-WX A-182 F316L A-182 F316L A-182 F316L A-182 F316L A-182 F316L A-182 F316L A-105 A-403 WP 316L-S A-403 WP 316L-WX A-403 WP 316L-S A-403 WP 316L-WX A-182 F316L A-182 F316L A-182 F316L A-182 F316L A-182 F316L A-240 TP 316L A-240 TP 316L A-240 TP 316L A-193 B7 A-194 2H
NORMA
ASME B36.10 ASME B36.19 ASME B16.9 ASME B16.11
NOTAS
BW SW WN SW LWN CIEGA ORIFIC
2.1/2 A 24 8 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 2 A 24 2 A 24 8 A 24 3 A 24 8 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS
BRIDAS
ASME B16.5 ASME B16.36 ASME B16.5 ASME B16.9 3
LAP-JOINT STUB-END
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 1 1 1 ASME B18.2.1 2 ASME B18.2.2 2
DIAMETROS
TODOS 1 A 16 18 A 24 TODOS
RATINGs
01 03 03 01
CAs
0, 2 0, 2 0, 2 0, 2
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
A A A D FLEJE 316L 316L 316L 321 RELLENO GRAFITO GRAFITO GRAFITO GRAFITO AN. INT.
NORMA
NOTAS
316L
ASME B16.20
NOTAS
1 2 3
DESCRIPCION
STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de orificio para clases de 150# sern de 300#
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 4 de 4 M
ACERO INOXIDABLE 316L
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
M
DENOMINACION CLASE Rating CA Salto
01 03 0, 2 0, 2 TODOS TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
A D A FTC-29 FTC-29 FTC-30 FTTC-29 FTTC-29 FTTC-30
BAERA Lnea Codo
FBL-29 FBL-49 FBL-30 FBC-29 FBC-49 FBC-30
TIPO Y
FY-113 FY-113 FY-113
DENOMINACION CLASE Material
M
Rating
01 03
CA
0, 2 0, 2
Salto
TODOS TODOS
VALVULAS COMPUERTA (4) Forjada Fundida Servicio
A D A SW C-132 C-298 C-132 BRID (3) C-133 C-299 C-134 BRID C-31 C-551 C-32
Forjada
SW B-113 B-113
BOLA (1) Fundida
BRID B-24 B-26 B-25 B-27
DENOMINACION CLASE Mater
M
Rating
01 03
CA
0, 2 0, 2
Salto
TODOS TODOS
VALVULAS GLOBO Forjada Fundida Servicio
A D A SW G-112 G-199 G-112 BRID G-31 G-551 G-32
RETENCION (5) Forjada Fundida
SW R-189 R-240 R-189 BRID R-31 R-536 R-32
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
2 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
H
Hoja 1 de 3 O
ACERO INOXIDABLE 347
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
HIDROCARBUROS + H2
06 = 600# 2 = 3 mm RATINGs
09
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
0
PWHT
NO
NOTAS
1, 2
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior Las vlvulas cumplirn con la especificacin ESP-1300-4
ACCESORIOS FORJADOS SCHEDULE RATING
80S 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
DENOMINACION CLASE
Mater Rating O 09 CA 0 Salto A B
-29 a 38
122,1 151,8
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 350 400 PRESION DISEO (kg/cm2)
122,1 149,2 122,1 138,6 122,1 129,9 122,1 122,2 115,6 115,6 110,4 110,4 106,4 106,4 103,7 103,7
450
500
538
102,4 102,4
86,3 86,3
76,6 76,6
DENOMINACION CLASE
Mater Rating O 09 CA 0 Salto A B
2
160 160
2.1/2 80S 80S
3
80S 80S
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
80S 80S 80S 120 80S 100 80 100 80 100 80 100
16
80 100
18
80 100
20
80 100
24
80 100
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 3 O
ACERO INOXIDABLE 347
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
A 6 8 A 24 TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS A-376 TP 347 A-358 Gr347 Cl. 1 A-403 WP 347-S A-403 WP 347-WX A-182 F347 A-182 F347 A-182 F347 A-182 F347 A-182 F347 A-182 F347
NORMA
ASME B36.10 ASME B36.19 ASME B16.9 ASME B16.11
NOTAS
BW SW WN SW LWN CIEGA ORIFIC
2.1/2 A 24 8 A 24 A 2 2.1/2 A 24 A 2 1 A 4 A 24 1 A 24 2 A 24 2 A 6 8 A 24 3 A 24 8 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS
BRIDAS
ASME B16.5 ASME B16.36 ASME B16.5 ASME B16.9
1 1 1 1 1
LAP-JOINT STUB-END
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS TODOS
A-403 WP 347-S A-403 WP 321-WX A-182 F347 A-182 F347 A-182 F347 A-182 F347 A-182 F347 A-240 TP 347 A-240 TP 347 A-240 TP 347 A-193 B7 A-194 2H
ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11 1, 2 1, 2 1, 2 ASME B18.2.1 3, 4 ASME B18.2.2 3, 4
DIAMETROS
TODOS
RATINGs
09
CAs
0
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
TODOS FLEJE 347 RELLENO GRAFITO AN. INT. 347
NORMA
NOTAS
1
NOTAS
1 2 3 4
DESCRIPCION
Las bridas, juntas espirometlicas, figuras en 8, espaciadores, y discos ciegos de 2.1/2 y menores sern de 1500# para clases de 900# STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Para temperatura de operacin superior a 370C los esprragos sern A-193 B16 y las tuercas A-194 Gr. 4 cuando la unin sea Inoxidable-Acero Ferrtico o los esprragos y tuercas sern A-453 Gr. 660 cuando la unin sea InoxidableInoxidable
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 3 O
ACERO INOXIDABLE 347
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE Material
O
Rating
09 (2)
CA
0
Salto
TODOS
VALVULAS COMPUERTA (4) Forjada Fundida Servicio
H SW C-301 BRID (3) C-304 BRID
C-554/C-555
Forjada
SW
BOLA (1) Fundida
BRID
DENOMINACION CLASE Mater
O
Rating
09 (2)
CA
0
Salto
TODOS
VALVULAS GLOBO Forjada Fundida Servicio
H SW G-201
RETENCION (5) Forjada Fundida
SW R-242 BRID R-539/R-540
BRID G-554/G-555
NOTAS
1 2 3 4 5
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C La primera vlvula fundida que se indica es para 3 y mayores y la segunda es para 2.1/2 que es de 1500# Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
Q
Hoja 1 de 3 P
MONEL
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
ACIDO FLUORHIDRICO (HF) CALIENTE/HUMEDO
06 = 600# 2 = 3 mm RATINGs
03
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
2
PWHT
SI
NOTAS
1
NOTAS
1
DESCRIPCION
Las vlvulas cumplirn con la especificacin ESP-1300-5
ACCESORIOS FORJADOS SCHEDULE RATING
80 160 XXS 3000# 6000# 9000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
TODOS
TIPO DE UNION
SOLDADURA A TOPE O BRIDA
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
DENOMINACION CLASE
Mater Rating P 03 CA 2 Salto A
-29 a 38
31,1
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 50 100 150 200 250 300 350 400 450 PRESION DISEO (kg/cm2)
30,3 27,2 25,5 24,7 24,6 24,6 24,6 24,2 22,3
DENOMINACION CLASE
Mater Rating P 03 CA 2 Salto A
2
80
2.1/2
3
40
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
40 40 30 30 30 30
16
30
18
20
24
40
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 3 P
MONEL
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA CODOS TES CAPS
DIAMET RATINGs
TODOS 03
TUBERIAS Y ACCESORIOS CAs SERVICIO MATERIAL
2 Q B-165 N04400
NORMA
ASME B36.10
NOTAS
1
BW
A 24
03
B-366 WPNCS
ASME B16.9
BRIDAS
WN LWN CIEGA ORIFIC
A 24 1 A 4 A 24 1 A 24 3/4 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS
03 03 03 03 03 03 03 03 03 03 03 03 03 03 03
2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
Q Q Q Q Q Q Q Q Q Q Q Q Q Q Q
B-564 N04400 B-564 N04400 B-564 N04400 B-564 N04400 B-366 WPNCS B-366 WPNCS B-366 WPNCS B-366 WPNCS B-366 WPNCS B-366 WPNCS B-127 B-127 B-127 A-193 B7M A-194 2HM
ASME B16.5 ASME B16.36 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11
1, 4 1 1, 4 1 1 1 1 1 1 1 1, 2 1, 2 1, 2
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET HALF-COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
ASME B18.2.1 3 ASME B18.2.2 3
DIAMETROS
TODOS
RATINGs CAs
03 TODOS
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
Q FLEJE MONEL RELLENO GRAFITO AN. INT. MONEL
NORMA
ASME B16.20
NOTAS
4, 5
NOTAS
1 2 3 4 5
DESCRIPCION
El material llevar tratamiento de Recocido STD-L-310, STD-L-225 al STD-L-239 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-014, STD-L-015 La clase de 300# para el servicio Q incluye bridas de 600# para dimetros de 1 y menores Para temperatura de diseo inferior o igual a 232C el anillo interior podr ser PTFE GORE-TEX GR con espesor de 9 mm. El dimetro exterior de este anillo ser 1 mm superior al dimetro interior de la junta espirometlica.
