REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) SERV-WPS-01
Fecha:
CODIGO: API 1104
28-02-2023
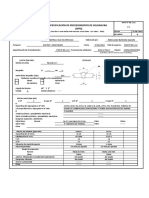
REGISTRO DE CALIFICACION DEL PROCEDIMIENTO
ESPECIFICACIONES DEL PROCEDIMIENTO DE SOLDADURA
DE SOLDADURA
COMPAÑÍA: SERVIMECA
1.- PROC. DE SOLDADURA
Proceso: SMAW Tipo: Manual Código Aplicable: API 1104
2.- JUNTA
Diseño de la Junta: Ver Figura Diseña de la Junta
Respaldo: N/A
Material Platina: N/A
Método de Operación
Bisel: Disco Abrasivo
Orden y Secuencia de Ver Figura Esquema de la
Pases: Junta en el WPS
3.- METAL BASE
De Especificación: API Tipo: 5L Grado: B
a Especificación: API Tipo: 5L Grado: B
Propiedades Químicas y Mecánicas: © 60.000 PSI a © 60.000 PSI
Rango de Espesores: 8" SCH 40
Espesor Utilizado: 9/32" (7.11 mm)
Metal Base: A Tope: 0.188" (4.8 mm) Max.: 0.750" (19.1 mm) En Filete: No Aplica
Rango Díam. Tuberia: A Tope: Min. 2.375" (60.3 mm) Max.: 12.750" (323.9 mm) En Filete: No Aplica
4.- METAL DE RELLENO
Numero de Pase: 1 2 3
Especificación SFA Num. 5.1 5.1 5.1
Clase AWS Num. E_6010 E-7018 A1 E-7018 A1
Diám. Metal Aporte 1/8" 5/32" 1/8"
Espesor Metal Soldadura
Fundente (Clase) N/A N/A N/A
Nombre Comercial Fund. N/A N/A N/A
Fabricante Metal Aporte N/A N/A N/A
Nombre Comercial Metal
Aporte N/A N/A N/A
Inserto de Consumible N/A N/A N/A
Espesor Maximo de Pases N/A N/A
Método de Preservación
del electrodo N/A N/A N/A
5.- POSICIÓN
a Tope: 6G En Filete: N/A Progreso Soldadura: Ascendente
6.- PRECALENTAMIENTO
Temperatura Precalentamiento: Mínima: N/A Máxima: N/A
Temperatura entre Pases: Mínima: 150°C Máxima: < 300°C
Método Precalentamiento: N/A
Mantenimiento del Recalentamiento:
7.- TRATAMIENTO POST-CALENTAMIENTO
Calentamiento Libre Hasta: N/A Diferencia Calentamiento: N/A
Temp. Mantenimiento: Minima: N/A Máxima: N/A
Tiempo de sostenimiento: Diferencial de Enfriamiento: N/A
Enfriamiento Libre a Partir de : N/A
�Método de Calentamiento: N/A
REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) SERV-WPS-01
Fecha:
CODIGO: API 1104
2/28/2023
8.- GAS
Gas de Protección: N/A Composición de Mezcla: N/A
Gradiente de Flujo: Minima: N/A Máxima: N/A
Gas de Respaldo: N/A
Composición de la Mezcla: N/A
Gradiente de Flujo: Minima: N/A Máxima: N/A
Volúmen Necesario Limpieza de Oxigeno: N/A
Método Gas Arrastre: N/A
9.- CARACTERISTICAS ELECTRICAS
Electrodo de Tungsteno: N/A Tipo: N/A Tamaño: N/A
Método de Transferencia a GMAW: N/A
Rango de Velocidad de Alimentación Alambre: N/A
Metal de Aporte Corriente Velocidad
Pase N° Proceso Voltaje
Clase Diametro Polaridad Amp (Rango) (pulg/min)
1 SMAW E-6010 1/8" Positivo 80 - 120 20 - 25 9 -11 in/min
2 SMAW E7018 A1 5/32" Positivo 100 - 160 20 - 25 9 -10 in/min
3 SMAW E7018 A1 1/8" Positivo 100 - 140 20 - 25 10-12 in/min
10.- TECNICA OPERACIONAL
Pasada recta u Oscilante: Oscilación Maxima:
Tamaño Boquilla u Orificio: N/A Método Limpieza Inicial: Cepillo de Alambre / Esmeril
Método Limpíeza interpase: Manual Mecanica Método de Descarbonado:
Distancia Contacto Boquilla - Pieza: N/A Pase Simple o Multiple: Multiple
Rango de Velocidad: Martillado: N/A
Máquina Manual, Semi Automática o Automática: Manual de Gas-Oil:
11.- INSPECCION VISUAL
Pase de Raiz: Pase de Presentación: OK Reporte N°:
