También podría gustarte
- 013 Cap05 TratamientosAnaerobiosDocumento22 páginas013 Cap05 TratamientosAnaerobiosLuisao CoronaAún no hay calificaciones
- V TratamientosAnaerobiosDocumento24 páginasV TratamientosAnaerobiosDaniel CordobaAún no hay calificaciones
- Presentación Tratamiento Primario PDFDocumento103 páginasPresentación Tratamiento Primario PDFVictor Hugo Garcia ApazaAún no hay calificaciones
- Trat Aguas2Documento89 páginasTrat Aguas2Crezpo YzAún no hay calificaciones
- Practica 9. Reactor UasbDocumento5 páginasPractica 9. Reactor UasbNicole Mercedes Chacon OnsyhuayAún no hay calificaciones
- Biorreactor InformeDocumento27 páginasBiorreactor InformeJuan Jose Perez SayagoAún no hay calificaciones
- RAFA-tratamiento secundarioDocumento9 páginasRAFA-tratamiento secundarioAranzazu Vizguerra GarciaAún no hay calificaciones
- Procesos biológicos anaerobiosDocumento8 páginasProcesos biológicos anaerobiosIsabel Gaona LezamaAún no hay calificaciones
- Tecnología Anaerobia para El Tratamiento de Residuos PDFDocumento13 páginasTecnología Anaerobia para El Tratamiento de Residuos PDFIsrael AlegreAún no hay calificaciones
- Informe RAFADocumento16 páginasInforme RAFABORIS DANIEL PEÑAFIEL CHOQUEAún no hay calificaciones
- Evaluación de UASB y bacterias para tratamiento de aguas residualesDocumento31 páginasEvaluación de UASB y bacterias para tratamiento de aguas residualesJorge Luis Herrera BlancoAún no hay calificaciones
- Tratamiento de Aguas Residuales Por Uasb (Grupo F)Documento22 páginasTratamiento de Aguas Residuales Por Uasb (Grupo F)AS QAAún no hay calificaciones
- UASB ReactorDocumento35 páginasUASB ReactorHugo Fredy Quinonez BarretoAún no hay calificaciones
- Digestor AnaerobioDocumento32 páginasDigestor AnaerobioBrbra29Aún no hay calificaciones
- Reactores UASB en plantas de tratamientoDocumento14 páginasReactores UASB en plantas de tratamientoStefanie Guzman AznaranAún no hay calificaciones
- Ventajas y Desventajas de Digestión Aerobia y AnaerobiaDocumento6 páginasVentajas y Desventajas de Digestión Aerobia y AnaerobiaKari IbarsAún no hay calificaciones
- Tratamiento de aguas residuales con fangos activosDocumento22 páginasTratamiento de aguas residuales con fangos activospamela mardonesAún no hay calificaciones
- Proyecto de Tesis Celiz - CorregidoDocumento53 páginasProyecto de Tesis Celiz - CorregidoAbdiel Jesùs Martin Calixto0% (1)
- Biorreactor UASBDocumento36 páginasBiorreactor UASBDenisse SoteloAún no hay calificaciones
- Plantas Reducidas de TratamientoDocumento7 páginasPlantas Reducidas de TratamientoWilly ArzadumAún no hay calificaciones
- Tratamiento Aeróbicos y AnaeróbicosDocumento122 páginasTratamiento Aeróbicos y AnaeróbicosJorge Bazan DiazAún no hay calificaciones
- El Reactor Anaeróbico de Flujo Ascendente Con Manto de LodosDocumento13 páginasEl Reactor Anaeróbico de Flujo Ascendente Con Manto de LodosLuz SuarezAún no hay calificaciones
- Anaerobios MicrobiologiaDocumento57 páginasAnaerobios Microbiologiasebasortcas100% (1)
- Investigación Lodos ActivadosDocumento16 páginasInvestigación Lodos ActivadosnataliaAún no hay calificaciones
