También podría gustarte
- Investigación OperativaDocumento95 páginasInvestigación OperativaDaya AlvarezAún no hay calificaciones
- 01 Comentario À La JamónDocumento4 páginas01 Comentario À La JamónJaime Roldán CorralesAún no hay calificaciones
- Esp U1 Ea ErbmDocumento7 páginasEsp U1 Ea ErbmKeyra MarzAún no hay calificaciones
- AsarcoDocumento11 páginasAsarcoEduardo ParedesAún no hay calificaciones
- 6 Grandes PérdidasDocumento4 páginas6 Grandes Pérdidasrosalia meza riosAún no hay calificaciones
- Planificación A Corto Plazo MRPDocumento52 páginasPlanificación A Corto Plazo MRPAliCiaAún no hay calificaciones
- Manual de CoachingDocumento117 páginasManual de Coachingeyralacle100% (31)
- Manual de CoachingDocumento117 páginasManual de Coachingeyralacle100% (31)
- Manual de PNLDocumento81 páginasManual de PNLeyralacle100% (11)
- Manual de PNLDocumento81 páginasManual de PNLeyralacle100% (11)
- Oee - CRPDocumento13 páginasOee - CRPosw2306Aún no hay calificaciones
- Tecnicas de Planeación en MantenimientoDocumento146 páginasTecnicas de Planeación en MantenimientoJuan Diego Silva CastroAún no hay calificaciones
- El TPM, Análisis Estadístico de Fallas, Indicadores-P1Documento39 páginasEl TPM, Análisis Estadístico de Fallas, Indicadores-P1Cesar CabreraAún no hay calificaciones
- EGEDocumento17 páginasEGEotrujillo24Aún no hay calificaciones
- TPM 2Documento12 páginasTPM 2Maria AlarconAún no hay calificaciones
- Tabla AsarcoDocumento19 páginasTabla AsarcoStephan OlivaresAún no hay calificaciones
- Guía para El Cálculo Del OEE PDFDocumento5 páginasGuía para El Cálculo Del OEE PDFKevin Soller CardenasAún no hay calificaciones
- OEE AdicionalDocumento5 páginasOEE AdicionalPEDRO RISCOAún no hay calificaciones
- Conferencia OEEDocumento23 páginasConferencia OEEcromero1964Aún no hay calificaciones
- ApA-07 - Modelo de Proceso Del MantenimientoDocumento1 páginaApA-07 - Modelo de Proceso Del Mantenimientocc9tjfhdqgAún no hay calificaciones
- Entrenamientos Lean White BeltDocumento73 páginasEntrenamientos Lean White BeltDiego Alejandro Rojas garciaAún no hay calificaciones
- Nueva Medicion OEEDocumento20 páginasNueva Medicion OEEWilliam Enrique Blanco BalzaAún no hay calificaciones
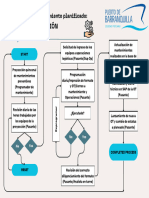
- Proceso de Mantenimiento PlanificadoDocumento1 páginaProceso de Mantenimiento PlanificadoTecnico Reach Stacker Tecnico Reach StackerAún no hay calificaciones
- OEEDocumento25 páginasOEEJose CanteroAún no hay calificaciones
- Control de PerfomanceDocumento16 páginasControl de PerfomanceAlvaro CernaAún no hay calificaciones
- 3er Parcial ManufacturaDocumento4 páginas3er Parcial ManufacturaLisseth ViridianaAún no hay calificaciones
- Graficos TPMDocumento18 páginasGraficos TPMjovaldez64Aún no hay calificaciones
- Primera Pregunta de Discusión1Documento2 páginasPrimera Pregunta de Discusión1Huver R. Nuñez EdquenAún no hay calificaciones
- Diagnostico TPM GuadalajaraDocumento3 páginasDiagnostico TPM GuadalajaraHumberto ZamoraAún no hay calificaciones
- AsarcoDocumento11 páginasAsarcoFrancisco V100% (1)
- PlanificaciónDocumento33 páginasPlanificaciónRafael ValdiviesoAún no hay calificaciones
- Curso St-21.908-03 30 MinutosDocumento6 páginasCurso St-21.908-03 30 MinutosguadalupestefhaniabeltranlunaAún no hay calificaciones
