También podría gustarte
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Folleto Conduclad VFFDocumento12 páginasFolleto Conduclad VFFeuler1707Aún no hay calificaciones
- Transformadores encapsulados en resina: ventajas del aluminio sobre el cobreDocumento4 páginasTransformadores encapsulados en resina: ventajas del aluminio sobre el cobreConde de MarteAún no hay calificaciones
- Sistemas Puesta TierraDocumento8 páginasSistemas Puesta TierraRicardo86a100% (1)
- Autoevaluacion, Sintesis de Articulos - Diego GomezDocumento6 páginasAutoevaluacion, Sintesis de Articulos - Diego GomezDiego Ernesto Gómez TrujilloAún no hay calificaciones
- 7 Construcci N de Puestas A Tierra PDFDocumento25 páginas7 Construcci N de Puestas A Tierra PDFjaime arandaAún no hay calificaciones
- TIPOS DE Apoyo BTDocumento9 páginasTIPOS DE Apoyo BTDaniel GalindezAún no hay calificaciones
- Teoria y Diseño de Sistemas de TierrasDocumento88 páginasTeoria y Diseño de Sistemas de TierrasAdolfo MedinaAún no hay calificaciones
- Manual Placa ColaboranteDocumento16 páginasManual Placa Colaboranteluis120487100% (1)
- La Puesta A Tierra Tiene Como Función Limitar La Tensión Respecto A Tierra QueDocumento7 páginasLa Puesta A Tierra Tiene Como Función Limitar La Tensión Respecto A Tierra QueAlfa CentauroAún no hay calificaciones
- Conexiones ExotérmicasDocumento3 páginasConexiones Exotérmicasrgalindo54Aún no hay calificaciones
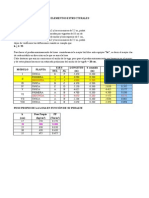
- S02-Ii4 PredimensionamientoDocumento26 páginasS02-Ii4 PredimensionamientoMariela Cardenas AcostaAún no hay calificaciones
- Manual Placa ColaboranteDocumento16 páginasManual Placa ColaborantejuancarrionmonsalveAún no hay calificaciones
- Normas para Evitar Fisuras Vigas y Losas Cap 09Documento14 páginasNormas para Evitar Fisuras Vigas y Losas Cap 09Pablo GonzálezAún no hay calificaciones
- GENROD Catalogo 3Documento14 páginasGENROD Catalogo 3mherold2Aún no hay calificaciones
- Tema 2 DRECTDocumento94 páginasTema 2 DRECTisidro93Aún no hay calificaciones
- ASTM DesignaciónDocumento11 páginasASTM DesignaciónEsmir SeminarioAún no hay calificaciones
- Calculo de ESCALERADocumento26 páginasCalculo de ESCALERAFreddy Gallo SanchezAún no hay calificaciones
- 10 Concusiones y 10 Recomendaciones de La Puesta de Malla A Tierra y Puesta A Tierra de LTDocumento5 páginas10 Concusiones y 10 Recomendaciones de La Puesta de Malla A Tierra y Puesta A Tierra de LTCarlos SanchezAún no hay calificaciones
- Especificacion Tecnica Nº75 de AyEE PDFDocumento18 páginasEspecificacion Tecnica Nº75 de AyEE PDFMauricio MoralesAún no hay calificaciones
- Alcantarillas Circulares MetálicasDocumento12 páginasAlcantarillas Circulares MetálicasCamacaroBelkisAún no hay calificaciones
- Especificación Técnica Nº75 de AyEEDocumento18 páginasEspecificación Técnica Nº75 de AyEEignacioasenjo100% (2)
- Beneficios fibras metalicas concretoDocumento4 páginasBeneficios fibras metalicas concretoErik Mauricio Quico AleAún no hay calificaciones
- capitulo VDocumento60 páginascapitulo Vvladimir bonilla osccoAún no hay calificaciones
- Aplicaciones de la Resistividad y Resistencia de ConductoresDocumento6 páginasAplicaciones de la Resistividad y Resistencia de ConductoresEduardo Ashley Santacruz ChavezAún no hay calificaciones
- Gaviones 150914185633 Lva1 App6892Documento34 páginasGaviones 150914185633 Lva1 App6892Waldir Anderson Davila AlvarezAún no hay calificaciones
- Conexiones Mecánicas o Empalmes MecanicosDocumento6 páginasConexiones Mecánicas o Empalmes MecanicosLidver Percy Matheus PeñaAún no hay calificaciones
