También podría gustarte
- Programa Especifico para La Realizacion de Actividades de Soldadura y CorteDocumento12 páginasPrograma Especifico para La Realizacion de Actividades de Soldadura y CorteMaGj100% (3)
- UNE-En 13480-4 2003 - Fabricacion e InstalacionDocumento44 páginasUNE-En 13480-4 2003 - Fabricacion e InstalacionlorenaAún no hay calificaciones
- Usos de Los HidroxidosDocumento3 páginasUsos de Los HidroxidosSANCHEZ RAMOS EMILY FERNANDA50% (2)
- VPC 2020 Mayo 2020-02 Baja PDFDocumento65 páginasVPC 2020 Mayo 2020-02 Baja PDFIris Dahiana Sanchez RodriguezAún no hay calificaciones
- Trabajo Escrito IntegradorDocumento31 páginasTrabajo Escrito IntegradorAndres CarrilloAún no hay calificaciones
- Puerta 1 CristalDocumento1 páginaPuerta 1 CristalValeria CalderonAún no hay calificaciones
- Ingenieria Economica2 1Documento74 páginasIngenieria Economica2 1Cjota SandamiAún no hay calificaciones
- Platina para Chute 3C2BC02Documento1 páginaPlatina para Chute 3C2BC02Zandro ZNAún no hay calificaciones
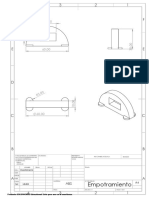
- EmpotramientoDocumento1 páginaEmpotramientoAlbert BuenabadAún no hay calificaciones
- PlanoDocumento9 páginasPlanojos2522Aún no hay calificaciones
- Soporte de PoleaDocumento1 páginaSoporte de PoleaFernando Farro OyolaAún no hay calificaciones
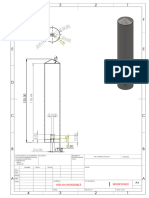
- Eje 2Documento1 páginaEje 2Maicol AcostaAún no hay calificaciones
- Cerraminto PillaroDocumento2 páginasCerraminto PillaroedwinAún no hay calificaciones
- TornilloDocumento1 páginaTornilloLuis ValenzuelaAún no hay calificaciones
- Soporte de Braso RobotDocumento1 páginaSoporte de Braso RobotKarina SanchezAún no hay calificaciones
- Planos 4.0Documento19 páginasPlanos 4.0DavidOlivaAún no hay calificaciones
- Proceso TentativoDocumento12 páginasProceso TentativoDiegoArmandoIriarteAún no hay calificaciones
- Practica 1 Jean Paul Muñoz MuñozDocumento1 páginaPractica 1 Jean Paul Muñoz MuñozJEAN PAUL MUÑOZ MUÑOZAún no hay calificaciones
- Blok Vad VadDocumento1 páginaBlok Vad VadCardos GilAún no hay calificaciones
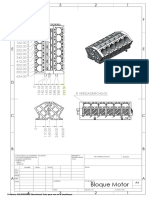
- Bloque MotorDocumento26 páginasBloque MotorEnrique Chavez OsornioAún no hay calificaciones
- Eslabón 1Documento1 páginaEslabón 1Albert BuenabadAún no hay calificaciones
- Placa Base: Pulido EspejoDocumento1 páginaPlaca Base: Pulido EspejofernandoAún no hay calificaciones
- Placa RotoresDocumento1 páginaPlaca RotoresRoberto MagañaAún no hay calificaciones
- PLANOS SOLID WORKS Tornillo-.25-28-.1 PLANO CON MEDIDASDocumento1 páginaPLANOS SOLID WORKS Tornillo-.25-28-.1 PLANO CON MEDIDASespi toanyoneAún no hay calificaciones
- Eslabon EfectorDocumento1 páginaEslabon Efectorreyes herreraAún no hay calificaciones
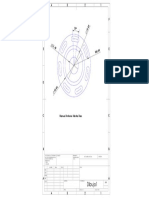
- Seccion Rueda - Hoja2Documento1 páginaSeccion Rueda - Hoja2IL DesarrollosAún no hay calificaciones
- Eje Soporte Pallet Sender Lamina CompletaDocumento1 páginaEje Soporte Pallet Sender Lamina CompletaEdison JamiAún no hay calificaciones
- Produccion de VidrioDocumento9 páginasProduccion de Vidriorodrigocutipa53Aún no hay calificaciones
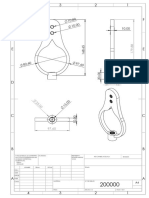
- 200000Documento1 página200000Anyelo Galarza silvaAún no hay calificaciones
- Plancha # 3Documento1 páginaPlancha # 3JONATAN SMITH BECERRA BLANCOAún no hay calificaciones
