También podría gustarte
- Manual de Organización y Funciones BackusDocumento17 páginasManual de Organización y Funciones BackusMarcelo Lazarte Lazo86% (29)
- Caso ToyotaDocumento11 páginasCaso ToyotaValeria Montoya100% (1)
- Tipos de EmbalajeDocumento7 páginasTipos de EmbalajeMarcelo Lazarte Lazo100% (1)
- Manual Propietario Dodge Ram 4000 2015Documento381 páginasManual Propietario Dodge Ram 4000 2015Francisco Villanueva67% (3)
- Norma ISO 28000Documento13 páginasNorma ISO 28000Marcelo Lazarte LazoAún no hay calificaciones
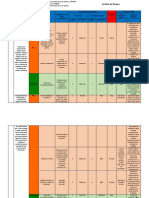
- Analisis de RiesgosDocumento6 páginasAnalisis de RiesgosIVANAún no hay calificaciones
- Practica 2 CONTROL DE PROCESOSDocumento42 páginasPractica 2 CONTROL DE PROCESOSMarcelo Lazarte LazoAún no hay calificaciones
- Practica 9 Cadenas de Markov Estados AbsorbentesDocumento8 páginasPractica 9 Cadenas de Markov Estados AbsorbentesMarcelo Lazarte Lazo100% (1)
- Tarea 2Documento4 páginasTarea 2rigo hdzAún no hay calificaciones
- Actividad Cap 3 PDFDocumento10 páginasActividad Cap 3 PDFalaitz2905Aún no hay calificaciones
- Manual Tecnico Autoconsumo ESFV GranadaDocumento16 páginasManual Tecnico Autoconsumo ESFV GranadaJuan Carlos Viscarra SalvatierraAún no hay calificaciones
- Curso Hysys PM PDFDocumento135 páginasCurso Hysys PM PDFFrancisco Zenteno100% (1)
- Semana 3Documento4 páginasSemana 3Rodrigo CárdenasAún no hay calificaciones
- Trabajo Final Analisis Ergonomico de Puesto de TrabajoDocumento30 páginasTrabajo Final Analisis Ergonomico de Puesto de TrabajoMarcelo Lazarte LazoAún no hay calificaciones
- Caso 04 Reclutamiento PDFDocumento8 páginasCaso 04 Reclutamiento PDFMarcelo Lazarte LazoAún no hay calificaciones
- Hoja de Revision (Check Sheet) 2.0Documento18 páginasHoja de Revision (Check Sheet) 2.0Marcelo Lazarte LazoAún no hay calificaciones
- Matriz de EstructuracionDocumento4 páginasMatriz de EstructuracionMarcelo Lazarte LazoAún no hay calificaciones
- Practica Nro 6 Gestion de MantenimientoDocumento3 páginasPractica Nro 6 Gestion de MantenimientoMarcelo Lazarte LazoAún no hay calificaciones
- SB Corrector de PosturaDocumento70 páginasSB Corrector de PosturaMarcelo Lazarte LazoAún no hay calificaciones
- Practica 4 Arbol de DecisionDocumento8 páginasPractica 4 Arbol de DecisionMarcelo Lazarte LazoAún no hay calificaciones
- Practica 8 Cadenas de MarkovDocumento7 páginasPractica 8 Cadenas de MarkovMarcelo Lazarte LazoAún no hay calificaciones
- Tipos de EmbalajeDocumento6 páginasTipos de EmbalajeMarcelo Lazarte LazoAún no hay calificaciones
- PRACTICA 5 SapDocumento10 páginasPRACTICA 5 SapMarcelo Lazarte LazoAún no hay calificaciones
- Trabajo 01 Analisis de Calidad de Tu EntornoDocumento5 páginasTrabajo 01 Analisis de Calidad de Tu EntornoMarcelo Lazarte LazoAún no hay calificaciones
- Resumen CAPÍTULO CUATRO Planeación Del ProductoDocumento6 páginasResumen CAPÍTULO CUATRO Planeación Del ProductoMarcelo Lazarte LazoAún no hay calificaciones
- Uso de La Firma Digital Marcelo Lazarte LazoDocumento5 páginasUso de La Firma Digital Marcelo Lazarte LazoMarcelo Lazarte LazoAún no hay calificaciones
- Plantilla Practica #7Documento8 páginasPlantilla Practica #7Marcelo Lazarte LazoAún no hay calificaciones
