Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Tuberia Industrial
Tuberia Industrial
Cargado por
Jorge Vieyra0 calificaciones0% encontró este documento útil (0 votos)
39 vistas401 páginasTítulo original
TUBERIA INDUSTRIAL
Derechos de autor
© © All Rights Reserved
Formatos disponibles
PDF o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
39 vistas401 páginasTuberia Industrial
Tuberia Industrial
Cargado por
Jorge VieyraCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
Está en la página 1de 401
TUBERIA
INDUSTRIAL
Por
CHARLES T. LITTLETON
Cootdinadir de Tuborias, Ches, T. Main, Ine,
Tngendero, Coosaltor: Jngenicro Exdete a Tuberiss
‘ea Ie Amocican Cyanuanid Co.
es do Ta Segunda Eaichin en Inglés
ORIAL. CONTINENTAL, S.A
Mémce 92, D. F.
‘Titulo original en instes:
INDUSTRIAL PIPING.
‘Fradueide por:
ing. SILVING ALBERTO RODRIGUEZ
eiclon aurorizada por:
McGRAW-HELL BOOK COMPANY, INC. - New York
Copyright ©
Litwary of Congress Catslag Card No, 62-22818
Soginds Baicién en Ingiée
Primers Bicién an Fspafiels
noviombee ce 1964
Denronos Ressnvavcs ® Compaiits Eotrontar. Conrmrenrar, 6A:
CALZADA Dy TLALPAN NOM. 4520 - MExico 92, D. F. ~ PRIMERA —
Emicion ey EspaSor, ~ Noveesemre ne 1964
PREFACIO A LA SEGENDA EDICION
Desde que “Tuberia industrial” vio la uz primera han tomado
lugar muchos avances en la téenica de flujo de fukkes por Io que
esta revisiOn es necesarfa para seguir a le par con los adelantos,
La selecclin de matertaies de construccidn se ha extendido amplia-
mente, ¥ nuevas aleaciones 7 metaies capaces de soportar altas tem
poraturas y presiones so han desartoliado. Desde ia Segunda Cuerra
Mundial ef campo de ios plisticos, con su ligeteza de peso y cuati-
dades superiores en resistencia a Ia cortusion, han proporcionado
auisvas akternativas en el uso de materiales.
EL Cag, 10, Flujo por Gravedad, 32 ha agregado, sin ningin
pensaratento en mente de que éste tomarta su lugar en tantos tra
‘ulus excélemes averca de, closcas y disefto de canales de desper
“sino moxamienta como win wots gmeral de algunas de kis dif
“fontes Selecciones en materiales “para tuberia:cnexistencia en. ef
iunie capllule de Entimades de Tube-
faz, per un trabajo revisudoy g@andemente
Sta miaverla puede venir may adefante en un volo-
‘eipresar Tas gracias @ dir querido colega, # difunto
femas, Por Su permiso para publicar 1a formula Thomas
“Thoinas £. Wolfe Ye la Cast iran Pige Research
Gooperacisri y criticas; 2 H.R. Reece del Mew
sarees Depattnent del California State Poiytechnic
-suigestiones: y Trance interés, asi como por 1s gran
‘gue puso a disposictin del autor, a todos Jos fabri
Of por medio'de fotogeafias y datos: y por ol
ehacix sucespose “en labor” hizo mucho por
fasta’ posible:
Ceantas T, Lremusran
PREPACIO A LA PRIMERA EDICION
Existen muchos Ubros de eeferencia om materia de fuera; todavia
winguno de estos ha temdo exito al reeskectar el materia
slo Ie informacién que usan tos disediadores de tubs
gatos de erigitla tan bien como el mterial que zequieren los e3-
radiances de ingenieria, No se ha heche imtento algunie un este Bbro
pars exponer Jas teorias de hidrdulica, expansién trmica y cadia-
cign, Por otto lado, métodos précsicos an ase comin para fa sulueién
de estos problemas como ef tamatio de las tuberias, y la deterniiea-
‘gign de Ia caida de presion se presentan. No s¢ supone otro cone
‘Grkiento de parte del que usa este libro sino un rinime conoctmien-
‘to de Aigebra y fisiea elemental. aunque e autor ka ponsada que ¢s
‘pecesarlo cevisar Jas Jeyes de lop gases en o) oapitula Tuberfas de
a Tnsaramentor
En tas industeias. quimicas y de proceso actuales se requieren
etzcrones dec Jos diferentes materiales y tpos de ta auberia, el em
‘tos necesita una lbrexia de cientos de catslogos para pre
e-referencia Este Jibro es una compilactin de dates conte.
fen esos catlogos asi que una seleccién tata) entre un
‘ylotro se puede lograr. Esa fase tan importante de Je inge-
{*Eostes". se ha incadlo en Ia primera porcion de este bro
MA mauere rolauva, vor ejemalo, un Upo de una aleacion
| Se anota como gue cucsta ef dcble que Ia mayosia de cual
Gniaterial, Tlebido a los mereadas thictuantes de hoy, sevia
yaluar Wes castes en términas de pesos y ventayus
Stanidard Oil Co. de New Jeesoy, toma cutdado do tales
an 168. costes de Ia manera maa ingeniosa, Fste sistema.
dG or el Sv. Dickson durante vartos wies y ha apa-
‘come articalos on revistas como lo Chemical Engi
[por €l uso de este material.
stonal del autor fe ba mostyado que on inge-
8 FRREAGIO. A LA RRUMIERA moseIOR
ebrirlo exactemento en of dato particular que est buscando. Por
otro lado, at estudiante le gustaria conocer exactamente qué clase
de unisn es ia que se usa de ordinarie para un secviclo en particular,
Por estas xazonos 0 han agrupade tablas de uniones de acuerdo a
suc aso mas general psra el agua, vapor u otros servicios en lugar de
ponerias on un apéndice donde el que las va a usat bringue de pa
gina en pagina de las tablas para encontrar 1a requerida.
Hi disefiador préctico rara ver usa ta Birmula Fanning, excepto
‘pare problemas de fiujo de petréleo. aunque también se puede usar
en célcuios para agua o vapor: por lo tanto, la discusiin de esta
SGriauild. se encontrar en et capindle Tuberia de Peteéles. Muchas
de. {as refinerias de petrolen se disefian para erigitlas en paises le-
Janes donde estd en uso el. sistema métrico, el autor ha incluide
‘equivalentes a milimeites de las ditiensiones do datatle de tas unio-
nes usadas en éstoa trabajos’ para eliminar la necesidad de inna
sherables conversiones.
“Tndudablemente, so déscubrieia’ omisionas do material que de-
berian haberse incisido; cl autor ha intentado slo inclair aquelios
‘Splvoe' dé mds smportancla.
‘EL autor desca expresar su sgradscimiento al. B. Battin, dela
Mason-Neilan Regulator Co., por sus critieas acérea del material en
regulédores y controladores de presiés, También a Salvatore ¥. Mite
no, ingenieto, por Ta Tectuza del manuserite y sus sugestiones, asf
somo & James Allen Trek, ingeniore consuttor, por el uso de aus
hojas de datos. Las diferentes Fabricanies que fueron tan amabies
al proporcionar ilestxaciones de sus productos recihan también tas
gracias por su espléndida cooperacién,
EL autor desea expresar su aprecio a su Secretaria, Dorothy Sloan,
yo. gue si su asistencia este Horo mines hubiera sido evetiin,
Canes T. Lirt.eToN
‘Twin Maples Farm, Lavrenc*town,
Annapolis Country, Nova Scotia.
CONTENDDO
Car. Pha.
“Brefacto. a la Seguada Bdiciin ....
Profacio @ la Primera Eatin
ds flujo. planos de planta y procedimientes de disene
CAPITULO 4
HOJSS DE FLUJO, PLANOS DE PLANTA
Y PROCEDIMIENTOS DE DISENG
Los diagmosnas de flujo se Bacen con a propisite de poner de acuer-
oo al cuarto de disefi acerca de Ja informacion pertinente de} ma-
terial que co necesita, cantidades, y su destino dentro det proceso.
gei como para durie al diseador facilidad para preparar dibujos
finales de Ja auberfa, También s¢ hacen pare actus como gulas
pala los ingenieras de construcciéa y de planta para gue los prov
Bomas que surjan en Ja exeeciin y operacién de la planta se pur
san resolver nieligentemente. Son exeacialmenee diagramas de tu
Terie ellaynente contidenciates y ae debe tatar de acuerdo con esto.
Pees quo lngren efsetuar sus obligaciones estos diagramas debert
induis:
ia localtzaciin relativa y tiga del aqiipo. Esto se debe repre
jax por medio de dibujas simples hachos de tal forma que su
‘Meitificacién sea obvia. Se bs notade fa tendencia em estos afios
s describir el equipo con an grado de detalle casi fotografive en
“gate ro existe Propésite prictico,
Todas los conexiones del equipo se dehen mostrar euidadosa-
nieveomo elevacion sin alterar la anientaclé actual. Las aber-
“Gas grandes, pequefias, y ouras en tarques 7 recipientes de presidn
_& dobar indica.
5 Bl equipo se puede identificar meramente par medio de un mie
gies. sip Sex mds especificos de acuewdo a sus capactdades o fon
Estos nitinesos para eb nguipe generalimente consisten de
ignacion como PL -bomha, TW torte, HE —camtiador
¥s-condensador, ST ~-destilador, CV --condensador de
“-recalentador, OR —-enfviador, TA —iangue, SJ —-cho-
Vapor a}-vacio, seguide de ws numero que puede Hegar
ends sea -posible en secucnela, por cjemmlo, PU-1, PU2,
te, Para ovitar confusion, so debe seguir siempre una
plea del equipo se eftmina posteriormente, el otmero
a vemenra repuareran
también se debe climinar y munca usaee de swevo ex To quo xe
refers en ch proyecto en particular, Véase la lista al final del ca-
sitato,
Si Ja plea del equipo se he waldo de un fabricante exterior,
"8h pronto como los dibnjos proliminanse 0 cextifioados se xeciben
En A
“st [esses eb Be |
7 :
et
ma. TA, Simtoloe de le planilis de Cujo (come se wan en ta Indadie
gaimtes
OJAS ne FLUJO, MANOS TE SLANTA T R
se les doko dar un miimero de dibulofergnes (PR1, FP-2, ate.),
fistas designactones de dibujos-foraneos se deben agregar a} diaura-
ma de flujo 0 adyacentes a dete en ef equips.
Si la picza del equips se ha dissiado en el depariamente de di
sefio, su mimero de dibujo se debe anctar en ¢l diagrana de flujo.
Ei equipo se debe mostrar preferiblemente en suv posiciones co-
vroctay 7 slevaciones. Si gan eonocidas, los diferentes niveies del piso
dol edificto a de fz torre, se doen indicar 2 escala por medio de he
neas Horlzontales débiles, $i estin envuelas ates oolumnas Ge
reflajo, Kmeas de-clevocion cn miltiples de 10 ples se debe mos-
tsar. $2 dehe anotar wna nea base pars indicar ef nivel del primer
piso con ia elevacion conecta. Et egulpo se puede toealizar sobre
estos diferentes niveles de piso, indicante siempre donde se requie~
veo bombas 0 sopladeres para eicvar los materiales del proceso &
uma elevacida mayor ¥ donde éstos deven fair por geavedad.
one pets ne Cate sua “2
9 opts tin
o
nae memsa k en
2
sat orrlil|
sates =F ‘ots cs
Sia, — Se
hats oe
erties ekg | Fie te taal
asters ‘pti aa il
Se aia
‘a; Simbolos de tinea de Js lege de Mujo Cconsinwada?
(Ole-de dibujo para que los cambios se paedan hace
dibujo original, Tante como lo permits la informa.
de Que s¢ dispone, ef equipo se debe dibujar 2 escaia yatdcal-
| sunERtA INpueRaTAL
nenor con éf objein de salvar espacio. Sin embargo, se debe tener
nutdade en dejar espacio adecuade en cualgeier lado dé Jas piezas
ndividuaies del equipo en donde entren las Haeas de tubos in
coneciadoras, desvios, valvulas de control, tenaspas, ete.
Si se requiere mucho equipo. gata dascribilo cloramente en una
woja se puede sar una segunda, y basta una temera, El Bena me
‘ho una simple hofa es uria fats comin de muchos disefiadares
dempre se debe evitar. Una hola de fivja ambigna y ceplota es che
amente mejor que nada, Esto tepresenia mucho tempo perdido ast
ome estuerzo que se puede provenir con anierioridad.