- BombereteDocumento1 páginaBombereteFabián Agustín Hernández EstradaAún no hay calificaciones
- Plano de Doblado RDocumento4 páginasPlano de Doblado Rseebass srosrAún no hay calificaciones
- Pieza #13Documento1 páginaPieza #13Rafael SMAún no hay calificaciones
- Fierros (TEXTO)Documento30 páginasFierros (TEXTO)Jorge MartinezAún no hay calificaciones
- MURODocumento115 páginasMUROjesus landerosAún no hay calificaciones
- PISTÓNDocumento1 páginaPISTÓNLuis CeronAún no hay calificaciones
- Bloque MotorDocumento1 páginaBloque MotorEnrique Chavez OsornioAún no hay calificaciones
- Peón CorderoDocumento1 páginaPeón CorderoLeotilin perezAún no hay calificaciones
- Examen de GradoDocumento45 páginasExamen de GradosuperjogutierAún no hay calificaciones
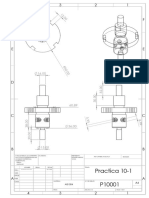
- 10 1fer2Documento1 página10 1fer2fernandoAún no hay calificaciones
- Caracterizacion de AcguaDocumento4 páginasCaracterizacion de AcguaFIDEL CARHUAMACA PAYANOAún no hay calificaciones
- PZ 6Documento1 páginaPZ 6Fernando RuizAún no hay calificaciones
- Práctica7 LuisRomeroDocumento1 páginaPráctica7 LuisRomeroLuis Enrique Romero GarciaAún no hay calificaciones
- Plano 1 Semana 7Documento1 páginaPlano 1 Semana 7Camilo Andres Arango MartinezAún no hay calificaciones
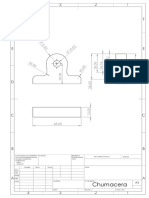
- Chuma CeraDocumento1 páginaChuma CeraPaulAún no hay calificaciones
- Pieza #2 Perno para Caja 3DDocumento1 páginaPieza #2 Perno para Caja 3DRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- 4 Sanivex Cuerpos Ceramicos Modulo 3Documento50 páginas4 Sanivex Cuerpos Ceramicos Modulo 3michelle.calidaduetAún no hay calificaciones
- Ejemplo de Costos UnitariosDocumento7 páginasEjemplo de Costos UnitariosElizabet Hernández ÁlvarezAún no hay calificaciones
- Charla Hidrometalurgia UPV 140508Documento89 páginasCharla Hidrometalurgia UPV 140508Diego EchevarriaAún no hay calificaciones
- ML - Sectorizacion DesarrolloDocumento42 páginasML - Sectorizacion DesarrolloAlfredo VenturaAún no hay calificaciones
- Tapa de Filtros Ro2Documento1 páginaTapa de Filtros Ro2fernando Chunga atalayaAún no hay calificaciones
- TC2 614 PDFDocumento12 páginasTC2 614 PDFricardo fernandezAún no hay calificaciones
- Valorizacion de Cerco PerimetricoDocumento31 páginasValorizacion de Cerco PerimetricoLuisEduardoRuizArroyoAún no hay calificaciones
- Requerimiento Cocina Total SaldoDocumento2 páginasRequerimiento Cocina Total SaldoDanelo JvargasAún no hay calificaciones
- Solucion Cuestionario Principios de Endurecimiento Por Solidificación y ProcesamientoDocumento4 páginasSolucion Cuestionario Principios de Endurecimiento Por Solidificación y ProcesamientoTania SofiaAún no hay calificaciones
- Pieza 5Documento1 páginaPieza 5SERGIO DORANTES FERNANDEZ DE CEVALLOSAún no hay calificaciones
- Procesos de Manufactura Lab 3Documento19 páginasProcesos de Manufactura Lab 3Erick Sánchez CáceresAún no hay calificaciones
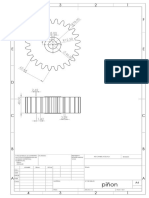
- PiñonDocumento1 páginaPiñonValeria CalderonAún no hay calificaciones
- Plantilla Raci AvanzadaDocumento5 páginasPlantilla Raci AvanzadaDarwinAún no hay calificaciones
- Practica 6 BracketDocumento1 páginaPractica 6 BracketRomán MtlvAún no hay calificaciones
- Generador de Acero AldesaDocumento15 páginasGenerador de Acero AldesaErnesto HdezAún no hay calificaciones