- Tratamiento Secundario y Terciario de Residuos LiquidosDocumento38 páginasTratamiento Secundario y Terciario de Residuos LiquidosBenjamin Zuñiga CarmonaAún no hay calificaciones
- Tema 14. Tratamientos Biologicos Anaerobios y Eliminacion de NutrientesDocumento29 páginasTema 14. Tratamientos Biologicos Anaerobios y Eliminacion de NutrientesJoss Quintana100% (2)
- UASB: Reactor anaerobio de flujo ascendente para tratamiento de aguasDocumento8 páginasUASB: Reactor anaerobio de flujo ascendente para tratamiento de aguasFranAntartico GranadaAún no hay calificaciones
- Calculos Ptar 1,5 Lps Planta Aguas ResidualesDocumento18 páginasCalculos Ptar 1,5 Lps Planta Aguas ResidualesDiego Armando Martinez UrquijoAún no hay calificaciones
- Tratamiento de Aguas Residuales Utilizando El Sistema RafaDocumento8 páginasTratamiento de Aguas Residuales Utilizando El Sistema Rafajose marchenaAún no hay calificaciones
- Trabajo FinalDocumento4 páginasTrabajo FinalPamela LauraAún no hay calificaciones
- Sistema de Tratamiento de Aguas Residuales Por LodosDocumento5 páginasSistema de Tratamiento de Aguas Residuales Por LodosyesicaAún no hay calificaciones
- Tema 7 - E Ortega - Tratamientos Biológicos de Fangos Activos 2011 - UnlockedDocumento48 páginasTema 7 - E Ortega - Tratamientos Biológicos de Fangos Activos 2011 - UnlockedOrestes Rodriguez HenriquezAún no hay calificaciones
- Tema - Tratamientos Biológicos de Fangos Activos Junio 2017 - E.OrtegaDocumento59 páginasTema - Tratamientos Biológicos de Fangos Activos Junio 2017 - E.OrtegaIvana Bellido ManzanoAún no hay calificaciones
- UASBDocumento5 páginasUASBDenise GonzalesAún no hay calificaciones
- REACTORES BIOLÓGICOS SECUENCIALESDocumento5 páginasREACTORES BIOLÓGICOS SECUENCIALESDante EscobedoAún no hay calificaciones
- Reactor Uasb, Lagunas de EstabilizacionDocumento34 páginasReactor Uasb, Lagunas de EstabilizacionHaydee GonzalesAún no hay calificaciones
- Esmeralda CorpDocumento12 páginasEsmeralda CorpluceroAún no hay calificaciones
- RAFA Ensayo Tratamiento AguasDocumento7 páginasRAFA Ensayo Tratamiento AguasjmorenochvzAún no hay calificaciones
- Sistemas Aeróbicos y AnaeróbicosDocumento6 páginasSistemas Aeróbicos y AnaeróbicosMaría José Miranda ÁlvarezAún no hay calificaciones
- Tratam AnaerobioDocumento18 páginasTratam AnaerobioFREDDY JOHANY GARCIA MURILLOAún no hay calificaciones
- Iii 2Documento22 páginasIii 2Diego JaquesAún no hay calificaciones
- Reactores AnaerobiosDocumento6 páginasReactores Anaerobiosalexgraduando2014100% (3)
- Practica 10 Lodos ActivadosDocumento4 páginasPractica 10 Lodos ActivadosARLEN SCOLY MAMANI ONSIHUAYAún no hay calificaciones
- Lodos ActivadosDocumento40 páginasLodos ActivadosCRISTHIAN ROMANAún no hay calificaciones
- Biodigestores UASB tratan efluentesDocumento6 páginasBiodigestores UASB tratan efluentesClaudia RamirezAún no hay calificaciones
- Filtros y Digestores Anaerobios FinalDocumento13 páginasFiltros y Digestores Anaerobios FinalCecilia FloresAún no hay calificaciones