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 3 P
MONEL
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
Material
P
DENOMINACION CLASE Rating CA Salto Servicio
03 2 TODOS Q
FILTROS TEMPORALES Cnicos Troncocon
FTC-31 FTTC-31
BAERA Lnea Codo
FBL-31 FBC-31
TIPO Y
FY-114
DENOMINACION CLASE Material
P
Rating
03
CA
2
Salto
TODOS
VALVULAS COMPUERTA (4) Forjada Fundida Servicio
SW Q (6) BRID C-54/C-55 BRID C-69
DENOMINACION CLASE Material
P
Rating
03
CA
2
Salto
TODOS
VALVULAS GLOBO Forjada Fundida Servicio
Q (6) BRID G-54/G-55 BRID G-70
RETENCION (5) Forjada Fundida
BRID R-52/R-53 BRID R-68
DENOMINACION CLASE Material
P
Rating
03
CA
2
Salto
TODOS
VALVULAS MACHO ASCENDENTE Fundida Servicio
Q (7) BRID MA-33
NOTAS
4 5 6 7
DESCRIPCION
Siempre que sea posible todas las vlvulas de compuerta se instalarn con el eje horizontal Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente Las vlvulas C-54, G-54 y R-52 son de 600# hasta 1. Las vlvulas C-55, G-55 y R-53 son de 300# desde 1.1/2 hasta 2. Las vlvulas macho ascendente con asiento de tefln slo se usarn para temperatura de operacin inferior a 177C
0 REV
31/12/06 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A
Hoja 1 de 3 R
ACERO CALMADO BAJA TEMPERATURA
01 = 150# 03 = 300# 0 = 1,5 mm DESCRIPCION
PRODUCTOS A BAJA TEMPERATURA (HASTA 45C)
06 = 600# 2 = 3 mm RATINGs
01, 03
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm CAs
2
PWHT
NO
NOTAS
1
NOTAS
1
DESCRIPCION
Para dimetros igual o superior a 26 los materiales de tuberas y accesorios a utilizar sern los mismos que los indicados para dimetro de 24. El espesor se calcular segn ASME B31.3. Las bridas sern de cuello segn ASME B16.47 serie B y las juntas espirometlicas sern de acuerdo a estas bridas y con anillo interior
ACCESORIOS FORJADOS SCHEDULE RATING
80S 160, XXS 3000# 6000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
DENOMINACION CLASE
Mater Rating 01 R 03 CA 2 2 Salto A A
-45 a 38
20 46,9
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 100 150 200 250 275 300 325 350 PRESION DISEO (kg/cm2)
18 46,9 16 46 14 44,7 12 42,6 11 41,2 10,4 39,6 9,4 38,3 8,5 37,6
DENOMINACION CLASE
Mater Rating 01 R 03 CA 2 2 Salto A A
2
80S 80S
2.1/2
3
80 80
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 14 SCHEDULE
80 80 40 40 40 40 40 40 20 STD 20 XS
16
20 40
18
C C
20
C C
24
C C
80 80
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 2 de 3 R
ACERO CALMADO BAJA TEMPERATURA
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
ELEMENTO
TUBERIA
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
A 2 2.1/2 A 16 18 A 24 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 01, 03 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 A A A A A A A A A A A A A A A A A A A A A A A A A A A-312 TP 316L A-333 Gr 6 A-672 Gr 70 Cl 12 A-420 WPL6 A-420 WPL6 W A-182 F316L A-350 Gr. LF2 A-182 F316L A-350 Gr. LF2 A-182 F316L A-350 Gr. LF2 A-182 F316L A-350 Gr. LF2 A-182 F316L A-420 WPL6 A-420 WPL6 W A-182 F316L A-350 Gr. LF2 A-182 F316L A-182 F316L A-182 F316L A-516 G 70 A-516 G 70 A-516 G 70 A-193 B7M A-194 2HM
NORMA
ASME B36.10
NOTAS
1
CODOS TES CAPS
BW SW WN SW LWN
2.1/2 A 16 18 A 24 A 2 2.1/2 A 24 A 2 2.1/2 A 4 1 A 2 2 A 24 A 2 2.1/2 A 24 1 A 2 3 A 16 18 A 24 A 3 2.1/2 A 24 3 2.1/2 A 24 A 2 TODOS TODOS TODOS TODOS TODOS
ASME B16.9 ASME B16.11
4 6
6 ASME B16.5 6 6 5 5, 6
BRIDAS CIEGA ORIFIC
ASME B16.36
REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11
4 6 6 6 6 2 2 2
ASME B18.2.1 3 ASME B18.2.2 3
DIAMETROS
TODOS 1 A 16 18 A 24
RATINGs
01 03 03
CAs
2 2 2
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
A A A FLEJE 316L 316L 316L RELLENO GRAFITO GRAFITO GRAFITO AN. INT.