- Base de RuedaDocumento1 páginaBase de RuedaIngeniería 2RM S.A.C.Aún no hay calificaciones
- 2020 06 22 Foreva Composite TFC700 Eurocode SP V1Documento2 páginas2020 06 22 Foreva Composite TFC700 Eurocode SP V1pabloAún no hay calificaciones
- Enlace QuímicobiesDocumento17 páginasEnlace Químicobiesjairozamora16.2006Aún no hay calificaciones
- Ensayo de Equilibrio Ácido-BaseDocumento3 páginasEnsayo de Equilibrio Ácido-BasePaolaAún no hay calificaciones
- E Fresado Korloy Catalogo DibDocumento286 páginasE Fresado Korloy Catalogo DibRogelio Aguilar OlveraAún no hay calificaciones
- Sistemas-Insertos y Distanciadores 1Documento4 páginasSistemas-Insertos y Distanciadores 1Javier Santiago CamachoAún no hay calificaciones
- Como Reducir El Uso Del Unicel en El Plantel Educativo: Proyecto TransversalDocumento3 páginasComo Reducir El Uso Del Unicel en El Plantel Educativo: Proyecto TransversalGAMER ZAún no hay calificaciones
- Origen Del Gas NaturalDocumento15 páginasOrigen Del Gas NaturalAlexander TqAún no hay calificaciones
- Funciones Organicas OxigenadasDocumento11 páginasFunciones Organicas OxigenadasAlfredo FernandezAún no hay calificaciones
- Manganeso GeneralidadesDocumento24 páginasManganeso GeneralidadesJorge Rojas CabreraAún no hay calificaciones
- CALCULO MUROS DE CONTENCION Camino VecinalDocumento38 páginasCALCULO MUROS DE CONTENCION Camino VecinalJuanito AlcachofaAún no hay calificaciones
- Calcinacion de La CalcitaDocumento13 páginasCalcinacion de La CalcitanielsAún no hay calificaciones
- Bonding Agent CB999 TDS ESPDocumento2 páginasBonding Agent CB999 TDS ESPLeonardo PimentelAún no hay calificaciones
- 9 MetalesDocumento7 páginas9 MetalesSAmulAún no hay calificaciones
- 1.4 Clasificacion de Los Metales de Acuerdo A Su Distribucion en La Corteza TerrestreDocumento16 páginas1.4 Clasificacion de Los Metales de Acuerdo A Su Distribucion en La Corteza TerrestreNicolás Méndez100% (1)
- Anexo Resitencia Al FuegoDocumento2 páginasAnexo Resitencia Al FuegowoncheinAún no hay calificaciones
- Manual Estandar PremiumDocumento42 páginasManual Estandar PremiumTiffany GuerreroAún no hay calificaciones
- Material de Fabricacion y Acabado de TornillosDocumento6 páginasMaterial de Fabricacion y Acabado de TornilloskarlaAún no hay calificaciones
- Marco Teorico ContextualizadoDocumento1 páginaMarco Teorico ContextualizadoSandra PortillaAún no hay calificaciones
- Horario y Lista ÚtilesDocumento2 páginasHorario y Lista ÚtilesCesar Augusto RinconAún no hay calificaciones
- Identificacion de ArcillasDocumento9 páginasIdentificacion de ArcillasEdwin ZárateAún no hay calificaciones
- ENCOFRADOSDocumento36 páginasENCOFRADOSLeyser Elí Cerdan ChuquimangoAún no hay calificaciones
- Solucion Constructiva - Viaforte - Cemento EstabilizadorDocumento5 páginasSolucion Constructiva - Viaforte - Cemento EstabilizadorOscar Rivas ArceAún no hay calificaciones
- G216OGE Colloidal Graphite ESPDocumento10 páginasG216OGE Colloidal Graphite ESPRAULAún no hay calificaciones
- Cerramiento Total 111Documento17 páginasCerramiento Total 111YesidSanchesAún no hay calificaciones
- Informe YuraDocumento17 páginasInforme YuraMarie KauwelaAún no hay calificaciones
- 1137 SILICATO DE SODIO (Solucion 25-50%)Documento1 página1137 SILICATO DE SODIO (Solucion 25-50%)Rolando RafaelAún no hay calificaciones