También podría gustarte
- Familiarizacion Nuevo Columbia PDFDocumento38 páginasFamiliarizacion Nuevo Columbia PDFJose Luis Calla HuancaAún no hay calificaciones
- Memoria Calculo Orejas de Izaje v5 360-0240-ST-CAL-51102Documento18 páginasMemoria Calculo Orejas de Izaje v5 360-0240-ST-CAL-51102MILAGROS100% (3)
- Cielo Raso PVCDocumento81 páginasCielo Raso PVCenock LeivaAún no hay calificaciones
- Memoria Estanques Auxiliares 360-0240-ST-CAL-51101Documento71 páginasMemoria Estanques Auxiliares 360-0240-ST-CAL-51101MILAGROSAún no hay calificaciones
- Cajas de Cambio EjerciciosDocumento13 páginasCajas de Cambio EjerciciosRaul Lopez Janampa100% (1)
- Buenas Prácticas de DocumentacionDocumento30 páginasBuenas Prácticas de DocumentacionIrasemi BonillaAún no hay calificaciones
- Concreto Compactado Con Rodillo - PresentaciónDocumento29 páginasConcreto Compactado Con Rodillo - PresentaciónLuis Copaja Quispe100% (1)
- BASES 3C MYPE NEC MINEDU VF Parte 02 PDFDocumento38 páginasBASES 3C MYPE NEC MINEDU VF Parte 02 PDFArquitecto EspecialistaAún no hay calificaciones
- Armario Metalico de 2 PuertasDocumento3 páginasArmario Metalico de 2 PuertasJohn AgredaAún no hay calificaciones
- Pizarra Acrilica 4.20 MDocumento2 páginasPizarra Acrilica 4.20 MJohn Agreda100% (1)
- FHA MINEDU RM061 Modulo Aula Tipo HeladasDocumento385 páginasFHA MINEDU RM061 Modulo Aula Tipo Heladaspercy mendoza callupeAún no hay calificaciones
- Especificaciones Mesa de Metal y Madera - 3er y 4to Secu PDFDocumento10 páginasEspecificaciones Mesa de Metal y Madera - 3er y 4to Secu PDFCristhian FernandezAún no hay calificaciones
- Manual Línea Fine MetalicaDocumento31 páginasManual Línea Fine MetalicaPaola Blanco RojasAún no hay calificaciones
- Plan de Trabajo Anual 2021 - OSIPTEL - PN PAISDocumento10 páginasPlan de Trabajo Anual 2021 - OSIPTEL - PN PAISNilton Cesar Yana BejarAún no hay calificaciones
- Pregunta 8 - Sedano Hernandez Juan Jose - Sección IX61Documento16 páginasPregunta 8 - Sedano Hernandez Juan Jose - Sección IX61Juan Jose Sedano HernandezAún no hay calificaciones
- FT CPG IT - TejaDocumento2 páginasFT CPG IT - TejaJuan Jose Silvent OteroAún no hay calificaciones
- SBS A PDFDocumento1 páginaSBS A PDFRicardo AvilaAún no hay calificaciones
- Vito Casas-Planilla de Certificacion-Sin CantidadesDocumento2 páginasVito Casas-Planilla de Certificacion-Sin CantidadesSalvador SchenoneAún no hay calificaciones
- Cot. AD 2023-04-0000116-1-UCV TRUJILLO - REQUERIMIENTO 174Documento3 páginasCot. AD 2023-04-0000116-1-UCV TRUJILLO - REQUERIMIENTO 174Tania Lizeth Nomberto LopezAún no hay calificaciones
- Trabajo Grupal#1Documento17 páginasTrabajo Grupal#1Johnny O.Aún no hay calificaciones
- IN05-GOECOR - JEL - V00 Instalación Sufragio y Escrutinio Realizado Por El MM - V00Documento17 páginasIN05-GOECOR - JEL - V00 Instalación Sufragio y Escrutinio Realizado Por El MM - V00Juan victor Choque ochoaAún no hay calificaciones
- EBX020Documento2 páginasEBX020Sebastian PardoAún no hay calificaciones
- LBS185 Text EsDocumento1 páginaLBS185 Text EsNicoleta DobreAún no hay calificaciones
- Estado de Caja Chica - Cesar SotoDocumento1 páginaEstado de Caja Chica - Cesar SotoJudith Calixto MAún no hay calificaciones