Las pasos individuales de un proessc se pueden mostear en hejas
Je flujo separadas, por ejemplo, “Secciin de Mexcla de Material
Sride®, “Seccién' de Reacclén”, “Secciio de Secado del Producto
Dermainado”, etc.
Censralmente, se utilizan hojas.irapresas con vatias Hess ho-
ontales. en la parte supertor © tiferor para las hojas de fivje,
a Hineas horixoptales s¢ usan pata representar las difermutes «:
texas de proceso que se cneuentran con Ja contimuacién ds estas
ineas on Ta siguiente secclin de ia hots de fiuio. Donde ob equipo
sid enganchado & Bueas de servicio, las hejas de fluje del proceso
leben indiewr meramente ung conexién de vapor, agua o aire
vomo pueda ser el caso, A menos gue el proceso sea extvemada-
neme simple, es preferible prepara ana hoje de flujo separada
vara los servicios, Esta se debe dibujer solamente despaés de que
| arreglo det equipo se ha determinads Hinalmente, La hoja de
lujo de servicios se debe dibujar preferiblemente como un plano
nivel del piso dande los servicios principales se iecalizan, Ei egui~
De sobre ¢ debazo de esta elevaciin se debe mostrar en cixstqaier
ado para que la posisién relativa de cada toma se pueda mostrar
mn una secuencia propia. La disposiciin de fos productos de desper:
elo también se debe mostrar en In hoja de flujo de servicios ast
como la designaciin codificada para d tipo de wherla requerida
vor este propésito.
‘Las Tixecs de tuberia xe deben mostrar junto con sus medias
tipo de conexiones (de pestatia, atornitiadas, soldadas, eto,
ome también su fuente, y punies teminales. EL materiel que:
sti mianejando no ttecesita revelarse, En lugar de lineas sé
em identifica por metho de designasiones de tinea.
Las designaciones de tinea denen @ propasite de identifigas
ineas de tuberie. Este Hecho so plerds gencralmente de visti:
/
vente, Las dimensiones horizontales se pueden poner a una cscala,
NOVAS DE FEUIO, PANDY DE UEANTA 1. 38
hacer esquemas elaborades para lus Ineus rotuladas. El metodo
mds simple es usar un prefijo literal denotando la scccién de la
tuboria @ Ja oval una linex partiwar pertencee, seguida por at
nimeto de tinea, Estos mimeros deben seguir eu sectencia tanto
come sea posible, De nueve se debe omervar la regla de elinsinar
un nlimeto do linea si Ja miuma Hons de tubesia se elimina de
pués de que los dibujos preiminares se han temminade con el ob-
Jete de evitar contusiones postbies,
Las cabeues principales de uministro siempre so debin desig
par con of mimere 1 Cada reduceiém on el tamsio de fa Hines 8
debe dar con un siimero separado, Una lines debe correr s6lo has.
ta su consxtén con une pleat del equipo. La Linen que abandona
este equipo se debe denominar con ol siguiente. nimere da linea,
Log. prefijos de iifiea se pueden esenger arbittariamente pera
uo proyecto dada, pero pormalmente sc usan clostas letkas oa Ja
mayoria de los trabajos.
A—Planta de site
8—Salruera
Agua de la ceded
Servinin de aga
T—Agua satada
E.—Vapor de escape
S.—Vapot (si esté a més de una presién, s¢ pusden usar sub-
indices, por ejemplo, 5. S.. ste.)
F—-Combustihle petrdley (lineas de teansfireucie)
0..-Combustible prirélen (ines do servicio)
G—Gas {natural o Hhamimager)
H.—Hidndgeno
Ee Cay inerte
Proceso (que pacde diferenciarsé con Py, Be, ete.)
mara revelar la teniperatara, preside, y razonea de thije de los
oon jes mateviales. Daa exeepcidn 2 eon se puode Hacer en ef caso
Be Fico de sucvicio come agama. alte, vapor ¥ condensado, combus
as inenie, Aun aqui no se necesita referencia directa para
“preoes de Ho.
para propésites de cflcule de calor y balance
TRH eT
suople gue las hojas Ge flujo principales en fas que
Slo ef equipo mayor juega una parte enta necesidad de calor y
alance de iatcrial. Las presiones de operacion y temperatura de d
ada equipo se deben mostrar aqui, asi como: todas Jas cantidades ‘
& vapor, agua, combustible, ete... que se requieren para cada plea de = 7
guipe ast gue Ios tamatios de tuberia se puedan determitar. 1
Estas hojas de flujo no son para circulacién general. En todos Zt
28 catos las copias sacadus se deben numerar paca identificarlas, — ~
olectarias y guattarlas hajo Have al final de cada dia de trabajo. = 2
sum cuands no sean parte de cualquier proyecto militar o de sexu 2
ad; éstas pueden ser do un contenido extremadamente vatios )
‘ara una organizacién industrial, aunque parte de wn proceso no os
atentable; puede ser el resultadé de. una investigacién considerable 8
Cowal; afse ddquiote por. compattia co le competencia les daria f
ntradaval’ proceso: y fa. ventaja de‘adquiris 6) “saver-como féeniec”
in Tigoer los gastos necesarios envuekos en esto, Q
Estas. precauciones no se reguleren gencralmente para trabajos
eplantas de potonein poro son pricticas comuncs en Jas industrias c
aimicas y de comida, d
‘Todos las procesne estindar y véleuine de servicio acompafados é
or sus nimetos de identificacién se dehen mostrar. Los tanvatios
@ tas vilvulas no se necesitan indicar a menos que éstas difieran do
ds tamafos de linea, Hi material para designacién de véivulas se
Iscute mas adelante (véase Cap. 3). Los simbolos esténdar para
Aivulos de compuerta, de globo, cheque, cte., se muestra en la
ig. El
Todas tas vdlintas de instrumentos de contro! vo deben mostrar
estgnadas por sis tamane y mimero como PCV para vaivala de
anital de presién, PCV, para vélvula de control de temperatura,
PRY, para vélvuia reductora de presion. Estas designaciones gene:
vimente se encierran dentro de un cireulo de 1% plg dividiendo
orzontalmente con el simbolo sobre 1a nea y ef numero de serie
cbujo. Estos siinbolos dificren de una ofleina de ingenterla a ota
‘nO stn estandorizados. Em ol Cap. 8 donde ja materia de ine:
‘umentacién se trata mis completamente se muestza una lista a
Hos simbolos. Los desvios pata estas vaivulas se deben imdicar
aando s¢ zequievan. :
Los punios de instrmentos de contiol ya sea en tuberias 0 équl
os 80 deben indicar con Hneas d2 innirumenton quo so mucserim |
uiteadas, Los conductores eléctricos na se deben mostrar. er imac
ofa de flujo de taberis,
oIne om vuMGE, BANOS BE PLANTA ¥. ”
Las planchas con atifieio, incluyende los tequerimlentos minimes
© carrera teeta antes y despuss de las planchas, se deben mostrar
laramente con sus véivulas asociadas ¥ coladesws asi como tas cc
iexiones a instrumentacién.
Los inetrumentos 0 tus actividades que se van 2 montar en un
uhlero se desienan por medio de un doble cinco.
Todas tae trampas de vapor y aire, contilus de wire, arresiadoves
@ flama y rompedores de vacio dehen designarse par tamatio
uimeto con sus colsderas asoctadas, desvios, y valvulas de prueba
deben mostrarse.
Todas las wéleulas de ativio, discos de raptura, y cabezas de
eguridad deben anotatse y designarse por mimero y tamano ¥ las
resiones [jas también se anotat
Todos los wasos medidores de nivel, indicadores de flujo, y vasos
e vista se deben mastrar apropiadamente numerades.
Mientras que.las uniones de taberia cominmente wvadas no se
eeesitan describie,: todax: las. uniones pord usuales come sulidas
e Himpieza especiales, embudos de drenaje ablerto y reductores se
eben mostrar.
Toda: las linens de tuberia caltentes o fries gue nececitan tra
iientos de vapor. electrics, .onvoltura de, salmtuera 0 cuatgmer
ure Teataniiente pooe usual, come, alstamiento. 0. cublerta,,se debe
notar, :
‘Una lista de referericia de los titulos del’ dibujo y siis. iimeros,
si come ottos datos rio debe pasarloy por alto el disefiadar’ dé ue
crias y los debe incluir en la hoja de fhijo.
Pianos de planta, Estos son dibujos hechos 3 esvala que. descr:
ienus del equipo exacamente lovallzadas: dentro
en. las diferenies
c Jos confines del edificio o edificies que van a ocupar. Pardes
feposito solo jas meas limitadoras se necesttan mostrar. Una: pra
ca.comim ¢s coriar plantillas hechas de.cartutina.-w. otto, papel
fist, Estas se muceen sobre ol eibuo hanta qué. on arzayle Bal
_ Gperacton ficib y a. salvo
Tides los dificios sc divofion primero, y fuego se. localize of
pO. con un sobrecupo resuitante y sesperticie de: altura necésa-
Wel proceso se debe encajer, Eo conetrucoionied "auevae’ we
de: planta mejor sera indudablemente’ ef resultado’ si! et-edi-
sonatruye para poperdionar condiciones meres: pars ef
‘tease ieee casino nesses inane nin thelhunemnnentni
8 nuneers ISpUSTRIAL im
Muchos exguitectos industelales no aparentan reconocer que pax a
Is lipo de proceso de fabricacies, existe una estructura fur y
tonal dea. Una retmerla de azicar, por ejemplo, queda mejor
incerrada cn un oiificio de vation pisos para que tae wnicies crudas
xicdan ser elovadas pot bombas al pso superion 7 por gravedad
valgan a uavés de varios Ulizos, evaporadores, coladetas. eenteifw
Has, etc, husta que emorgen en la parte baje al equipo de empaque i
al nivel del piso de tierra, Por stra lado, en Ja fabricacion de a
ule, se debe Hewat a cabo en alas de una planta con el equipo t
resade de iezela y jos motines Jovalizcdos en wn extreme del arre- iy
slo xe0t0 con los vuleantzadores y magainas de acabado en et otro
sxtrerne, Muchos procesos quimicos se pueden dejar a 1a intemperie
Je una manera similar 2 las rotineriae de potedies.
Eniste. la tendencla:en algunas orgentzaciones industrtales gran-
dea. para: estandaizar wrt disefic: de. constmecisn ripica alterande
séld:el-nmers. de-partes:del-edificto ssténdar para hacerlas apro-
piadas' al tamatio del proyecto. Histo so puede pormitiz en un campo
limitado, pero se dehe. tener jaicio al talancear ef sacriticio de ope
racién economics y flexintiidad a la cconamifa de Himitar y estan-
darizat tos requeritnientos de acezo estructural
Los plans de planta y diagrama d¢ flujo lox necesita e! disc-
Rador do tuberiss y el estimader. U's importante gue se haga un
presnpuesto cxacia del costs de um pryeste y éste se conozca con
s1 iin fe aproplarie para que cubre ef teabalo,
Cuando el plano de planta se ba completade, kas dreas de ary
herias y elevaciones se deben asigmar on segaida. Todas Iae Hneas
que comen al este ¥ al oeste evan un juego de elecaciones, Ing
Hneas que corren de norte 2 sus. otro, Estas elevaciones se pueden:
tract después de wir estudio de Jes problemas envueltos. May 5
guide cates para tubsring ae cocogen 6 Ta casuslidad cil
tun diseo eevultante, come “Reclén evecklo", Las
nates de tos arcegios de fas mubert meen Herene:
pagan a la laxga. Las provision para expansioned! fa
turas de Ja planta se deben conservar siempre on la mente
disefadar. Por In regular a se del
como seu youbte, Existon 2
cute se puede acompafiar mis thet ‘ign
nen las vistas de plania en ana haja y kes clevaiones en otra
DIAS 0m FLUIO, PIANOS DE ROANTA H.. 0
scfiecon usar partes mas peguefias de Ja plants con elevactones
vistas a 1 hoje.
