También podría gustarte
- 7 Ppi Excavacion Montaje de TuberiasDocumento3 páginas7 Ppi Excavacion Montaje de TuberiasJavier Muñoz RomanAún no hay calificaciones
- Cotizaciones Agua PotableDocumento2 páginasCotizaciones Agua PotableJorge Flores ArenasAún no hay calificaciones
- Norma Diseño Iniciales 2014Documento66 páginasNorma Diseño Iniciales 2014Eduardo TaczaAún no hay calificaciones
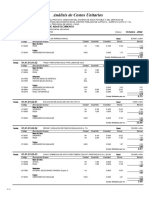
- 04.01 Analisis de Costos Unitarios Sistema de AbastecimientoDocumento3 páginas04.01 Analisis de Costos Unitarios Sistema de AbastecimientoMario Yupanqui100% (1)
- Especificaciones Tecnicas Arquitectura AyaviriDocumento66 páginasEspecificaciones Tecnicas Arquitectura Ayavirialex pumacahuAAún no hay calificaciones
- Especificaciones Tecnicas Estructuras de AceroDocumento3 páginasEspecificaciones Tecnicas Estructuras de Acerocarlos ruizAún no hay calificaciones
- Apu Comp 01Documento15 páginasApu Comp 01Alvaro E. Ruiz HerreraAún no hay calificaciones
- TDR - Req. Especialista en Instalaciones Electricas y ElectromecanicasDocumento6 páginasTDR - Req. Especialista en Instalaciones Electricas y ElectromecanicascutipaAún no hay calificaciones
- Compatibilidad de Terreno SeccelambrasDocumento6 páginasCompatibilidad de Terreno SeccelambrasOscarPerezCongaAún no hay calificaciones
- Metrados de Proyecto CapillaDocumento41 páginasMetrados de Proyecto CapillaYaser Mallqui AdrianoAún no hay calificaciones
- Carta Compromiso SUPERVISORDocumento1 páginaCarta Compromiso SUPERVISORLuis CastilloAún no hay calificaciones
- 4 Liquidacion Tecnica Los PinosDocumento24 páginas4 Liquidacion Tecnica Los PinosMartin Oncebay PisconteAún no hay calificaciones
- INFORME N 001 - CompatibilidadDocumento4 páginasINFORME N 001 - CompatibilidadLiz Mayumy Marin MamaniAún no hay calificaciones
- Proyecto minero Playa Las OrquídeasDocumento37 páginasProyecto minero Playa Las OrquídeasJch MaverickAún no hay calificaciones
- Acu Estructuras PDFDocumento23 páginasAcu Estructuras PDFGleidy ErikaAún no hay calificaciones
- Formato 11 - ChiclaDocumento22 páginasFormato 11 - ChiclaBraulio Noé Lopez DueñasAún no hay calificaciones
- Memoria de Las ConsideraDocumento2 páginasMemoria de Las ConsideraWilsom Carrera TerronesAún no hay calificaciones
- d58 - Arm-4 Detalles de Mobiliario-Detalle de MuebleDocumento1 páginad58 - Arm-4 Detalles de Mobiliario-Detalle de MuebleAnonymous E7zQQpAún no hay calificaciones
- Muebles educativos AyacuchoDocumento12 páginasMuebles educativos AyacuchoBryan RiveraAún no hay calificaciones
- TDR Puesto de SaludDocumento183 páginasTDR Puesto de SaludDiego Broncano ValverdeAún no hay calificaciones
- Cronograma valorizado de obra con costos y plazos de ejecuciónDocumento2 páginasCronograma valorizado de obra con costos y plazos de ejecuciónoscarAún no hay calificaciones
- Contrato de servicios para construcción de techo metálico en CuscoDocumento5 páginasContrato de servicios para construcción de techo metálico en CuscoLizeth CahuataAún no hay calificaciones
- DEFLACTACION DE INSUMOS NUEVOS UltDocumento12 páginasDEFLACTACION DE INSUMOS NUEVOS UltERICK ANGHELO GUERRA ESPINOZAAún no hay calificaciones
- SolicitudDeCotizacion PDFDocumento3 páginasSolicitudDeCotizacion PDFRem Ramos LibandroAún no hay calificaciones