- Especificaciones Tecnicas Material MedicoDocumento12 páginasEspecificaciones Tecnicas Material Medicobryan flores mamaniAún no hay calificaciones
- Ficha de Tren de ActividadesDocumento4 páginasFicha de Tren de ActividadesNICOLT STEFANY PEREZ LLONTOPAún no hay calificaciones
- Hoja Técnica Plancha 304 A240 PDFDocumento2 páginasHoja Técnica Plancha 304 A240 PDFAngelo Bruno Camargo BenitesAún no hay calificaciones
- Item Descripcion de Actividades UND Metrado: 01.00 Trabajos Preliminares 01.01 Instalaciones ProvisionalesDocumento11 páginasItem Descripcion de Actividades UND Metrado: 01.00 Trabajos Preliminares 01.01 Instalaciones ProvisionaleskeissyfernandasrlAún no hay calificaciones
- Formatos Registro TecnologicoDocumento7 páginasFormatos Registro TecnologicoCarlos NavarroAún no hay calificaciones
- Cuadro Comparativo de Materiales para El Archivo CentralDocumento2 páginasCuadro Comparativo de Materiales para El Archivo CentralCesar HuamalianoAún no hay calificaciones
- DA FSE-Basic ES 100517Documento2 páginasDA FSE-Basic ES 100517Fernando RuedaAún no hay calificaciones
- Cotizacion #01 - 2110020103785Documento1 páginaCotizacion #01 - 2110020103785Wilson AcostaAún no hay calificaciones
- Formato Trazabilidad de Materia Prima Responsable 25.04.2021 Al 22.06.2021Documento198 páginasFormato Trazabilidad de Materia Prima Responsable 25.04.2021 Al 22.06.2021Karen Alexandra Pastor RodriguezAún no hay calificaciones
- Rev Sup - Valorización 01 Sum. e Inst. Drywall - BiancoDocumento6 páginasRev Sup - Valorización 01 Sum. e Inst. Drywall - BiancoVidal MatosAún no hay calificaciones
- Cotizacion Muebles AgostoDocumento4 páginasCotizacion Muebles AgostoJack Canchari OrtizAún no hay calificaciones
- Valvula Compuerta Conexion BridaDocumento1 páginaValvula Compuerta Conexion BridaOrlando EscobarAún no hay calificaciones
- MEDICIONESDocumento3 páginasMEDICIONESalbertoluiscalderon76Aún no hay calificaciones
- ANEXO #3 COTIZACIONES NEC SANTA LEONOR ImprentaDocumento2 páginasANEXO #3 COTIZACIONES NEC SANTA LEONOR ImprentaJorge Luis Mendoza RamirezAún no hay calificaciones
- Presupuesto 0277 - CIENCIAS INTEGRADAS DEL SUR E.I.R.L. - PBL Bajo BrilloDocumento1 páginaPresupuesto 0277 - CIENCIAS INTEGRADAS DEL SUR E.I.R.L. - PBL Bajo BrilloJP ValerAún no hay calificaciones
- Catalogo INPERSADocumento42 páginasCatalogo INPERSAChristian Huanca OscoAún no hay calificaciones
- Dunkin DonutsDocumento1 páginaDunkin DonutsMarilia LamAún no hay calificaciones
- Instalacion Puntos de Red y Electricos - SR Dennis Aguirre VR2Documento1 páginaInstalacion Puntos de Red y Electricos - SR Dennis Aguirre VR2leservitelAún no hay calificaciones
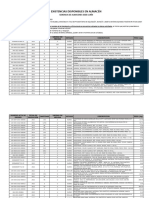
- Presupuesto de AlmacenDocumento1 páginaPresupuesto de AlmacenJose Luis CAAún no hay calificaciones
- Coti Miguel GomezDocumento2 páginasCoti Miguel GomezJohann Heinrich PeztAún no hay calificaciones
- Actividad 4 Legajo de AuditoriaDocumento17 páginasActividad 4 Legajo de AuditoriaALVARO HERNANDEZ HERNANDEZAún no hay calificaciones
- 2022-08-19 Informe Semanal CalidadDocumento6 páginas2022-08-19 Informe Semanal CalidadVanessa EslavaAún no hay calificaciones
