También podría gustarte
- Examen 2 Diciembre 2022 Con SolucionDocumento6 páginasExamen 2 Diciembre 2022 Con SolucionNereaAún no hay calificaciones
- JABONESDocumento7 páginasJABONESIsabel GamboaAún no hay calificaciones
- C1 MarcelaNuñezDocumento10 páginasC1 MarcelaNuñezMarce NuñezAún no hay calificaciones
- Registro Control PhycloroDocumento2 páginasRegistro Control PhycloroAndres HerrerasAún no hay calificaciones
- Ejercicios InstrumentalDocumento49 páginasEjercicios InstrumentalCARLA GUERRERO ALVAREZAún no hay calificaciones
- Informe Individual DEA 1573227388Documento1 páginaInforme Individual DEA 1573227388Daniela NuñezAún no hay calificaciones
- Informe Individual DEA 1569097509 Paloma MamioiiiDocumento1 páginaInforme Individual DEA 1569097509 Paloma MamioiiiGabriela Irribarra Reyes100% (4)
- PSPDocumento5 páginasPSPSkitzoPinUpAún no hay calificaciones
- Caracteristicas Tecnicas de Bomba de Vacio Becker U 4.20Documento2 páginasCaracteristicas Tecnicas de Bomba de Vacio Becker U 4.20Enrique VasquezAún no hay calificaciones
- Informe Trimestral (AGOSTO A OCTUBRE)Documento3 páginasInforme Trimestral (AGOSTO A OCTUBRE)EDISSON AGUILARAún no hay calificaciones
- Eficiencia de MurphreeDocumento15 páginasEficiencia de MurphreejudithAún no hay calificaciones
- Manta Osorio FachadasDocumento1 páginaManta Osorio FachadasjimymantaAún no hay calificaciones
- Hoja de Cálculo Sin TítuloDocumento7 páginasHoja de Cálculo Sin TítuloEcl ErickAún no hay calificaciones
- FICHA de APTITUD FÍSICADocumento2 páginasFICHA de APTITUD FÍSICAmballesterAún no hay calificaciones
- Ficha Técnica S-500CFDocumento2 páginasFicha Técnica S-500CFDIEGO ARMANDO VANEGAS DUQUE100% (1)
- Analisis y DiagnosticoDocumento11 páginasAnalisis y DiagnosticoYelsia Gonzales MichelAún no hay calificaciones
- 7 AC Tapia Riego y Fertilizacion en Argentina PiuraDocumento66 páginas7 AC Tapia Riego y Fertilizacion en Argentina PiuraRoque Vicente Aguilera FloresAún no hay calificaciones
- Expo InternaDocumento16 páginasExpo InternaGabriela CarhuavilcaAún no hay calificaciones
- HG 01-A-01 LevantamientoDocumento1 páginaHG 01-A-01 LevantamientoemilycastmilusosAún no hay calificaciones
- 1-Matriz-Qfd-Laboratorio-1.xlsx - MATRIZ LIVICANDocumento1 página1-Matriz-Qfd-Laboratorio-1.xlsx - MATRIZ LIVICANTATIANA URBINAAún no hay calificaciones
- Evaluación Técnica Caolin CalcinadoDocumento6 páginasEvaluación Técnica Caolin CalcinadoErick Faundez100% (1)
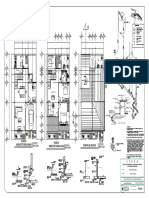
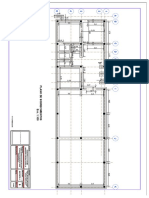
- Plano Romo Arq .Sta RitaDocumento1 páginaPlano Romo Arq .Sta RitaExtopax RomoAún no hay calificaciones
- Paccelly - ARQDocumento1 páginaPaccelly - ARQSP TonnyAún no hay calificaciones
- BAÑOS PublicosDocumento1 páginaBAÑOS PublicosGabo JustinianoAún no hay calificaciones
- Curvas de FuncionamientoDocumento3 páginasCurvas de FuncionamientoYecid Brayam Poma CallisayaAún no hay calificaciones
- Curvas de FuncionamientoDocumento3 páginasCurvas de FuncionamientoYecid Brayam Poma CallisayaAún no hay calificaciones
- C - Buitrón - Propiedades de La MaderaDocumento20 páginasC - Buitrón - Propiedades de La MaderaCynthy Pandita Buitron SierraAún no hay calificaciones