NORMA
ASME B16.20 316L
NOTAS
Material
R
DENOMINACION CLASE Rating CA Salto
01 03 2 2 TODOS TODOS
FILTROS TEMPORALES Servicio Cnicos Troncocon
A A
BAERA Lnea Codo
TIPO Y
FY-113 FY-113
NOTAS
1 2 3 4 5 6
DESCRIPCION
Por cuestiones de plazo de entrega se admite la utilizacin de tubera A-333 Gr. 6 STD-L-310 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Estos materiales sern 100% radiografiados Las bridas de orificio para clases de 150# sern de 300# Por cuestiones de plazo de entrega se admite la utilizacin de accesorios y bridas segn A-350 Gr. LF2
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA
Hoja 3 de 3 R
ACERO CALMADO BAJA TEMPERATURA
01 = 150# 03 = 300# 0 = 1,5 mm 06 = 600# 2 = 3 mm
09 = 900# 15 = 1500# 25 = 2500# 4 = 4,5 mm 5 = 6 mm
DENOMINACION CLASE Material
R
Rating
01 03
CA
2 2
Salto
TODOS TODOS
VALVULAS COMPUERTA Forjada Fundida Servicio
A A SW C-132 C-132 BRID (3) C-133 C-134 BRID C-60 C-61
Forjada
SW B-113 B-113
BOLA (1) Fundida
BRID B-32 B-34 B-33 B-35
DENOMINACION CLASE Mater
R
Rating
01 03
CA
2 2
Salto
TODOS TODOS
VALVULAS GLOBO Forjada Fundida Servicio
A A SW G-112 G-112 BRID G-61 G-62
RETENCION (4) Forjada Fundida
SW R-189 R-189 BRID R-58 R-59
NOTAS
1 3 4
DESCRIPCION
Las vlvulas de bola con asiento de tefln slo se usarn para temperatura de operacin inferior a 200C Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A
Hoja 1 de 3 S
15 = 1500# 25 = 2500#
HASTELLOY C
01 = 150# 03 = 300# 06 = 600# 2 = 2,5 mm RATINGs
09
09 = 900#
DESCRIPCION
AC. TEREFTALICO, AC. ISOFTALICO DISUELTO EN AGUA, SLURRY ALTA TEMPERATURA (285C)
CAs
2
PWHT
NO
NOTAS
NOTAS
DESCRIPCION
ACCESORIOS FORJADOS SCHEDULE RATING
80 160, XXS 3000# 6000#
COLECTOR
A 2 2.1/2 A 24 2.1/2 A 24
CONEXIONES Y RAMALES (1) DIAMETRO RAMAL
IGUALES DE A 24 A 1.1/2 A 2 2.1/2 A 24
SOLUCION
TE TE REDUCTORA HALF COUPLING O SOCKOLET WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 2 2.1/2 A 24
TIPO DE UNION
SOCKET WELD MEDIANTE COUPLING SOLDADURA A TOPE
NOTAS
1
DESCRIPCION
Segn estndares STD-L-050 y STD-L-051
DENOMINACION CLASE
Mater Rating S 09 CA 2 Salto A
38
117
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 100 150 200 250 275 300 325 350 PRESION DISEO (kg/cm2)
117 117 117 115,6 113,6 110,7 107,9 105,2
375
102,6
400
100,7
DENOMINACION CLASE
Mater Rating S 09 CA 2 Salto A
2
80
2.1/2
3
80
ESPESORES DIAMETRO (PULGADAS) 4 6 8 10 12 SCHEDULE
80 80 60 60 60
80
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA 01 = 150#
Hoja 2 de 3 S
15 = 1500# 25 = 2500#
HASTELLOY C
03 = 300# 06 = 600# 2 = 2,5 mm 09 = 900#
ELEMENTO
TUBERIA CODOS TES CAPS BW SW WN SW LWN CIEGA ORIFIC
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
A 12 2.1/2 A 12 A 2 2.1/2 A 12 A 2 1 A 4 A 12 1 A 12 2 A 12 2 A 12 3 A 12 A 3 2.1/2 A 12 3 2.1/2 A 12 A 2 TODOS TODOS TODOS TODOS TODOS 09 09 09 09 09 09 09 09 09 09 09 09 09 09 09 09 09 09 09 09 09 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 A A A A A A A A A A A A A A A A A A A A A B-622 N 10276 B-366 WPHC 276 S B-564 N 10276 B-564 N 10276 B-564 N 10276 B-564 N 10276 B-564 N 10276 B-564 N 10276 A-105 B-366 WPHC 276 S B-366 WPHC 276 S B-564 N 10276 B-564 N 10276 B-564 N 10276 B-564 N 10276 B-564 N 10276 B-575 N 10276 B-575 N 10276 B-575 N 10276 A-193 B7 A-194 2H
NORMA
ASME B36.10 ASME B16.9 ASME B16.11
NOTAS
BRIDAS
ASME B16.5 ASME B16.36 ASME B16.5 ASME B16.9 ASME B16.9 MSS-SP-95 MSS-SP-97 ASME B16.11
4 4 4 1, 4 4 4
LAP-JOINT STUB-END REDUCCIONES SWAGE WELDOLET SOCKOLET ELBOLET COUPLING FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
2 2 2 ASME B18.2.1 3 ASME B18.2.2 3
DIAMETROS
TODOS
RATINGs
09
CAs
2
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
A AN EXT 316 FLEJE TI
RELLENO
NORMA
NOTAS
5
AN INT GRAFITO TI ASME B16.20
Material NOTAS
1 2 3 4 5
DENOMINACION CLASE Rating CA Salto DESCRIPCION
FILTROS TEMPORALES Servicio Cnicos Troncocon
BAERA Lnea Codo
TIPO Y