- Anexo #11 Wilmer SolanoDocumento2 páginasAnexo #11 Wilmer SolanoLuis PercyAún no hay calificaciones
- FORMATO C DDJJ Ofimática - EncryptedDocumento1 páginaFORMATO C DDJJ Ofimática - EncryptedJeremy BasaldúaAún no hay calificaciones
- Plan Director Ultima Exposicion PDFDocumento73 páginasPlan Director Ultima Exposicion PDFfloramaliaAún no hay calificaciones
- Especificaciones Técnicas Materiales ElectricosDocumento9 páginasEspecificaciones Técnicas Materiales ElectricosNigel Gomez NuñezAún no hay calificaciones
- 1.-Ubs-Arrastre-Hidraulico-Ubs Ah-1Documento1 página1.-Ubs-Arrastre-Hidraulico-Ubs Ah-1Danitza TerronesAún no hay calificaciones
- 16 Insumos Const. Cancha de Futbol PDFDocumento2 páginas16 Insumos Const. Cancha de Futbol PDFsergioAún no hay calificaciones
- Liquidación de obras de infraestructura ejecutadas en el año 2003Documento11 páginasLiquidación de obras de infraestructura ejecutadas en el año 2003Miqueas GonzalesAún no hay calificaciones
- Situacional Pistas y VeredasDocumento42 páginasSituacional Pistas y VeredasFranz AlcaAún no hay calificaciones
- LETRINAS - Memoria y Especificaciones Tecnicas.Documento61 páginasLETRINAS - Memoria y Especificaciones Tecnicas.rogereradioAún no hay calificaciones
- Informe de Compat. Caylan SuperDocumento5 páginasInforme de Compat. Caylan SuperDemys Bautista BalderaAún no hay calificaciones
- Bases Integradas Finales CP #06-2022-UNSAAC-1Documento108 páginasBases Integradas Finales CP #06-2022-UNSAAC-1omar castañeda100% (1)
- Asiento Del Cuaderno de ObraDocumento1 páginaAsiento Del Cuaderno de ObraRUTH MARYLIN HERNANDEZ VIERAAún no hay calificaciones
- Informe Tecnico de Tasacion Valuacion CoDocumento6 páginasInforme Tecnico de Tasacion Valuacion CoGp XtianAún no hay calificaciones
- Requisitos de experiencia y documentación para proceso de selección de obra públicaDocumento25 páginasRequisitos de experiencia y documentación para proceso de selección de obra públicaFernandoMayoFloresAún no hay calificaciones
- Especificaciones Tecnicas Obras Provicionales, Seg y Salud, PreliminaresDocumento38 páginasEspecificaciones Tecnicas Obras Provicionales, Seg y Salud, PreliminaresK'theriine MirellaAún no hay calificaciones
- Memoria de Calculo HidraulicoDocumento2 páginasMemoria de Calculo HidraulicoConstrumart IngenierosAún no hay calificaciones
- Construcción de caseta de válvula de reservorio en CajamarcaDocumento14 páginasConstrucción de caseta de válvula de reservorio en CajamarcaBicilino AntezanaAún no hay calificaciones
- Ficha Tecnica de ObraDocumento4 páginasFicha Tecnica de ObraJuan Manuel ArboledaAún no hay calificaciones
- 4.-Ficha de Estado Situacional de La ObraDocumento2 páginas4.-Ficha de Estado Situacional de La ObraKeniaElizabethAún no hay calificaciones
- Cronograma de limpieza de institución educativa con MONCDocumento1 páginaCronograma de limpieza de institución educativa con MONCHUGO AGUEROAún no hay calificaciones
- Memoria DescriptivaDocumento9 páginasMemoria DescriptivaLeonel CallinapaAún no hay calificaciones
- Ampliación plazo obras parque ChacapampaDocumento7 páginasAmpliación plazo obras parque Chacapampaalfredo solano reyesAún no hay calificaciones
