También podría gustarte
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Aún no hay calificaciones
- AporteDocumento8 páginasAporteHerminia Nicolle Rosa CernaAún no hay calificaciones
- Control de Pronosticos.Documento17 páginasControl de Pronosticos.Johkayra ArrendellAún no hay calificaciones
- Revista Virtual Sobre Calidad TotalDocumento21 páginasRevista Virtual Sobre Calidad TotalVincenzo Jhoseph MassariAún no hay calificaciones
- Administracion Grafica de ControlDocumento3 páginasAdministracion Grafica de ControlFrancisco Javier Arias TejeroAún no hay calificaciones
- Curso de Control Estadistico de Procesos Parte 2Documento38 páginasCurso de Control Estadistico de Procesos Parte 2MissaelSilvaran0% (1)
- Carta de Control de ProcesosDocumento4 páginasCarta de Control de ProcesosElvis jose Sandoval valderaAún no hay calificaciones
- Control Estadistico de ProcesosDocumento38 páginasControl Estadistico de ProcesosStefhanie ArandaAún no hay calificaciones
- 7 Herramientas de La CalidadDocumento10 páginas7 Herramientas de La CalidadShemuel RamirezAún no hay calificaciones
- Fundamento Teorico - CCDocumento6 páginasFundamento Teorico - CCXiomara Beltrán FernándezAún no hay calificaciones
- Graficos de Control para VariableDocumento11 páginasGraficos de Control para VariableJuan ReyesAún no hay calificaciones
- Texto 3Documento27 páginasTexto 3Edwin Gonzales GihuañaAún no hay calificaciones
- Saber 3 U1Documento4 páginasSaber 3 U1MIGUEL ALEJANDRO OROZCO SERRANOAún no hay calificaciones
- Trabajo de Tecnicas de MedicionDocumento13 páginasTrabajo de Tecnicas de MedicionAngela Yaritza AGUILAR CONTRERASAún no hay calificaciones
- Unidad 2 Gráficas de ControlDocumento22 páginasUnidad 2 Gráficas de ControlRachel CastelAún no hay calificaciones
- 2 Graficos VariablesDocumento18 páginas2 Graficos Variablesdefa 9294Aún no hay calificaciones
- Unidad II. Graficos de ControlDocumento12 páginasUnidad II. Graficos de ControlRossy A. ZelayaAún no hay calificaciones
- Poderoso 2Documento31 páginasPoderoso 2Amphenol1Aún no hay calificaciones
- Los Gráficos de Control de ShewartDocumento8 páginasLos Gráficos de Control de ShewartRoger Gabriel Fernandez HidalgoAún no hay calificaciones
- Etapa ControlarDocumento27 páginasEtapa ControlarJair PalomaresAún no hay calificaciones
- Control Estadístico de ProcesosDocumento11 páginasControl Estadístico de ProcesosRANDY MAGALLANESAún no hay calificaciones
- DiapositivasDocumento26 páginasDiapositivasAlex Santa Cruz VargasAún no hay calificaciones
- Gráficos de Control Por Atributos y VariablesDocumento5 páginasGráficos de Control Por Atributos y VariablesgeomarAún no hay calificaciones
- Control Óptimo y ControlDocumento52 páginasControl Óptimo y Controljonathan mendozaAún no hay calificaciones
- Tema 1. Introducción A Mediciones y Control Automático.Documento64 páginasTema 1. Introducción A Mediciones y Control Automático.Magdiel Ezequiel AguirreAún no hay calificaciones
- Fundamentos Teoricos de Las Graficas de ControlDocumento5 páginasFundamentos Teoricos de Las Graficas de ControltaniaAún no hay calificaciones
- Graficos de Control de CalidadDocumento11 páginasGraficos de Control de CalidadJOANA AVILAAún no hay calificaciones