Para dimetros superiores a 8 sern de acero carbono A-105 revestidas en su cara interna con una chapa de 3mm de espesor de aleacin B-575 N 10276 STD-L-310 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Las bridas de 2.1/2 y menores sern de 1500# para clases de 900# Las juntas espirometlicas de 2.1/2 y menores sern de 1500# para clases de 900#
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA 01 = 150#
Hoja 3 de 3 S
15 = 1500# 25 = 2500#
HASTELLOY C
03 = 300# 06 = 600# 2 = 2,5 mm 09 = 900#
DENOMINACION CLASE Material
S
Rating
09
CA
2
Salto
TODOS
VALVULAS COMPUERTA Forjada Fundida Servicio
A SW C-159 BRID (3) C-160 BRID C-59
BOLA Fundida
BRID (5) B-41
DENOMINACION CLASE Mater
S
Rating
09
CA
2
Salto
TODOS
VALVULAS GLOBO Forjada Fundida Servicio
A SW G-128 BRID G-60
RETENCION (4) Forjada Fundida
SW R-173 BRID R-57
DENOMINACION CLASE Material
S
Rating
09
CA
2
Salto
TODOS
VALVULAS MACHO ASCENDENTE Fundida Servicio
A BRID (6) MA-28
ANGULO Fundida
BRID A-34
NOTAS
3 4 5 6
DESCRIPCION
Slo se usarn en aquellos casos en los que se requiera conexin bridada para 2 y menores (conexiones a equipos, conexiones a instrumentos, etc) Slo se usarn para posicin horizontal, o en vertical cuando el flujo sea ascendente Las vlvulas de bola se utilizarn para dimetros desde a 10 Las vlvulas de macho ascendente se utilizarn para dimetros de 1.1/2 y mayores
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA SERVICIO
A
Hoja 1 de 3 T
15 = 1500# 25 = 2500#
TITANIO
01 = 150# 0 = 1 mm DESCRIPCION 03 = 300# 06 = 600# 09 = 900#
RATINGs
CAs
0
PWHT
NO
NOTAS
ACIDO ACETICO LIQUIDO O VAPOR, 01, 03 SLURRY DE ACIDO ACETICO CON TA, FONDO EVAPORADOR RESIDUOS DE TA
NOTAS
DESCRIPCION
COLECTOR
A 1.1/2 2.1/2 A 12
CONEXIONES Y RAMALES DIAMETRO RAMAL
IGUALES DE A 24 A 1 2 A 12
SOLUCION
TE TE REDUCTORA WELDOLET
ENSAMBLAJE DE TUBERIAS DIAMETRO
A 24
TIPO DE UNION
SOLDADURA A TOPE O BRIDAS
DENOMINACION CLASE
Mater Rating 01 T 03 CA 0 0 Salto A A B
38
19,3 33,4 46,7
CONDICIONES DE DISEO TEMPERATURA DISEO (C) 75 100 125 150 175 200 225 250 PRESION DISEO (kg/cm2)
17,4 33,4 45,9 16,4 32 43,1 15,7 27 37,7 15 24,4 34,2 14 22 31 13,1 20 27,9 11,8 18,1 25,3 11 17 23
275
10,1 15,5 21,6
315
9,5 14,6 20,4
DENOMINACION CLASE
Mater Rating 01 T 03 CA 0 0 Salto A A B
1/2
40S 40S 40S
3/4
1
40S 40S 40S
ESPESORES DIAMETRO (PULGADAS) 1.1/2 2 2.1/2 3 4 6 SCHEDULE
40S 40S 40S 10S 40S 40S 10S 40S 40S 10S 40S 40S 10S 40S 40S 10S 40S 40S
8
10S 20 20
10
10S 20 30
12
10S 20 30
40S 40S 40S
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA 01 = 150# 0 = 1 mm
Hoja 2 de 3 T
15 = 1500# 25 = 2500#
TITANIO
03 = 300# 06 = 600# 09 = 900#
ELEMENTO
TUBERIA CODOS TES CAPS BRIDAS
TUBERIAS Y ACCESORIOS DIAMETROS RATINGs CAs SERVICIO MATERIAL
A 12 1/2 A 4 01,03 01,03 01,03 01,03 01,03 01,03 01,03 01,03 01,03 01,03 01,03 01,03 01,03 01,03 01,03 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 A A A A A A A A A A A A A A A B-861 Gr.2 B-363 Gr. WPT2 B-363 Gr. WPT2 W B-381 Gr. F2 B-381 Gr. F2 A-182 F316 B-363 Gr. WPT2 B-363 Gr. WPT2 B-363 Gr. WPT2 W B-381 Gr. F2 B-265 Gr. 2 B-265 Gr. 2 B-265 Gr. 2 A-193 B7 A-194 2H
NORMA
NOTAS
ASME 5 B36.10/B36.19
BW
6 A 12 A 12 1 A 12 A 12 A 12 1/2 A 4 6 A 12 2.1/2 A 12 TODOS TODOS TODOS TODOS TODOS
ASME B16.9
4 1 6
CIEGA ORIFIC
ASME B16.5 ASME B16.36 ASME B16.5 ASME B16.9 ASME B16.9 MSS-SP-97
LAP-JOINT STUB-END REDUCCIONES WELDOLET FIGURAS 8 ESPACIADORES DISCOS CIEGOS ESPARRAGOS TUERCAS
2 2 2 ASME B18.2.1 3 ASME B18.2.2 3
DIAMETROS
TODOS
RATINGs
01,03
CAs
0
JUNTAS ESPIROMETALICAS SERVICIO MATERIAL
A AN EXT 316 FLEJE TI
RELLENO
NORMA
NOTAS
AN INT GRAFITO TI ASME B16.20
Material
T
DENOMINACION CLASE Rating CA Salto
01 03 0 0 A A
FILTROS TEMPORALES Servicio Cnicos Troncocon
A A FTC-32 FTC-33 FTTC-32 FTTC-33
BAERA Lnea Codo
FBL-32 FBL-33 FBC-32 FBC-33
TIPO Y
FY-115 FY-115
NOTAS
1 2 3 4 5 6
DESCRIPCION
