También podría gustarte
- Usp40-Esp Vol 2 - Pag. 2763-5023Documento2286 páginasUsp40-Esp Vol 2 - Pag. 2763-5023Jefry AguirreAún no hay calificaciones
- Diamec 232 PDFDocumento2 páginasDiamec 232 PDFNoe Melgarejo PonceAún no hay calificaciones
- Ppt. ENZIMAS INMOVILIZADASDocumento38 páginasPpt. ENZIMAS INMOVILIZADASPaulis Morandini100% (1)
- Guia de Compatibilidad de Farmacos de Administracion Parenteral5 PDFDocumento24 páginasGuia de Compatibilidad de Farmacos de Administracion Parenteral5 PDFAnonymous AmU0cdDUAún no hay calificaciones
- Programa Anual Escuela de Medicina (UCV) Jose Maria VargasDocumento622 páginasPrograma Anual Escuela de Medicina (UCV) Jose Maria VargasJorge Perozo100% (2)
- Uso Eficiente Del VaporDocumento27 páginasUso Eficiente Del VaporjbertralAún no hay calificaciones
- Utillajes y Accesorios para MaquinariaDocumento86 páginasUtillajes y Accesorios para MaquinariajbertralAún no hay calificaciones
- Hipertensión ArterialDocumento7 páginasHipertensión ArterialjbertralAún no hay calificaciones
- NTP 760Documento6 páginasNTP 760jbertralAún no hay calificaciones
- Manual BP Residuos ESO FPDocumento59 páginasManual BP Residuos ESO FPjbertralAún no hay calificaciones
- Capitulo 14Documento44 páginasCapitulo 14jbertralAún no hay calificaciones
- Diseño de Equipos A PresiónDocumento20 páginasDiseño de Equipos A PresiónjbertralAún no hay calificaciones
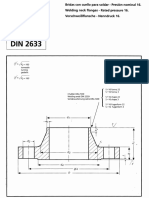
- Neck Flange DIN2633CDocumento2 páginasNeck Flange DIN2633CjbertralAún no hay calificaciones
- Accesorios Hierro Estebro SumpaiDocumento150 páginasAccesorios Hierro Estebro SumpaijbertralAún no hay calificaciones
- Coeficiente de FricciónDocumento5 páginasCoeficiente de FricciónjbertralAún no hay calificaciones
- Mezcla en FarmaceuticaDocumento11 páginasMezcla en FarmaceuticajbertralAún no hay calificaciones
- Manual de Soldadura Indura 2007Documento176 páginasManual de Soldadura Indura 2007jbertral67% (3)
- Filtracion Por Membranas Avanzadas - Siemens (Imprimir)Documento8 páginasFiltracion Por Membranas Avanzadas - Siemens (Imprimir)Oswaldo Reinoso TalaveraAún no hay calificaciones
- Presentation Proqueratin-SpDocumento22 páginasPresentation Proqueratin-SpIvan Emerson Espinoza AlvarezAún no hay calificaciones
- Practica #4 ELABORACION DE GALLETASDocumento8 páginasPractica #4 ELABORACION DE GALLETASihinojosa_650% (2)
- Reglas Heuristicas en Ingenieria QuimicaDocumento11 páginasReglas Heuristicas en Ingenieria QuimicaAnonymous gIfXPkiL9SAún no hay calificaciones
- Taurus Mycook Ebook PanDocumento47 páginasTaurus Mycook Ebook PanAbelAún no hay calificaciones
- Recurso - 1656614963762 - SEMANA 16 - QUÍMICADocumento6 páginasRecurso - 1656614963762 - SEMANA 16 - QUÍMICAKefaztAún no hay calificaciones
- Garantía de Calidad de Los MedicamentosDocumento7 páginasGarantía de Calidad de Los MedicamentosRomanCastilloAún no hay calificaciones
- 16-Modelos Depositos MVT RedbedDocumento21 páginas16-Modelos Depositos MVT Redbedcapitan_barbozaAún no hay calificaciones
- Informe 3 Qca AnalíticaDocumento9 páginasInforme 3 Qca AnalíticaDaniela Barrera100% (1)
- Impacto Ambiental de Halogenuros de AlquiloDocumento4 páginasImpacto Ambiental de Halogenuros de AlquiloJose Alŵays75% (12)
- Ingenieria de Riesgos. Mariani. SencamerDocumento53 páginasIngenieria de Riesgos. Mariani. SencamerMarine AlvaradoAún no hay calificaciones
- Identificación Del Plaguicida Organofosforado MetamidofosDocumento7 páginasIdentificación Del Plaguicida Organofosforado MetamidofosAbril BarrientosAún no hay calificaciones
- S01 Ficha de Trabajo 1 - Estequiometria Con RedoxDocumento2 páginasS01 Ficha de Trabajo 1 - Estequiometria Con RedoxEltio MackAún no hay calificaciones
- NTC 4124-2 Calidad Agua Determinación de Sodio y PotasioDocumento8 páginasNTC 4124-2 Calidad Agua Determinación de Sodio y PotasioCarolina AlfaroAún no hay calificaciones
- Resumen OxicorteDocumento10 páginasResumen OxicorteIsaías AguilarAún no hay calificaciones
- Balances de Materia y Energia Sin ReacciónDocumento46 páginasBalances de Materia y Energia Sin ReacciónMiriam Cantón ReyesAún no hay calificaciones
- Cuestionario de Biología DefinitivoDocumento6 páginasCuestionario de Biología DefinitivoJeon JungkookAún no hay calificaciones
- Informe Ambiental Compostaje - Paola VillamilDocumento6 páginasInforme Ambiental Compostaje - Paola VillamilPaola Villamil ParraAún no hay calificaciones
- Apuntes de Paleontología y Micropaleontología 1 (7464)Documento35 páginasApuntes de Paleontología y Micropaleontología 1 (7464)Leslie CalderónAún no hay calificaciones
- Química OrgánicaDocumento1 páginaQuímica OrgánicaSebastian DiazAún no hay calificaciones
- Patologias en Forjados UnidireccionalesDocumento4 páginasPatologias en Forjados UnidireccionalesYUDER FLORES URETAAún no hay calificaciones
- Instructivo de Empalme DunlopDocumento18 páginasInstructivo de Empalme DunlopA̶l̶x̶a̶n̶d̶e̶r̶ PaniAún no hay calificaciones
- UNE 36068-1M - 96 Barras Corrugadas de Acero SoldableDocumento2 páginasUNE 36068-1M - 96 Barras Corrugadas de Acero Soldableheki2000Aún no hay calificaciones
- Tarea Hoy Entregar ESTUDIO DE CASODocumento12 páginasTarea Hoy Entregar ESTUDIO DE CASOPAUL JHERSON CARCAHUSTO TUMBILLOAún no hay calificaciones
- Culata RTXDocumento16 páginasCulata RTXdagerAún no hay calificaciones