dives en Ja mi
Las linieas de taberia se puetten Tostear ¥a sea en ues sencilla
Goble, Indudablemente ef dibujo a linea sencilla salva mucho Gem-
> de disco; sin embargo, se debe tomar cuidado gue existan tos
ifictentes clatas entre Is lineas de tuberia. Em el caso de dibulos
doble Hinea estos clizos se pueden ver ac tap obsios come cuan-
1 sa mivestran én linea senicilia, Un mstodo autisfacrorio muestia
tas las Haas hasta de 4 ply en una linea simple, y las de 6 lg
mayores en linea doble,
Ei dibujo de wheris terminade debe incluir todos les tamatios
> linea » mimeras re tinea idénticos con aquetios mastrados en et
isgrama de Buio, También txias las vilvulas y equipo asi ewase
a mimeres de los insirumentos se deben anotar de conformidad
m js hoja de thijo. Un pega de notes se debs inclutr uniendo
is Unvas mostradas con tas conexiones de La tubevia y las especie
caciones de aislamionto que pagde requerir su eonsiracetsn y t+
wmienta, Una lista completa do ditujat de referencia gre va de
gordo con Ii hole ea particular siempre se debe dar.
fom oath
oa ae
Fic 12. Hoja de luventnin condnae
fata erigic la quberia que se muestre en un dibujo, of mat
eriales se debe preparar por cada déhujo e inchiitia en eb
ibuye o cn hojas separadas, Estes presupuestos de material
tan masts como soa posible pare que se usen al ba
EER TENET RC
rusgaia iNpusURTAL
requisiclones de matoriol en el dapartamenta de compres. Aun
Desntrato se va 4 dejay a un comtratiste exteriox ana, suma go
de Ia labor y oostos del material, y un prespuesto. de: material
jene que hacer por una organizacién 0 ports: otea:
Cuando of mercado de maierial de contmuccion esté con mucha
qanda las fechas de envio son para misses Futuros, y es Necesar
‘enviar ordenes en avance para 10bos, vélvitlas, BRUORES, mater
fe aisiadores, ete. Esta. colocacion de fas érdenes avanzadas le
gon al ingonieco Ge quberia al maximo si gs gue ne ce ea 8
a un suministre grande o si cualquiera de ios materiales ese
ies queda omitide. En inventario. continuo @ registra se debe
inavae conforme. ef irehajo: de. disci progresa en. ef que Jas
uilas, tues. ¢ wberlas compradas se GIbujan contva Tas fucturas
Wuidaaloe ae inaterial de’ cada abajo, Antes de que Ta eantidad
Noministzo. dean material en orden.aparczca eo < punto de
ceeeate deben pedir nuevas requisiciones y las compras oe de-
be bacer. La Fig, 12-da-un ejemplo de-una forza usade para
eg inventanios .cantinues:
juas espeetticaciones de fuberia se deben dtbujar conforming ef em
‘on que el brabajo Tega al cuario de alveiy yare quo ol diseie.
‘cde la tuberia fenga wna guia exacts del apo del material que
‘ga a usar en una linea particular, Ya gue muchas de las espe-
thaciones de tuberia se han usado ca wabajos anteriores. tas
[pueden copia. Esto es generalmente cierto en ta mayaria ce 19s
treicios usados como vapor, agua y aire
The Va muestra una hoja de una especiticacién de tuberia
se conticne Ia informacién. como. la, raguioro.normalmente el die
aBador.
‘Ee pore eb case on que Ia constractién.de una planta princizis
an un juego de dibajos completos. Ex mis usual pars el disefiader :
Srineat hacia adelante en @-campo”. Esto es un estado meompren:
THe de cosas, por Jo gue es obvio que wna gran sume de dinero
weds atada dorante el periodo. entte los primeroa pasos de plana
Jan y desarvofio y el comienzo de lao operaciones de fa plant, eva
fo el segreso a Ja investigacion ¢s posible, Por fo tanto, s° debe
woner todo ol éniasis en acoriar este daze.
‘EL hecho de gue existe sin coniratisia on el trabajo com Unt
jufade de trabajadores gue si es posible nunca se les debe permitie
wane ociosos por falta de materiales o planes de in oficina de
paieria que venden @ fociltar grandemente las decisiones de:
fuedep de otta manera relegar la obta a una fecha posietior:
seiarmiaseieiiNisintoanssia
SPEC, DD4er tet
Prossin de Disehio: 125 pst
Demparaioes de Disetion 359°F
Scout yea Profiie de Lines: 8
VAPOR BATHRADO Y CONDENSABO
Hasta s fasluyonde 3* (saver)
Tube: progeeims 80 con pes, soldade & muslape o avery sla costura
(ASTM 33 Ge A)
Wiones: 300 Tb hriewo maleable stornillade
juntas: 360 1b junta con base negra (latéx 0 lero} Crane yp 1955.
© igual.
(AeA Ce 18a" pais condensede sexd 3a mnisma que aeytba)
LS" ¥ 2" (seipor} ¥ 2" (euwtensado)
Tuho, program 40 saldado a waslazo o aneeo ain cost
ASTM ASS
Br A)
Unionses JG0 th forre maleatie atorniliads
Jamis: 159 Yo fuse con base negra Cacca 0 Frieno? Cram sb 3280
a teat
BA" yan
Tudo: Jo mise que artis:
Uniones: programa 40 FS. soldodse > te
Bianches, 180 Ib FS. culo eoldados con cera plana contes 125 lb CL
on vésvulaa (Se permite en ous0s esporialee dosllzar fan planchas)
Vaivatas:
‘Compuertod Hieta’e°incluvends'9" debesis: ene do 185 1b SYP. Ros”
‘8ce. doi drbet-de-brance cue se less, y. Bonet reseulo,.Orgne
$480: 0; iguales, Tox, ae 9%
Dik y arth deberd ser de 139 coe zebuedes
solide OS y ¥ Crane = 46516 Tan: xe
Globo. hava © iacheyende 3” dake cur te latin atvenilado evtéo.
dex Crae 3p 1 0 igus Tag, @ VES
ta" ¢ masurse donerin sur estdnine con shorde y de 19S Th
TBM de atbo! que se eleva Crane wy 331 o igual Tay. 2 V20
hagnes: arciha de 3” debwrin ser pstdnéar atorntladas de 200 Wb de
letén de boloseco Grane gi 34 0 Igual Tag VES
y mayoros debe ser ean rehurde 7 cuerpo de hero
hnviades por bromce y de balances Ceane 237% 0 igual Tas
a yo2
‘Teampas: Richaleon tly "6° ienmostétion de forte fendide con SS de
gua y fadlles de rune
“ba tuberia para paso de 447 ea XO pies en Ta dixwecsn det Suto,
1S clare taascono enti Tos ropores sort
famatio del mute: Hasta t 1a Oy BS
Cares B18, 17, De. 26, go"
se debaré apices de acuerde con 16 scociin deo
efones de alstamiente. ab 1A
Eowchoes top tineas debenin sor probadac hitrostisienmenle 3 Th vores
Ta preston de disene por aa. tiadme de 2 hotay
:BoM onda
spools.
Sesion moan en ceed cna ice ncn
ESSER
qoapata cipuerRray
jontante que se establozen wa procediatente erdeuado para gue
prbmerus covas se hagan prime
mm del sitio de trabajo eskableciende los nocesaries
ma d¢ jas lineas de construceion ee siga al hacer
ide Ine zanjns ¥ ef planeainicnio de tode al servicio bajo
da ¥ lineas de despendicto. Para prepararse wn balance de age
‘boda planta entera so debe hacer primero.
a pamie de una planta que s€ va a constmair dentro de los
dios de alguna muntcipalidad conservarse en constante
sontacto con el departamento de dibujo para que asi se eviten prin-
sIpios falsos y costosos
Recordando que las cantidades de flujo de material no se pueden
sstablecer rigidamente cuando ¢l disefiador de tuberia principia su
rabajo, él debe trabajar desde lo que conoce definidamente hasta
© que no conoce y gradualmente enar los datos olvidados; por es-
serar a que cada i tenga su punto y ccda ¢ esté cruzada antes de
mpezar un disefio puede significar que el trabajo nunca se co-
nience. Después de que se ha pulido el plano de planta, por ejem-
alo, cl arreglo del equipo se ha decidido con cierto grado tentativo
; se han establecido las elevaciones de éste, los tamanios de las
ineas de tuberia se pueden calcular, Para hacer esto, una aproxi-
nacién razonable de Ja longitud de la linea, ol mimero de cambios
ie direccién y las uniones que se requieren se pueden ahora su-
Donen,
Designaciones de equipo para hojas de flujo
AG—Agitador FK—Secador
BC—Cyilensador bawuméuico — FL—Filuw
BI—Area FT—Tangue de britlo
BL—Soplador GR—Molino
BR—Mezclador HE—Cambiador de calor
CE—Centrifuga HO—Lovantador
CL—Columna HW—Recipiente caliente
>M—Compresor PU—Bomba
2N—Condensador RB—Hervidero
¢O—Transportador RE—Reactor
—Triturador RF—Refrigerador
CY—Cristalizador RS—Divisor de reflujo
DE—Decantador SC—Escala
DI—Disolvente SCR—Criba
DR—Secador SE—Separador
E1L—Elevador ‘SH—Sobrecalentador
EV—Evaporador ‘SR—Rascador
EX—Extractor TA—Tangue
FA—Retenedor de llama VJ—Chorro de vacio
CAPITULO 2
‘TUBERIAS DE VAPOR
‘Las lineas de tuberia se dividen generalmente en dos categorias:
las lineas de proceso son aquellas que acarrean materiales que en-
tran en la composicién del producto que se esté fabricando; las
lineas de utilidad 0 servicio, son aquelles que acarrean vapor, agua,
gas, aire comprimido, salmuera, u otras sustancias que se necesitan
para traer las condiciones requeridas de temperatura, presién,
etc., para obtener el éxito completo del proceso.
‘TABLA 2-1, TABLA DE ECUIVALENCIAS
(Se supone agus & maxima deusidad)
cain [rec | Hea ttm ay | ee,
Sain v [ome ale am | coum
Las cantidades requeridas de materiales que se van a transpor-
tar se anotan en Ia hoja de flujo en uno de los dos tipos de unidades
de medicion de Iiquidos que se usan en Ja industria:
1, Aquellas para la medicién de voumen,
2. Aguellas para la medicién de fivjo.
EL galén y el pie ctibico son los més usados en Estados Unidos
y el litro y el metro ciibico en aquelos pafses donde el sistema
‘meétrico es estandar. El centimetro ctibico (cc), se emplea normal-
mente por quimicos, pero se encuentran rara vez en el oficio de
ingenieria,
Para la medicién de flujo y descarge, las unidades mas comunes
son el galén por minuto (gpm), millér. de galones por dia (mgd),
y el pie cubico por segundo (cfs). Las cantidades de vapor general-
28 TUBERIA INDUSTRIAL
mente se nombran en libras por hors (ph) o ples cibicos por mi-
nuto (cfm) a la presién requerida.
‘El vapor resultante de Ja aplicacién de calor al agua es un fen6-
meno familiax. El vapor, agua, y hielo son las fases gaseosas, liquida,
y sélida de la misma sustancia, La transformacién de una fase
otra esté acompaiiada por la adicién o pérdida de calor.
El hiclo a 32°F se transforma en agua de 32°F agregdndole
144 Btu por libra de hielo, Este calor es el Uamado calor latente
de fusion, Si se agregan 180 Btu, sc obtiene una temperatura de
212°F,
‘EI Btu (British thermal unit (unidad térmica briténica)] se puede
definir como la 180 parte del total de calor requerido para elevar
Ja temperatura de una libra de agua desde 32 a 212°F. Actualmente
éste es el calor requerido para elevar sna libra de agua de 60 a 61°F.
‘La caloria es la unidad térmica que se usa en cl sistema métrico
y es la cantidad promedio do calor que se requiere para elevar la
temperatura de un gramo de agua 1°C dentro del rango de 0 a
100°C. La caloria grande, también llamada le caloria kilogramo es
igual a 1000 geal
Un Btu co igual a 959 calorias-gramo.
Una calorfa-gramo es igual a 0.003969 Btu,
Fl calor que se usa para elevar la temperatura del agua se conoce
como calor sensible diferenciéndose de calor latente, que se absorbe
fal cambiar e] agua de una fase a otra sin un cambio en la tempe-
rratura.
‘Se deben agregar 970.3 Btu adicionales a una libra de agua a
219°F para hacer que ésta hierva c “gasifique” a la presién atmos.
férica (14.696 psl* ). Si la presién centro del recipiente en el que el
agua se est calentando excede a la atmosférica, una temperatura
mayor se alcanzaré antes de que el agua hierva. Para cada presién
existe una temperatura definida a la que el cambio de fase toma
lugar, Por el contrario, si la presién es inferior a la atmosférica, el
agua hierve a temperaturas abajo de 212°F.