- Memoria Descriptiva Valorizada ParqueDocumento12 páginasMemoria Descriptiva Valorizada ParqueVitto Gutierrez FrancoAún no hay calificaciones
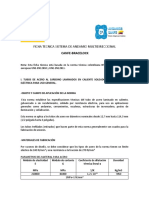
- Ficha Tecnica Sistema de Andamio Multidireccional CANFE-BRACELOCKDocumento10 páginasFicha Tecnica Sistema de Andamio Multidireccional CANFE-BRACELOCKJuanCarlosCantilloFernandezAún no hay calificaciones
- Presupuesto Techo Metalico PDFDocumento1 páginaPresupuesto Techo Metalico PDFGsus VlsqzAún no hay calificaciones
- Presupuesto DescolmatacionDocumento1 páginaPresupuesto DescolmatacionEdgar CapuchoAún no hay calificaciones
- Informe Supervisor Aprobaciòn Del AdicionalDocumento4 páginasInforme Supervisor Aprobaciòn Del AdicionalPaul Esleyter Cueva AlanguiaAún no hay calificaciones
- Metrado Reconstruccion 7x5 - ArquitecturaDocumento4 páginasMetrado Reconstruccion 7x5 - ArquitecturaLuisRoaRoaAún no hay calificaciones
- Informe de Estabilidad EstructuraDocumento5 páginasInforme de Estabilidad Estructuramat312smithAún no hay calificaciones
- Observaciones recepción obra agua HuariamasgaDocumento6 páginasObservaciones recepción obra agua HuariamasgaDani Valenzuela TamayoAún no hay calificaciones
- INFORME #03-2017 Ampliacion de Plazo #01 ReservorioDocumento5 páginasINFORME #03-2017 Ampliacion de Plazo #01 ReservorioAmel MariñoAún no hay calificaciones
- Acta de Recepcion EstadioDocumento8 páginasActa de Recepcion EstadioherowillerAún no hay calificaciones
- Especificaciones Tecnicas General 20211109 210002 263Documento183 páginasEspecificaciones Tecnicas General 20211109 210002 263Houston RIOS VALDEZAún no hay calificaciones
- Diseño y Analisis Estructural - InformeDocumento20 páginasDiseño y Analisis Estructural - InformeGiovanna JDAún no hay calificaciones
- Especificaciones TecnicasDocumento14 páginasEspecificaciones TecnicasJulio LeonAún no hay calificaciones
- Estructuras metálicas: especificaciones técnicasDocumento26 páginasEstructuras metálicas: especificaciones técnicasDavid De La Cruz100% (1)
- ANALISIS CUANTITATIVO DE RIESGOS y ESTRATEGIASDocumento3 páginasANALISIS CUANTITATIVO DE RIESGOS y ESTRATEGIASschwualb andresAún no hay calificaciones
- 1.-Bases Integradas As-7-2022-Mdc 2.0Documento79 páginas1.-Bases Integradas As-7-2022-Mdc 2.0schwualb andresAún no hay calificaciones
- Documentos de LicitaciónDocumento36 páginasDocumentos de Licitaciónschwualb andresAún no hay calificaciones
- Diagrama de ParetoDocumento2 páginasDiagrama de Paretoschwualb andresAún no hay calificaciones
- Memoria Descriptiva Saldo de Obra IE 200055 - COTAM-3Documento19 páginasMemoria Descriptiva Saldo de Obra IE 200055 - COTAM-3schwualb andresAún no hay calificaciones
- Iso 9001Documento50 páginasIso 9001schwualb andresAún no hay calificaciones
- Proyecto de DiplomadoDocumento153 páginasProyecto de Diplomadoschwualb andresAún no hay calificaciones
- FT - M18 OlimpiaDocumento2 páginasFT - M18 OlimpiaArturo QuispeAún no hay calificaciones
- Pintar La Moto PDFDocumento3 páginasPintar La Moto PDFRed pistonAún no hay calificaciones
- HT - Bonn Mastic 850 LTDocumento2 páginasHT - Bonn Mastic 850 LTjopersa90% (2)
- Tema 37Documento40 páginasTema 37jpolo30% (1)
- Chema Epox Anclaje 31Documento4 páginasChema Epox Anclaje 31EdyJoelBenitoAún no hay calificaciones