- Planeación de MantenimientoDocumento10 páginasPlaneación de MantenimientoHoracio Pan VargasAún no hay calificaciones
- Presentacion Indicadores LM - Hector HernandezDocumento18 páginasPresentacion Indicadores LM - Hector HernandezHector HernandezAún no hay calificaciones
- Día 3 Intensivo Javier Carreño IndicadoresDocumento17 páginasDía 3 Intensivo Javier Carreño IndicadoresCarlos Gerardo Becerra GarcíaAún no hay calificaciones
- Extraccion Mina IIDocumento56 páginasExtraccion Mina IIOscar Martin Santander Pino100% (1)
- 3er Pilar Confiabilidad Del EquipoDocumento120 páginas3er Pilar Confiabilidad Del Equipoangel140811Aún no hay calificaciones
- Tecnicas de Planeación en MantenimientoDocumento93 páginasTecnicas de Planeación en MantenimientoEduar Correa Gomez100% (1)
- Documento de Estudio Popm Modulo IDocumento39 páginasDocumento de Estudio Popm Modulo IPleneador MantenimientoAún no hay calificaciones
- Flujograma de Mantenimiento ProgramadoDocumento3 páginasFlujograma de Mantenimiento ProgramadoJosé SsjAún no hay calificaciones
- Administración de Operaciones 17 ProgramaciónDocumento43 páginasAdministración de Operaciones 17 ProgramaciónHenry TorresAún no hay calificaciones
- 002 - Mantenimiento CorrectivoDocumento50 páginas002 - Mantenimiento CorrectivoAlfredo Mamangueño FloresAún no hay calificaciones
- Gestión y Control de La Mano de Obra Parte I - Gestiona LeanDocumento11 páginasGestión y Control de La Mano de Obra Parte I - Gestiona LeanSebastian HistoriaTucumanAún no hay calificaciones
- GM Backlog o Acumulacion de TrabajoDocumento16 páginasGM Backlog o Acumulacion de TrabajoDavid Newton Catpo HerediaAún no hay calificaciones
- Clase 3 - PMDocumento26 páginasClase 3 - PMLuis EduardoAún no hay calificaciones
- Resultado - AnálisisCapacidad-BRAYAN ABREO ZULUAGADocumento2 páginasResultado - AnálisisCapacidad-BRAYAN ABREO ZULUAGABrayan Stiven Abreo ZuluagaAún no hay calificaciones
- 1 Planificación A Corto Plazo MRPDocumento28 páginas1 Planificación A Corto Plazo MRPgatuzoAún no hay calificaciones
- C Y T Unidad N°2.Documento58 páginasC Y T Unidad N°2.Sergio Alvarez PobleteAún no hay calificaciones
- Normas de AsarcoDocumento22 páginasNormas de Asarcokary1690Aún no hay calificaciones
- Las Seis Grandes PérdidasDocumento7 páginasLas Seis Grandes PérdidasEddo Carrion100% (1)
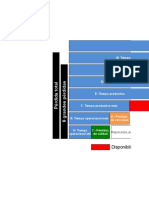
- Definición de TiemposDocumento4 páginasDefinición de TiemposHans Wladimir Castro VillalobosAún no hay calificaciones
- Eficiencia General de Equipos OEE V3Documento52 páginasEficiencia General de Equipos OEE V3MARINAAún no hay calificaciones
- 23/03/2024 Ing. Jorge E. Gamarra Tolentino 1Documento18 páginas23/03/2024 Ing. Jorge E. Gamarra Tolentino 1crisfe839Aún no hay calificaciones
- Actividad 3 Modulo 4Documento6 páginasActividad 3 Modulo 4Lorenia Duran LoretoAún no hay calificaciones
- Síntesis Universal de Medición CMD Confiabilidad-Mantenimiento-DisponibilidadDocumento1 páginaSíntesis Universal de Medición CMD Confiabilidad-Mantenimiento-DisponibilidadYVAN RENE LEIVA CALVANAPONAún no hay calificaciones
- Preservacion MantenimientoDocumento6 páginasPreservacion MantenimientoZAYRA DE LEONAún no hay calificaciones