El vapor saturado es vapor en contacto con el agua de la que
éste se generd y puede estar ya sea seco o hiimedo. Fl vapor himedo
‘acarrea particulas en suspensién de mezcla libre. El porcentaje por
peso de vapor seco determina la “calidad” del vapor. Naturalmente,
{a parte de vapor himedo que esté mezelada se pierde en calor
latente, y por lo tanto los volimenes equivalentes de vapor lnimedo
contiene menos Btu gue el vapor seco.
i cundenda) (N, del 7.)
rumenras DE vAvoR 29
Si sc le aplica més calor al vapor después de que se ha separado
de su contacto con el agua de la que se generd, toma lugar una
elevacién de la temperatura.
El vapor sobrecalentado es vepor @ una temperatura més alta
que la temperatura del punto de obullicién correspondiente a la
presién. Este sigue en cierto grado las leyes de los gases perfectos,
Este puede generarse a cualquier temperatura més alta que aquella
del punto de ebullicién. E] agua no puede existir en la presencia del
vapor sobrecalentado, Para desobecalentar el vapor, se debe agre-
gar agua resultando una baja de la temperatura hasta que se agrega
suficiente agua que absorbe el sobrecalentamiento, quedando el vapor
una vez mas en una condicién sa‘urada.
EL dar medidas a la tuberia de vapor es una funcién importante
del disefiador de plantas. Los tamafios escogidos no deben ser ni muy
pequefios ni muy grandes. Tamafios pequenos de tubos resultarén en
uma caida de presién excesiva, velocidades excesivas, y fallas al
enviar las cantidades recueridas de vapor de la presién que se nece-
sita a los puntos del sistema de donde se esta demandando. Por otro
lado, tubos demasiado grandes, suponen gastos innecesarios no sélo
per él costo mayor del tubo sino que ademés por la mayor eantidad
de aislamiento asi como de sostenes.
‘Una aproximacion ruda de los tamatios de lineas se puede hacer
st la cantidad y presién de vapor se conocen suponiendo una velo-
cidad de flujo razonable.
Bastantes autoridades recomiendan velocidades de 1000 a 1200
{pm por pulgada de diémetro de tubo. Las lineas que alimentan bom-
bas 0 maquinas reciprocantes deben tener velocidades de un tercio a
un cuarto menores que aquellas que se dan en la Tabla 2-2. Si la
velocidad de flujo por dos tubos de diémetro diferente es la misma,
TABLA 22, VELOCIDADES DE VAPOR
Presi, FH vs Yetta
O18 | Caletaceion rer
oun Ulscelineos(colectores] 0-100)
mnyrarsiha _(Calderasematomadas | W480-15 00,
la pérdida de presién por unidad de longitud en el tubo mayor sera
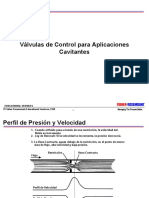
‘menor en el tubo menor. El efecto de tallado de particulas pequefias
de mezcla en vapor saturado himedo que fluyen por una linea en la
que ocurren varios cambios de direccién hacen que ocurra una
wg
la
Qt, Carta de flujo de vapor, Esta gréfict os una gran salvadora de
po al caleular velocidades, descarga y tamafios de Ta tuberia requerida para
condiciones de flujo dadas
tyemrzo 1, Suponiendo una velocidad de 5 C00 fpm, zaué tamatio de tubo
ecesario para enviar 8000 Ib de vapor por hora a 120 psig?
folucién. Trace una ines de una velocidad de 5000 pies a 120 pais.
interseccién siga horizontalmente hasta 8 000 Tb de vapor por hora. Lea
tmafio mas préximo de tubo, 4 ply.
Shenrzo 2. Encuentre Ia velocidad del varor en un tubo de 6 pig que
‘2.20 000 Ib de vapor por hora a 85 psig.
oluctén. ‘Trace 1a linea representando 20 000 1b por hora hasta su inter
én con el tubo de 6 plz. Siga horizontalmente hasta 85 psig de presion
27350 fpm,
Symatrio 3. Suponga une velocidad de 6 000 fpm por un tubo de 8 Pg.
haentre las lineas de vapor por hora a. 100 psig.
Soluciém, Trace una ifnea sobre la de velocidad de 6000 tb hasta que
Iersecte con la linea de presién de 100 Ib, Siga horizontalmente hasta la
fa de tubo de 8 ple ¥ lea en ese punto 32.320 Ib de vapor por hora,
(UBERIAS DE varon a1
yelocidad més baja permisible para vazor sobrecalentado, Los ta-
naiios del tubo se pueden obtener por medio de la siguiente relacion:
Ib/h X pie'/Ib x 1728
60 X area del tubo en plg® x 12
Velocidad en fpm
yw
1,728 _ 24Wv
jonde
velocidad, fpm
W = peso del vapor, Ib/h
V = volumen especifico, pies'/Ib
rea del tubo, pg
a Fig, 2-1 es una carta conveniente que proporciona una solucién
yrafica para las ecuaciones anteriores.
Es obvio que no se ha tenido en cuenta la caida de presién debido
1 Ja friccién en la formula de arriba, Para hacer esto se requiere
conocer las longitudes del tubo
Las Wnytiudes de vurrera se pucien sacar a escala del plano de
slanta con los pies equivalentes de tubo agregados para un ntimero
supuesto de uniones y valvulas,
Los valores en la Tabla 2-3 para uniones atornilladas. Multiplique
os valores tabulares para las uniones de pestaia como sigue:
vValvulas de compuerta por 0.80
Yalvulas de globo por 0.96
Valvulas de Angulo por 0.90
Cocos, tes, y vueltas de regreso por 0.75
Los valores para uniones soldadas se pueden suponer ligeramente
menores que para las uniones de pestafa,
‘Existe muy variado formulario para el calculo de la caida de
presién a través de un tubo, Una de las conocidas como la “formula
Babcock” es probablemente la que mas se usa. Esta es como sigue:
Fae —
0 eeu
P = o.o0n0000as7 1 +-(5?)
we
WL
We
donde P = pérdida de presion, psi
d = diametro interior del tubo, plg
TUDERIA INDUSTRIA:
L = longitud del tubo, pies
y = peso de un pie cibico de vapor
W = libras de vapor por hora.
La formula de Babcock se ha dividido 2n cuatro factores de los
se forma (ver Tabla 2-4) Columna 1 X columna 2 x columna
columna 4 = libras de vapor por hora que fluirén por una
stia recta para una condicion dada.
LA 29, RESISTENCIA DE VALVULAS Y UNIONES EN LONGITUDES
EQUIVALENTES DE TUBO RECTO*
tie
an)
F a\o|Q\a)a [2
Wana saa | naz | eet even
|
is wo | 3 | et
« ei oa |e
« =| a | as
‘ | =| ou | a
| oe ii
w[as| 3 ae
a) & uv
as | we ts | me |r | ows |e
aa | te | zo | ve | Re | um
| wa | men | one | ome | tar
ss | ta | as | te | we | te
as | te tia | mes | ome |e | oe
‘La formula Thomas para el calculo del flujo de vapor desarrollada
el difunto W. A. Thomas, ingeniero consultor, e impresa aqui
1 el permiso del autor, es una formula empirica que se sostiene
a el rango arriba de 3300 psia, de la presin critica, A esta
sién el vapor saturado tendria aproximadamente la misma caida
presién que la de un liquido con una viscosidad absoluta similar
a del agua a 212°F 0 sea, 0.25 centipoise.
Se debe sefialar que el darles tamafio a las tuberfas ¢s més un
e que una ciencia. Por esto se tiene en mente que atin una dife-
‘cia ligera en cualquiera de las variables sobre las que se basa
URERIAS DE VAPOR 33
‘TABLA 24, DATOS PARA EL CALCULO DEL FLUJO DE VAPOR
POR LA FORMULA BABCOCK
a aaa cout cout =
Gone ig co k fo
ay Hn! *
=
”
a“ aes sino | ara | ma | ase | ao
|
# wer | om | 0
2 mei | ose | im
3 ii | tia |
2 mi | ens | i
& a | ome | fo
Tymwrio. {Cudntas Ubras én en wn tubo de 13 ply
on 400 ples de longitud a 60 psig de presién inicial de envio con una su-
uesta caida de prestén de 6 Ib?
Columna 1
Columna 2
Columna 3 = 0.418
Columna 4 = 0.5
11672 4975 0.415 X¢ 0.5 = 105 960 Ib/h
| cAlculo, por ejemplo, la condicién y variacién del didmetro interior
ndudablemente afectaria en una cantidad medible el fluido enviado.
11 diseador de tuberias, por lo tanto, debe escoger un tamaho de
ubo que cubra las demandas de Ja instalacién en cuanto a compor-
amiento asi como en economia.
La f6rmula Thomas para la seleccién del tamafio, balanceo de
érdidas de calor por un tubo de paredes aisladas, y pérdidas de fric-
in, esta dada como:
1012
4375
a4 TUBERIA INDUSTRIAL
a= ac + 0.00259) aw
donde d= didmetro inferior del tubo, plg
§ = sobrecalentamiento, °F
W = flujo de vapor, Ib/min
P = presin absoluta, Ib/plg*.
Fyenero, Determine el tamafo det tubo para una demanda de 16 000 Tb
por hora de vapor a 250 pei y 500°F.
60
950 pel = 265 psia (de tablas de vapor) = 500" — 406:
= 45 X 1.0235 /7fhpq = 4.024 vl.
EL tamafio de tubo més préximo al comercial seria de 4 pg del programa
‘de tubor 40. Para checar si éste da una velocidad razonable (V fom), despre:
ciando el espesor de 1a pared usamos
y = 80,0000
94° sobrecalentado
@
= 2,000.2 LAO 2967 5770 fp
{4Cusl soré ta caida de presion en psi por 100 ples (Paso)?
= HsG + 000178)
Pauw “oe ®
114 1.1508 x 207 x 207
4 1 ees 3 at = 2.36 pet por 100 pies
Una caida de 2 a 5 psi por 100 pies de altura se considera razonable,
Para vapor saturado la férmula cs atin més simple
EqEMPLo. Determine el tamafio del tubo para un flujo de 920 Tb por hors
‘de vapor saturado a 100 psi, La velocidad no excede de 6.000 fpm.
0,000
a = S00 o
/s0,000 183 _ 1.39 i
a= EBM XISA 21.85 alg, algamoe, 1¥4 vie programa 40
—>-_Tabo es un término limitado a productos tubulares que conforme
‘a Tiertas didmetros exteriores estandar conocidos como “tamanos
de tubo de hierro” (yps). Esto lo distingue de entubados que son
ya sea de didmetros exteriores o interiores hasta de pulgadas 0
fracciones de pulgadas con espesor de pared especificado. Un exa-
mon ala Tabla 2-5 descubre que cuaiquiera de los didmetros exterior
© interior esté de acuerdo con los lamados tamaftos nominales de
tubo.
TURERIAS DE VAPOR 35
El tubo de acero se fabrica conforme a varias especificaciones, la
seleccidn de éstas depende del uso requerido, como presiones de tra-
bajo y temperatura, costos, y las ordenanzas del Pressure Piping Code
gue se pueden aplicar.
El tubo de acero soldado para usos ordinarios como plomeria y
calefaccion, 0 agua, gas, y Mneas de aire se puede ordenar bajo la
ASTM _A 120-57T, Ya scan los tubos negtos o galvanizados son los
{que se pueden requerir. Estos no se intenta usarlos en servicio de
temperaturas altas, embobinados cerrados, 0 doblados. No se requie-
ren otras pruebas que las hechas en cl molino como prucbas hidros-
taticas, se usa tal y como se compra de los almacenes de ventas.
El tubo soldado esta generalmente limitado a 4 plg y mas bajo
(2¥ plg para los extradoble-fuertes). Para tamafos mas grandes
se requiere soldadura a traslape o eléctrica. El tubo soldado a tras-
lape no se fabrica en tamafios abajo de 2 pig. Por ventura longitudes
de 16 a 22 pies se suministran cominmente (12 a 22 pies son las
longitudes permitidas para extrafuerte y doble extrafuerte). Cuan-
do se ordenan esta clase de tubos lz minima longitud que se consigue
es de 22 pies con un promedio de 35 pies.