- Pintura CPP Esmalte Sintetico PatoDocumento2 páginasPintura CPP Esmalte Sintetico PatoJhon Charles Huacac FuentesAún no hay calificaciones
- Pintulux Acualux 1Documento4 páginasPintulux Acualux 1DAVID JIMENEZAún no hay calificaciones
- Procedimiento de Pintado - DIFASCO - Tuberías de Gas Natural CALIDDADocumento9 páginasProcedimiento de Pintado - DIFASCO - Tuberías de Gas Natural CALIDDAFrancisco Mendoza RosadoAún no hay calificaciones
- Procedimiento de Impermeabilización de Canaleta y LosaDocumento9 páginasProcedimiento de Impermeabilización de Canaleta y LosaErick JcAún no hay calificaciones
- Ficha Tecnica Espelho Fix Rev 09 17doc PDFDocumento4 páginasFicha Tecnica Espelho Fix Rev 09 17doc PDFRodolfo Jimenez RuizAún no hay calificaciones
- Hormigón premezclado y adoquines de alta calidadDocumento19 páginasHormigón premezclado y adoquines de alta calidadManu VZAún no hay calificaciones
- 2 - Tomo - Valledupar - 2020Documento232 páginas2 - Tomo - Valledupar - 2020Naathaly Gallardo Jc100% (1)
- Revoestucor Grano Medio Ficha TecnicaDocumento3 páginasRevoestucor Grano Medio Ficha TecnicaJaider MartinezAún no hay calificaciones
- Especificaciones Tecnicas de Pinturas para Obras VialesricardoponceDocumento27 páginasEspecificaciones Tecnicas de Pinturas para Obras VialesricardoponceRicardo Antonio PonceAún no hay calificaciones
- Evaluacion Recubrimientos Organicos Acero Orinoco Iron Scs PDFDocumento184 páginasEvaluacion Recubrimientos Organicos Acero Orinoco Iron Scs PDFMasssaiAún no hay calificaciones
- Ne 0013 PDFDocumento29 páginasNe 0013 PDFzejuanAún no hay calificaciones
- Ficha Tecnica Koraza 5 AosDocumento4 páginasFicha Tecnica Koraza 5 AosAndrea Paola Chavez CentenoAún no hay calificaciones
- Tuna ClipperDocumento1 páginaTuna ClipperAlmagesto QuenayaAún no hay calificaciones
- Usos Del BencenoDocumento2 páginasUsos Del BencenoKevin MartinezAún no hay calificaciones
- Aplicacion y Maquila de Pintura ElectrostaticaDocumento3 páginasAplicacion y Maquila de Pintura ElectrostaticaMario Machin GarciaAún no hay calificaciones
- CFE-A21 Acabado epóxico altos sólidos autoimprimanteDocumento5 páginasCFE-A21 Acabado epóxico altos sólidos autoimprimanteJorge AlvayAún no hay calificaciones
- Catalogo Corev 2021 WebDocumento27 páginasCatalogo Corev 2021 WebArq Alfonso RicoAún no hay calificaciones
- Tierras Colorantes y Pigmentos Pintura A La Cal SP PDFDocumento4 páginasTierras Colorantes y Pigmentos Pintura A La Cal SP PDFOdet VazquezAún no hay calificaciones
- NCH 1156-Of1999 ConstruccionDocumento77 páginasNCH 1156-Of1999 ConstruccionDAPTIC90% (49)
- Prevencion Accidentes Hogar PDFDocumento5 páginasPrevencion Accidentes Hogar PDFEric GarciaAún no hay calificaciones
- Sikaguard 206 WDocumento4 páginasSikaguard 206 WCaterine Benitez NAún no hay calificaciones
- 1Documento9 páginas1HenryAndradeAún no hay calificaciones
- Pintura para MaderasDocumento6 páginasPintura para MaderasDario OñaAún no hay calificaciones
- Presentacion 1Documento16 páginasPresentacion 1Ruben Cutipa CondoriAún no hay calificaciones
- CONSERVACION Del Adobe, Piedra, Estuco, Revoque y MaderaDocumento11 páginasCONSERVACION Del Adobe, Piedra, Estuco, Revoque y MaderaHector Reynaldo Porco MamaniAún no hay calificaciones