- Modificaciones y Mejoras en El Proceso de Lodos Activados - Control de La Contaminacion IIDocumento11 páginasModificaciones y Mejoras en El Proceso de Lodos Activados - Control de La Contaminacion IIJAMES HASHLEE CHALCO QUISPEAún no hay calificaciones
- Lodos ActivadosDocumento4 páginasLodos ActivadosMayra Sánchez CabanillasAún no hay calificaciones
- Caso PracticoDocumento5 páginasCaso PracticoWendy Colmenares Suárez100% (1)
- Tratamiento de Aguas Residuales Mediante Proceso AnaeróbicoDocumento4 páginasTratamiento de Aguas Residuales Mediante Proceso Anaeróbico71856331718Aún no hay calificaciones
- Diseño UasbDocumento40 páginasDiseño UasbMarlon Gomez Casicote100% (1)
- RafaDocumento4 páginasRafaWilly Alexander López AlvaAún no hay calificaciones
- Informe Citrar UniDocumento9 páginasInforme Citrar UniDW Broncano HilarioAún no hay calificaciones
- Metodos AnaerobiosDocumento13 páginasMetodos AnaerobiosAngel GutiérrezAún no hay calificaciones
- Diseño Tratamiento Secundario - Tratamiento Biológico Anaerobio 1Documento23 páginasDiseño Tratamiento Secundario - Tratamiento Biológico Anaerobio 1Guadalupe Suárez VelitaAún no hay calificaciones
- UF1671 - Mantenimiento del entorno de plantas de tratamiento de agua y plantas depuradorasDe EverandUF1671 - Mantenimiento del entorno de plantas de tratamiento de agua y plantas depuradorasCalificación: 5 de 5 estrellas5/5 (1)
- Plantas piloto de tratamiento de agua potable y agua residualDe EverandPlantas piloto de tratamiento de agua potable y agua residualCalificación: 5 de 5 estrellas5/5 (1)
- Química de macrocomponentes de alimentosDe EverandQuímica de macrocomponentes de alimentosAún no hay calificaciones
- Sem. TesisDocumento1 páginaSem. TesisYasmin Mendez GarciaAún no hay calificaciones
- Responsabilidad Social - Jass CurhuasDocumento3 páginasResponsabilidad Social - Jass CurhuasYasmin Mendez GarciaAún no hay calificaciones
- Memoria DescriptivaDocumento6 páginasMemoria DescriptivaYasmin Mendez GarciaAún no hay calificaciones
- Que fluya nto! tu taleDocumento2 páginasQue fluya nto! tu taleYasmin Mendez GarciaAún no hay calificaciones
- Ideas de reciclaje para el hogar y la universidadDocumento2 páginasIdeas de reciclaje para el hogar y la universidadYasmin Mendez GarciaAún no hay calificaciones
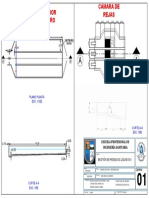
- Cámara de Rejas - Desarenador - Vert - SutroDocumento1 páginaCámara de Rejas - Desarenador - Vert - SutroYasmin Mendez GarciaAún no hay calificaciones
- Demando OfertaDocumento5 páginasDemando OfertaYasmin Mendez GarciaAún no hay calificaciones
- Resumen PoitabilizaciónDocumento5 páginasResumen PoitabilizaciónYasmin Mendez GarciaAún no hay calificaciones
- Estructura para Realización de MonografíaDocumento4 páginasEstructura para Realización de MonografíaKeVin RuIzAún no hay calificaciones
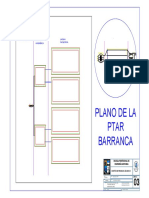
- Ptar BarrancaDocumento1 páginaPtar BarrancaYasmin Mendez GarciaAún no hay calificaciones
- Contaminantes Emergentes en Aguas, Efectos y Posibles TratamientosDocumento22 páginasContaminantes Emergentes en Aguas, Efectos y Posibles TratamientosMelissa PinedaAún no hay calificaciones