‘A menos que otra cosa se especifique, ambos extremos del tubo
estdndar soldado estén roscados, y por cada longitud se suministra
un acoplamiento de tubo.
EL tubo que se usa para embobinados, doblamientos, u otros
propésitos especiales se puede ordenar bajo los ASTM_A53-60T que
cubre tubos de acero negro o galvanizado y soldados. Estos
no se usan para rebordes.
El tubo AS3 debe ser probado hidrostaticamemte pero ademés
debe pasar pruebas quimicas y mecénicas que no requicre el tubo
‘A120, Hay dos grados: A con un esfuerzo a la tensién minima de
48.000 psi y B con 60000 psi. El alargamiento minimo del tubo
de Grado B es menor gue el del Grado A y aunque la flexién del
tubo del Grado B no est prohibida, el Grado A se deberia especi-
ficar para este propésito.
La prdctica regular sin tomar en cuenta tamafos, longitudes,
extremos roscados, etc., es idéntica a la ASTM A120 de tubos,
El tubo de acero al carbono sin costura para servicio de alta tem.
fatura es apropiado para flexidn, rebordes, y otras formas, y est
Eihierio bajo ia ASTM. ATOG-0T.
Para servicio de vapor a presiones de 400 psi_y arriba, altas
temperaturas, o donde se necesita un grado de tubo superior, se
fieren pruebas adicionales ademas de las normales quimicas,
anicas, e hidrostaticas,
Existen ures grados: A, B y C aunque este iltimo es un pro-
Jo especial que no esté de ordinario a la disposicién, Estos te
‘esfuerzos de tension de 48 000, 60000 y 70000 psi respecti-
lente, Este tubo se fabrica en tamaiios nominales desde % hasta
pig de didmetro exterior, aunque algunas de las paredes de los
Se'mas grandes y pesados no se puedan hacer en la produccién
nnolinos sin costura en lugar de éstos se maquinan y agujeran de
jas sélidas. Este tubo también se puede ordenar en longitudes
indar simples 0 dobles.
Tubo de acero soldado por resistencia eléctrica (ASTM A135-
1) se fabrica en tamaios de 30 plg y més chicos por medio de
‘sién mecénica ejercida para forjar las crillas de la placa calen-
a a-una temperatura de soldar. Este tubo esta a la disposicién en
grados: el A con un esfuerzo minimo a la tensién de 48 000 pst
1 un punto de cedencia de 30.000 psi, y el B con un esfuerzo
1 tensién de 60 000 psi y un punto de cedencia de 35 000 psi. Sélo
Grado A se adapta para rebordes,y flexiones aunque el uso del
ado B con octe propésite no est’ ptohibido.
‘Se requioren pruebas mecdnieas tanto como hidrostéticas para
Ja largo de tubo. A menos que otra cosa se especifique, el tubo
suministra en longitudes que promedian los 38 pies o mayores con
a longitud mfnima permitida de 20 pies. Los extremos deben estar
jeados y suministrados con un acoplamiento de tubo por longitud
‘ste o bien con extremos planos apropiados para Dresser u otro
‘© mecénico de acoplamiento o tambien biselados para soldarse
‘el campo de la misma manera que el tubo de acero soldado con
co eléctrico.
Fl tubo de acero soldado con fusién eléctrica (arco) esta cubierto
ir tres especificaciones, la scleccién de éstas depende de los reque-
nientos de tamafio, material y uso destinado.
1. Los tubos de tamafios de 16 plg de diametro exterior y ma-
res, con espesores de pared arriba de los % pig, inclusive y fabri-
ddos de hojas de acero al carbono o placas de esfuerzo a la tensién
{Jo © intermedio, estén cublertos por la ASTM 134-54,
‘Las orillas Jongitudinales de la placa estan rebajadas para soldarse
‘entonces el canal se forma y automaticamente se suelda, est4 per
{tio soldarlos manualmente s6lo por acuerdo entre cl comprador
‘el fabricante, Se requicre una prucba de presién hidrostatica por
TUBERIAS DE VAFOR 37
cada longitud de tubo, Cuando se especifica, las longitudes nomina-
les promedian 29 pies y mas (con 20 pies minimo),
Los extremos se proporcionan con un corte de angulo recto o se
pueden biselar siempre y cuando esté especificado. Para soldaduras
en el campo, un éngulo de 35° + 24° con ‘4s de superficie plana
es usual en el extremo del tubo.
2. Tamanios de tubo de 4 plg y mayores, ya sea soldados con
cordén recto 0 espiral con espesores de pared arriba de los % pig,
se especifican en 2 grados teniendo esfucrzos minimos a la tensién
similares a los de la A135 (tubos soldados con resistencia eléctrica).
Este tubo esté cubierto por la ASTM A139-58, Se requlere por cada
longitud de tubo prueba mecénica asi como prueba de presién hidros-
tatica. Las longitudes nominales promedian 29 pies y se pueden
ordenar mayores.
3, El tubo de acero soldado con fusién eléctrica para altas tem-
peraturas o servicio de alta presién est cubierto por Ia ASTM A155-
56T. Bajo esta especificacién los tamafos de 16 plg de diémetro
exterior y mayores se suministran més cominmente, aunque no
existe restriccién para el tamaio. Este tubo et apropiado para dobla-
miento, rebordes, corrugado y operaciones similares,
La placa de la que este tubo se hace viene bajo una de 15 espe-
cificaciones. El material puede ser acero al carbono, acero al carbono
muerto, 0 acero al carbono molibdeno 0 al cromo molibdeno. Se
cubren dos clases de tuberia como sigue:
Clase I—Todas las tuberias con tratamiento de calor y radio,
Clase I—Todas las tuberias de aleaciones y acero al carbono
para tubos de % plg y mayores para ser tratadas térmicamente.
Se requieren precauciones especiales para juntas de soldadura
doble que tengan penetracién completa y que se hagan por solda-
dores calificados. Se requieren pruebas guimicas, mecinicas e hi-
drostaticas. Las longitudes del tubo estén especificadas y éste gene-
ralmente se suministra con extromos planos.
> El tubo soldado en espiral para trarsportar iquido, gas © vapor
se fabrica en tamafos desde 4 a 48 plg en didmetro y espesores de
pared desde 4g plg (No. 16 U.S, stancard gauge) a %q ple (No.
8 U.S. standard gauge). Este se fabrica embobinando el acero y
juntando las bobinas u hojas de tal forma que una linea helicoidal
Se forma alrededor de la circunferencia del tubo, Continta una
junta a traslape, una junta cara a cara por fusién, Este tubo se
Puede suministrar bajo la ASTM A211-54 en longitudes estindar
dle 20, 30 0 40 pics.
TURERIA INDUSTRIAL
ca
a
ane =
oon 2
ave 2
a a 7
re Sa | at joe me | ee
et sna
Corged VSv) SOMML HI SdaVamIAOUd “3G VIEVL
TUBERIAS DE VApOR 30
#2 fer ,2 5
rupEara INDUSTRIAL
S% z03
3 cence 93
Beg
ent
aime
wai) ta,
ene
feared |oosena |e
‘Comumueg) “(Or 9ed VSV) SORNL Ad STavasIaowd “ST
viv
waess
cpuonyenx) cq 18 w0> soppy aor Op £ 09 HmmAtOLE sox wo sonpabs ob
cesumpa‘aepeyee cand, eqns op snenia wt © sone wor sma So eo SKE oop POI wo SHAG AT
wor | ane
ais
| am
oe
mee
= lows] | [ome 7 a
a a ede | am fetal seen | ae] Sis | mat fa mee) | a | mt
ra free el apmeae| ee | oat fee | 72) OM | epee
even vend sea
= a
(opuyuop) “COr'sed VSV) SOHAL Ha SHaVasIAONd “3% VIEVL
TURERIAS DE VAPOR 43
El tubo de hierro soldado con forja encuentra su maximo uso
en lineas de retorno de condensado dende Ja presencia de aires en
solucién puede causar un problema seyero de corrosién, Existen
dos escuelas de pensamicntos diferentes del hierro forjado contra el
tubo de acero en cuestién, algunos ingenieros sostienen que éste
aumenia el costo y otros dicen lo contrario. E] autor rechaza verse
inmiscuido dentro de la controversia sobre la materia.*
Este tubo en tamafios arriba de 14 plg se ordena bajo la ASTM
A72-59T y se puede suministrar ya sea negro o galvanizad,
Los tamafos %4 plg a 4 plg se pueden soldar cara a cara.
Los tamafios 1%4 y hasta 14 pig didmetro exterior se pueden sol-
dar traslapados.
Los tamanos de 16 plg y mayores se fabrican de acuerdo con
la especificacién para la fusion eléctrica (arco) del tubo de placa
de hierro soldado por forja de la ASTM A419-57P, Aunque el tubo de
hhierro forjado se puede usar para doblamientos, rebordes, etc., el
tubo soldado cari a cara no se usa Fara rebordes o doblamientos
agudos, y para cmbobinados en tamafos arriba de una pulgada, se
prefiere el tubo soldado a traslape.
El peso esténdar, extrafuerte, y doble-extra-fuerte son las desig-
naciones que se usan mas que los némeros de programa que tienen
los tubos de acero. Aunque los tubos de 8, 10 y 12 plg tienen lis-
tado mds de un espesor de pared, los pesos mas livianos de tubo
no se suministran a menos que s¢ orcenen especialmente. Aunque
os diametros exteriores del tubo de hierro forjado coinciden con
aquellos de los tubos de acero, se debe anotar que el espesor de pa-
red es ligeramente mayor para la mayoria de los’ tamafos. Un
sistema de tamafios de tubos (Dimensions and Weights of Welded
Wrought Iron Pipe, ASA B36,10-1959; se ha aprobado y ahora se
aplica.
Las longitudes nominales dobles de tubos no se fabrican, Ia mé-
xima longitud disponible es de 22 pies. Ambos extremos de los tubos
de peso estindar estén roscados y se proporcionan con un acopla-
miento por longitud de tubo aunque los extremos planos se pidan.
‘Los tubos extra-fuertes y doble-extra-fuerte se proporcionan con ex-
‘tremos planos que pueden estar biselados para soldarse a un dngulo
de 30 grados + 5 grados — 0 grados, Para tamafios mayores se
suministran extremos preparados para acoplamientos mecanicos so-
bre orden.
© Ver felloto dot Department of Mines and Technical rurveys, Ottawa, “The Carrsion
Resistance of Wrought Ion and Openhenth Sal", 1988.
he
.os tubos de acero de aleactén de pared pesada fabricados de
ahuecadas para servicios de alta temperatura, vienen en di-
ites grados de acero ferritico. Estos estin designados FP 1, 2,
5, ete., dependiendo de los requerimientos quimicos. El esfuerzo
mo a la tensién de los Grados FP 1 y FP 2 es de 55000 psi,
5 los demds grados 60000 psi. El punto de cedencia minimo
0.000 psi se aplica a todos los grados, Este tubo esta cubicrto
la ASTM A369-60T.
SL tubo de hhierro dictit se fabrica de un material comparativa-
te nuevo que se ha desarrollado desde la Segunda Guerra Mun-
Este material combina las propiedades mecanicas del acero
la resistencia a la corrosién del hicrro fundido. Este exhibe
grado muy mareado de flexibilidad. Tiene un contenido de gra-
‘esferoidal, lo que trae como resultado un metal fuerte. La
iente es una especificacién minima garantizada.
PROPIEDADES DEL TUBO DE HIERRO DUCTIL
Esfuerso @ la tensién, psi... s+ 60.000
Esfuerzo ala cedencia, St ....p..ceseessesers+ 45.000
Alargamionto, por elena : 10
Dureza Brinell fiays aa be Lt 180.230
Médulo de elasticidad, pst ...ee..s.+ LL 24x 10"
ste tubo se funde centrifugamente par el proceso de arena hi-
jen tamaios desde 2 a 38 pig en longitudes de 18 pies, tambien
Jo a 50 ply de didmetro en longitudes de 23 pies. Cada longitud
tubo se prueba hidrdulicamente, Este se puede obtener prepara-
para todes los: métodos estindar de uniones: roscado, reborde,
ones mecinieas, ete
TEI hierro ictil se ha encontrado como material superior para
4150 como pestafla Van Stone para tubo de acoro inoxidable.