- Tablas de Calidad de Agua JPCMDocumento26 páginasTablas de Calidad de Agua JPCMyeimirisAún no hay calificaciones
- Oh-Tip B1-B2 - Lic - V0 - 01-Plantas Arq 1-2 Piso B1-B2Documento1 páginaOh-Tip B1-B2 - Lic - V0 - 01-Plantas Arq 1-2 Piso B1-B2Rodrigo MolinaAún no hay calificaciones
- Practica 1 Balance - LaboratorioDocumento5 páginasPractica 1 Balance - LaboratorioAlexandra JQAún no hay calificaciones
- Modelo Falta ResolverDocumento3 páginasModelo Falta ResolverAlvaro ManyaAún no hay calificaciones
- Examen Final de HidrologíaDocumento1 páginaExamen Final de HidrologíaCasas de lujoAún no hay calificaciones
- Reporte P4Documento6 páginasReporte P4Gisell GonzalezAún no hay calificaciones
- Práctica 4Documento5 páginasPráctica 4Pato OteroAún no hay calificaciones
- Dimensiones Del Puente GrauDocumento1 páginaDimensiones Del Puente GrauEmanuel Monzon CardenasAún no hay calificaciones
- Lotes t2 2024 10 ModelDocumento1 páginaLotes t2 2024 10 Modelfsnn266qmpAún no hay calificaciones
- Unidad 5 I.hidra - 1p62-Inst. HDocumento1 páginaUnidad 5 I.hidra - 1p62-Inst. HA.OrdoñezAún no hay calificaciones
- Planta BajaDocumento1 páginaPlanta BajaWILSON CAMA GUZMANAún no hay calificaciones
- Clasificacion de Fluidos Como Newtoneanos o No NewtoneanosDocumento9 páginasClasificacion de Fluidos Como Newtoneanos o No Newtoneanosluis alonso fernandez alvirdeAún no hay calificaciones
- Oferta y DemandaDocumento40 páginasOferta y Demandalauslobom00Aún no hay calificaciones
- NDJ NaantifDocumento2 páginasNDJ NaantifMarcelino Alvarado SalvadorAún no hay calificaciones
- ZZcier ANEXOSDocumento14 páginasZZcier ANEXOSEddy NaulaAún no hay calificaciones
- 08 Estruc1Documento1 página08 Estruc1Raul Agustin Vargas ZambranaAún no hay calificaciones
- PERTTTDocumento6 páginasPERTTTMia PalaciosAún no hay calificaciones
- Curvas de La Demanda y OfertaDocumento1 páginaCurvas de La Demanda y OfertaCristian Fernando Pavón Amador.Aún no hay calificaciones
- Planilla de EvaluacionDocumento1 páginaPlanilla de EvaluacionJulián David Barrios HidalgoAún no hay calificaciones
- Exel InformaticaDocumento5 páginasExel InformaticaAngeles VilcaAún no hay calificaciones
- DPRF en Contingencia 2020-05-06 - v2Documento22 páginasDPRF en Contingencia 2020-05-06 - v2osvaldo denizAún no hay calificaciones
- Proceso de Refinacion de Aceite de PalmaDocumento80 páginasProceso de Refinacion de Aceite de PalmaHEDER GARDUZA HERNANDEZ0% (1)
- 3º C ORIENTACION 2a. EvaluacionDocumento1 página3º C ORIENTACION 2a. EvaluacionJORGE VALLEAún no hay calificaciones
- Desequilibrio HidroelectrolíticoDocumento166 páginasDesequilibrio HidroelectrolíticoJefrey OspinaAún no hay calificaciones
- Estad PreguntasDocumento7 páginasEstad PreguntasMilton R Lazo ManccoAún no hay calificaciones
- Informe 1 CarnesDocumento17 páginasInforme 1 CarnesYajaira Correa Pérez100% (1)
- Guía Práctica 3Documento3 páginasGuía Práctica 3YEIDER SLIT BARON BONILLAAún no hay calificaciones
- 1,5 GPM Fixed Stream Showerhead: Regadera de Chorro Fijo 6 LPMDocumento1 página1,5 GPM Fixed Stream Showerhead: Regadera de Chorro Fijo 6 LPMJoshua SantillanAún no hay calificaciones
