También podría gustarte
- C - Therm - HB PINTURA INTUMESCENTEDocumento2 páginasC - Therm - HB PINTURA INTUMESCENTEGabriel LnAún no hay calificaciones
- Amercoat 385 epoxy pintura anticorrosiva acero 2 capas 68% sólidosDocumento3 páginasAmercoat 385 epoxy pintura anticorrosiva acero 2 capas 68% sólidosHugo F. Barrera AlvaradoAún no hay calificaciones
- Ficha Técnica Minio de Plomo ValentineDocumento2 páginasFicha Técnica Minio de Plomo ValentineJavier LuqueAún no hay calificaciones
- Amercoat 450 SDocumento3 páginasAmercoat 450 SMario GuzmanAún no hay calificaciones
- Revesta 400Documento2 páginasRevesta 400Gonzalo RuzafaAún no hay calificaciones
- R 78 HBDocumento2 páginasR 78 HBSergio E. Marchetti Newco S. A.Aún no hay calificaciones
- Amercoat 450 S: Datos FísicosDocumento2 páginasAmercoat 450 S: Datos FísicosKevin GonzalesAún no hay calificaciones
- Ficha Tecnica EmuldisDocumento2 páginasFicha Tecnica Emuldisdavid balibalAún no hay calificaciones
- 7k120-Ant-Cin-Bt-Es-C Pox Primer SP120Documento3 páginas7k120-Ant-Cin-Bt-Es-C Pox Primer SP120Manuel CastanonAún no hay calificaciones
- Cor Cote HCR (FF) FinalDocumento4 páginasCor Cote HCR (FF) Finalchucho chuchoAún no hay calificaciones
- Ficha E-10 PMCDocumento2 páginasFicha E-10 PMCCharlie ChávezAún no hay calificaciones
- Euco 700Documento3 páginasEuco 700Luis Miguel MartínezAún no hay calificaciones
- r340Documento4 páginasr340ClaudioAún no hay calificaciones
- Sistemas de pinturas anticorrosivasDocumento38 páginasSistemas de pinturas anticorrosivasloganAún no hay calificaciones
- Catalogo Coberturas y Paneles Aislantes Tupemesa 2020 2020 08 23 12 24 58 PDFDocumento55 páginasCatalogo Coberturas y Paneles Aislantes Tupemesa 2020 2020 08 23 12 24 58 PDFLuiza Cantu C.Aún no hay calificaciones
- EUCO SP700 FichaDocumento2 páginasEUCO SP700 FichaSergio GarduzaAún no hay calificaciones
- Ic 1XXXDocumento3 páginasIc 1XXXjose ramirez carrilloAún no hay calificaciones
- CT-EI10-32 Preparación de Superficies y Sist de Pintura V5Documento44 páginasCT-EI10-32 Preparación de Superficies y Sist de Pintura V5Jose eduardoAún no hay calificaciones
- Recubrimientos IIDocumento90 páginasRecubrimientos IIEduardoChuchullo100% (1)
- Carboguard 890 EF PDFDocumento2 páginasCarboguard 890 EF PDFjgzlzAún no hay calificaciones
- Euco 800 PDFDocumento3 páginasEuco 800 PDFmisterio_kylerAún no hay calificaciones
- 7P350 Ant Cin BT EsDocumento4 páginas7P350 Ant Cin BT EsManuel CastanonAún no hay calificaciones
- Carboguard 890 (Epoxico, Carboline)Documento3 páginasCarboguard 890 (Epoxico, Carboline)PimacaAún no hay calificaciones
- HT Chems Anticorrosivo Epoxico V01.2017Documento3 páginasHT Chems Anticorrosivo Epoxico V01.2017Darwin Trejo SantosAún no hay calificaciones
- Taller BDocumento4 páginasTaller BSantiago Ospina TabordaAún no hay calificaciones
- Hempel Vademecun de Pinturas PDFDocumento16 páginasHempel Vademecun de Pinturas PDFJosé Antonio Garcia-PanaderoAún no hay calificaciones