- Control Estadistico de La CalidadDocumento27 páginasControl Estadistico de La CalidadLeidy AldanaAún no hay calificaciones
- Graficos de Control de CalidadDocumento10 páginasGraficos de Control de CalidadVictor Manuel Cueva DiazAún no hay calificaciones
- Cap. V Aplicación y Control de La Medicion Del TrabajoDocumento35 páginasCap. V Aplicación y Control de La Medicion Del TrabajoHebert YaniqueAún no hay calificaciones
- InvDocumentalU3ESTADISTICA PDFDocumento7 páginasInvDocumentalU3ESTADISTICA PDFAlex MCAún no hay calificaciones
- Estadística Aplicada A La CalidadDocumento8 páginasEstadística Aplicada A La CalidadManoleitorAún no hay calificaciones
- Tema 6. Control Estadístico de ProcesoDocumento25 páginasTema 6. Control Estadístico de ProcesoManuel Alejandro Sánchez SotoAún no hay calificaciones
- PRACTICA 4 1er SEMT2019 CONTROL ESTADISTICO CALIDAD 02 PDFDocumento19 páginasPRACTICA 4 1er SEMT2019 CONTROL ESTADISTICO CALIDAD 02 PDFLuis-Man CujuyAún no hay calificaciones
- Sintesis Grafico de Control, Grupo 3Documento9 páginasSintesis Grafico de Control, Grupo 3Angela Denise Valverde LamasAún no hay calificaciones
- Informe de Graficos de Level y LeningDocumento14 páginasInforme de Graficos de Level y LeningAlex Santa Cruz VargasAún no hay calificaciones
- Portafolio de EstadisticaDocumento14 páginasPortafolio de EstadisticaFernando Jair Rugel CalderonAún no hay calificaciones
- Ing de Calidad Semana 6Documento6 páginasIng de Calidad Semana 6david joseAún no hay calificaciones
- Pre ControlDocumento12 páginasPre ControlPaolaHoyosAún no hay calificaciones
- Capítulo 5Documento4 páginasCapítulo 5David GrandaAún no hay calificaciones
- Qué Son Los Gráficos de ControlDocumento7 páginasQué Son Los Gráficos de ControlBryant HERRERA MIRANDAAún no hay calificaciones
- Lectura Control Estadístico de ProcesosDocumento4 páginasLectura Control Estadístico de ProcesosBrandon Pita RojasAún no hay calificaciones
- Graficos de ControlDocumento12 páginasGraficos de ControlyaquiAún no hay calificaciones
- Introducción Grafica de ControlDocumento14 páginasIntroducción Grafica de ControlKatherinne EsquivelAún no hay calificaciones
- Curvas de Operación Del Grafico de Control y Estudio de Capacidad de Procesos"Documento14 páginasCurvas de Operación Del Grafico de Control y Estudio de Capacidad de Procesos"SUSAN AZUCENA AGRAMONTE BECERRAAún no hay calificaciones
- Sintesis en Diagramas de Causa-Efecto. 10%Documento6 páginasSintesis en Diagramas de Causa-Efecto. 10%mariangela coronaAún no hay calificaciones
- Balance de Líneas Marco TeóricoDocumento2 páginasBalance de Líneas Marco TeóricoJosé AntónAún no hay calificaciones
- Gráfico o Diagrama de ControlDocumento10 páginasGráfico o Diagrama de ControlAldair Huaman QuiritaAún no hay calificaciones
- Trabajo Investigatorio 10% 2do Corte - Luis SpezzacatenaDocumento9 páginasTrabajo Investigatorio 10% 2do Corte - Luis SpezzacatenaluisAún no hay calificaciones
- Unidad 2 Graficas de Control para VariablesDocumento20 páginasUnidad 2 Graficas de Control para VariablesPablo RdzAún no hay calificaciones
- Gráficas de Control de La Calidad Empleando Excel y WinstatsDocumento17 páginasGráficas de Control de La Calidad Empleando Excel y WinstatsMario Orlando Suárez IbujésAún no hay calificaciones