- EPG-SprintX Spanish 2330849Documento96 páginasEPG-SprintX Spanish 2330849USantiago100% (1)
- Detalle Losa Aligerada: DuctoDocumento1 páginaDetalle Losa Aligerada: DuctoLuis JimenezAún no hay calificaciones
- Libro 1Documento6 páginasLibro 1Maskor RodrigoAún no hay calificaciones
- PTAP - YUNGAY Con 5% Este Es El RealDocumento121 páginasPTAP - YUNGAY Con 5% Este Es El RealOMARAún no hay calificaciones
- Obtención de aceites de orujo de oliva. INAK0109De EverandObtención de aceites de orujo de oliva. INAK0109Aún no hay calificaciones
- Economizadores de Calderas - Primo & CejasDocumento7 páginasEconomizadores de Calderas - Primo & CejasRicardo Ramirez LopezAún no hay calificaciones
- 65-82 Biomasa Residual AmhcDocumento18 páginas65-82 Biomasa Residual AmhcRicardo Ramirez LopezAún no hay calificaciones
- Manual Procedimientos Operativos Estándar Implementación de Mejores Prácticas de SostenibilidadDocumento70 páginasManual Procedimientos Operativos Estándar Implementación de Mejores Prácticas de SostenibilidadRicardo Ramirez LopezAún no hay calificaciones
- Dos and Donts For Safe Storage of Fertilizers Containing AN ESDocumento2 páginasDos and Donts For Safe Storage of Fertilizers Containing AN ESRicardo Ramirez LopezAún no hay calificaciones
- 25 Boletin SistemasdeevacuacinyalcedefrutoDocumento57 páginas25 Boletin SistemasdeevacuacinyalcedefrutoRicardo Ramirez LopezAún no hay calificaciones
- Ext Del Aceite de Palma-TocacheDocumento30 páginasExt Del Aceite de Palma-TocacheRodriErick AnahuaAún no hay calificaciones
- Determinación de La Frecuencia Óptima de Dosificación de Racimos Al Desfrutador y Su Relación Con Los Procesos de Digestión y PrensadoDocumento33 páginasDeterminación de La Frecuencia Óptima de Dosificación de Racimos Al Desfrutador y Su Relación Con Los Procesos de Digestión y PrensadoRicardo Ramirez LopezAún no hay calificaciones
- Estrategias para El Mejoramiento Del Indicador de Tasa de Extracción de AceiteDocumento27 páginasEstrategias para El Mejoramiento Del Indicador de Tasa de Extracción de AceiteRicardo Ramirez LopezAún no hay calificaciones
- Instructivo de Inspeccion y Entrenamiento en CalderasDocumento18 páginasInstructivo de Inspeccion y Entrenamiento en CalderasRicardo Ramirez LopezAún no hay calificaciones
- Ciclo de La GlucolisisDocumento13 páginasCiclo de La GlucolisisCriss AdrianAún no hay calificaciones
- Curriculum 1Documento2 páginasCurriculum 1Zilary L. Carrasco SeminarioAún no hay calificaciones
- Cuestionario AspirinaDocumento2 páginasCuestionario AspirinaMaycol Acosta GAún no hay calificaciones
- El Sistema Thermo Scientific Dionex (Autoguardado)Documento13 páginasEl Sistema Thermo Scientific Dionex (Autoguardado)Susana Smaldone MillánAún no hay calificaciones
- Informe Práctica de FundiciónDocumento16 páginasInforme Práctica de FundiciónMiguel Ángel SánchezAún no hay calificaciones
- 2evaluacion de QuimicaDocumento4 páginas2evaluacion de QuimicaCarolinaAún no hay calificaciones
- Lab 2 Qui-331 Propiedades Coligativas, Hecho Por Adrian MVR 100573987Documento9 páginasLab 2 Qui-331 Propiedades Coligativas, Hecho Por Adrian MVR 100573987Adrian Miguel Valerio RosarioAún no hay calificaciones