Empresa:
Socavación: Porosidad: Grieta: Escoria:
Fusion Incompleta: Observaciones:
12.- GAMMAGRAFIA
Pase de Raiz: Pase de Prsentación: OK Reporte N°:
Empresa:
Socavación: Porosidad: Grieta: Escoria:
Fusion Incompleta: Observaciones:
13.- TINTES PENETRANTES
Empresa:
Grieta: Fusión Incompleta: Socavación:
Porosidad: Falta de Penetración: Reporte N°:
Pase de Raiz: Quemaduras: Odservacioes:
14.- TRACCION
Probeta Ancho Espesor Area Esfuerzo Esfuerzo Tipo y Ubicación
Nª (pulg) (Pulg) (Pulg) Maximo (Psi) Cedencia (Psi) de la Fractura
T-1
T-2
15.- DOBLEZ
Probeta Nª Tipo Resultado
�Cara N° 1
Cara N° 2
Raiz N° 1
Raaiz N° 2
REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) SERV-WPS-01
Fecha:
CODIGO: API 1104
2/28/2023
16.- IMPACTO
Probeta Ubicación Tipo de Temperatura Energia Adsorbida % Fractura Observacion
Nª de la Entalla Entalla de Ensayo (Lb-pie) Joule Fragil
17.- ENSAYOS DE SOLDADURA
Resultados Satisfactorios: SI: NO: Penetracion adecuada: SI: NO:
Resultados de Macrografia:
OTROS ENSAYOS
Tipo de Ensayo: NICK BREAK T-1/ T-2
Resultado:
Analisis del Deposito:
Otros:
DATO DE LA CALIFICACION
Nombre del Soldador: N° de Identificacion: V. Estampa del soldador: W-
Esayos Conducido por: Empresa:
Certicamos que los datos contenidos en este Registro son correctos y que las soldaduras de pueba se prepararon,
se soldo y se ensayaron de acuerdo con los requerimientos del codigo API 1104
Observaciones:
�Elaboró Revisión: 1 Aprobó
Nombre Nombre Nombre
Fecha Fecha Fecha
Firma Firma Firma
� REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) GLC-WPS-02
Fecha:
CODIGO: API 1104
3/10/2017
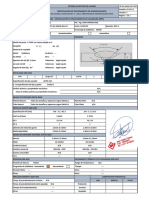
REGISTRO DE CALIFICACION DEL PROCEDIMIENTO
ESPECIFICACIONES DEL PROCEDIMIENTO DE SOLDADURA
DE SOLDADURA
COMPAÑÍA: Alianza GLC
1.- PROC. DE SOLDADURA
Proceso: SMAW Tipo: Manual Código Aplicable: API 1104
2.- JUNTA
Diseño de la Junta: Ver Figura Diseña de la Junta
Respaldo: N/A
Material Platina: N/A
Método de Operación
Bisel: Disco Abrasivo
Orden y Secuencia de Ver Figura Esquema de la
Pases: Junta en el WPS
3.- METAL BASE
De Especificación: API Tipo: 5L Grado: B
a Especificación: API Tipo: 5L Grado: B
Propiedades Químicas y Mecánicas: © 60.000 PSI a © 60.000 PSI
Rango de Espesores: 6" SCH 40
Espesor Utilizado: 9/32" (7.11 mm)
Metal Base: A Tope: 0.188" (4.8 mm) Max.: 0.750" (19.1 mm) En Filete: No Aplica
Rango Díam. Tuberia: A Tope: Min. 2.375" (60.3 mm) Max.: 12.750" (323.9 mm) En Filete: No Aplica
4.- METAL DE RELLENO
Numero de Pase: 1 2 3
Especificación SFA Num. 5.5 5.1 5.1
Clase AWS Num. E_6010 E-7010 A1 E-7010 A1
Diám. Metal Aporte 1/8" 5/32" 1/8"
Espesor Metal Soldadura
Fundente (Clase) N/A N/A N/A
Nombre Comercial Fund. N/A N/A N/A
Fabricante Metal Aporte N/A N/A N/A
Nombre Comercial Metal
Aporte N/A N/A N/A
Inserto de Consumible N/A N/A N/A
Espesor Maximo de Pases
Método de Preservación
del electrodo N/A N/A N/A
5.- POSICIÓN
a Tope: 6G En Filete: N/A Progreso Soldadura: Ascendente
6.- PRECALENTAMIENTO
Temperatura Precalentamiento: Mínima: N/A Máxima: N/A
Temperatura entre Pases: Mínima: 150°C Máxima: < 300°C
Método Precalentamiento: N/A
Mantenimiento del Recalentamiento:
7.- TRATAMIENTO POST-CALENTAMIENTO