- Ponencias Industria 4.0Documento3 páginasPonencias Industria 4.0Marcelo Lazarte LazoAún no hay calificaciones
- Flujos de Info de La Org. Ejer 2y 4Documento5 páginasFlujos de Info de La Org. Ejer 2y 4Marcelo Lazarte LazoAún no hay calificaciones
- Norma Iso 28000Documento14 páginasNorma Iso 28000Marcelo Lazarte LazoAún no hay calificaciones
- Capitulo 3 PDFDocumento8 páginasCapitulo 3 PDFMarcelo Lazarte LazoAún no hay calificaciones
- Cuetionario Del CapituloDocumento11 páginasCuetionario Del CapituloMarcelo Lazarte Lazo0% (1)
- Entregables (Edt)Documento12 páginasEntregables (Edt)Sander Lopez VilelaAún no hay calificaciones
- Construccion Trabajo Colaborativo Fase 4Documento13 páginasConstruccion Trabajo Colaborativo Fase 4dianaAún no hay calificaciones
- Escuela AmericanaDocumento6 páginasEscuela AmericanaVictor Manuel Navarro GarciaAún no hay calificaciones
- Capitulo 10 (Barrenas) - RaulDocumento75 páginasCapitulo 10 (Barrenas) - RaulYraidis Pertuz Roble100% (1)
- IGM EXVADORA MejoradoDocumento22 páginasIGM EXVADORA MejoradoPUBG MOBILE SG9Aún no hay calificaciones
- 11 Diseo para Seis SigmaDocumento53 páginas11 Diseo para Seis SigmaMichelle LorenzoAún no hay calificaciones
- Resumen de Aseguramiento de CalidadDocumento7 páginasResumen de Aseguramiento de CalidadMANUEL ELIAS BERZUNZA PEREZAún no hay calificaciones
- Servicios Basados en Localización AndroidDocumento112 páginasServicios Basados en Localización AndroidJuan Sebastián Restrepo ÁngelAún no hay calificaciones
- Simulación de Clasificación y Sellado en Proceso Industrial Con La Aplicación de Un Brazo Robótico en RobotStudio.Documento17 páginasSimulación de Clasificación y Sellado en Proceso Industrial Con La Aplicación de Un Brazo Robótico en RobotStudio.Laura Valentina Vargas RubianoAún no hay calificaciones
- Hoja de Vida Pedro López GDocumento11 páginasHoja de Vida Pedro López GKarenhdbbrduoeoqhfbfxheklsurlfvjgodppd OchoaAún no hay calificaciones
- Entrada Al Sistema SabreDocumento5 páginasEntrada Al Sistema Sabreyeimi1983Aún no hay calificaciones
- Formulacion Proyecto Cancha Sintetica MGADocumento45 páginasFormulacion Proyecto Cancha Sintetica MGALeonardo David Payares LunaAún no hay calificaciones
- Anexo - 1 Res 61 2023 SRT Trabajo en AlturaDocumento26 páginasAnexo - 1 Res 61 2023 SRT Trabajo en AlturanicolaschanihysAún no hay calificaciones
- Informe de Acarreo1Documento4 páginasInforme de Acarreo1Edson SaavedraAún no hay calificaciones
- Anexo 14. Cerco PerimetricoDocumento1 páginaAnexo 14. Cerco PerimetricoBryan RiveraAún no hay calificaciones
- CV Lesli Valeria Tadeo Delfin 2293049576Documento1 páginaCV Lesli Valeria Tadeo Delfin 2293049576Alfonso Perez LopezAún no hay calificaciones
- El Proceso de ControlDocumento19 páginasEl Proceso de ControlJohn Wuiliams Aguilar LizaAún no hay calificaciones
- Informe Empresarial #2Documento4 páginasInforme Empresarial #2Anonymous ULDfabMVAFAún no hay calificaciones
- Evaluacion de EmpresaDocumento46 páginasEvaluacion de EmpresaAsturrizagaAún no hay calificaciones
- ModuloDocumento166 páginasModulooswaldo mayorquinAún no hay calificaciones
- Unidad 3Documento7 páginasUnidad 3Panqueques PeterAún no hay calificaciones
- Negocio CupcakesDocumento9 páginasNegocio CupcakesAlfa GarcíaAún no hay calificaciones