- Codo 45 Bridado - FTDocumento2 páginasCodo 45 Bridado - FTFap APAún no hay calificaciones
- Acero d2Documento2 páginasAcero d2Ana ZuccaroAún no hay calificaciones
- Manual - Camilla RoyalDocumento6 páginasManual - Camilla RoyalLUIS MIGUEL PUERTA CARVAJALAún no hay calificaciones
- Documento Equivalente (Estudio Definitivo) de La IOARR # 2547678Documento17 páginasDocumento Equivalente (Estudio Definitivo) de La IOARR # 2547678Jessica CochachezAún no hay calificaciones
- Ga Sedelurin Bs DisponiblesDocumento26 páginasGa Sedelurin Bs DisponiblesEzequiel salon c.Aún no hay calificaciones
- Comentarios: Dice Debe Decir JustificaciónDocumento7 páginasComentarios: Dice Debe Decir JustificaciónobeckoneAún no hay calificaciones
- Geroneto ProductosDocumento45 páginasGeroneto ProductosEduardo Andres AcostaAún no hay calificaciones
- Hidraulica SedimentadorDocumento1 páginaHidraulica SedimentadorJuan Carlos Peña ShapiamaAún no hay calificaciones
- BSI Es Technical Data SheetDocumento4 páginasBSI Es Technical Data Sheetjpach4Aún no hay calificaciones
- Check List de Elementos de IzajeDocumento1 páginaCheck List de Elementos de Izajesinar peru sacAún no hay calificaciones
- Inf. PDF OFICIAL ESPEJO BISELADO PROCEDocumento12 páginasInf. PDF OFICIAL ESPEJO BISELADO PROCEJaneth GantuAún no hay calificaciones
- M-HS-05 R0 Elaboración y Colocación de ArmadurasDocumento8 páginasM-HS-05 R0 Elaboración y Colocación de ArmadurasFrancisco Javier Guerra VegaAún no hay calificaciones
- 0260 - Adquisicion de AccesoriosDocumento1 página0260 - Adquisicion de AccesoriosRUBENAún no hay calificaciones
- Potente Antena Wifi Panel 20 DbiDocumento3 páginasPotente Antena Wifi Panel 20 DbiMiguel SanchezAún no hay calificaciones
- Reporte 2382 Malla Designación (XX-188) CT 1726075201 CL 1726075201 - 1Documento1 páginaReporte 2382 Malla Designación (XX-188) CT 1726075201 CL 1726075201 - 1carlosavila.esAún no hay calificaciones
- Catálogo VIDARDocumento16 páginasCatálogo VIDARDANIEL QPAún no hay calificaciones
- Elementos Roscados Semana 09Documento36 páginasElementos Roscados Semana 09JACINTO WILLCAMASCCO100% (1)
- Pizarra Acrilica 4.20 MDocumento2 páginasPizarra Acrilica 4.20 MJohn Agreda100% (1)
- Armario Metalico de 2 PuertasDocumento3 páginasArmario Metalico de 2 PuertasJohn AgredaAún no hay calificaciones
- Convenio 6 PDFDocumento8 páginasConvenio 6 PDFJohn AgredaAún no hay calificaciones
- Convenio 5 PDFDocumento10 páginasConvenio 5 PDFJohn AgredaAún no hay calificaciones
- Convenio 007 PDFDocumento10 páginasConvenio 007 PDFJohn AgredaAún no hay calificaciones
- Convenio 3 PDFDocumento10 páginasConvenio 3 PDFJohn AgredaAún no hay calificaciones
- Convenio 2 PDFDocumento10 páginasConvenio 2 PDFJohn AgredaAún no hay calificaciones
- Presentación Ley de CooperativasDocumento5 páginasPresentación Ley de CooperativasJohn AgredaAún no hay calificaciones
- Cartelera Del 16 de Junio de 2022Documento20 páginasCartelera Del 16 de Junio de 2022Leandro SilvaAún no hay calificaciones
- AST Perfiles de Talud en Area de Piscinas PF2Documento4 páginasAST Perfiles de Talud en Area de Piscinas PF2Angel SalinasAún no hay calificaciones