Calentamiento Libre Hasta: N/A Diferencia Calentamiento: N/A
Temp. Mantenimiento: Minima: N/A Máxima: N/A
Tiempo de sostenimiento: Diferencial de Enfriamiento: N/A
Enfriamiento Libre a Partir de : N/A
�Método de Calentamiento: N/A
REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) GLC-WPS-02
Fecha:
CODIGO: API 1104
3/10/2017
8.- GAS
Gas de Protección: N/A Composición de Mezcla: N/A
Gradiente de Flujo: Minima: N/A Máxima: N/A
Gas de Respaldo: N/A
Composición de la Mezcla: N/A
Gradiente de Flujo: Minima: N/A Máxima: N/A
Volúmen Necesario Limpieza de Oxigeno: N/A
Método Gas Arrastre: N/A
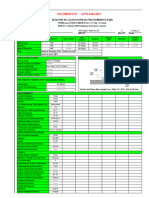
9.- CARACTERISTICAS ELECTRICAS
Electrodo de Tungsteno: N/A Tipo: N/A Tamaño: N/A
Método de Transferencia a GMAW: N/A
Rango de Velocidad de Alimentación Alambre: N/A
Metal de Aporte Corriente Velocidad
Pase N° Proceso Voltaje
Clase Diametro Polaridad Amp (Rango) (pulg/min)
1 SMAW E6010 1/8" Negativa 30 - 130 25 - 35 9 -11 in/min
2 SMAW E7010-A1 5/32" Negativa 100 - 180 25 - 30 9 -10 in/min
3 SMAW E7010-A1 1/8" Negativa 80 - 130 25 - 30 10 -12 in/min
10.- TECNICA OPERACIONAL
Pasada recta u Oscilante: Oscilación Maxima:
Tamaño Boquilla u Orificio: N/A Método Limpieza Inicial: Cepillo de Alambre / Esmeril
Método Limpíeza interpase: Manual Mecanica Método de Descarbonado:
Distancia Contacto Boquilla - Pieza: N/A Pase Simple o Multiple: Multiple
Rango de Velocidad: Martillado: N/A
Máquina Manual, Semi Automática o Automática: Manual de Gas-Oil
11.- INSPECCION VISUAL
Pase de Raiz: OK Pase de Presentación: OK Reporte N°: V&A - IVS -001
Empresa: Victor & Asesores c.a.
Socavación: Porosidad: Grieta: Escoria:
Fusion Incompleta: Observaciones: SATISFACTORIO
12.- GAMMAGRAFIA
Pase de Raiz: OK Pase de Presentación: OK ReporteN°: 0110015
Empresa: Inspecciones Unidas c.a
Socavación: Porosidad: Grieta: Escoria:
Fusion Incompleta: Observaciones: SATISFACTORIO
13.- TINTES PENETRANTES
Empresa: Victor & Asesores c.a.
Grieta: Fusión Incompleta: Socavación:
Porosidad: Falta de Penetración: ReporteN°: V&A-LP-001
Pase de Raiz: Quemaduras: Observaciones: SATISFACTORIO
14.- TRACCION
Probeta Ancho Espesor Area Esfuerzo Esfuerzo Tipo y Ubicación
Nª (pulg) (Pulg) (Pulg) Maximo (Psi) Cedencia (Psi) de la Fractura
T-1 23,74 mm 7,43 mm 176,00 mm 61966.91 48500 material base / DUCTIL
T-2 28,40 mm 7,61 mm 216,00 mm 607111.02 47910 material base / DUCTIL
15.- DOBLEZ
Probeta Nª Tipo Resultado
�Cara N° 1 QW - 462.3 SATISFACTORIO
Cara N° 2 QW - 462.3 SATISFACTORIO
Raiz N° 1 QW - 462.3 SATISFACTORIO
Raaiz N° 2 QW - 462.3 SATISFACTORIO
REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) GLC-WPS-02
Fecha:
CODIGO: API 1104
3/10/2017
16.- IMPACTO
Probeta Ubicación Tipo de Temperatura Energia Adsorbida % Fractura Observacion
Nª de la Entalla Entalla de Ensayo (Lb-pie) Joule Fragil
17.- ENSAYOS DE SOLDADURA
Resultados Satisfactorios: SI: NO: Penetracion adecuada: SI: NO:
Resultados de Macrografia:
OTROS ENSAYOS
Tipo de Ensayo: NICK BREAK T-1/ T-2
Resultado: SATISFACTORIO
Analisis del Deposito:
Otros:
DATO DE LA CALIFICACION
Nombre del Soldador: Sergovia V. Jose E. N° de Identificacion: V. 7.814.998 Estampa del soldador: W-90
Esayos Conducido por: Victor H. Oberto P. Empresa: Victor & Asesores C.A.