- Ejemplo de Gráfica de Promedios y Gráfica de Rangos en El Control Estadístico de ProcesosDocumento5 páginasEjemplo de Gráfica de Promedios y Gráfica de Rangos en El Control Estadístico de ProcesosIsmael Morales PuenteAún no hay calificaciones
- Introduccion A Los Sistemas de ControlDocumento6 páginasIntroduccion A Los Sistemas de ControlCarlos OrtizAún no hay calificaciones
- Generalidades de InstrumentaciónDocumento7 páginasGeneralidades de InstrumentaciónLia MorenoAún no hay calificaciones
- GraficasocortasdecontrolDocumento6 páginasGraficasocortasdecontrolCarlos TorresAún no hay calificaciones
- El mapa del flujo de valor: Los secretos de la herramienta clave del Lean ManufacturingDe EverandEl mapa del flujo de valor: Los secretos de la herramienta clave del Lean ManufacturingCalificación: 5 de 5 estrellas5/5 (1)
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Control y verificación de productos fabricados. FMEE0108De EverandControl y verificación de productos fabricados. FMEE0108Aún no hay calificaciones
- Inflacion - Documento de ExposicionDocumento5 páginasInflacion - Documento de ExposicionJesus miguel Ascencion juarezAún no hay calificaciones
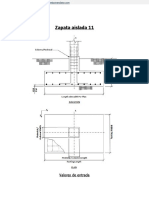
- Zapata Aislada 11: Valores de EntradaDocumento20 páginasZapata Aislada 11: Valores de EntradaJesus miguel Ascencion juarezAún no hay calificaciones
- Teoria de La ProduccionDocumento10 páginasTeoria de La ProduccionJesus miguel Ascencion juarezAún no hay calificaciones
- Ademes y TablestacadosDocumento4 páginasAdemes y TablestacadosJesus miguel Ascencion juarezAún no hay calificaciones
- EnsayoDocumento4 páginasEnsayoJesus miguel Ascencion juarezAún no hay calificaciones
- Tableros de Loza Memoria de CalculoDocumento3 páginasTableros de Loza Memoria de CalculoJesus miguel Ascencion juarezAún no hay calificaciones
- Control de CalidadDocumento11 páginasControl de CalidadJesus miguel Ascencion juarezAún no hay calificaciones
- Cuadro de HipotesisDocumento1 páginaCuadro de HipotesisJesus miguel Ascencion juarezAún no hay calificaciones
- 1 1 1 KG 1/4 1 KG 1: $ 1,150.00 $ 780.00 Ganancia Total $ 370.00Documento1 página1 1 1 KG 1/4 1 KG 1: $ 1,150.00 $ 780.00 Ganancia Total $ 370.00Jesus miguel Ascencion juarezAún no hay calificaciones
- 1 de Diciembre Del 2022Documento2 páginas1 de Diciembre Del 2022Jesus miguel Ascencion juarezAún no hay calificaciones
- Reporte FinalDocumento10 páginasReporte FinalJesus miguel Ascencion juarezAún no hay calificaciones
- Semana 9 TIC'S - VI CicloDocumento15 páginasSemana 9 TIC'S - VI CicloDiego proAún no hay calificaciones
- ACU - Instalaciones SanitariaDocumento36 páginasACU - Instalaciones SanitariaJorge Trocones CozAún no hay calificaciones
- Examen FinalDocumento6 páginasExamen FinalCamilo Andres BordaAún no hay calificaciones
- Pinche TrabajoDocumento9 páginasPinche TrabajoJessenia R.MoralesAún no hay calificaciones
- Infografía - Veeduría Ciudadana Al Proceso de Recepción de La Obra de La Carretera A Santo Tomás - LoretoDocumento1 páginaInfografía - Veeduría Ciudadana Al Proceso de Recepción de La Obra de La Carretera A Santo Tomás - LoretoProéticaAún no hay calificaciones