Thos espesores de pared del tubo se les nombra “ntimeros de pro
ma”, Esta designacién ha sobrepasado al método anterior de
fecifiear los pesos del tubo como estindar, extrafuerte, ete
‘Los mimeros de programa son valores aproximades de Ia for-
ila
1600 x2 = animes de popame
nde P = presi6n interna, psi
§ = esfuerzo permisible de la fibra, pst
TUBERIAS DE VAPOR 45
Los espesores se pueden computar or medio del formulario pro-
porcionado por los e6digos pertinentes a un trabajo particular.
El Code for Pressure Piping, American Standard B31.1-1955,
seccién 1, pirrafo 122, da la formula para determinar el minimo
espesor de Ja pared del tubo para tuberias de potencia y esté extrafda
con el permiso del publicador, The Amorican Society of Mechanical
Engineers. Esta es como sigue:
__ pep 23(tm ~ C)
=< orem °° ° PDT aS
TABLA 2.6. VALORES 5 PERMISIBLES PARA ACERO AL CARBONO
Y TUROS DE. HIERRO FORJADO, 1 000 PSI
ry ey ann wlan F
a fee | sno | snfn|n| ra | 0 | seo | a
nat
scr 4 fess) 0a Toa] ee /on
tne] |B foal tate aa} fre
pe
iene] | 4 20 nsjor|e0 bt eo
fie tin | ato | iso [1.08 bilo
i
es at ere |ttin [as | A
tr ns)
an] |a| so
sspesor minimo de la pared del tubo, plg
P = presin maxima interna de servicio, psig
D = didmetro exterior del tubo, ple
$= esfuerzo permisible en el material debido a la presién
interna, a la temperatura de operacién, psi, que no ex:
ccodera los valores que se muestran en las Tablas 2-6
y 26a
roscado permitido, esfuerzo mezénico, y/o corrosion, ple
¥y = un coeficiente que tiene los valores dados en la Tabla 2-7
y se puede interpolar entre los valores que se muestra en la
Ja 2-7, Se debe también anotar que la tolerancia de fabricacion
los espesores de pared se debe tomar en cuenta, por ejemplo,
sspesor minimo aceptable de pared que se va usar.
Para vapor a 250 psi o agua de una temperatura de 220°F 0
yor, el tubo debe ser sin cordén A106 0 A53 con un espesor de
ed por Jo menos igual al del programa 80. Sc recomienda am.
mente que cuando el espesor calculade sea teéricamente amplio
a tener euidado de la presién de estallido y del material remo-
5 al rosear, en los tubos roscados a temperaturas que no excedan
3O°F, un pesu pur lo menos igual al co la clas 600 th se debe
w para darle esfuerzo mecdnico adicional.
Las uniones de tubos empleadas en Iineas que transportan vapor
pueden clasificar por el método de hacer la unién que puede ser
) reborde, (2) soldado, (3) roscado, 0 (4) soldado con latén.
1. Las uniones de tubo de reborde son fundiciones ya sea de
wo 0 acero,
Las uniones de reborde de acero fundido estén disenadas de
uerdo a la ASA Bl6e y estén a la disposicion en las clases 150,
0, 400, 600, 900 y 1500 Ib. Estas ocasionalmente se designan
mo “series” 15, 30, 40, etc. El término “series”, sin embargo, se
Searté en los afios recientes debido a la confusion entre la clase
io y 1500 Ib de uniones.
Las uniones de acero fundido, asi como las forjadas y los re~
indes de acero fundido de las clases 150 a 300, tienen una cara
tvada de %p pig incluida en el espesor designado de reborde y en
3 dimensiones del centro a cara de contacto. Arriba de estas pre
gnes tienen una cara elevada de % plg la cual no se incluye en
‘espesor del reborde, pero si en las dimensiones de centro & su-
ficie de contacto. Donde las caras especiales como las de lengua
‘sureo, macho y hembra, y junta de anillos se usan, el metal adi-
TURERIAS DE VAPOR ar
TABLA 26a, VALORES $ PERMISIBLES, TUBOS DE ALEACION
SIN CORDON, 1.000 'PSI*
Astin ete
Pecitaain ADE wana o nara |aaas « asue | A305 » ash [aise o aate
fer na myer my rea [pea ree
Cops Teeeecim [eum Manne | Orwell tiene
‘Mame sans i tide | SE me eo
ayer we a8 a8
= wa
ie me
« ie
Py we
on ue
eo ri ue he
Py ae te
00 Bb 635
BI
resign, Sees 1, Tube
+ Bannon In Tela 2 del igo pars Taber 0 de Poeoc
cional debe agregarse en todos los casos al “mfnimo espesor del
reborde”.
Las uniones de acero fundido de 15) Ib se fabrican en tamafos
de 1 a 24 plg.
Las uniones de acero fundido de 309 Ib se fabrican en tamafios
de 1 a 24 plg. Cuando los tamafios abzjo de 2 plg se requieren, se
pueden usar unlones de 600 Tb. Estas untones tienen la cara ele-
vada % plg, pero si se requiere una cara clevada de Y%¢ plg, se
tiene que remover para esto %45 plg de metal disminuyendo ast la
dimensién centro-a-cara,
Las uniones de acero fundido de 400 Ib se fabrican en tamafios
de 4 a 24 pig. Donde se requieren tamafios abajo de 4 ply se usan
uniones de 600 Ib
Las uniones de acero fundido de 600 Ib se fabrican en tamatios
de % a 24 plg. Se notaré que los tamafios de 3%4 y 5 plg se han
incluido en estas tablas. En la préctica actual de ingenteria estos
tamaiios, aunque incluidos en la Amer.can Standard, se evitan ge-
netalmente Jo més que es posible.
Las uniones de acero fundido de 90) 1b se fabrican en tamafios
TUBERIA INDUSTRIAL
‘TABLA 27, VALORES y PARA TUBERIAS DE VAPOR
‘ao | we 1is0y
Loe a
4 a 24 plg. Donde se requieren tamarios abajo de 4 plg se usan
ones de 1600 Ib.
Las uniones de acero fundido de 1500 lb se fabrican en tama-
arriba de las 6 plg para presiones ce trabajo de 600, 900 y
30 Ib a 900°F, Sus dimensiones coinciden con aquellas de las
ones de acero fundido.
1. Uniones soldadas de acero forjado encuentran su mayor apli-
ién en lineas de vapor y de procesos calientes de presiones de
Ib y mayores. Existen muchas ventajes definidas para este tipo
construccién, y aungue el costo inicial puede ser mas alto que
1 as uniones atornilladas 0 con reborde, el costo inferior de man-
limiento debido a Ia eliminacién de empaques de proteccién y
yexiones roscadas probablemente iguale el costo sobre un periodo
TABLA 97a, VALORES C PARA TUBERIAS DE VAPOR
‘ate ®
he & te te le
Team ia paw» Ww fh 9 aso [ty mmm | OOS
ig rneme | 8005
ete we, iri ets #8 tems once da yr | 008
Pe» mere | ntti
werd. eo fro 0 a0 erm ove |i tna | int
ae tnae | 018
+ afios, La construccién del tipo soldads no sélo simplifica la ins-
lacién y aislamiento sino que también baja el peso por la elimi-
acién de rebordes y pernos. Los cambizs y adiciones a la tuberia
‘pueden hacer introduciendo en la linea unjones futuras. Una
nea puede ser de construccién soldada, o se pueden instalar re-
grdes a intervalos apropiados para facilitar la ereccién. Las unio-
es de acero forjado pueden ser soldadas cara a cara o del tipo a
‘aslape. Las primeras estén cubiertas en la ASA B16.0 que incluye
jdos de radios grandes, tes, vueltas de regreso y reductores en
TUBERIAS DE VAPOR
7 uy
Fic. 22. Uniones de acero fundido
DIMENSIONS PARA LA FIC, 2.2
40
Taga 3
= ae ef a
% 2 > | «| om] e
x“ x mw] om} a | oo
' wo | im | aw mw | om | mw | os
| os aw | | om
sam | oe |S | |
wa | om of m | aw |
ry on us a +
wo | oe | ww > | os m | oo
a) a fam | om | um
100 ‘ | am | aw
om | oe wl | oa” | ae
2 wo | oe ws | oe | one | os nm
o ws | iow |e
a0 tw | “ae |
a | oar | ae
™ ww 5 a | om] ow
0 4 ae | tem | one | se
TUDERIA INDUSTRIAL
TABLA 28, DIMENSIONES PARA LA FIC, 29 (contimiia)
ae ais ee =
i | pe | 7
6 wo | om | om wm | um | om | oe
we foe YS ae am! | oa” | oe
nao | "on | te x | uw | | ae
ae | wt ot | a | me |
' om | om mw] a | o fa |e
mt we | |e | ow |
wo | aw | os | ot 2 :
a0 w | om | om | oe
wo | + | aw |
a am | at | oe
ww | “oe | caw | ae | aw
nam | “ow i | mw fos | oa
= we | a | | ae
™ mw | os] ie | oe] ome | ame] | ie
a fom | | oo | ae | om | te
wo |) | Mowe | oe | tf am | | te
m [ow [ae |e | aw | oe |
w | oo | | 8 | om
m | wi w" |e [oe | or
‘ mw fos | oe aia |e ls
» | a |e | ow | m
wm |e | ot | ime | oa | ot
wo | | os se | ow | ae | ae
wo | “ox | os «| fim | oe | aw
wo | “iw | oy mm | ‘im | la | oe
sa | a w” |e. | ae | oe
tn | “tay | ane mu | ‘is | oe | ow
an | om we | wo | x m
. mm | ow | oo :
Pr 8
we | we 20.
wo ° “
oo 7 mK
wt ey
ew ot mi
= a
‘ w | on un | os °
=
(UBERIAS DE VAPOR
TABLA 28, DIMENSIONES PARA LA FIG. 2-2 (contimia)
a” [a] be] « ]# | © | * |? | @
wf | a ™ | a om | aw
wo | |e sam | me | hw
a |e we [om |e | a
soo | Tos | “ise om | lane |e | oe
' wm] om toe | | om] ge | ed a
eo mo fou |e | Sms | s |
a | m | an
© aK «| 2
oa ws |
~ ” 7 | Sina
» » 1 s | ao
| om
Py | a
| os
» x | ow.
wo | “tow
1.500 : wx | mK
wa | ow
” » ” ry
“ @
0 6
cy se
00 .
0 2
0 a 6
w i 3 | ‘tw
0 i
TURERIA INDUSTRIAL
TABLA 28, DIMENSIONES PARA IA FIG. 29 (contimtia)
Tora cada dimensiin o tamale la hilera primera exth en pulgadas y la sequnds en
nilimetion
1
(
(
1
i
1
‘
hen mK mc |e | is | al |
: a” | oo
‘
eo ‘om | | os |e ‘
as | at ae | om ;
» 204 » | a
ar mm | on ‘
wo au | a | "ae ;
on m | ow
vo 2 = | 3B
100 max | me | 3
oe a | at ;
” w|a fn |» o |
a | ao | at an |
wo | ‘| am | | ie
aa | on | at a | oo
wo | es | te os | “3h ;
oe | ow | oa
ey nH a | ae
on = |
we 1098 ae | '
mm a | me (
1.90 a ae | om
‘UBERIAS DE VAPOR 53
amafios de 1 a 24 pig, inclusive, también como tapas soldadas y
yarras de punta de traslape en los mismos tamaos.
La especificacién ASTM A234-59T cubre los aceros al carbono y
os aceros de aleaciones ferriticas en uniones soldadas para cl rango
le temperatura alta. Las uniones soldadas cara a cara se fabrican
‘on los espesores de pared coincidiendo con los espesores de pared
lel tubo, segiin programas listados en la ASA B3G.10, mostrados
n la Tabla 2-5.
La preparacién de los extremos esta de acuerdo con la ASA
316.25 que requiere un bisel de 37% grados = 2% grados y un
sxtremo recto de Mx plg para espesores de pared de % plg. Para
miones mas pesadas que la parte del extremo arriba de % plg de
‘spesor requiere un bisel adicional de 10 grados + 1 grado.
Existen 3 grados de uniones de aceto al carbono, WPA, WPB.
‘ WPC, para usarse con los grados A, B y C, respectivamente, de
a ASTM A106.
Los grados de uniones de acero de aleacién ferritica se pueden
ispecificar para hacerse de tubo ASTM A835 de grados P1, P5,
*11, etc., en cuyo caso Ja unién se des'gna con el mismo mimero
le grado, por ejemplo, WP1, WPS, WPI1, etc.