Para dimetros igual o superior a 6 sern de acero inoxidable A-182 F316 revestidas en su cara interna con una chapa de 3mm de espesor de titanio B-265 Gr. 2 STD-L-310 STD-L-010, STD-L-011, STD-L-012, STD-L-013, STD-L-014, STD-L-015 Estos materiales sern 100% radiografiados Para dimetros nominales de 1 y menores, la separacin entre soportes no podr ser superior a 3 metros Las bridas de orificio para clases de 150# sern de 300#
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
CLASES DE TUBERIAS CEPSA
MATERIAL RATING CA 01 = 150# 0 = 1 mm
Hoja 3 de 3 T
15 = 1500# 25 = 2500#
TITANIO
03 = 300# 06 = 600# 09 = 900#
DENOMINACION CLASE Material
T
Rating
01 03
CA
0 0
Salto
A A
VALVULAS RETENCION Fundida Servicio
A A BRID R-60 (1)
BOLA Fundida
BRID B-36 (2) B-37 (2)
DENOMINACION CLASE Material
T
Rating
01
CA
0
Salto
A
VALVULAS MACHO Fundida Servicio
A BRID M-2 (1)
MARIPOSA Fundida
BRID MR-1 (1)
DENOMINACION CLASE Material
T
Rating
01 03
CA
0 0
Salto
A A
VALVULAS DIAFRAGMA Fundida Servicio
A A BRID DF-1 (1)
PURGAS DE FONDO Fundida
BRID PF-1 (2) PF-2 (2)
NOTAS
1 2
DESCRIPCION
La temperatura mxima de operacin es 140C La temperatura mxima de operacin es 315C
1 REV
30/09/04 FECHA
MMNG REALIZADO
MMNG APROBADO
JMV V.B.
DESCRIPCION
También podría gustarte
- Proyecto Diseño Estructural de Un Edificio de Concreto ReforzadoDocumento141 páginasProyecto Diseño Estructural de Un Edificio de Concreto ReforzadoDiego IvánAún no hay calificaciones
- Instructivo Uso Maquina de SoldarDocumento5 páginasInstructivo Uso Maquina de SoldarMauricio Gajardo100% (2)
- Manual de Incubadora MemmertDocumento44 páginasManual de Incubadora MemmertMelisa L Castrillon100% (1)
- Aceros Inoxidables - TeoríaDocumento53 páginasAceros Inoxidables - TeoríaWilliam AlfaroAún no hay calificaciones
- T A03t8Documento3 páginasT A03t8Leonardo Ramirez GuzmanAún no hay calificaciones
- Curso Diseño de TuberíasDocumento23 páginasCurso Diseño de Tuberíashector thomasAún no hay calificaciones
- Catálogo Hilti Colombia 2015Documento184 páginasCatálogo Hilti Colombia 2015CarlosAndresVargasGutierrezAún no hay calificaciones
- Cuestionario Lab Quimica 1Documento2 páginasCuestionario Lab Quimica 1Orla88% (16)
- Cursos Plasticos PDFDocumento429 páginasCursos Plasticos PDFKharloz Martin EzAún no hay calificaciones
- Diseño Mecanico de Cambiadores de Calor de Tubos y Coraza-1Documento75 páginasDiseño Mecanico de Cambiadores de Calor de Tubos y Coraza-1Ale Damián100% (1)
- Montaje de EquiposDocumento4 páginasMontaje de EquiposarcelitasAún no hay calificaciones
- Esparragos y TornillosDocumento29 páginasEsparragos y Tornillosaldo100% (1)
- Simbolos ASME Recipientes A PresionDocumento4 páginasSimbolos ASME Recipientes A PresionJosé Carlos100% (1)
- Ingeniería de Tanques de Almacenamiento R1 PDFDocumento68 páginasIngeniería de Tanques de Almacenamiento R1 PDFFlores Alberto100% (1)
- T A02t1Documento6 páginasT A02t1Leonardo Ramirez GuzmanAún no hay calificaciones
- T B01T1 PDFDocumento5 páginasT B01T1 PDFLeonardo Ramirez GuzmanAún no hay calificaciones
- Piping Class TPT-STD-001Documento69 páginasPiping Class TPT-STD-001Sergio VillarrealAún no hay calificaciones
- Código ASME B 31.3 Tuberías de Proceso de Refinerías y Plantas Químicas - EJERCICIO 1Documento2 páginasCódigo ASME B 31.3 Tuberías de Proceso de Refinerías y Plantas Químicas - EJERCICIO 1Leon Hernandez100% (1)
- Instalaciones TerrestresDocumento4 páginasInstalaciones TerrestresLeonardo Ramirez Guzman100% (1)
- Instalaciones TerrestresDocumento3 páginasInstalaciones TerrestresLeonardo Ramirez GuzmanAún no hay calificaciones
- Manual en Español Autodesk Autocad Pland 3dDocumento122 páginasManual en Español Autodesk Autocad Pland 3dAnonymous aWhfXq2bY100% (1)
- BridasDocumento19 páginasBridasEdith Pacheco ContrerasAún no hay calificaciones
- TRADUCCION Texto Diseño de TuberiasDocumento10 páginasTRADUCCION Texto Diseño de Tuberiasjose felipe poma alfaroAún no hay calificaciones
- GrafenoDocumento24 páginasGrafenoAnonymous eeOT3fhTHAún no hay calificaciones
- Presión ExternaDocumento3 páginasPresión ExternaJORGE ARTURO TORIBIO HUERTAAún no hay calificaciones
