También podría gustarte
- Folleto Adolescencia PubertadDocumento2 páginasFolleto Adolescencia PubertadMiguel Rodriguez75% (4)
- IGVDocumento9 páginasIGVGRACIELA QUISPE HUAMANAún no hay calificaciones
- Tarea de PropiedadesDocumento12 páginasTarea de PropiedadesGRACIELA QUISPE HUAMANAún no hay calificaciones
- Inf Practicas - Omar DominicDocumento46 páginasInf Practicas - Omar DominicGRACIELA QUISPE HUAMANAún no hay calificaciones
- La Música, Motivación para Mejorar El RendimientoDocumento2 páginasLa Música, Motivación para Mejorar El RendimientoGRACIELA QUISPE HUAMANAún no hay calificaciones
- Clase 02 - JunioDocumento13 páginasClase 02 - JunioGRACIELA QUISPE HUAMANAún no hay calificaciones
- Tarea de PropiedadesDocumento12 páginasTarea de PropiedadesGRACIELA QUISPE HUAMANAún no hay calificaciones
- Segundo Examen Parcial Teori 2020-I ResueltoDocumento2 páginasSegundo Examen Parcial Teori 2020-I ResueltoGRACIELA QUISPE HUAMANAún no hay calificaciones
- Corrosión Informe 2Documento9 páginasCorrosión Informe 2GRACIELA QUISPE HUAMANAún no hay calificaciones
- Diapositivas de Avance de CorteDocumento22 páginasDiapositivas de Avance de CorteGRACIELA QUISPE HUAMANAún no hay calificaciones
- 3er EXAMEN PRÁCTICO 2020-IDocumento1 página3er EXAMEN PRÁCTICO 2020-IGRACIELA QUISPE HUAMANAún no hay calificaciones
- Informe Final de Colada de EstañoDocumento21 páginasInforme Final de Colada de EstañoGRACIELA QUISPE HUAMANAún no hay calificaciones
- .Xlsunknown To Download .ExDocumento6 páginas.Xlsunknown To Download .ExC Ronie SandiAún no hay calificaciones
- SOLDADURA-RECUBRIMIENTO-DURO (Corregido)Documento56 páginasSOLDADURA-RECUBRIMIENTO-DURO (Corregido)GRACIELA QUISPE HUAMANAún no hay calificaciones
- Unidad IiiDocumento1 páginaUnidad IiiGRACIELA QUISPE HUAMANAún no hay calificaciones
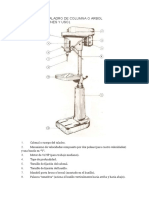
- Partes de Un Taladro de Columna o ArbolDocumento18 páginasPartes de Un Taladro de Columna o ArbolGRACIELA QUISPE HUAMANAún no hay calificaciones
- DETERMINACIÒN QUÌMICA CUANTITATIVA DE ORO y PLATA ENSAYE AL FUEGODocumento7 páginasDETERMINACIÒN QUÌMICA CUANTITATIVA DE ORO y PLATA ENSAYE AL FUEGOGRACIELA QUISPE HUAMANAún no hay calificaciones
- Trabajo Ultimo de Teoria de SistemasDocumento10 páginasTrabajo Ultimo de Teoria de SistemasGRACIELA QUISPE HUAMANAún no hay calificaciones
- ExposicionDocumento12 páginasExposicionGRACIELA QUISPE HUAMANAún no hay calificaciones
- Programación Semana Del 07 Al 10 de JulioDocumento7 páginasProgramación Semana Del 07 Al 10 de JulioEDWIN JIMENEZAún no hay calificaciones
- Mecanizado de MaterialesDocumento7 páginasMecanizado de MaterialesGRACIELA QUISPE HUAMANAún no hay calificaciones
- Trabajo Ultimo de Teoria de SistemasDocumento10 páginasTrabajo Ultimo de Teoria de SistemasGRACIELA QUISPE HUAMANAún no hay calificaciones
- Seguridad de InstrumentalDocumento2 páginasSeguridad de InstrumentalGRACIELA QUISPE HUAMANAún no hay calificaciones
- SOLDADURA-RECUBRIMIENTO-DURO (Corregido)Documento56 páginasSOLDADURA-RECUBRIMIENTO-DURO (Corregido)GRACIELA QUISPE HUAMANAún no hay calificaciones
- Resumen de Tratamiento TermicoDocumento6 páginasResumen de Tratamiento TermicoGRACIELA QUISPE HUAMANAún no hay calificaciones
- Practica 12-Tratamientos TermoquimicosDocumento13 páginasPractica 12-Tratamientos TermoquimicosGRACIELA QUISPE HUAMANAún no hay calificaciones
- Cianuracion FinalDocumento13 páginasCianuracion FinalGRACIELA QUISPE HUAMANAún no hay calificaciones
- Resumen Del Libro KapacllanDocumento10 páginasResumen Del Libro KapacllanGRACIELA QUISPE HUAMANAún no hay calificaciones
- Resumen Del Libro de Schay para MartesDocumento8 páginasResumen Del Libro de Schay para MartesGRACIELA QUISPE HUAMANAún no hay calificaciones