- Clase 2Documento24 páginasClase 2Yasmin Mendez GarciaAún no hay calificaciones
- Resumen EjecutivoDocumento5 páginasResumen EjecutivoYasmin Mendez GarciaAún no hay calificaciones
- Diapo Sustentación 1Documento5 páginasDiapo Sustentación 1Yasmin Mendez GarciaAún no hay calificaciones
- Procedimiento Aguas 2Documento3 páginasProcedimiento Aguas 2Yasmin Mendez GarciaAún no hay calificaciones
- 15 ConvertedfedDocumento105 páginas15 ConvertedfedAntonio De Jesús NavaAún no hay calificaciones
- Informe EconímicoDocumento48 páginasInforme EconímicoYasmin Mendez GarciaAún no hay calificaciones
- 15 ConvertedfedDocumento105 páginas15 ConvertedfedAntonio De Jesús NavaAún no hay calificaciones
- Sistema de Agua Potable AuyoDocumento6 páginasSistema de Agua Potable AuyoYasmin Mendez GarciaAún no hay calificaciones
- Zonificación de la capacidad portante del suelo del distrito de SoritorDocumento135 páginasZonificación de la capacidad portante del suelo del distrito de SoritorElita Medina RuizAún no hay calificaciones
- Epidemiologia Linea Del Tiempo PDFDocumento1 páginaEpidemiologia Linea Del Tiempo PDFYasmin Mendez GarciaAún no hay calificaciones
- Manual para El Diseño de Sistemas de Agua Potable y Alcantarillado SanitarioDocumento209 páginasManual para El Diseño de Sistemas de Agua Potable y Alcantarillado SanitariorigelbehrensAún no hay calificaciones
- Estudio de Impacto AmbientalDocumento87 páginasEstudio de Impacto AmbientalJhonatan Mori VelasquezAún no hay calificaciones
- Manual Especificaciones Tecnicas para Ejecucion Obras Agua AlcantarilladoDocumento173 páginasManual Especificaciones Tecnicas para Ejecucion Obras Agua Alcantarilladoadolfo_17UNA67% (3)
- Evaluación del recurso hídrico en la cuenca del río Júcar mediante modelos de precipitación-escorrentíaDocumento199 páginasEvaluación del recurso hídrico en la cuenca del río Júcar mediante modelos de precipitación-escorrentíaSebastian VazquezAún no hay calificaciones
- Memoria de CálculoDocumento19 páginasMemoria de CálculoAlonzo Aspilcueta AsenciosAún no hay calificaciones
- Ficha Tecnica Del Embalse Arcos España y La Presa Tres GargantasDocumento9 páginasFicha Tecnica Del Embalse Arcos España y La Presa Tres GargantasMartin Elias Ortega RiveraAún no hay calificaciones
- Edici N C 2023Documento154 páginasEdici N C 2023Ximena PalaciosAún no hay calificaciones
- Caso CervezaDocumento9 páginasCaso Cervezajuan pabloAún no hay calificaciones
- Civ 238 G - (4) (Teoria)Documento24 páginasCiv 238 G - (4) (Teoria)jose miguel quispe torrezAún no hay calificaciones
- Anexo 03 Presupuesto Completo ActualizadoDocumento96 páginasAnexo 03 Presupuesto Completo ActualizadoGustavoAún no hay calificaciones
- 272 150012333000201600624007MemorialWeb2023818131357Documento46 páginas272 150012333000201600624007MemorialWeb2023818131357Diana Milena Paez GomezAún no hay calificaciones
- DrenajeDocumento3 páginasDrenajeAlexander RojasAún no hay calificaciones
- Avance de Tesis HumeralesDocumento16 páginasAvance de Tesis HumeralesCarlos RiveraAún no hay calificaciones