- Material Tuberia CEPSADocumento118 páginasMaterial Tuberia CEPSAveromesaAún no hay calificaciones
- Cat Pihasa 147A CompletoDocumento169 páginasCat Pihasa 147A CompletoJorge FerrerAún no hay calificaciones
- Lazos de ExpansionDocumento8 páginasLazos de ExpansionAnonymous qhVGVpAún no hay calificaciones
- SAIDI Pipes Fittings Flanges Esp PDFDocumento6 páginasSAIDI Pipes Fittings Flanges Esp PDFApolineoAún no hay calificaciones
- T A01t1Documento6 páginasT A01t1Leonardo Ramirez GuzmanAún no hay calificaciones
- Boletin Tecnico Aceros Inox-FastpackDocumento12 páginasBoletin Tecnico Aceros Inox-FastpackGabriel Sánchez VillagraAún no hay calificaciones
- Jefferson PDFDocumento109 páginasJefferson PDFMarianoAún no hay calificaciones
- Calculos Asme b16.5Documento22 páginasCalculos Asme b16.5Joce LuisAún no hay calificaciones
- Comdiflex Catalogo Tecnico de RTJ Juntas Tipo RingtypeDocumento6 páginasComdiflex Catalogo Tecnico de RTJ Juntas Tipo RingtypeBrayam Jenrry Monterroso QuispeAún no hay calificaciones
- Valvulas - Bray - GENERALDocumento16 páginasValvulas - Bray - GENERALKevin EsquivelAún no hay calificaciones
- WeldDocumento86 páginasWeldCOCONEITORAún no hay calificaciones
- OverlayDocumento7 páginasOverlayMarco TorresAún no hay calificaciones
- Acustica Silenciadores 3Documento8 páginasAcustica Silenciadores 3JUAN CARLOS PLATAAún no hay calificaciones
- Purga - Gases en SsDocumento2 páginasPurga - Gases en SschapulincoloradoAún no hay calificaciones
- CUESTIONARIODocumento15 páginasCUESTIONARIOMiguel Quishpe0% (1)
- Hoja Tecnica Ventos ADocumento9 páginasHoja Tecnica Ventos ACarlos Luis Esquerdo MarcanoAún no hay calificaciones
- PDFDocumento1177 páginasPDFJR RZAún no hay calificaciones
- Contenido Del Código ASME y de La Normas Del TEMADocumento2 páginasContenido Del Código ASME y de La Normas Del TEMAFrancisco LarioAún no hay calificaciones
- Soldadura SoaDocumento2 páginasSoldadura Soajuanjoi81100% (1)
- Cargas Maximas en Boquillas PDFDocumento2 páginasCargas Maximas en Boquillas PDFJose Jesus Chagolla LopezAún no hay calificaciones
- Ingeniería de PipingDocumento5 páginasIngeniería de PipingSofi Minué100% (1)
- CONOTRUNDocumento4 páginasCONOTRUNbetokarAún no hay calificaciones
- Astm A Base de AsmeDocumento4 páginasAstm A Base de AsmefeelingsudoAún no hay calificaciones
- Memoria de Cálculo Del Sistema de Seguridad y AlivioDocumento4 páginasMemoria de Cálculo Del Sistema de Seguridad y AlivioFlor GiovagnoliAún no hay calificaciones
- Bombas Din Industria QuimicaDocumento180 páginasBombas Din Industria QuimicaLuis BermudezAún no hay calificaciones
- Sagga A36 A612Documento7 páginasSagga A36 A612SAGGA Projects & Engineering100% (1)
- Especificaciones Tecnicas Vidrio Fusionado Al Acero Rev Junio 2018Documento11 páginasEspecificaciones Tecnicas Vidrio Fusionado Al Acero Rev Junio 2018Siles LimberdsAún no hay calificaciones
- Metodo para Calcular El Largo de EsparragosDocumento1 páginaMetodo para Calcular El Largo de EsparragosMIGUELONOFREAún no hay calificaciones
- Asme B31.3Documento257 páginasAsme B31.3Jorge Navas VargasAún no hay calificaciones
- Especificaciones Tecnicas PinturasDocumento19 páginasEspecificaciones Tecnicas PinturasJose Sebastian Palma PereiraAún no hay calificaciones
- Estampas ASMEDocumento4 páginasEstampas ASMEAndrés PulupaAún no hay calificaciones
- Catalogo Importaceros 2021 WebDocumento120 páginasCatalogo Importaceros 2021 WebFerr Fabiàn RìosAún no hay calificaciones
- Evaluacion de Tuberia Por b31gDocumento98 páginasEvaluacion de Tuberia Por b31gFrancisco GarcíaAún no hay calificaciones
- Esp-1300-2-R2 Especificación para Suministro de Materiales de Tubería en Ac Al Carbono en Servicio de SH2 Húmedo y AminaDocumento5 páginasEsp-1300-2-R2 Especificación para Suministro de Materiales de Tubería en Ac Al Carbono en Servicio de SH2 Húmedo y AminaKinesAún no hay calificaciones
- Esp 1300 21 r4 Especificación para VálvulasDocumento434 páginasEsp 1300 21 r4 Especificación para VálvulasKinesAún no hay calificaciones