- Lab 6Documento13 páginasLab 6Ronaldo Sebastian Zeballos FernandezAún no hay calificaciones
- Inf - Geologia y Geotecnia.v2Documento58 páginasInf - Geologia y Geotecnia.v2Victor BellidoAún no hay calificaciones
- Estatica de Fluidos (Modificado)Documento17 páginasEstatica de Fluidos (Modificado)Lelis Ayrton Gonzalez LavalleAún no hay calificaciones
- Sistemas Distribuidos y ParalelosDocumento5 páginasSistemas Distribuidos y Paralelosluismi2223Aún no hay calificaciones
- MVAG 11peso Especifico Filler ASTM D 854Documento16 páginasMVAG 11peso Especifico Filler ASTM D 854AbrahanUnefm0% (1)
- Analisis de Le Corbusier - Desde El Palacio Del GobernadorDocumento42 páginasAnalisis de Le Corbusier - Desde El Palacio Del GobernadorChristian NoetzlyAún no hay calificaciones
- E BookDocumento404 páginasE BookRonal SalvatierraAún no hay calificaciones
- Seminario 03Documento3 páginasSeminario 03RenzoBenitesAún no hay calificaciones
- Manual Del de Uso GuadañaDocumento56 páginasManual Del de Uso GuadañaAgroplasticos occidenteAún no hay calificaciones
- Informe2 - LabEP (CARACTERIZACIÓN DE DIODOS DE POTENCIA)Documento6 páginasInforme2 - LabEP (CARACTERIZACIÓN DE DIODOS DE POTENCIA)Mauricio LlanoAún no hay calificaciones
- 3 2 Motor de Fase Partida Star Capacitor 2023Documento12 páginas3 2 Motor de Fase Partida Star Capacitor 2023Héctor Manuel Bobadilla PimientaAún no hay calificaciones
- Nmx-h-086-1984 Soldadura - Electrodos de Acero de Baja Aleacion, Recubiertos, para Soldadura Por Arco ElectricoDocumento50 páginasNmx-h-086-1984 Soldadura - Electrodos de Acero de Baja Aleacion, Recubiertos, para Soldadura Por Arco ElectricoDelia XAún no hay calificaciones
- Instalacion de Thunder Cache 3.1 PeruDocumento4 páginasInstalacion de Thunder Cache 3.1 PeruPlay RockAún no hay calificaciones
- Trabajo2 MeteorológiaDocumento15 páginasTrabajo2 Meteorológiajhon0% (1)
- Delgado, Regalado y Moreno 2010, de Re Metallica Poblados Mineros Desaparecidos PDFDocumento12 páginasDelgado, Regalado y Moreno 2010, de Re Metallica Poblados Mineros Desaparecidos PDFAquilinoAún no hay calificaciones
- Espacios AéreosDocumento17 páginasEspacios AéreosHomero Fernández Arévalo100% (1)
- Filtro Canasta Bridado Hierro Fundido 125lbsDocumento1 páginaFiltro Canasta Bridado Hierro Fundido 125lbsHenry PorcoAún no hay calificaciones
- Grandez Ramírez Erick y Vallejos Dávila Nelson - TesisDocumento129 páginasGrandez Ramírez Erick y Vallejos Dávila Nelson - TesisTaísBegazoCastilloAún no hay calificaciones
- Proceso de Armado de Vigas de Concreto ReforzadoDocumento14 páginasProceso de Armado de Vigas de Concreto ReforzadoErick Fernando ChanchavacAún no hay calificaciones
- Manual de PLSQLDocumento89 páginasManual de PLSQLAntonio PaivaAún no hay calificaciones
- Catálogo Grupo TG - BalançasDocumento137 páginasCatálogo Grupo TG - BalançasadaoAún no hay calificaciones
- Visual Basic 2015Documento21 páginasVisual Basic 2015Brian Torres50% (2)
- Instalaciones Eléctricas Con Autocad 2024 - 1Documento12 páginasInstalaciones Eléctricas Con Autocad 2024 - 1h.najarrouni2024Aún no hay calificaciones
- AEA 95402 - ED 2011 - Regl para EETTDocumento142 páginasAEA 95402 - ED 2011 - Regl para EETTEduardo CuraAún no hay calificaciones