- Ex 7200Documento3 páginasEx 7200Ruben PasosAún no hay calificaciones
- Comex Ind X-53 ViiDocumento5 páginasComex Ind X-53 ViiLUISAún no hay calificaciones
- Cor Cote HPDocumento4 páginasCor Cote HPlanza206Aún no hay calificaciones
- TDS Jotamastic 70Documento5 páginasTDS Jotamastic 70Motta ValdesAún no hay calificaciones
- Componente 01-BasadreDocumento12 páginasComponente 01-BasadreWinder Damian Juarez SegoviaAún no hay calificaciones
- 1256 C&C Fondo Epoxi 256Documento5 páginas1256 C&C Fondo Epoxi 256Tecno DREXXAún no hay calificaciones
- Ficha Técnica EX0XXXDocumento3 páginasFicha Técnica EX0XXXGuadalupe UrbinaAún no hay calificaciones
- ficha-industrial-eco-art-2022-19-dic cemento.Documento3 páginasficha-industrial-eco-art-2022-19-dic cemento.diana rodriguezAún no hay calificaciones
- Certificado Calidad HolcimDocumento9 páginasCertificado Calidad HolcimRamon VargasAún no hay calificaciones
- H T Euco 800 Plus PDFDocumento2 páginasH T Euco 800 Plus PDFLuis Miguel MartínezAún no hay calificaciones
- Ficha Tecnica Linea Epoxica 7200 Industrial v08Documento8 páginasFicha Tecnica Linea Epoxica 7200 Industrial v08Roselba MejiasAún no hay calificaciones
- Aquacoat e Antibacterial 03112022Documento3 páginasAquacoat e Antibacterial 03112022David San MartinAún no hay calificaciones
- Pintura tanques almacenamiento biodieselDocumento12 páginasPintura tanques almacenamiento biodieselAriana Fachin SánchezAún no hay calificaciones
- Sayer Esmalte Secado Rocket, Hoja Técnica.Documento3 páginasSayer Esmalte Secado Rocket, Hoja Técnica.ravidizhAún no hay calificaciones
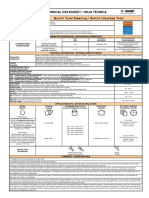
- Suvinil Total Cleaning Technical DatasheetDocumento2 páginasSuvinil Total Cleaning Technical DatasheetCarlos GarceteAún no hay calificaciones
- Barniz poliuretano para muebles y maderaDocumento3 páginasBarniz poliuretano para muebles y maderaRAMON VAZQUEZAún no hay calificaciones
- Asfalcreto ADocumento2 páginasAsfalcreto AElliott NiñoAún no hay calificaciones
- ProMax Metalex F75Documento3 páginasProMax Metalex F75José Hernán Ibarra MéndezAún no hay calificaciones
- TDS Seirepox 132 Base AntiestaticaDocumento2 páginasTDS Seirepox 132 Base AntiestaticaDiego Felipe Gavilán RetamalesAún no hay calificaciones
- Master Top 100Documento5 páginasMaster Top 100bracilides82Aún no hay calificaciones
- Qué Es El Yeso?: Mineral Roca Denominada Aljez o Piedra de Yeso. Esta Roca EstáDocumento7 páginasQué Es El Yeso?: Mineral Roca Denominada Aljez o Piedra de Yeso. Esta Roca EstáVicente Gamarra MalquiAún no hay calificaciones
- K46 Pre Catalyzed Waterbased Epoxy 2019Documento4 páginasK46 Pre Catalyzed Waterbased Epoxy 2019Sherwin Williams BolivarAún no hay calificaciones
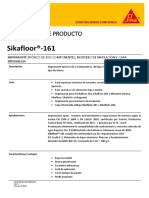
- SikaDocumento11 páginasSikaSANDRA BAQUEROAún no hay calificaciones
- Oxicoat 400Documento2 páginasOxicoat 400David Pedro LoayzaAún no hay calificaciones
- Estabilizadores de Suelos MTCDocumento89 páginasEstabilizadores de Suelos MTCJairo Omar Saldarriaga CopelloAún no hay calificaciones