- Stabrex ST 70Documento11 páginasStabrex ST 70Javier FurnielesAún no hay calificaciones
- Tesis - PRECIPITACIONDELAFASESIGMABAJOLAAPLICACIONDECICLOSTERMICOSENUNACEROINOXIDABLESUPERDUPLEXSAF2507 PDFDocumento171 páginasTesis - PRECIPITACIONDELAFASESIGMABAJOLAAPLICACIONDECICLOSTERMICOSENUNACEROINOXIDABLESUPERDUPLEXSAF2507 PDFjavoidea696526100% (1)
- Presentacion General Del Sistema RPS (2) Version 3 (2) LLDocumento25 páginasPresentacion General Del Sistema RPS (2) Version 3 (2) LLandersonmurciagAún no hay calificaciones
- Resumen - Diaz D.C.F, Uniones Soldadas y Su Simbología Según AWSDocumento9 páginasResumen - Diaz D.C.F, Uniones Soldadas y Su Simbología Según AWSoctavio conreroAún no hay calificaciones
- Diseño de ReactoresDocumento20 páginasDiseño de ReactoresViank AdriAún no hay calificaciones
- Practica3 Conciencia ElectroscopioDocumento4 páginasPractica3 Conciencia ElectroscopioluyramAún no hay calificaciones
- Problemas Propuestos 01 Fisica Ii-2015-IiDocumento5 páginasProblemas Propuestos 01 Fisica Ii-2015-IiRosarioCumpaAún no hay calificaciones
- Gravimetria3 PDFDocumento39 páginasGravimetria3 PDFJoseph ChitanAún no hay calificaciones
- Unidades de Medida - ActividadDocumento9 páginasUnidades de Medida - ActividadJonatan PérezAún no hay calificaciones
- Calendario de Avance de Obra Valorizado (CAOV) - Granadillas y ProgresoDocumento17 páginasCalendario de Avance de Obra Valorizado (CAOV) - Granadillas y ProgresoWillan Togas GuerreroAún no hay calificaciones
- Eca 2 ElectromagnetismoDocumento36 páginasEca 2 ElectromagnetismoMartin ElizaldeAún no hay calificaciones
- II Encuentro PDFDocumento36 páginasII Encuentro PDFArthur VelasquezAún no hay calificaciones
- ElectroformadoDocumento10 páginasElectroformadoadrian100% (1)
- INTA-Manual de Fertilidad y Evaluación de SuelosDocumento104 páginasINTA-Manual de Fertilidad y Evaluación de SuelosLuciano Lorea50% (2)
- Requerimiento de CalDocumento6 páginasRequerimiento de CalJENNIFER VESGAAún no hay calificaciones
- Analisis Foliares para Aplicar Sistema Integrado de Diagnóstico (Guzmán) PDFDocumento25 páginasAnalisis Foliares para Aplicar Sistema Integrado de Diagnóstico (Guzmán) PDFAlexander Alvarez MolinaAún no hay calificaciones
- Discusio 2 AnaliticaDocumento3 páginasDiscusio 2 AnaliticaLuis SigüenzaAún no hay calificaciones
- Trabajo de Investigacion Sobre El CobreDocumento53 páginasTrabajo de Investigacion Sobre El CobreroyserAún no hay calificaciones
- Cómo Calcular Las Necesidades Hídricas de Un CultivoDocumento4 páginasCómo Calcular Las Necesidades Hídricas de Un CultivoAmanda JuelaAún no hay calificaciones
- Informe Sobre Los Tipos de Carbono CarbonoDocumento6 páginasInforme Sobre Los Tipos de Carbono CarbonoANTONY ANDREE PE�A JARAAún no hay calificaciones
- Lab 7 Ley de BoyleDocumento11 páginasLab 7 Ley de BoyleJuan NavarreteAún no hay calificaciones
- ButanoDocumento1 páginaButanoJose Maria Herrera SaraviaAún no hay calificaciones
- FLUXDocumento104 páginasFLUXJohnny Anderson Mezones VillanuevaAún no hay calificaciones