Anillos 0 soldaduras internas se usan para ayudar en la alinea-
jén de los tubos y uniones y para prevenir el metal soldado de
'scurrimientos por él, y la formacién de carémbanos a lo largo del
jémetro interior del tubo. Un desarrollo reciente en este campo
's un anillo soldado con barras que se cierran con un martillo des-
sués de que los tacones de soldadura se colocan en su lugar.
La American Standard, establece para uniones soldadas cara a
sara que étas deben tener datos nomirales de presién y tempera
ura basados en los esfuerzos para el tubo de igual material o equi-
alente permitido en el Code for Preassure Piping (ASA B31.1)
Uniones de acero forjado soldadas a traslape se usan para tubos
nds pequefios mas que para las uniones soldadas cara a cara, Estas
jenen ciertas ventajas; por ejemplo, el tubo que se pega no necesita
fer biselado, En su lugar, éste se desliza dentro de la unién y se
wujeta sin el uso de trabas especiales, No es necesaria la soldadura
ie tacdn, la union es autoalineable, y no existe peligro de la forma-
*ién de carambanos de metal soldado que en los tamafios mas pe-
juefios de tubo acortarfan seriamente ol area interna efectiva con
‘a resultante resiriceion de flujo.
Este tipo de union se puede usar también en lugar de las unio-
2es atornilladas de acero forjado, climinando la necesidad de cone-
TABLA 29, DIMENSIONES PARA LA FIG. 29
(Wer Pég. 65)
LUNIONES SOLDADAS CARA A CARA
an | aa eae ee
Cho wo te [ate wore | emt | ooo tb
es eat dae
x |e J
Eacrera
“ aye le[ele [els
aye
; | ee
7 Para cada dimension @ tamale 1m ptimers hilen estd en pulgadas y la segunda en
lines
‘Nota, Para la Clase 150 1% y 00 ID, 7 dncluye wna eevacion de care de 1/18 ale
pans ta Give 400 21800 Ib, Tmo icuye Ta sevacion ce cara de 1/4 lg, Le dk
foeién We iguela a J¥4 veces el dlametro nominal para radios grandes y ef didmetce
Seminal part dldmetror beauties,
rURERIA® DE VAPOR 55
if
feTrjctase 400 a 1500 (ver Nota)
i TJetuse 150 y 200
rc
Patada de euelo Coda sodas
Fio, 24, Uniones soldadas cara a cara
TABLA 210. DIMENSIONES PARA LA FIG, 2-4
Reductores_soldables
7
‘ramato ple
Pie i
Wit Pn 1
ra 3 0
iw i i
dent a te
mini ue =
nae ws ‘ we
ele oe : i
ae os : i
a et ae 7 is
ane 4 5 20
tu 4 x0
foehe ‘ 5 a
ABLA 2.41, DIMENSIONES PARA UNIONES SOLDADAS Y TOBERAS
SOLDADAS CON CUELLOS DE REEORDE SOLDABLES,
(Wer Fig. 25)
ml fala[ale)o/eir|o alelelolelrle
a | wolsntan| s | s [oe|a |v
» vm | ur | be | 28 |
200 5 | a | | a |
t/a |e | a |i
wo |x [8 |e |
tar | | 8 | 25 |e
oo | a | | | | a | a |
soo | 16! | os [on | 9 | a0 |e “
aa |'T |" || om [0 [te [on] fa is
vow) ge | as | || ane | =
as | 150 | se | 9c | a alae
cy va | tm m|'m| in 10s | 3 | 20
soo | | | 3 | a 2514 | 8
‘a |u0 ata | zo | fun | | 28
oo | | | | 28254 o
oo | | 8 Os |e | sa ss]
wo | | oe 051 5 ies|
20 | ‘or |r| 1 ‘on
1.0 || 31s 5 14
oo |S iat || at | 27 | cy
a| « 4
oe far | cay |" | at | aa | in| 8 | 25
= ton |tv |v
o 0 |i tes
ow on [at | 8 [els 18
wo om |2i| 1 || 53
‘as | 8 | 0 | ao | 8
1.50 jw |'28 | 30 foe | 20
3 soa | 60 | 6 | am
a} aw] ofa laf] o | a fare) aa | ao fone| see] es] s/s) a2
| Ma |om [on | = 15) | a
His |e | o {oy |e
ie [bt | 2 | a aon | 3a | sr
fe | 0 | a o i |i ||
toe | 2 | 25 | I {ae | a | os | 8
{in| os] | |] | ts
‘| ass tse| 6 fg |smalana| san nin |
+ ara cada dimension o tamano 1a primera bilert eatd en pulgeds
metros.
‘Nota: Todas las dimensiones extin basadas en el Tube Turn Catalogue 111. Para Cl
Maa’ a" 800 as dimensiones no ineluyen In rlemelén de cara de 14 DI
rURERIAS DE VAPOR 37
xiones roseadas con rompimientos ocasionales y que puedan reque-
rir una soldadura posterior para asegurar una junta rigida.
Las uniones soldadas a traslape (ASA B16.11) se fabrican en
clases estindar y extra-fucrtes. Estas se perforan para cumplir con
el diémetro interno del tubo del programa 40, y el ultimo programa
80. Las uniones para presiones més altas y temperaturas, se hacen
eo. |
ay nee eH ze é 4
Vustas soldadas TE socta TToheras soldadas Vuelta 45°
fac. 25. Uniones soldadas cara a cara y tcberas soldables con reborde de
aaa
Te Tt
bet
ll
a aia.
* x
f
Hes G0
ay ace fea
Fic, 26. Uniones soldables a traslape de acero forjado
TABLA 212, DIMENSIONES PAFA LA FIG. 26, PLG
Temafe |W ™ fm]
a mw [a | mm
a tiie | tate | Te
e mw | ee | te
r me |e | ot
hey
Fic. 27. Uniones soldabl
les cara a cara de acero forjado
TABLA 218. DIMENSIONES DE. TES REDUCTORES SOLDABLES
\ REDUCTORES SOLDABLES CON RESORDES DE CUELLO SOLDABLTS
PARA LA FIG. 27
[= [ee | om | wm
7 a[2
sam [on lo a
aware [om | oe oe
ma (es mo] 3 |ta ie
aim | | | |
wa aya]
sur [ela | a oes
as [a] Cle ms
ss | me
wa] | | it ly
Bala oe | [ool ne mf
{ie ||| [ie s/f
Su] | tLe |e
ee [t/a] 5 ae |e
ses [7 [u) 3 [soya [em sla
| 2s | 2 | | alee
see | || fy eto
2 || a [a | a | t ' | a
wees [pli ||| [| ou ||
vose [ine {anes ts ae ff 08
CP el ell eal
ane [4s 1234] a6 Jose 258] 7 |19%|izsie] rie ie a8
12S ea |e] a [ie | a br
sees fin) [iat | |S os
| | te a [ae | | |e |
sem ie |
2 || | a
* Para cada dimension 0 tamafo
lists
primera hilera esth en pulgades y 1a segunda en
‘Nota: Para rebordes de 400 a 1500 Wb tas dimensiones A, By C wo tncluyen la ele
tekin bv coon 08 4
Avanzada Macho Momben_yequ
Fic, 2-8, Caras de rebordes de la American Standar
‘TABLA 214, CARAS DE REBORDE DE LA AMERICAN STANDARD
(ASA Ble) FLG
PE aa
aa
Tamsto Ha
etn | care aaa af
eer penne ss
snr fous sg
BE
i
% En *
x on ‘
1 we t
hy me t
a ™ ‘
x
x
x
“
wie x
fa x
tie x
woe fw fiw wie x
fins |i ie ‘
ube [a [ow ae x
ape |e [in as x
ibe [eu [aM i x
) orden especial, del acero al carbono 0 molibdeno para usarse
tubos al carbén o molibdeno,
3. Las uniones atornilladas se discuten en el Cap. 4
4. Las uniones soldadas con tatén también se discuten en el
4.
Los rebordes se usan para las juntas de longitudes de tubo y tam-
\ para conectarlos a las valvulas y al equipo. Sus formas y di-
isiones se han estandarizado por la ASA B1Ge que cubre no sélo
uniones de reborde de acero fundido sino también los rebordes
acero de plancha con sus dimensiones y caras. Se notara en la
2-8 que los didmetros de cara para tedas las clases de presién
an tubo de tamafio nominal son idénticos,
Como es el caso con las uniones de reborde de acero fundido,
cabado mate de las Clases de la 150 a 300 Ib es el regular con
elevacién de cara de ‘4g pg que se incluye en cl espesor minimo
reborde; los rebordes ms altos se terninan con una elevacién
vara de 14 plg que no se incluye en el espesor minimo del rebor-
Una tolerancia de %p plg se permite en los didmetros interiores
eriores de todas las caras.
Los rebordes de plancha atornillados de los tipos pequefios ma-
y hembra se suministran con cara plana. Estas no estén ros-
as con la rosca ordinaria para tubos de la American Standard
scrita en el Cap. 4), en lugar de esto estén roscadas con roscas
uercas de la American Standard. Se debe tener cuidado al usar
's rebordes para asegurar que las paredes del tubo que sc une
1 Io suficientemente gruesas para que permitan un tallado de
uperficie para el empague.
Los empaques para todas las juntas macho-hembra_y lengua-
20 deben cubrit con un minimo de claro en ambos lados.
Sin tomar en cuenta el método que se use al unir el reborde al
> (atornillado, soldado, traslapado), cada clase de presién para
determinado tamano de tubo nominal tiene clertas dimensiones
comin, por cjemplo, didmetros exteriores, espesor minimo del
orde, circulo del perno, niimero y tamaho de agujeros. Estos estén
os en la Tabla 2-15, Rebordes de Acero de Compania.
La junta a traslape 0 Van Stone se usa cominmente para pre-
les y temperaturas altas y tiene esta ventaja adicional: el re-
de queda libre para girar en el tubo juntado y se hace girar facile
ate para alinear 10s agujeros de los pernos en el reborde de
tplemento, Las varillas Van Stone se soldan a los extremos del
PUMERIAS DE VAPOR a
‘Atoraiisdo
deslizante =
a id
o——| 0°.
avanzada
Fic, 29. Rebordes de acero de plancha
TABLA 215. RERORDES DE ACERO DE PLANCHA,
‘DE Fapesor[itmetroliongeea a pom)
ey |e ae 9 mere | Tamas | Cisalo
pitas, detapee| ermo, | otdo,| Se | de | “det
on liasea| "2 | vernos | peros | nero
1 we] me | ame] om “[.o
we | a | a | a
m | Mee |e | So | Toe ‘
ww | |g | al
mf | te | fe | aden
2 a | ‘n «| ow
‘ S| cae Me a |
‘ | oe ‘ie a]
at | a #
‘ s | iv a]
‘ ms | ti ro 1 |
® | lie ie af oe
2 | fw | “tes | Se "
ae fa’ ja’ | 2
woo | at | “iw | Sow | 3s » [5
ge [at lo |e %
woo | fans | “hw | fe | ie wf
woo | ‘me | “ine | Sm | Sas w | te
woo |S | Sx | tx | Us = | w
oe [ae |e" |e
300 1 a 7507F
3 ao] >=) o>) > le
m |] | Sw | oe |e [8 | Mn
TUDERIA INDUSTRIAL
TABLA 215. REBORDES DE ACERO DE PLANCHA (continia)
Tapeor [Didmcinelongliod dl pero
‘minim | det Némero| Tamate | ieulo
\detuzer| perso eter | ast
fanaa | x pornos | pero
1 7 om
6 i
™% ' 7
a Ps
™ " 154
@ ey
i «
e a
3 = me
ms ” "4
“He 4
‘UBENIAS Dx YAFOR cy
TABLA 215. REBORDES DE ACERO DE PLANCHA (continiia)
ae ee a ircuto
Set, [olen = ‘a
ve | O * pero
0
© Cn ee
mf a faa | | ot a | @
8 | fom | line | Soe |e | oo | te | lin
woe | fs | 3 |e | oe | “owe |e | iw | aw
wpe | ‘ae | ‘0 | aie | oe | os » | jw | Oe
ml joe” [us |e a | ot
wor | ’e | im [On |S | te |e] lt | lane
ws” foo fe | a | om
Pra
om [fae fw | « | m@
+ Para cada dimensin tamabo a primers hls est en pulgadas y le Feronds en
tubo y son lo suficientemente largos que climminan el peligro de daar
la cara de contacta con la soldadura
Existen varios tipos especiales de rebordes que se usan muy rara
ve2.