Cerfiticamos que los datos contenidos en este Registro son correctos y que las soldaduras de pueba se preparon, se soldo
y se ensayaron de acuerdo con los requerimientos del codigo API 1104
Observaciones:
�Elaboró Revisó Aprobó
Nombre / Firma / Fecha 10/03/2017 Nombre / Firma / Fecha Nombre / Firma / Fecha
�� REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) GLC-WPS-03
Fecha:
CODIGO: API 1104
3/10/2017
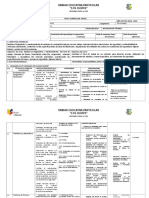
REGISTRO DE CALIFICACION DEL PROCEDIMIENTO
ESPECIFICACIONES DEL PROCEDIMIENTO DE SOLDADURA
DE SOLDADURA
COMPAÑÍA: Alianza GLC
1.- PROC. DE SOLDADURA
Proceso: SMAW Tipo: Manual Código Aplicable: API 1104
2.- JUNTA
Diseño de la Junta: Ver Figura Diseña de la Junta
Respaldo: N/A
Material Platina: N/A
Método de Operación
Bisel: Disco Abrasivo
Orden y Secuencia de Ver Figura Esquema de la
Pases: Junta en el WPS
3.- METAL BASE
De Especificación: API Tipo: 5L Grado: B
a Especificación: API Tipo: 5L Grado: B
Propiedades Químicas y Mecánicas: © 60.000 PSI a © 60.000 PSI
Rango de Espesores: 6" SCH 40
Espesor Utilizado: 9/32" (7.11 mm)
Metal Base: A Tope: 0.188" (4.8 mm) Max.: 0.750" (19.1 mm) En Filete: No Aplica
Rango Díam. Tuberia: A Tope: Min. 2.375" (60.3 mm) Max.: 12.750" (323.9 mm) En Filete: No Aplica
4.- METAL DE RELLENO
Numero de Pase: 1 2 3
Especificación SFA Num. 5.5 5.5 5.5
Clase AWS Num. E-6010 E-6010 E-6010
Diám. Metal Aporte 1/8" 5/32" 1/8"
Espesor Metal Soldadura
Fundente (Clase) N/A N/A N/A
Nombre Comercial Fund. N/A N/A N/A
Fabricante Metal Aporte N/A N/A N/A
Nombre Comercial Metal
Aporte N/A N/A N/A
Inserto de Consumible N/A N/A N/A
Espesor Maximo de Pases N/A
Método de Preservación
del electrodo N/A N/A N/A
5.- POSICIÓN
a Tope: 6G En Filete: N/A Progreso Soldadura: Ascendente
6.- PRECALENTAMIENTO
Temperatura Precalentamiento: Mínima: N/A Máxima: N/A
Temperatura entre Pases: Mínima: 150°C Máxima: < 300°C
Método Precalentamiento: N/A
Mantenimiento del Recalentamiento:
7.- TRATAMIENTO POST-CALENTAMIENTO
Calentamiento Libre Hasta: N/A Diferencia Calentamiento: N/A
Temp. Mantenimiento: Minima: N/A Máxima: N/A
Tiempo de sostenimiento: Diferencial de Enfriamiento: N/A
Enfriamiento Libre a Partir de : N/A
�Método de Calentamiento: N/A
REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) GLC-WPS-03
Fecha:
CODIGO: API 1104
3/10/2017
8.- GAS
Gas de Protección: N/A Composición de Mezcla: N/A
Gradiente de Flujo: Minima: N/A Máxima: N/A
Gas de Respaldo: N/A
Composición de la Mezcla: N/A
Gradiente de Flujo: Minima: N/A Máxima: N/A
Volúmen Necesario Limpieza de Oxigeno: N/A
Método Gas Arrastre: N/A
9.- CARACTERISTICAS ELECTRICAS
Electrodo de Tungsteno: N/A Tipo: N/A Tamaño: N/A
Método de Transferencia a GMAW: N/A
Rango de Velocidad de Alimentación Alambre: N/A