- C&C Epoxi 630 para acero y hormigónDocumento21 páginasC&C Epoxi 630 para acero y hormigónKatiuska AraujoAún no hay calificaciones
- 1630 C&C Epoxi 630Documento5 páginas1630 C&C Epoxi 630Manuel RamírezAún no hay calificaciones
- VESU Azulejo CR BrillanteDocumento1 páginaVESU Azulejo CR Brillante784rfwspfrAún no hay calificaciones
- HT CN 200Documento2 páginasHT CN 200Marcial Oscanoa E.Aún no hay calificaciones
- 58.HT - Bonn Coat EpoxyDocumento2 páginas58.HT - Bonn Coat EpoxyMiguel PuenhAún no hay calificaciones
- Corma XpsDocumento2 páginasCorma XpsFramber ArreazaAún no hay calificaciones
- Ultraprimer Epoxy 850 FDDocumento2 páginasUltraprimer Epoxy 850 FDGarci Lazo de la Vega BernalesAún no hay calificaciones
- Monografía JESMONITEDocumento21 páginasMonografía JESMONITECaterina Muñoz0% (1)
- Pastas, morteros, adhesivos y hormigones. EOCB0209De EverandPastas, morteros, adhesivos y hormigones. EOCB0209Aún no hay calificaciones
- Sigmaguard 585 DataDocumento6 páginasSigmaguard 585 DataJose ValdiviaAún no hay calificaciones
- Phenguard 965Documento5 páginasPhenguard 965Jose ValdiviaAún no hay calificaciones
- TILECLADPRIMERDocumento4 páginasTILECLADPRIMERZavaleta Villavicencio JhonnatanAún no hay calificaciones
- Revestimiento epoxi fenólico de dos componentes para tanquesDocumento6 páginasRevestimiento epoxi fenólico de dos componentes para tanquesJorge Alberto MontalatAún no hay calificaciones
- TILECLADENAMELDocumento4 páginasTILECLADENAMELJose ValdiviaAún no hay calificaciones
- Novaplate UHSDocumento4 páginasNovaplate UHSHeiderHuertaAún no hay calificaciones
- Sumazinc 278 PEDocumento4 páginasSumazinc 278 PEJose ValdiviaAún no hay calificaciones
- Transocean Cleanship 295Documento2 páginasTransocean Cleanship 295Jose ValdiviaAún no hay calificaciones
- Coro Bond LTDocumento4 páginasCoro Bond LTJose ValdiviaAún no hay calificaciones
- COROTHANEIMIOALUMINIODocumento4 páginasCOROTHANEIMIOALUMINIOHeiderHuertaAún no hay calificaciones
- Dimetcote 9FTDocumento2 páginasDimetcote 9FTleandreu82649Aún no hay calificaciones
- Matriz de EppDocumento30 páginasMatriz de EppAlirio CuencaAún no hay calificaciones
- Reconocimiento y pago de pensión vitalicia de jubilación docente ManizalesDocumento6 páginasReconocimiento y pago de pensión vitalicia de jubilación docente Manizalesluisa arevalo garciaAún no hay calificaciones
- s1 Ccss b4 Fs Comunidad Primitiva en Los AndesDocumento2 páginass1 Ccss b4 Fs Comunidad Primitiva en Los AndesMaría López CarpioAún no hay calificaciones
- Resumen de libro El arte de hablar y escribirDocumento2 páginasResumen de libro El arte de hablar y escribirCesar SoberanesAún no hay calificaciones
- Triptico Biol II G RaizDocumento2 páginasTriptico Biol II G Raizsantiago morales gilAún no hay calificaciones
- La magia de la física: Caída libre y lanzamiento verticalDocumento5 páginasLa magia de la física: Caída libre y lanzamiento verticalMaria AscanioAún no hay calificaciones