- Examen Semana 3 Desarrollo SustentableDocumento3 páginasExamen Semana 3 Desarrollo SustentableJosué Marshall100% (6)
- Uncronal: Pollcín PenúDocumento2 páginasUncronal: Pollcín PenúAlexander Gino Alva LeónAún no hay calificaciones
- Mi Smart Band 5Documento4 páginasMi Smart Band 5CarlosmabAún no hay calificaciones
- 121 Curriculum Vitae AtractivoDocumento2 páginas121 Curriculum Vitae AtractivoLeodan Perez LlacsaAún no hay calificaciones
- SenseisubsDocumento2 páginasSenseisubsTrevorTeletubbieBlancoAún no hay calificaciones
- TECATEL - LNB Illusion PLATINUM Universal SingleDocumento1 páginaTECATEL - LNB Illusion PLATINUM Universal SingleVictor MayaAún no hay calificaciones
- Formulario Lab-111Documento15 páginasFormulario Lab-111Ezio EJTCAún no hay calificaciones
- Sistemas de Control e InstrumentaciónDocumento13 páginasSistemas de Control e InstrumentaciónRamón A. Barreto T.Aún no hay calificaciones
- Toma de Decisiones PagadaDocumento19 páginasToma de Decisiones PagadaDulceGilHernandez100% (1)
- S09.s1 - Continuidad 2022Documento22 páginasS09.s1 - Continuidad 2022Rodolfo Toro QuiroZAún no hay calificaciones
- REGIEP-Manual de UsuarioDocumento54 páginasREGIEP-Manual de UsuarioCesar Zevallos MallquiAún no hay calificaciones
- QF918Documento76 páginasQF918the crowAún no hay calificaciones
- Contactos Mujeres 20 Euros Moratalaz en MadridDocumento3 páginasContactos Mujeres 20 Euros Moratalaz en MadridConocer mujeres en MadridAún no hay calificaciones
- He-01-2 Herramienta Excel Calculo de Conductor EconomicoDocumento9 páginasHe-01-2 Herramienta Excel Calculo de Conductor EconomicoIngenieria DyconAún no hay calificaciones
- Experiencia de Aprendizaje Unidad 4Documento13 páginasExperiencia de Aprendizaje Unidad 4Oscar SInue Garcia DuranAún no hay calificaciones
- Modulo II Unidad II - Actividad I. Manejo de WordDocumento4 páginasModulo II Unidad II - Actividad I. Manejo de WordTERESA MEJIA REYNOSOAún no hay calificaciones
- Excel Visual Basic para Aplicaciones (Paso A Paso) PDF - Descargar, LeerDocumento10 páginasExcel Visual Basic para Aplicaciones (Paso A Paso) PDF - Descargar, LeerAnonymous p1ig0zX6p0Aún no hay calificaciones
- Contar Si - 6CDocumento9 páginasContar Si - 6CJosé Emilio Paredes AragónAún no hay calificaciones
- Guerrero José - Actividad 2Documento8 páginasGuerrero José - Actividad 2José TapiaAún no hay calificaciones
- Taller 3.4 - Christian SánchezDocumento3 páginasTaller 3.4 - Christian SánchezCris SanAún no hay calificaciones
- Tarea Autonoma #2 Organigramas EjemplosDocumento4 páginasTarea Autonoma #2 Organigramas EjemplosAnita PullaguariAún no hay calificaciones
- Planeación Del Proyecto de Celulares SolaresDocumento5 páginasPlaneación Del Proyecto de Celulares SolaresRicardo M. GutiérrezAún no hay calificaciones
- Manual de Garantia y Mantenimiento New Life 125Documento72 páginasManual de Garantia y Mantenimiento New Life 125Andres EspinAún no hay calificaciones
- Vinificación: Operaciones UnitariasDocumento33 páginasVinificación: Operaciones UnitariasJoaquín RamírezAún no hay calificaciones
- KDL 32ex507Documento28 páginasKDL 32ex507Ludovico Technique100% (1)