- Monografia Final Sis. CloacalDocumento17 páginasMonografia Final Sis. CloacalJOSE MARTIN JAIME MORALESAún no hay calificaciones
- Silabo GAMARRA TAHUA PATRICIA LAURA - GESTIÓN DE RESIDUOS LÍQUIDOS I PDFDocumento3 páginasSilabo GAMARRA TAHUA PATRICIA LAURA - GESTIÓN DE RESIDUOS LÍQUIDOS I PDFBillQuirozDiazAún no hay calificaciones
- CAMARA DE REJAS-Layout1Documento1 páginaCAMARA DE REJAS-Layout1Antonio Escobar DiazAún no hay calificaciones
- PTAR - Tanque de SedimentaciónDocumento6 páginasPTAR - Tanque de SedimentaciónJessica Janeth GuadalupeAún no hay calificaciones
- Evaluación Final - Attempt Review5Documento5 páginasEvaluación Final - Attempt Review5ANA ELIZABETH HUAMAN VILCABANAAún no hay calificaciones
- Metrados Junio - A.D. 03Documento5 páginasMetrados Junio - A.D. 03Mario Cieza GonzalesAún no hay calificaciones
- Exa Parcial Hidrologia (07!06!2022) Definitivo SolucionarioDocumento9 páginasExa Parcial Hidrologia (07!06!2022) Definitivo SolucionarioSHIOMARA INES VILLENA URRUTIAAún no hay calificaciones
- OFICIO - MULTIPLES MIERCOLES UnoDocumento1 páginaOFICIO - MULTIPLES MIERCOLES UnoHector CardenasAún no hay calificaciones
- 06 - Planos - BelenDocumento18 páginas06 - Planos - BelenGerman WernerAún no hay calificaciones
- Cap-02 Acta de Entrega GidurDocumento23 páginasCap-02 Acta de Entrega GidurPedro Ventocilla SánchezAún no hay calificaciones
- Instituto Universitario Politécnico "Santiago Mariño" Extensión-Puerto Ordaz Escuela 41-Arquitectura Cátedra: Acondicionamiento AmbientalDocumento10 páginasInstituto Universitario Politécnico "Santiago Mariño" Extensión-Puerto Ordaz Escuela 41-Arquitectura Cátedra: Acondicionamiento Ambientalmarcos pantojaAún no hay calificaciones
- d1 Vie t02 C Vidal Proyectos Integrales de Redes de AlcantarilladoDocumento36 páginasd1 Vie t02 C Vidal Proyectos Integrales de Redes de AlcantarilladoAarón Tejada HuarangaAún no hay calificaciones
- Metrado de DesarenadorDocumento10 páginasMetrado de DesarenadorVictor Ccenta AnguloAún no hay calificaciones
- Balance de Masas en La Ptar - HumedalDocumento10 páginasBalance de Masas en La Ptar - HumedalPaola LujanAún no hay calificaciones
- Brosure Rhino InterceptorDocumento9 páginasBrosure Rhino InterceptorFMTAún no hay calificaciones
- Informe Aprov. Adicional - Deductivo de Supervisión Ing RafaelDocumento46 páginasInforme Aprov. Adicional - Deductivo de Supervisión Ing Rafaelisrael rafael torresAún no hay calificaciones
- 07.01.07. Cálculo de Volumen de Biodigestor Py TiquillacaDocumento1 página07.01.07. Cálculo de Volumen de Biodigestor Py TiquillacaInfra HuatasaniAún no hay calificaciones
- Memoria DescriptivaDocumento39 páginasMemoria Descriptivaaleixsbenjamin5121Aún no hay calificaciones
- Subterranean Water Hydrology IntroductionDocumento39 páginasSubterranean Water Hydrology IntroductionHugoAún no hay calificaciones
- UNIVERSIDAD NACIONAL DE SAN AGUSTIN (Autoguardado)Documento7 páginasUNIVERSIDAD NACIONAL DE SAN AGUSTIN (Autoguardado)Janet Norma Zea RojasAún no hay calificaciones