- Ferro CarrilesDocumento46 páginasFerro CarrilesCeic Civil Tres D100% (1)
- Parametros ElectricosDocumento21 páginasParametros ElectricosChávez AngélicaAún no hay calificaciones
- Galgas Extensiométricas ResistivasDocumento12 páginasGalgas Extensiométricas ResistivasVerónica FloresAún no hay calificaciones
- Sistema de Puesta A Tierra en Alta Tensión y Pat TemporalDocumento23 páginasSistema de Puesta A Tierra en Alta Tensión y Pat TemporalPaolo Torreblanca LazoAún no hay calificaciones
- Fisuracion y Deformacion de La VigaDocumento7 páginasFisuracion y Deformacion de La VigaMaria Jose QuiñonezAún no hay calificaciones
- GAVIONESDocumento47 páginasGAVIONESCesar Ramirez GAún no hay calificaciones
- Costos de conducción: canales vs tuberíasDocumento10 páginasCostos de conducción: canales vs tuberíasMiguelEgúsquizaPillcoAún no hay calificaciones
- Puesta A Tierra EquipoDocumento5 páginasPuesta A Tierra EquipoReinaldo Jose MorenoAún no hay calificaciones
- Calculo Mecanico Lineas AereasDocumento29 páginasCalculo Mecanico Lineas AereasAntonio Isea100% (1)
- Dramix Refuerzo para Estructuras de Hormigon LanzadoDocumento24 páginasDramix Refuerzo para Estructuras de Hormigon LanzadoAlfredo Philleas FoggAún no hay calificaciones
- Informe Elaboración de PostesDocumento17 páginasInforme Elaboración de PostesKeii Rdgz0% (1)
- Evaluación Del Uso de Mallas Electosoldadas Con Poca DuctilidadDocumento10 páginasEvaluación Del Uso de Mallas Electosoldadas Con Poca DuctilidadElias RojanoAún no hay calificaciones
- Cable Bolt 2-2 EspañolDocumento52 páginasCable Bolt 2-2 EspañolPollo PiaggesiAún no hay calificaciones
- ConclusionesDocumento2 páginasConclusionesMario Vargas Santos0% (1)
- CELEC®: cemento conductor para sistemas de puesta a tierraDocumento5 páginasCELEC®: cemento conductor para sistemas de puesta a tierrarofer_2005Aún no hay calificaciones
- Tema 5Documento9 páginasTema 5jaimeAún no hay calificaciones
- Tuberías de CementoDocumento7 páginasTuberías de CementoJamie Carpio OviedoAún no hay calificaciones
- Puentes elasticidadDocumento19 páginasPuentes elasticidadKevin VC0% (1)
- Flexión en vigas de concreto reforzado: Método elástico (ASD)De EverandFlexión en vigas de concreto reforzado: Método elástico (ASD)Calificación: 5 de 5 estrellas5/5 (2)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Conceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoDe EverandConceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Diseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10De EverandDiseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Aún no hay calificaciones
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318De EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Calificación: 4.5 de 5 estrellas4.5/5 (2)
- Diseño de estructuras de concreto armadoDe EverandDiseño de estructuras de concreto armadoCalificación: 5 de 5 estrellas5/5 (2)
- Responsabilidad SocialDocumento3 páginasResponsabilidad SocialFRANCO GONZÁLEZ GUAJARDOAún no hay calificaciones
- Analisis de Caso Formación para El TrabajoDocumento2 páginasAnalisis de Caso Formación para El TrabajoFRANCO GONZÁLEZ GUAJARDOAún no hay calificaciones
- Redes Eléctricas 1.1Documento9 páginasRedes Eléctricas 1.1FRANCO GONZÁLEZ GUAJARDOAún no hay calificaciones
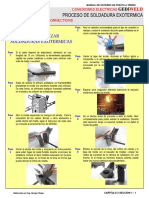
- Proceso de Soldadura ExotermicaDocumento13 páginasProceso de Soldadura ExotermicaFRANCO GONZÁLEZ GUAJARDOAún no hay calificaciones