- Sesión 1 - Planeamiento y Ciclo Del MantenimientoDocumento33 páginasSesión 1 - Planeamiento y Ciclo Del MantenimientoCarranza Rodriguez J Luis HAún no hay calificaciones
- Efectividad Global de La Empresa, Maquinas o Equipos: Las Pérdidas para El Cálculo Del OEEDocumento19 páginasEfectividad Global de La Empresa, Maquinas o Equipos: Las Pérdidas para El Cálculo Del OEEIbeth RzAún no hay calificaciones
- Indic AdoresDocumento4 páginasIndic AdoresFranco VillarroelAún no hay calificaciones
- Tema 1 Indices OperacionalesDocumento14 páginasTema 1 Indices OperacionalesMOTIVACIONES Y LIDERAZGOAún no hay calificaciones
- Planeación Del MttoDocumento26 páginasPlaneación Del MttoWilliam Ronald Aire ArtezanoAún no hay calificaciones
- A2-Sistemas de Mantenimiento Basico-GeneralDocumento11 páginasA2-Sistemas de Mantenimiento Basico-GeneralJavierMedina1987Aún no hay calificaciones
- Taller MP TalleresDocumento57 páginasTaller MP TalleresreynaldoAún no hay calificaciones
- Iso 14224-2016Documento2 páginasIso 14224-2016Juan Diego Garcia EsquenAún no hay calificaciones
- Mantenimiento de Generadores - CumminsDocumento1 páginaMantenimiento de Generadores - Cumminsosw2306Aún no hay calificaciones
- OEE Espanol Rev 2Documento13 páginasOEE Espanol Rev 2osw2306Aún no hay calificaciones
- Es - 6se6440-2uc31-5da1 SiemensDocumento2 páginasEs - 6se6440-2uc31-5da1 Siemensosw2306Aún no hay calificaciones
- ES Instrucciones de Servicio VEGAPULS 61 4... 20ma HART Cuatro Hilos (Plics)Documento68 páginasES Instrucciones de Servicio VEGAPULS 61 4... 20ma HART Cuatro Hilos (Plics)osw2306Aún no hay calificaciones
- Luminarias y FotometríaDocumento32 páginasLuminarias y FotometríaJose Luis Villaca RomeroAún no hay calificaciones
- Definicion de IP IEC y NEMADocumento4 páginasDefinicion de IP IEC y NEMAcperalta_4Aún no hay calificaciones
- Inst Electricas BajaDocumento47 páginasInst Electricas BajaPablo GonzalezAún no hay calificaciones
- Libro. Manual de Luminotecnia. Como Planificar La LuzDocumento286 páginasLibro. Manual de Luminotecnia. Como Planificar La LuzGiordano MontejoAún no hay calificaciones
- Codigo Tecnico de La EdificacionDocumento114 páginasCodigo Tecnico de La EdificacionRicardo Alvarez MarinAún no hay calificaciones
- Generación Termoeléctrica CVCDocumento26 páginasGeneración Termoeléctrica CVCosw2306Aún no hay calificaciones
- Frenado de Motores ElectricosDocumento19 páginasFrenado de Motores Electricososw2306Aún no hay calificaciones
- Teoria de Circuitos y Redes Electricas 2012Documento89 páginasTeoria de Circuitos y Redes Electricas 2012Roni UrAún no hay calificaciones
- M1 Segundo Examen Parcial - Ing Economica (Enero 2008)Documento8 páginasM1 Segundo Examen Parcial - Ing Economica (Enero 2008)osw2306Aún no hay calificaciones
- Circuitos EléctricosDocumento12 páginasCircuitos EléctricosNicolas Rojas BarriosAún no hay calificaciones
- Guía de Aprendizaje Unidad 1Documento8 páginasGuía de Aprendizaje Unidad 1Jose David AlvaoAún no hay calificaciones
- Máquinas Eléctricas I Por Objetivos-Nelson LayaDocumento192 páginasMáquinas Eléctricas I Por Objetivos-Nelson LayaAndres Domínguez100% (2)
- Transistores de Efecto de CampoDocumento29 páginasTransistores de Efecto de Campoosw2306Aún no hay calificaciones
- Tabla de Transformada de LaplaceDocumento14 páginasTabla de Transformada de Laplaceosw2306Aún no hay calificaciones