- Modal Verbs: Uses and Examples of Can, Could, May, Might, Must, Have to and MoreDocumento4 páginasModal Verbs: Uses and Examples of Can, Could, May, Might, Must, Have to and MoreQueralt Pedrol MestreAún no hay calificaciones
- Trabajo de Investigacion AnovaDocumento14 páginasTrabajo de Investigacion AnovaMartin Miguel Ponce67% (3)
- Ejemplo - Calefaccion InvernaderosDocumento6 páginasEjemplo - Calefaccion InvernaderosMiguel Angel Romero GonzalesAún no hay calificaciones
- Mapa de SaberesDocumento5 páginasMapa de SaberesMARIEL OBESO BOJORQUEZAún no hay calificaciones
- Jueves 22 de Septiembre de 2011Documento65 páginasJueves 22 de Septiembre de 2011elvoceroprAún no hay calificaciones
- Introducción a la epistemología: estudio de la naturaleza del conocimientoDocumento9 páginasIntroducción a la epistemología: estudio de la naturaleza del conocimientoVanessa MayenAún no hay calificaciones
- Acertijos matemáticos para niños y adultosDocumento1 páginaAcertijos matemáticos para niños y adultosJose Luis Sencara Chuquija100% (1)
- Caracterización Del EntornoDocumento22 páginasCaracterización Del EntornoAshley VillegasAún no hay calificaciones
- Libros para Entrenadores Vol 1 - CalentamientoDocumento36 páginasLibros para Entrenadores Vol 1 - Calentamientojavi100% (1)
- Tarea III Medicina Forense Lucila T.Documento4 páginasTarea III Medicina Forense Lucila T.Mirian GarciaAún no hay calificaciones
- Guia y Actividad para Desarrollar en La Tercera SemanaDocumento5 páginasGuia y Actividad para Desarrollar en La Tercera SemanaFabio MendozaAún no hay calificaciones
- Aplicacion de La Topografia en La ArquitecturaDocumento121 páginasAplicacion de La Topografia en La ArquitecturaLilian PeñaAún no hay calificaciones
- Matricula PaulaDocumento5 páginasMatricula PaulaPaula RamírezAún no hay calificaciones
- Tendencias contemporáneas en el pensamiento socialDocumento20 páginasTendencias contemporáneas en el pensamiento socialHemilibethAún no hay calificaciones
- Semana de ParroquiaDocumento2 páginasSemana de ParroquiaLuis vicente VargasAún no hay calificaciones
- Guia Semana 26 - Cyt PrimeroDocumento6 páginasGuia Semana 26 - Cyt PrimeroJulia Alcantara RoncalAún no hay calificaciones
- Forbidden Alpha - Olivia T. Turner 4Documento87 páginasForbidden Alpha - Olivia T. Turner 4Watercolor100% (1)
- Nuevo proceso divorcioDocumento19 páginasNuevo proceso divorcioDany DupleichAún no hay calificaciones
- Hospital 120 CamasDocumento46 páginasHospital 120 CamasJorge SanangoAún no hay calificaciones
- Introduccion A La Inteligencia Artificial UbaDocumento6 páginasIntroduccion A La Inteligencia Artificial UbaDiana PatyAún no hay calificaciones
- DarwinDocumento9 páginasDarwinMoises SotoAún no hay calificaciones
- Terapias conductistasDocumento32 páginasTerapias conductistaskolob1_1000Aún no hay calificaciones
- Prueba de Triggers y PaDocumento4 páginasPrueba de Triggers y PaMarcelo ToapantaAún no hay calificaciones
- Jorge Manrique PDFDocumento10 páginasJorge Manrique PDFAnonymous TfQapEThdAún no hay calificaciones