Metal de Aporte Corriente Velocidad
Pase N° Proceso Voltaje
Clase Diametro Polaridad Amp (Rango) (pulg/min)
1 SMAW E-6010 1/8" Positivo 20 - 25 9 -11 in/min
2 SMAW E-6010 5/32" Positivo 20 - 25 9 -10 in/min
3 SMAW E-6010 1/8" Positivo 20 - 25 in/min
10.- TECNICA OPERACIONAL
Pasada recta u Oscilante: Oscilación Maxima:
Tamaño Boquilla u Orificio: N/A Método Limpieza Inicial: Cepillo de Alambre / Esmeril
Método Limpíeza interpase: Manual Mecanica Método de Descarbonado:
Distancia Contacto Boquilla - Pieza: N/A Pase Simple o Multiple: Multiple
Rango de Velocidad: Martillado: N/A
Máquina Manual, Semi Automática o Automática: Manual de Gas-Oil
11.- INSPECCION VISUAL
Pase de Raiz: OK Pase de Presentación: OK Reporte N°: V&A - IVS 003
Empresa: Victor&asesores c.a.
Socavación: Porosidad: Grieta: Escoria:
Fusion Incompleta: Observaciones: SATIFACTORIO
12.- GAMMAGRAFIA
Pase de Raiz: Pase de Prsentación: Reporte N°: 0110015
Empresa: Inspecciones Unidas c.a
Socavación: Porosidad: Grieta: Escoria:
Fusion Incompleta: Observaciones: SATISFACTORIO
13.- TINTES PENETRANTES
Empresa: Victor&asesores c.a.
Grieta: Fusión Incompleta: Socavación:
Porosidad: Falta de Penetración: Reporte N°: V&A-PL003
Pase de Raiz: Quemaduras: Odservacion: SATIFACTORIO
14.- TRACCION
Probeta Ancho Espesor Area Esfuerzo Esfuerzo Tipo y Ubicación
Nª (pulg) (Pulg) (Pulg) Maximo (Psi) Cedencia (Psi) de la Fractura
T-1 24,13 mm 7,54 mm 181,00 mm 65095.68 57551.95 material base / DUCTIL
T-2 23,86 mm 7,44 mm 177,00 mm 62388.34 515556.24 material base / DUCTIL
15.- DOBLEZ
Probeta Nª Tipo Resultado
� Cara N° 1 QW - 462.3 SATISFACTORIO
Cara N° 2 QW - 462.3 SATISFACTORIO
Raiz N° 1 QW - 462.3 SATISFACTORIO
Raaiz N° 2 QW - 462.3 SATISFACTORIO
REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO Documento N°:
(PQR) GLC-WPS-03
Fecha:
CODIGO: API 1104
3/10/2017
16.- IMPACTO
Probeta Ubicación Tipo de Temperatura Energia Adsorbida % Fractura Observacion
Nª de la Entalla Entalla de Ensayo (Lb-pie) Joule Fragil
17.- ENSAYOS DE SOLDADURA
Resultados Satisfactorios: SI: NO: Penetracion adecuada: SI: NO:
Resultados de Macrografia:
OTROS ENSAYOS
Tipo de Ensayo: NICK BREAK T-1/ T-2
Resultado: SATISFACTORIO
Analisis del Deposito:
Otros:
DATO DE LA CALIFICACION
Nombre del Soldador: Sergovia V. Jose E. N° de Identificacion: V. 7.814.998 Estampa del soldador: W-90
Esayos Conducido por: Victor H. Oberto P. Empresa: Victor & Asesores C.A.
Certicamos que los datos contenidos en este Registro son correctos y que las soldaduras de pueba se prepararon,
se soldo y se ensayaron de acuerdo con los requerimientos del codigo
Observaciones:
�Elaboró Revisó Aprobó
Nombre / Firma / Fecha 10/03/2017 Nombre / Firma / Fecha Nombre / Firma / Fecha