- LACCEI 2020 - Gonzalez - Aguilar - Huaco PDFDocumento6 páginasLACCEI 2020 - Gonzalez - Aguilar - Huaco PDFElio VidalAún no hay calificaciones
- Actividad 3 Calculo Diferencial e Integral ResueltoDocumento11 páginasActividad 3 Calculo Diferencial e Integral Resueltoedgar jafet murillo silvaAún no hay calificaciones
- Mecanica de Suelos IiDocumento9 páginasMecanica de Suelos IiDavid O̲̲̅̅f̲̲̅̅ı̲̲̅̅c̲̲̅̅ı̲̲̅̅a̲̲̅̅l̲̲̅̅ Villanueva MorilloAún no hay calificaciones
- Probabilístico, Mapa Mental!Documento2 páginasProbabilístico, Mapa Mental!Wendy ChiAún no hay calificaciones
- Tesis Mesina (2) 27-11-2015Documento54 páginasTesis Mesina (2) 27-11-2015GabrielaAún no hay calificaciones
- Ejercicios Resueltos Tema 11 Transformadores PDFDocumento13 páginasEjercicios Resueltos Tema 11 Transformadores PDFJheykob MuñozAún no hay calificaciones
- G1 - Grúas Torre Rev 1Documento26 páginasG1 - Grúas Torre Rev 1clovis contreras ponceAún no hay calificaciones
- Sotfware SimuladoresDocumento16 páginasSotfware SimuladoresDaliannis MelendezAún no hay calificaciones
- Serie 3a EntregarDocumento1 páginaSerie 3a EntregarBrenda Pamela VallejoAún no hay calificaciones
- 5o GUIA UNO MATEMATICASDocumento7 páginas5o GUIA UNO MATEMATICASsamuel aewAún no hay calificaciones
- Tema 2 Radiomobil Unidades y SistemasDocumento18 páginasTema 2 Radiomobil Unidades y SistemasSalvador GarciaAún no hay calificaciones
- Pizarron 1-4Documento14 páginasPizarron 1-4Guadalupe AñorveAún no hay calificaciones
- Examen de 125 UCRDocumento18 páginasExamen de 125 UCRSiffeeAún no hay calificaciones
- III Examen PastosDocumento3 páginasIII Examen PastosJennyAún no hay calificaciones
- Mec 2240 Res Aux Sem - 2-2019Documento7 páginasMec 2240 Res Aux Sem - 2-2019Reyna García ChoqueAún no hay calificaciones
- Cálculo Del Volumen de Fluido de EstimulaciónDocumento10 páginasCálculo Del Volumen de Fluido de Estimulaciónedwin altamiranoAún no hay calificaciones
- Diseño de Boctoma Rio MoyobambaDocumento58 páginasDiseño de Boctoma Rio Moyobambaenrique yaguno hallasi100% (1)
- Analisis HidrometricoDocumento12 páginasAnalisis Hidrometricorodney montoya aizacayoAún no hay calificaciones
- TOPOGRAFIADocumento8 páginasTOPOGRAFIAivanAún no hay calificaciones
- Estadística DescriptivaDocumento8 páginasEstadística DescriptivaDaniel CarmineAún no hay calificaciones
- Ejercicios de Criptoaritmetica Pagina EducativaDocumento7 páginasEjercicios de Criptoaritmetica Pagina EducativaYanela Jazmin Palma HuamanAún no hay calificaciones
- Equipo Osart y Celdas ElectroquímicasDocumento17 páginasEquipo Osart y Celdas ElectroquímicasJosepepe Bedolla BAún no hay calificaciones
- Cuestionario SuerteDocumento2 páginasCuestionario SuerteJösê Jîmënēż100% (1)
- Act. 10 (Tema4) Mapa ConceptualDocumento2 páginasAct. 10 (Tema4) Mapa Conceptualshareni romoAún no hay calificaciones
- Calculo de La Derivada de Una FunciónDocumento43 páginasCalculo de La Derivada de Una Funciónkazekage2009Aún no hay calificaciones
- Determinación de ConjuntosDocumento25 páginasDeterminación de ConjuntosDaniel AcostaAún no hay calificaciones
- Taller 1 Mecanica de MaterialesDocumento15 páginasTaller 1 Mecanica de MaterialesALEX DANIEL MENESES ANDRADEAún no hay calificaciones