También podría gustarte
- Sesión 2. - El Ojo HumanoDocumento27 páginasSesión 2. - El Ojo HumanoJosue Manuel Garayar LopezAún no hay calificaciones
- Guia de Estudio Psicología Clínica II 2020Documento5 páginasGuia de Estudio Psicología Clínica II 2020GretelS.FalcónAún no hay calificaciones
- PlaneaciónDocumento3 páginasPlaneaciónMarisol EspinozaAún no hay calificaciones
- Manual PC EsDocumento30 páginasManual PC EsJesus BolivarAún no hay calificaciones
- Integ-Num-Simpson 1-3 y 3-8-IIADocumento15 páginasInteg-Num-Simpson 1-3 y 3-8-IIAyuroAún no hay calificaciones
- Embriología Del Sistema UrinarioDocumento1 páginaEmbriología Del Sistema Urinariovictoria garciaAún no hay calificaciones
- El Triple de Un Número.Documento5 páginasEl Triple de Un Número.ELENA ROSALI ESPINOZA GALVEZAún no hay calificaciones
- LOSADocumento4 páginasLOSABrayan Orlando Perez RiveraAún no hay calificaciones
- GoniometroDocumento6 páginasGoniometrojose aguilar roqueAún no hay calificaciones
- Practica Rotores A FlexionDocumento4 páginasPractica Rotores A FlexionGonzalo LezooAún no hay calificaciones
- Series 5toDocumento6 páginasSeries 5toYUBEL NUMAN LOPEZ VASQUEZAún no hay calificaciones
- Trabajo ImagenologiaDocumento16 páginasTrabajo ImagenologiajohnaranedaAún no hay calificaciones
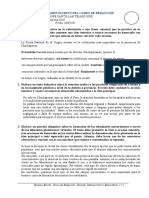
- Examen Escrito Redacción Unidad II DESARROLLODocumento2 páginasExamen Escrito Redacción Unidad II DESARROLLOTelmo Quispe SantillanAún no hay calificaciones
- Informe Celular Cuantificación de ADNDocumento4 páginasInforme Celular Cuantificación de ADNdanielvaron18Aún no hay calificaciones
- RelatoDocumento3 páginasRelatoGinaSuarezAún no hay calificaciones
- Guía Parte 1Documento10 páginasGuía Parte 1CeliaAún no hay calificaciones
- Tics y Su Beneficio en La Recreación (Recreación Dirigida)Documento3 páginasTics y Su Beneficio en La Recreación (Recreación Dirigida)SILVANA TERAN VENEGAS100% (1)
- Triptico MatematicaDocumento2 páginasTriptico MatematicaignacioAún no hay calificaciones
- Informe de Visita Comunitaria - Santa Ana SingaDocumento5 páginasInforme de Visita Comunitaria - Santa Ana SingaCelis Vela FructusAún no hay calificaciones
- Vocabulario#1Documento3 páginasVocabulario#1daniel gonzalesAún no hay calificaciones
- Regiones de Panamc3a1Documento9 páginasRegiones de Panamc3a1Kevin GonzálezAún no hay calificaciones
- Elli Bro Del Que To Do El Mundo HablaDocumento4 páginasElli Bro Del Que To Do El Mundo HablaRodrigo Andres Ruiz BarrutiAún no hay calificaciones
- Clase 03 MC 2023 2 PregradoDocumento46 páginasClase 03 MC 2023 2 PregradoVictor BernaolaAún no hay calificaciones
- Act 2 Dandole Forma A La InformacionDocumento7 páginasAct 2 Dandole Forma A La InformacionAdriana SastreAún no hay calificaciones
- Imperium. La Filosofía de La Historia y de La Política, Francis Parker YockeyDocumento446 páginasImperium. La Filosofía de La Historia y de La Política, Francis Parker YockeyJuanmaria OrtigosaAún no hay calificaciones
- Tema 02 - Eliminación de OracionesDocumento2 páginasTema 02 - Eliminación de OracionesMiguel PonceAún no hay calificaciones
- Pamela Perez Vallejos FinalDocumento40 páginasPamela Perez Vallejos FinalCeleste CondoriAún no hay calificaciones
- Semana 6Documento33 páginasSemana 6Maribel Gallo calleAún no hay calificaciones
- Historia Psicológica-Adulto 1. Datos de Filiación:: AdolescenciaDocumento3 páginasHistoria Psicológica-Adulto 1. Datos de Filiación:: Adolescenciajordan tjAún no hay calificaciones
- Panificacion Del Sena Heider HJFDocumento2 páginasPanificacion Del Sena Heider HJFheider fuentesAún no hay calificaciones