- Resumen Del Libro KapacllanDocumento10 páginasResumen Del Libro KapacllanGRACIELA QUISPE HUAMANAún no hay calificaciones
- Señor Juez Público Familiar 14Documento5 páginasSeñor Juez Público Familiar 14mary mamaniAún no hay calificaciones
- Como Descubrir A Los Satanistas Infiltrados en Las Iglesias EvangelicasDocumento4 páginasComo Descubrir A Los Satanistas Infiltrados en Las Iglesias EvangelicasAndres AlzamoraAún no hay calificaciones
- B 3 Tesis Usmp Lima 2017Documento140 páginasB 3 Tesis Usmp Lima 2017kelly carrizales ramosAún no hay calificaciones
- Romper El CírculoDocumento2 páginasRomper El CírculoJulio Cavalli100% (2)
- Presentación Costos de Calidad U. Luis Amigo 2023Documento14 páginasPresentación Costos de Calidad U. Luis Amigo 2023SYM REPUESTOSAún no hay calificaciones
- MurilloDocumento9 páginasMurilloSalomé DahanAún no hay calificaciones
- Historia de La AviaciónDocumento28 páginasHistoria de La Aviaciónsantiago buenoAún no hay calificaciones
- Presentacion FinalDocumento42 páginasPresentacion FinalLucas Palacios PedescollAún no hay calificaciones
- Apuntes Lesiones Oseas y Técnica de Vendaje Pauta de Evaluación 2022Documento8 páginasApuntes Lesiones Oseas y Técnica de Vendaje Pauta de Evaluación 2022Katherine GonzálezAún no hay calificaciones
- Tarea N°2Documento13 páginasTarea N°2Mariajose Beatriz Rodriguez EspinozaAún no hay calificaciones
- EcologíaDocumento3 páginasEcologíaRafael VidesAún no hay calificaciones
- Trabajo Tipos y Niveles de AutismoDocumento12 páginasTrabajo Tipos y Niveles de Autismoangel rivasAún no hay calificaciones
- Historia de La TeologíaDocumento13 páginasHistoria de La TeologíaClaudio Acuña FuentealbaAún no hay calificaciones
- Case WHL 07-07 EsDocumento4 páginasCase WHL 07-07 EsFRANCISCO GARCIAAún no hay calificaciones
- Biografia Leonel MessiDocumento16 páginasBiografia Leonel MessiFilial TrujilloAún no hay calificaciones
- Informe 10 LRMDocumento11 páginasInforme 10 LRMEdison David CastroAún no hay calificaciones
- Tipos de EducaciónDocumento18 páginasTipos de EducaciónFaridesc QuinteroAún no hay calificaciones
- Resumen Desarrollo Humano El Capitulo 1 PapaliaDocumento4 páginasResumen Desarrollo Humano El Capitulo 1 PapaliaMiguel SosaAún no hay calificaciones
- Almendrita CuentoDocumento10 páginasAlmendrita CuentoR LM LMAún no hay calificaciones
- Modos de HacerDocumento462 páginasModos de HacerKatterine GutierrezAún no hay calificaciones
- C++ HerenciaDocumento9 páginasC++ HerenciaEnrique Gamez CardenasAún no hay calificaciones
- CRM y SonriaDocumento5 páginasCRM y SonriaMayra Alejandra Garzon RozoAún no hay calificaciones
- Ley para Prevenir Sancionar y Erradicar La Violencia IntrafamiliarDocumento6 páginasLey para Prevenir Sancionar y Erradicar La Violencia IntrafamiliarAnahí LópezAún no hay calificaciones
- La Contaminacion AmbientalDocumento3 páginasLa Contaminacion AmbientalElena Kathia Castillo SilvaAún no hay calificaciones
- Delucca, Norma Edith, Petriz, Graciel (..) (2007) - DIMENSIONES DE LA PARENTALIDAD PDFDocumento4 páginasDelucca, Norma Edith, Petriz, Graciel (..) (2007) - DIMENSIONES DE LA PARENTALIDAD PDFIvonne Alpaca DezaAún no hay calificaciones
- Final 1.1v Mapa Mental Del Surgimiento de Ingenieria en SoftwareDocumento3 páginasFinal 1.1v Mapa Mental Del Surgimiento de Ingenieria en SoftwareJovani MaytorenaAún no hay calificaciones
- CuadroDocumento2 páginasCuadroKelvisAún no hay calificaciones
- 03673-2013-Aa Sentencia Caso CongaDocumento5 páginas03673-2013-Aa Sentencia Caso CongaAula VeintiunoAún no hay calificaciones
- TECNICAS Resumen Desidertivo GrassanoDocumento8 páginasTECNICAS Resumen Desidertivo GrassanoNico SomaAún no hay calificaciones