El Sarlum y el Sargol son dos de estas juntas. Requicren un eu-
Jadoso traslape para asegurar un contacto casi a espejo ya que no
se usa empaque entre las caras. Después de que estas juntas se han
ensamblado y probado los pernos se quitan y los tubos se sucldan,
poniendo después todos los pernos y tensionindolos. Se debe tener
gran cuidado en la ereccién para proteger las caras de los rebordes
de polvo y suciedad ya que esto perjudica la calidad de la junta,
El costo de la fabricacién, transporte, y ereccién indudablemente
limita la aplicacién de estas juntas.
La junta de reborde de anilio se discutira en el capitulo Tube-
rias de Aceite, donde esta junta encuentra su més amplia aplicacién.
Los empaques asi como los materiales para pernos se cubren
en el Cap, 4
Las trampas de vapor son dispositives para desalojar automética-
mente el condensado que resulta del enfriamiento del vapor. Se
requiere que éstas funcionen sin causar caida en la presion de la
Yinea. Las trampas se deben localizar al final de cada corrida de
tubo y antes de una conexién de desvio a una pieza del equipo.
TUBERIA INDUSTRIAL
una cantidad de agua permanece en una linea de vapor, un
que severo Hamado “golpe de aricte” puede resultar con un posi-
dano al equipo. El tiempo requerido para calentar un recipiente
ado 0 un camblador de calor es consderablemente alargado si
lislante no sc libra del condensado de colecta durante la porcién
anfriamiento de un ciclo. Una trampa és en realidad una vilvula
permite que el agua y aire fluyan por ella mientras que el paso
vapor est prohibido.
Existen muchas variedades de trampas de vapor en el mercado,
a una aclamada por su proveedor. Por otro lado, por lo regular
vs los departamentos de mantenimiento pueden tener alguna
eriencia desafortunatla con trampas que no sean apropiadas para
»ropésito para el que se instalaron, y desde ese tiempo en ade-
:e estas trampas se han evitado. Es importante que el amano
recto y el tipo de trampa para una instalacién en particular se
ecione —aparte de esto, el precio gobernaré regularmente.
El factor més importante en la seleccién de una trampa de vapor
al tipo de servicio para el que se va a utilizar; éste se puede
arar en dos funciones:
1. Para remover el condensara de las tuberias principales do
of, cabezas de vapor, separadores, purificadores, etc
2. Para remover cl condensado de las unidades calentadores
'o bobinas, aislamientos de vapor, calentadores de agua y otro
tpo donde el vapor seco a una temperstura deseada se requiere.
En la primera categoria el servicio es primariamente uno de los
zmas de desalojar la condensacién y aquella agua que puede
acarreada hacia afuera de la caldera. Las cantidades de aire a ser
iejadas deben ser comparativamente pequeftas excepto al final
varreras largas 0 durante el periodo de calentamiento inicial, pero
's trampas deben tener suficiente exceso de capacidad para mane-
grandes canudades de agua sobre las que normalmente estan
‘ents.
La segunda, requiere que la trampa no sélo maneje condensado
que también purgue los aparatos de considerables cantidades
Ure 0 gases incondensables asf que el espacio entre las bobinas
islamiento se pueda conservar lens con vapor seco caliente.
lire diluye el vapor y reduce su temperatura y por lo tanto la
cidn de transmisién de calor, que es una funcidn de la diferencia
emperaturas entre el vapor que entra y la sustancia que se esta
ntando,
El vapor saturado a 50.3 psig tiene una temperatura de 298°F.
UBERIAS DE VAPOR
ww
Fro. 9.10, Trampa de vapor de vélvule invortida
TABLA 2.16, DIMENSIONES PARA LA FIG. 2:10
a a oe
Sone Be oa | an a
Bhimeims Aste occcd Be] Ef te | | Tt
Eepoor de ia'pered, €,
Ps mf ow [om fom | om | me
Didmetro de tos pero
me x x ]on fom
No, de pernos 6 . 6 * * 2
Peco ie |om [oe fa | ¢ |e
Presion maxima. poi | aw” | so | ao | ow | ae | om
Treiin ost__| Canacided de descorgn erulnun, 16 Th de axun por hore
& io | Sa | waco | iam
2B > | sao | ‘sso | iam
5 > | tao | sao | mio
» soo | tam | oxo | eo
= sto | tie | eSn | men
ra 30) 10:90 2,00
ie Ei} va | sn
TUBERIA INDUSTRIAL
presencia de 10% de aire causara una caida de temperatura de
mientras que una adicién de 20% de aire causaré una caida
temperatura de 14.5°F,
La trampa de vélvula invertida es probsblemente el tipo més am-
mente usado por todas las presiones ordinarias y capacidades
ba de 12.000 a 15000 Ib por hora. Esta es de un diseiio simple
idimentario, Las trampas de acero forjado se encuentran en el
‘cado designadas para una presin de vapor maxima de 2.400 psig.
Esta trampa opera por medio de una valvula pesada invertida
est4 normalmente abajo cuando el agua se esté drenando de la
a. Por medio de una palanca Ja valvula se mantiene abjerta en
| posicién permitiendo la descarga de are y condensado. Cuando
‘apor llega a la trampa, éste lena la vilvula forzando a salir al
a, y haciendo que ésta flote y cierre la abertura que permanece
ada hasta que el agua vuelve a entrar, lenando 1a valvula 0
ija que pierde su flotabilidad y cae, abricndo por lo tanto Ia valvula
descarga una vez mas.
Donde se deben purgar rapidamente grandes cantidades de aire
ante las porciones de calentamlento de un ciclo, la vasija inver-
3 se cquipa con una ventila de aire auxiliary ésta esti controlada
‘un disco plano montado en el extremo de una tira de bimetal ter-
statico, que consiste de dos metales fntimamente unidos con pro-
dades expansivas desiguales que causan que la tira se doble hacia
ado que tiene el coeficiente de expansidn menor. Cuando el vapor
arranca por primera vez. esta ventila esté completamente abierta,
1 agua y el aire se descargan libremente, Cuando el vapor entra,
xe que la tira bimetdlica se doble hacia arriba cerrando la ventila
ciliar. La trampa entonces funciona de la misma manera descrita
iba.
La ventaja de la trampa de vasija inve-tida es la velocidad con la
> desaloja el condensado y 1a eliminacion de perdidas de vapor. Se
ye tener cuidado de gue la presién correcta de operacién se espe-
ique, 0 la trampa no funcionara propiamente. Esta es limitada en
yacidad y no es apropiada para instalzciones al aire bre donde
temperaturas heladas durante un periodo de desalojo 1a conge-
ian lo que causaria su falla en operacién.
Existen un sinmimero de variaciones de la trampa de vasija in-
stida como la de vasija invertida que esta gulada centralmente por
idio de un tubo que sirve como entrada a la trampa, La ventaja
este discfio es que la entrada y la salida quedan en linea recta
que facilita la instalacion de la tuberfa, una ventaja que no tiene
rUBERIAS DE VAFOR or
la entrada de lado y salida de lado del tipo de trampa de vastja
invertida que no esta guiada centralmente.
La trampa compuesta operada por pistén se usa donde grandes
voltimenes de condensado se deben manejar. Las trampas con capaci-
dades arriba de 240 000 Ib por hora se pueden obtener en la Clase
de 600 Ib de presién.
Esta trampa esté construida con dos cdmaras, una puesta encima
de Ja otra. Una vasija invertida flota er el fondo 0 cuerpo piloto de
la tampa y mantiene la valvula piloto cerrada. El vapor y el agua
Megan a la vasija por el tubo piloto que se extiende desde la parte
superior 0 camara recibidora hacia abajo hasta el cuerpo de la tram-
pa piloto y hacia arriba bajo la vasija invertida.
Cuando el agua Ilena Ia c4mara recibidora el condensado entra
al tubo piloto y 1a vasija invertida se lena con agua y cae, por lo tanto
abriendo la valvula piloto que descarga contra la cabeza del pis-
tén cuya area es mayor que la vélvula principal, Esto fuerza al pistén
nin de te vétvate
Aarmadurs de 1s guia
ie Ie valvula
Biote
‘Vatvuta toto Y | — vaso
Y palanea Invert
— vara
heave
— Fonds dat abe
ete
Fic: 211, Trampa compuesta operada por piston. (Armstrong Machine Works)
También podría gustarte
- Curso Completo HRSG CFE Feb 2014Documento251 páginasCurso Completo HRSG CFE Feb 2014Jorge Vieyra100% (2)
- 18 PositGui1Documento5 páginas18 PositGui1Jorge VieyraAún no hay calificaciones
- CAJASDocumento2 páginasCAJASJorge VieyraAún no hay calificaciones
- Cadereyta HRSGDocumento203 páginasCadereyta HRSGJorge VieyraAún no hay calificaciones
- 7.3 PD000254 DossierDocumento65 páginas7.3 PD000254 DossierJorge VieyraAún no hay calificaciones
- 23 Cavita11Documento34 páginas23 Cavita11Jorge VieyraAún no hay calificaciones
- 17 PneumA1Documento27 páginas17 PneumA1Jorge VieyraAún no hay calificaciones
- 16 IPPos1Documento23 páginas16 IPPos1Jorge VieyraAún no hay calificaciones
- Catalogo Pirometria 2014Documento74 páginasCatalogo Pirometria 2014Jorge VieyraAún no hay calificaciones
- 06 SizingGasVaporDocumento22 páginas06 SizingGasVaporJorge VieyraAún no hay calificaciones
- Reporte de Internos Dañados Valvula TCV90A U1Documento4 páginasReporte de Internos Dañados Valvula TCV90A U1Jorge VieyraAún no hay calificaciones
- Opciónes de Diseño en Válvulas Tipo Vástago Deslizante: Educational ServicesDocumento43 páginasOpciónes de Diseño en Válvulas Tipo Vástago Deslizante: Educational ServicesJorge VieyraAún no hay calificaciones
- 01 Specif1Documento16 páginas01 Specif1Jorge VieyraAún no hay calificaciones
- UntitledDocumento31 páginasUntitledJorge VieyraAún no hay calificaciones
- Calculo para Compensacion de Flujo de Gas: Datos de Diseño 226.93 0.37 0.06 61.15 - 32.24 0.11 K K K K K KDocumento8 páginasCalculo para Compensacion de Flujo de Gas: Datos de Diseño 226.93 0.37 0.06 61.15 - 32.24 0.11 K K K K K KJorge VieyraAún no hay calificaciones
- JUE - 1000 - JDU - Química en Centrales e Importancia de La Instrumentación - ESDocumento33 páginasJUE - 1000 - JDU - Química en Centrales e Importancia de La Instrumentación - ESJorge VieyraAún no hay calificaciones
- COGENERACION y HRSG DRAGADOS PEMEX CADEREYTADocumento148 páginasCOGENERACION y HRSG DRAGADOS PEMEX CADEREYTAJorge Vieyra100% (1)
- Boilers FundamentalsDocumento8 páginasBoilers FundamentalsJorge VieyraAún no hay calificaciones
- Manual CalderasDocumento81 páginasManual CalderasJorge VieyraAún no hay calificaciones
- Curso Sistema de Control Cadereyta (Modo de Compatibilidad)Documento54 páginasCurso Sistema de Control Cadereyta (Modo de Compatibilidad)Jorge VieyraAún no hay calificaciones
- Biogás - Red Mexicana de BioenergíaDocumento6 páginasBiogás - Red Mexicana de BioenergíaJorge VieyraAún no hay calificaciones
- E+H Medición de NivelDocumento76 páginasE+H Medición de NivelJorge VieyraAún no hay calificaciones
- Quemadores de BiogásDocumento2 páginasQuemadores de BiogásJorge VieyraAún no hay calificaciones
- Elementos Primarios - Emerson MXDocumento6 páginasElementos Primarios - Emerson MXJorge VieyraAún no hay calificaciones
- Reporte Inteligencia Tecnologica BIOGAS FinalDocumento198 páginasReporte Inteligencia Tecnologica BIOGAS FinalJorge VieyraAún no hay calificaciones
- Indice FircoDocumento77 páginasIndice FircoJorge VieyraAún no hay calificaciones