- Lanzas PDFDocumento31 páginasLanzas PDFPablo Soler SalazarAún no hay calificaciones
- ENARSA-00-L-ET-0024 1-Clase de Canerias para Gasoductos Plantas Compresoras y EMyRDocumento27 páginasENARSA-00-L-ET-0024 1-Clase de Canerias para Gasoductos Plantas Compresoras y EMyRManuel MLAún no hay calificaciones
- Esp 0200 4 PDFDocumento26 páginasEsp 0200 4 PDFVíctor CasadoAún no hay calificaciones
- ENARSA-00-I-ET-0003 - 0 - Transmision de Presion y Presion DiferencialDocumento4 páginasENARSA-00-I-ET-0003 - 0 - Transmision de Presion y Presion DiferencialGustavo BerbergiAún no hay calificaciones
- Esp-1300-5 - Especificación para Requerimiento Adicionales para Valvulas en Servicio de Acido Fluoridrico - CepsaDocumento8 páginasEsp-1300-5 - Especificación para Requerimiento Adicionales para Valvulas en Servicio de Acido Fluoridrico - CepsaJosé Juan Lara FernándezAún no hay calificaciones
- Tabulador Región III 20may20Documento34 páginasTabulador Región III 20may20Truro ArAún no hay calificaciones
- Resumen de GTC y NTC Relacionadas Con SisoDocumento4 páginasResumen de GTC y NTC Relacionadas Con SisoClaudia GonzálezAún no hay calificaciones
- AnteproyectoTesis Aram Israel Garcia Hernandez 1551283Documento7 páginasAnteproyectoTesis Aram Israel Garcia Hernandez 1551283Aram GarciaAún no hay calificaciones
- Certifica: El Centro Acuicola Y Agroindustrial de GairaDocumento2 páginasCertifica: El Centro Acuicola Y Agroindustrial de GairaCristian SerranoAún no hay calificaciones
- Analisis de Precios UnitariosDocumento109 páginasAnalisis de Precios UnitariosOCTAVIOS OTRISAún no hay calificaciones
- Adsorcion de Gases en El Analisis OrsatDocumento2 páginasAdsorcion de Gases en El Analisis OrsatOtto Rene Reyes LucasAún no hay calificaciones
- EETT - EstructurasDocumento15 páginasEETT - EstructurasFranchesca Araya TolorzaAún no hay calificaciones
- Ensayos Realizados para Agregados Finos Gruesos y Cemento ArgosDocumento8 páginasEnsayos Realizados para Agregados Finos Gruesos y Cemento ArgosGloria MejiaAún no hay calificaciones
- Embovedados 1Documento33 páginasEmbovedados 1Gerardo PortandaAún no hay calificaciones
- Intercambiadores de CalorDocumento4 páginasIntercambiadores de CalorZuriday Soledad100% (1)
- (A.03) Lista de InsumosDocumento5 páginas(A.03) Lista de InsumosRichardAún no hay calificaciones
- Ensayo de EmbutidoDocumento10 páginasEnsayo de Embutidovitor1334Aún no hay calificaciones
- Trayectos Formativos Producción Artesanal y ManufacturaDocumento5 páginasTrayectos Formativos Producción Artesanal y ManufacturaGustavo PeteteAún no hay calificaciones
- (ACV-S03) Autoevaluación 3 - FISICOQUIMICA (8608)Documento6 páginas(ACV-S03) Autoevaluación 3 - FISICOQUIMICA (8608)cristian100% (1)
- Mono ColumnasDocumento33 páginasMono ColumnasJefferson PerezAún no hay calificaciones
- EcosimbolosDocumento17 páginasEcosimbolosXekikAún no hay calificaciones
- Ra2 034Documento3 páginasRa2 034Maria Monsalve IsazaAún no hay calificaciones
- 03-Comprobacion Viga PeraltadaDocumento51 páginas03-Comprobacion Viga PeraltadaArnol MisaelAún no hay calificaciones
- Electric Codigo ColoresDocumento2 páginasElectric Codigo ColoresCynthia ElizaldeAún no hay calificaciones
- Maclean Adde 3501 Rojo 11,5 A 12,6Documento1 páginaMaclean Adde 3501 Rojo 11,5 A 12,6Julio ValdezAún no hay calificaciones
- Cronograma Valorizado MetasDocumento26 páginasCronograma Valorizado Metasjosep70Aún no hay calificaciones
- Gases y OleoductosDocumento6 páginasGases y OleoductosEverardo IdkAún no hay calificaciones
- Qué Son Los Compuestos OrgánicosDocumento8 páginasQué Son Los Compuestos Orgánicosgabriel chamorroAún no hay calificaciones
- Proceso de Fabricacion TejasDocumento15 páginasProceso de Fabricacion TejasCarolina Carvajal Rodriguez100% (1)
- Fl-Ven-06 Determinacion de Dureza TotalDocumento4 páginasFl-Ven-06 Determinacion de Dureza TotalLuisanyelis UrdanetaAún no hay calificaciones